Станок для ножовки по металлу
Обновлено: 12.05.2024
Станки для резки металла (отрезные станки) предназначены для резки листовой стали, металлических труб, прутков, уголков, швеллера, двутавра и проч. Станки применяются в серийном и мелкосерийном производстве.
Абразивно-отрезные станки по металлу
Ленточнопильные станки по металлу
Ножовочно-отрезные станки
Гильотины для рубки металла
Рычажные ножницы по металлу
Пресс-ножницы
Угловысечные станки
Лазерная резка металла
Плазморезы с ЧПУ
Правильно-отрезные станки
Станки продольно-поперечной резки металла
Ø пиления 110 Ø отрезного круга 355 мм Размер заготовки 110 Угол поворота рамы ° 90 Мощность 2.40 кВт Напряжение 220В Масса 16 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 75х75 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 380В Масса 80 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90x90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90х90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° 90 Мощность 3.00 кВт Напряжение 380В Масса 70 кг
Ø пиления 85 Размер заготовки 85х105 Угол поворота рамы ° 90 / 45 Мощность 1.00 кВт Напряжение 220В Масса 19 кг
Ø пиления 115 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.38 кВт Напряжение 220В Масса 68 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.55 кВт Напряжение 220В Масса 26 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 / 45 Мощность 0.38 кВт Напряжение 220В Масса 26 кг
Ø пиления 115 Размер заготовки 110х150 Угол поворота рамы ° 90 / 45 Мощность 0.55 кВт Напряжение 220В Масса 80 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 115 Размер заготовки 100x150 Угол поворота рамы ° 90 / 45 Мощность 0.25 кВт Напряжение 220В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 4.00 кВт Напряжение 380В Масса 130 кг
Ø пиления 300 Ø отрезного круга 400 мм Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 113 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 115 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 105 кг
Ø пиления 128 Размер заготовки 127х150 Угол поворота рамы ° 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 90 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 100 Мощность 2.20 кВт Напряжение 380В Масса 69 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 3.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 69 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 380В Масса 90 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 130 Ø отрезного круга 400 мм Размер заготовки 60х60, 130х30 Угол поворота рамы ° -45 / 90 / 45 Мощность 2.20 кВт Напряжение 380В Масса 120 кг
Видео












Все виды отрезных станков для металла делятся:
- по типу режущего инструмента;
- по количеству режущих головок;
- по углу нарезки.
Также оборудование, с учетом типа подачи режущего материала, разделяются на:
- станки нижней подачи;
- станки фронтальной подачи;
- станки маятниковой подачи.
Выбор оборудования
Специфика каждого станка для резки металла зависит от применения и отражается в его основных технических характеристиках:
- Мощность, кВт
- Вид применяемого режущего инструмента - диск, полотно
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Компания «РуСтан» предлагает к продаже оборудование и оснастку по выгодной цене. Напоминаем, при покупке действует гибкая система скидок!
Ножовочно-отрезные станки
Отрезные ножовочные станки применяются для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла в условиях индивидуального и серийного производства.
Ножовочные полотна закрепляются в пильной раме, которая перемещается в горизонтальной, вертикальной или наклонной плоскости. Резка производится перпендикулярно к оси заготовки, а также под углами до 45°.

| Бренд: | DALGAKIRAN | |
| Изготовитель: | Турция |

| Бренд: | SILOMA | |
| Изготовитель: | Болгария |
| Ø пиления | 280 |
| Размер заготовки | 250х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 2.20 |
| Напряжение | 380В |
| Масса, кг | 570 |

| Ø пиления | 250 |
| Размер заготовки | 220х220 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 4.00 |
| Напряжение | 380В |
| Масса, кг | 735 |

| Ø пиления | 250 |
| Размер заготовки | 350мм |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 1.50 |
| Напряжение | 380В |
| Масса, кг | 1120 |

| Бренд: | Россия |
| Ø пиления | 250 |
| Размер заготовки | 250х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 2.62 |
| Напряжение | 380В |
| Масса, кг | 500 |

| Ø пиления | 250 |
| Размер заготовки | 250х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 2.20 |
| Напряжение | 380В |
| Масса, кг | 650 |

| Ø пиления | 250 |
| Размер заготовки | 250х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 2.20 |
| Напряжение | 380В |
| Масса, кг | 700 |

| Ø пиления | 400 |
| Размер заготовки | 170х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 4.00 |
| Напряжение | 380В |
| Масса, кг | 800 |
Возвратно-поступательное перемещение рамы с пилой осуществляется при помощи электродвигателя посредством эксцентрика или кривошипного механизма. Движение подачи режущего полотна осуществляется, как правило, качанием рамы вокруг цапфы.
Перед тем, как купить ножовочный отрезной станок, необходимо обратить внимание на его основные характеристики:
- Мощность, кВт
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Станок ножовочный по металлу: устройство и принцип работы
Практически во всех производственных процессах, связанных с обработкой металла, необходима его резка. Для точного и быстрого раскроя металлических элементов на производстве сегодня активно применяется станок ножовочный по металлу.
Про принцип работы и устройство ножовочного станка сейчас мы вам расскажем. Также в конце статьи обратим внимание, где можно купить станок отрезной ножовочный с максимальной выгодой для себя.
Устройство ножовочного станка
Станок ножовочный по металлу принято называть еще механической ножовкой (с отличием от ручной). Суть второго названия аппарата заключается в том, что главным инструментом в таком оборудовании выступает специальное ножовочное полотно по металлу для станка. Именно им выполняется основная работа по резке деталей практически любых форм и размеров, и изготовленных практически из любых твердых материалов.

Стандартное устройство ножовочного станка включает в себя следующие элементы:
- Станина. Имеет обычно форму короба. На ней размещены основные узлы агрегата.
- Гидропривод. Отвечает за движение пильной рамы. В конструкцию станка также входит бак для масла гидропривода.
- Привод главного движения. Обеспечивает скорость резания.
- Система охлаждения станка. Низ станины ножовки является баком, в котором находится охлаждающая жидкость. Присутствует не во всех моделях.
- Приспособления для зажатия разрезаемого металла. Позволяет закрепить ножовочное полотно по металлу в пильной раме станка. Различные приспособления позволяют резать металл как под прямым, так и под острым углом.
- Электрооборудование. Определяет мощность аппарата и его производительность.
- Устройства для пакетной резки заготовок. Есть не во всех моделях, но может устанавливаться по требованию.
- Тележка для резания особо длинных деталей. Станок ножовочный по металлу также комплектуется такой тележкой по желанию заказчика.
Таким образом, основными параметрами станка ножовочного по металлу выступают:
- мощность аппарата,
- габариты станка,
- размеры обрабатываемых деталей,
- размер режущего инструмента.
Принцип работы и устройство ножовочного станка позволяют говорить о таких достоинствах оборудования как..
- высокая производительность,
- выдающаяся точность реза,
- высокая скорость выполнения работ,
- высокая надежность,
- долгий срок эксплуатации,
- простота обслуживания,
- небольшие габариты,
- невысокая цена.
Принцип работы ножовочного станка
Принцип работы ножовочного станка, обусловленный его устройством, заключается в следующих этапах выполнения операций:
8725 станок ножовочный отрезной
Схемы, описание, характеристики

Сведения о производителе ножовочно-отрезного станка модели 8725
Производителем ножовочно-отрезного станка модели 8725 является, также, ПромСтройМаш, г. Оренбург, основанный в 2002 году.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков ножовочных отрезных и множество иностранных фирм из Китая, Турции, Болгарии и т.д.
Ножовочные отрезные станки выпускаемые станкостроительными предприятиями СССР, России, Белоруссии:
- 8725 – ПромСтройМаш, г. Оренбург
- ВШ-042, ВСР-042 - Вистан, г. Витебск
- СН1 - Гомельский завод станочных узлов
- МП6-1697 - Станкостроительный завод им. Кирова, г. Минск
- 8725 – Спектр, г. Полевской Свердловской области
- 8725 – Краснодарский экспериментальный завод им. Калинина (СИАЛ)
- 8715, СМ-1 – Клинский станкостроительный завод – Клинский завод автоматических линий (КЗАЛ)
- 8725А, 8725АМ – СтанкоСервис, г. Аксай
- 872 – Троицкий станкостроительный завод, г. Троицк
- 8725-22 - Барнаульский станкостроительный завод
- 8Б72К, Н-1 - Каунасский станкостроительный завод "Нерис"
Станки, выпускаемые Краснодарским экспериментальным заводом им. Калинина
8725 станок электромеханический ножовочный отрезной. Назначение, область применения
Ножовочный отрезной станок 8725 применяется для резки машинным ножовочным полотном труб, швеллеров, уголков, круглого проката, квадратной и полосовой стали.
Отрезной станок 8725 предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла путем поступательного движения.
Резка производится в плоскости, перпендикулярной к оси заготовки, а также под углами до 45°. Станок применяется в условиях индивидуального и серийного производства.
Особенности конструкции ножовочного станка 8725:
Резка металла осуществляется перпендикулярно к оси заготовки, закрепленной при помощи специального кронштейна на тисках, либо под углами до 45 градусов, для чего заготовку закрепляют в специальных комбинированных тисках.
При помощи верхнего прижима на тисках в станке 8725 возможна пакетная резка заготовок.
Диапазон скоростей резания регулируется ступенчато, в зависимости от структуры разрезаемого материала.
Подача СОЖ (смазочно-охлаждающей жидкости) происходит автоматически.
Технические характеристики ножовочного отрезного станка 8725
Основные параметры станка - в соответствии с ГОСТ 601-82.
- Наибольшие размеры разрезаемой круглой заготовки - Ø 250, мм
- Наибольшие размеры разрезаемой квадратной заготовки - 220 х 220, мм
- Наибольшая длина отрезаемой заготовки по упору, мм - 350 мм
- Расстояние от основания станка до опорной поверхности заготовки, мм - 550 мм
- Мощность электродвигателя - 2,12, кВт
- Вес станка полный - 500 кг
Габаритные размеры рабочего пространства ножовочного станка 8725

Габаритные размеры рабочего пространства станка 8725
Общий вид отрезного ножовочного станка 8725

Фото отрезного ножовочного станка 8725




Кинематическая схема отрезного ножовочного станка 8725

Кинематическая схема отрезного ножовочного станка 8725

Схема расположения подшипников отрезного ножовочного станка 8725
Привод станка осуществляется от индивидуального электродвигателя 5, N=3,0 кВт, n=960 об/мин. Движение мотора передается посредством клиноременной передачи шкивом 8 на шкив 9, свободно вращающемуся на оси I. Главный вал II может получать 2 числа оборотов благодаря двум ступеням на шкивах клиноременной передачи.
- n1=55 об/мин при передаче движения с меньшей ступени шкива электромотора на большую ступень шкива на оси I.
- n2=114 об/мин при передаче движения с большей ступени шкива электромотора на меньшую ступень шкива на оси I.
На валу II на шпонке крепится кривошипный диск 15 с пальцев кривошипа 12. От него посредством шатуна 4, пильная рама 2 получает возвратно – поступательное движение с числом двойных ходов, соответствующее числу оборотов вала II. На валу II установлены подшипники 13 и 14, передающие движение поршням 17 и 18 гидравлического насоса посредством тяг с шарниром.
Поршни насоса нагнетают масло через распределительный кран 19 в рабочий цилиндр 20, который посредством тяги 23 и двух шарниров соединен с рукавом 3 и может поворачивать его вокруг оси рукава III.
Таким образом, подъем и опускание пильной рамы 2, подача при резании, а также приподниманию полотна при обратном ходе осуществляется гидроприводом станка. Рукоятка 25 служит для управления гидроприводом. После окончания резки, в нижнем положении пильной рамы, планка 28 ударяет по рейке 16 и перемещает ее.
Этим самым через шестерню 27, на распределительном кране 13, распределительный кран устанавливается в положение, соответствующее подъему пильной рамы, и ножовочное полотно автоматически поднимается на высоту согласно установленного заранее выключателя 22, который нажимает на конечный выключатель 26.
Электронасос охлаждения работает при включении тумблера, расположенного на панели электрошкафа.
Краткое описание конструкции станка
Привод станка
Мотор 5 (см. рис. 2) установлен на рамке 6, укрепленной к станине 1 кронштейном 7. На валу мотора насажен шкив 8 клиноременной передачи. На оси 1 насажен свободно вращающийся второй шкив 9, на ступице которого имеется косозубая шестерня 10 z=26, М=2,5, с этой шестерней сцепляется шестерня 11, z=145, М=2,5, которая насажена на шпонке на главном валу II. Шестерни и шкивы привода закрыты кожухом. Пуск и остановка мотора осуществляется через кнопки «Пуск» и «Стоп».
При подъеме рукава до его верхнего положения, выключатель 22 нажимает на конечный выключатель и автоматически выключает мотор. Винт 33 служит для натяга ремней клиноременной передачи.
Станина
Станина (см. рис. 2) 1 имеет коробчатую форму с усиливающим ребром внутри. Нижняя часть станины является резервуаром для охлаждающей жидкости. За одно целое со станиной изготовлен резервуар для масла гидропривода. На станине монтируется все узлы станка.
Стойка
Чугунная стойка 24 укреплена на задней стороне поверх станины. Стойка имеет подшипники скольжения для главного вала II и для оси III качающего рукава.
На задней стороне стойки расположен электрошкаф. На внутренней стороне стойки на пальце закреплена опора рукава 31.
Рукав
Качающийся на оси III рукав 3 на нижней своей поверхности имеет направляющие в форме ласточкина хвоста, по которым движется пильная рама.
Посредством тяги 23 и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего движением рукава.
Пильная рама
Пильная рама 2 имеет направляющие согласно направляющих рукава и движется по ним возвратно – поступательным движением от кривошипного диска 15, с которым она соединена шатуном 4.
Ножовочное полотно 32 одним своим отверстием одевается на штифт неподвижно укрепленной планки, а другим отверстием на штифт подвижной планки и прижимается спец. планками.
Натяг ножовочного полотна осуществляется гайкой.
Зажимные тиски
Для закрепления разрезаемого материала станок снабжен специальными зажимами с плоскими рифлеными губками.
Зажим производится с помощью винта и упора.
Упор для материала
При резке заготовок небольшой одинаковой длины, применяется упор 34, который можно установить в нужном положении.
Гидропривод отрезного ножовочного станка 8725

Гидропривод отрезного ножовочного станка 8725

С помощью гидропривода (рис.3) осуществляется подъем и опускание ножовочного полотна.
Полотно может быть установлено на постоянной высоте.
При резании в начале рабочего хода давление полотна на отрезаемый материал минимальное, затем оно плавно возрастает и незадолго до окончания рабочего хода падает. Во время обратного хода пильной рамы, ножовочное полотно приподнимается и не входит в соприкосновение с разрезаемым материалом.
В зависимости от рода материала величина подачи плавно регулируется дросселированием масла.
Предельное давление масла определяется прочностью ножовочных полотен и устанавливается предохранительным клапаном.
Все управление гидроприводом осуществляется краном 19 с рукояткой 25. Рукоятка 25 с указателем 60 передвигается по шкале 61, снабженной надписями: «Подъем», «Опускание», «Бездействие», «Медленное действие», «Быстрее», чем и устанавливается режим работы ножовочного полотна в пределах от минимума до максимума.
Корпус гидропривода 62 крепится на стакане 1 и входит в резервуар для масла 34. Масло и резервуар заливается через отверстие 63, для чего необходимо отвернуть пробку 75. Маслоуказатель 85 имеет черту на стакане, соответствующую нормальному уровню масла. Выпуск масла производится через отверстие в стакане, закрытое пробкой 59.
В корпусе гидронасоса расточены 2 наклонных цилиндра 66 и 67 с запрессованными в них биметаллическими втулками. Поршни 17 и 18 цилиндров 66 и 67 получают движение посредством тяг 72 и 73 от подшипников 13 и 14, сидящих на валу II. Поршни 17 и 18 засасывают масло из резервуара 34 через фильтр 68 и нагнетают через каналы втулки крана 74 и пробки крана 19 в рабочий цилиндр 20.
Шток поршня 78 шарнирно соединен с тягой 23 с рукавом 3 и управляет его движением. Поворот пробки крана 19 осуществляется рукояткой 25. При окончании резания пробка крана автоматически устанавливается в положение «Подъем» и ножовочное полотно поднимается. Уплотнение в кране достигается подтягиванием гайки 75.
Для установки предохранительного клапана 58 на нужное давление, степень сжатия пружины 79 регулируется винтом 80.
Канал 81 служит для подводки масла к контрольному манометру и при работе станка должен быть закрыт пробкой 82. Предохранительный клапан 58 должен быть отрегулирован на давление не ниже 25 атмосфер.
При регулировке клапана контрольный манометр ввинчивается вместо пробки 82.
Описание схемы гидропривода
На рис. 4, 5, 6, 7, 8 изображены схемы гидропривода станка для основных положений крана.
1-е положение «Бездействие» (черт. №3). В этом положении рукав, связанный с поршнем 78 рабочего цилиндра 20, неподвижен.
Масло из верхней полости цилиндра 20 имеет выход по каналам 103, 91, 92, 109, и 93 в резервуар и по каналам 103, 90, 89 и 88 и цилиндр 67, так как в этот момент поршень 17 движется вверх и засасывает масло.
2-я часть обратного холостого хода пильной рамы.
Во 2-й части обратного хода поршень 18, а затем поршень 17 меняют направление движения и поршень 78 опускается.
1-я часть рабочего хода пильной рамы.
Непосредственно вслед за началом рабочего хода, ножовочное полотно приходит в соприкосновение с разрезаемым материалом и при дальнейшем движении рамы полотно получает подачу, осуществляющуюся следующим путем: поршень 17, продолжая двигаться вниз, нагнетает масло в верхнюю полость цилиндра 20. Давление из поршня 78 в верхней полости создается дросселированием избыточного объема масла, отводящегося в резервуар по каналам 91, 92 дросселирующему каналу 109 и отверстие 93.
Масло из нижней полости цилиндра 20 имеет выход в резервуар по каналам 83, 84, 97, 96 и 95, 108, 110 и 111, так как поршень 18 в этой части хода находится выше отверстия 108 и цилиндра 66.
2-я часть рабочего хода пильной рамы.
Во второй части рабочего хода поршень 18 меняет направление движения и начинает нагнетать масло, так как поршень 18 находится выше канала 108, то нагнетенное масло по каналам 108, 110 и 111 отводится в резервуар.
Незадолго до конца рабочего хода поршень 17, также меняет свое направление и начинает всасывать. Непосредственно вслед за этим, поршень 18 перекрывает канал 103 и начинает нагнетать масло по каналам 95, 96, 97, 84 и 83 в нижнюю полость цилиндра 20. Поршень 78 движется вверх. Ножовочное полотно приподнимается над разрезаемым материалом.
5-е положение – «Действие быстрое»
Давление сверху на поршень 78 в положении 4-ом незначительно, так как перепад давлений в дросселирующем канале 109 незначителен. При вращении рукоятки пробки крана из 4-го положения по часовой стрелке, сечение дросселирующего канала 109 постепенно суживается и давление сверху на поршень постепенно возрастает. В 5-м положении, получаемом поворотом рукоятки на 135° по часовой стрелке из 4-го положения, сечение дросселирующего канала сводится к нулю. Избыточный объем масла теперь поступает через предохранительный клапан 58 в резервуар. Предельное давление, на которое регулируется предохранительный клапан 58 не должно превышать 25 атм. и устанавливается по контрольному манометру 112.

Схема гидропривода ножовочного станка 8725. 1-ое положение «Бездействие»

Схема гидропривода ножовочного станка 8725. 2-ое положение «Опускание»

Схема гидропривода ножовочного станка 8725. 3-е положение «Подъем»

Схема гидропривода ножовочного станка 8725. 4-ое положение «Опускание медленно»

Схема гидропривода ножовочного станка 8725. 5-е положение «Действие быстро»
Обслуживание и уход за станком
Станок отправляется заводом отрегулированным и проверенным на ходу.
Прежде чем пустить станок в ход, необходимо установить на требуемое число двойных ходов пильной рамы. При резке твердых металлов ножовке дают 55 дв.хода/мин. При резке мягких – 114 дв.ход/мин. В резервуар для масла гидропривода станка заливается около 10 литров масла «Индустриальное И30». За уровнем масла следят по маслоуказателю.
Необходимо проверить смазку станка, пополнить маслом масленки и подлить масло на шестерни привода. Охлаждающая жидкость заливается в нижнюю часть станины, служащую резервуаром. Количество охлаждающей жидкости – около 20 литров. Хорошей охлаждающей жидкостью является 6-10%; раствор «Эмульсола» в воде. Тиски устанавливаются на станке с таким расчетом, чтобы ось разрезаемой заготовки приходила посредине хода пильной рамы. При установке материала и закреплении его с тисках необходимо следить, чтобы заготовка лежала горизонтально и под углом к ножовочному полотну. Особое внимание следует обращать на состояние ножовочного полотна. Полотно должно быть натянуто, его зубцы должны быть остры.
Слабо натянутое полотно сделает неправильный разрез, а полотно с тупыми или поломанными зубцами будет непроизводительно работать и даст плохой с неровной поверхностью разрез, а при вязком металле может сломаться.
Прежде чем приступить к работе на станке, необходимо пустить станок на непродолжительное время вхолостую, для того, чтобы удалить воздух, находящийся в цилиндрах и каналах гидропривода. Воздух из пробки 82, выпускается при ее неполном вывинчивании при пуске станка, так как рукав станка находится в нижнем положении, рукоятку 25 крана гидропривода ставит из положения «Подъем» и затем включают мотор, нажав кнопку «Пуск». После того, как воздух будет удален и uyhгидропривод покажет нормальную работу при всех положениях, рукоятки крана можно приступить к работе станка.
При пуске станка рукоятку крана ставят с положение «Опускание» и включают мотор. После того, как полотно опустится к разрезаемому материалу, рукоятку крана переводят в положение «Медленное действие» для предварительного резания. После устанавливают той же рукояткой желаемую подачу.
Дальнейшая работа станка происходит автоматически. По окончании резки планка пильной рамы, ударяясь по рейке 16 переводит рукоятку 25 в положение «Подъем». Пильная рама поднимается, станок останавливается. Положение рейки 16 относительно шестерни, сидящей на пробке крана устанавливается заводом и не подлежит регулировке. Положение выключателя 25 относительно рукава устанавливается двумя винтами. Для нормальной работы станка необходимо применять для гидропривода и для смазки чистое минеральное масло, свободное от кислот и других примесей. Охлаждающая жидкость не должна быть загрязнена и засорена мелкими металлическими частицами и периодически должна фильтроваться или заменяться. На электрической части не должно быть пыли, грязи и особенно масла.
Шариковые подшипники мотора должны смазываться свободной от кислот и щелочей консистентной мазью, которая периодически меняется. Подшипники перед заполнением их смазкой должны тщательно промываться бензином. Все соединения проводов должны быть прочны и надежны. Ослабленные контакты необходимо подтягивать, а поверхность их тщательно очищать от слоя окислов.
Температурные условия цеха, в котором должен работать станок, должны быть от +15° С и выше (по УХЛ4).
Как сделать станок для ножовки по металлу
Иногда возникает необходимость срочно отрезать кусок металла, а под руками лишь полотно. Без станка работать очень неудобно, полотно не только режет руку, но и обязательно сломается, если, конечно, это не продукт китайских бракоделов. Их металл сгибается дугой, не ломается, но и не пилит. Настоящая легированная инструментальная сталь проходит дополнительную термическую обработку и не гнется, она не рассчитана на такие условия. Выход есть – можно изготовить элементарный станок самостоятельно.

Что надо иметь
Для изготовления станка понадобится кусок пластиковой трубы, два уголка и измерительные инструменты. Диаметр трубы не менее 3/4 дюйма, более тонкая гнется. Длина должна превышать размеры полотна не менее чем на 20 см.

Технология изготовления


Для того чтобы выдержать примерный угол, проведите метки по всей окружности. У кого есть опыт, тот сделает почти идеальную полоску. Пластиковую трубу можно резать одним полотном, только надо постоянно держать его в вертикальном положении и следить за метками.


На коротких трубках надо вырезать прорези длиной примерно 1,5 см, они располагаются по диаметру и на линии симметрии. Точно отмерять нет необходимости, все делайте на глаз.
Зажмите трубки в тисках, совместите метки и пропилите прорези. Нет тисков – можно делать без них, но придется прилагать немного больше усилий.


Положите конструкцию на ровную плоскость и отметьте места расположения отверстий. Внимательно еще раз проверьте размеры, приставьте полотно, его технологические места фиксации должны располагаться напротив отверстий.
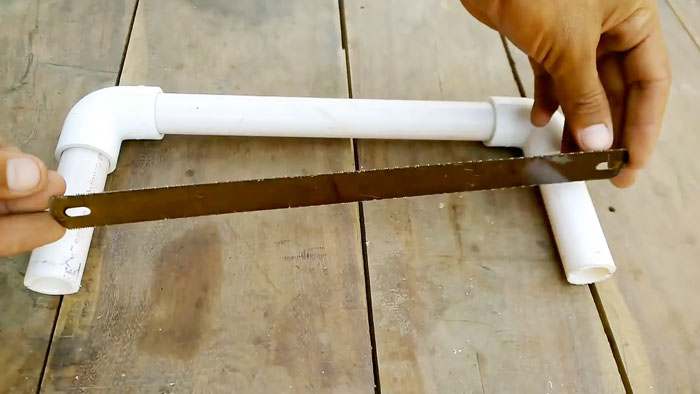

Сверлом диаметром примерно 1 мм высверлите в одной стенке каждого короткого отрезка отверстия. Вставьте в прорези полотно ножовки и небольшими гвоздиками закрепите его. Инструмент готов к использованию, можете резать металл.


Заключение

Если угольники в трубке сидят непрочно, то надо их приклеить, сегодня есть много очень качественных составов. Еще один совет. Длина гвоздиков должна быть такой, чтобы острый конец упирался о противоположную стенку трубки, забивайте их до тех пор, пока они надежно не зафиксируются. Можно не забивать, а нагреть их и вставлять горячими. Металл проделает в пластике отверстия и прочно зафиксируется, полотно не будет выскакивать.
Читайте также: