Станок для штамповки листового металла
Обновлено: 05.07.2024
Штамповку выполняют с использованием специального инструмента — штампа, который состоит из двух или более частей Полости штампа называются ручьями Заготовка, деформируясь в ручьях, заполняет полости и принимает форму поковки. Течение металла при штамповке принудительно ограничивается поверхностями инструмента, что вызывает перераспределение объема заготовки Различают горячую и холодную объемные, листовую и специальные виды штамповки.
Штамповку выполняют на молотах, прессах, горизонтальноковочных машинах, гибкой на бульдозерах, вальцовкой и такими способами, как раскатка, ротационная ковка и пр Наиболее широкое распространение получила штамповка на молотах (паровоздушных, фрикционных, бесшаботных), прессах (кривошипных, винтовых, гидравлических) и горизонтально-ковочных машинах.
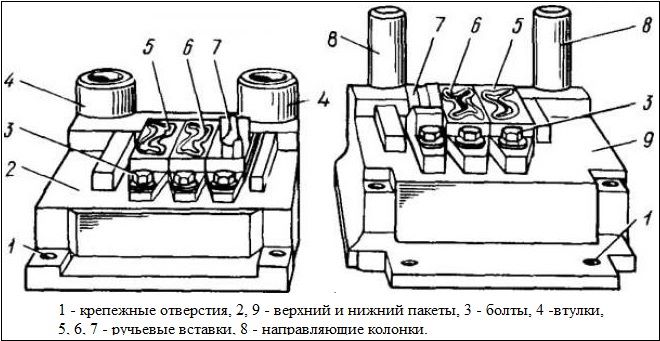
Паровоздушные штамповочные молоты двойного действия предназначены для штамповки поковок разнообразной формы преимущественно в многоручьевых открытых штампах (рис. 1).
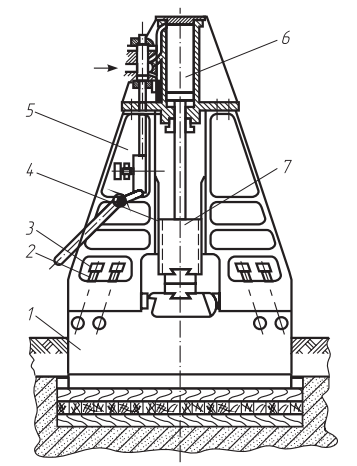
Рис. 1. Паровоздушный штамповочный молот двойного действия
По принципу действия они аналогичны ковочным молотам. В них энергоноситель также подается в цилиндр 6, однако для обеспечения высокой точности поковок их конструкция выполняется более жесткой, направляющие 4 для движения бабы 7 имеют большую длину. Стойки 5 молота установлены на шаботе 1 и соединены с ним болтами 3 и пружинами 2, которые амортизируют удар, предохраняя болты от поломки.
Паровоздушные штамповочные молоты изготавливают с массой падающих частей 0,5. . . 30 т. Эти молоты всегда устанавливаются на виброизолированном фундаменте.
Фрикционные штамповочные молоты с доской (рис. 2) изготавливают с падающими частями массой от 500 до 1500 кг. В ходе работы доска 3 с бабой 5 после нажатия педали 7 освобождается кулачками 2 и поднимается роликами 1 на определенную высоту Затем баба вместе с верхней частью штампа и доской устремляется вниз и деформирует заготовку в нижней части штампа, которая установлена на шаботе 6
Для штамповки широко используют бесшаботные молоты, у которых верхняя и нижняя бабы движутся навстречу друг другу. Более распространены бесшаботные молоты с ленточным механизмом (рис. 3) . Они состоят из станины, которая включает четыре стойки 7. В верхней части стоек установлен рабочий цилиндр 5 с поршнем 4 и штоком 3, к которому прикреплена верхняя баба 2. Верхняя 2 и нижняя 1 бабы соединены ленточным механизмом связи, состоящим из ленты 8 (20-30 стальных полос толщиной 0,3. . . 0,8 мм) и роликов 6. При движении поршня вниз вместе со штоком и верхней бабой благодаря ленточному механизму связи нижняя баба движется вверх.
Молоты такой конструкции изготавливают с энергией удара до 500 кДж. Их используют для одноручьевой штамповки.
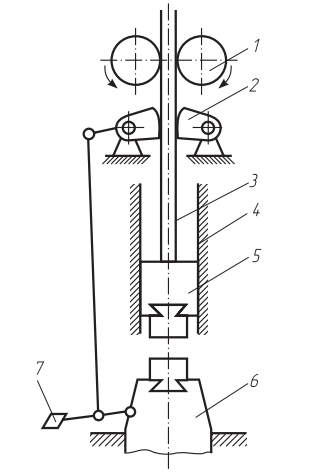
Рис. 2. Фрикционный штамповочный молот с доской
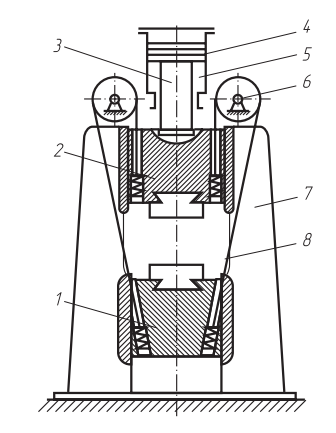
Рис. 3. Бесшаботный молот с ленточным механизмом
2. Горячештамповочные прессы
Штамповка на кривошипных горячештамповочных прессах (КГШП) успешно заменяет, а во многих случаях по технологическим возможностям превосходит штамповку на молотах. Поковки с повышенной точностью размеров можно получать на КГШП благодаря постоянству хода пресса. КГШП позволяют повысить коэффициент использования металла, так как штампы снабжены верхним и нижним выталкивателями, что позволяет уменьшить штамповочные уклоны, напуски и допуски. Кроме того, штамповка на КГШП в 1,5-2 раза производительнее штамповки на молотах, так как деформация на прессе в каждом ручье происходит за один ход, а на молоте — за несколько ударов.
КГШП изготавливают с номинальным усилием 6,3. ..125 МН. Кинематическая схема КГШП дана на рис. 4.
Нижний штамп 10 крепится на клиновидной плите 11, верхний штамп 9 — на ползуне 8 пресса. Клиновидная плита служит для регулирования положения нижнего штампа по высоте. Ползун приводится в движение через шатун 7 от кривошипного вала 1. Последний вращается электродвигателем 3 через клиноременную передачу 2, промежуточный вал 5 и шестерни 4. Шестерня-маховик 6 может свободно вращаться на валу.
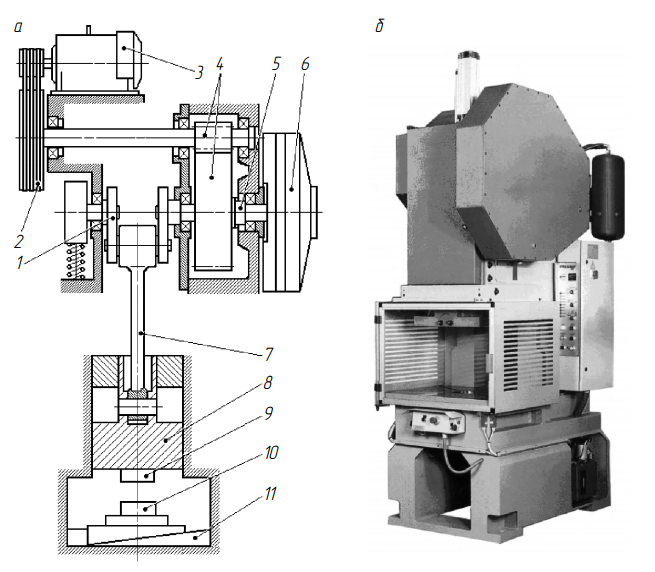
Рис. 4. Кривошипный горячештамповочный пресс: а — конструктивная схема; б — общий вид.
В момент включения пресса на рабочий ход пневматическая муфта соединяет шестерню-маховик 6 с валом 1. Вал совершает один оборот, муфта выключается, а тормоз останавливает вал в верхней мертвой точке. За один оборот вала ползун совершает один рабочий ход, опускаясь и поднимаясь по направляющим в станине В столе и ползуне пресса имеются выталкиватели для удаления поковок из штампов
3. Гидравлические прессы
На гидравлических прессах штампуют крупногабаритные поковки, которые невозможно получить на другом кузнечном оборудовании из-за его недостаточной мощности, и поковки, для штамповки которых необходим большой рабочий ход (при глубокой прошивке). Штамповочные гидравлические прессы (рис. 5) могут создавать усилие 12,5. . .750 МН. Принцип их действия не отличается от принципа действия ковочных гидропрессов, но штамповочные прессы имеют более жесткую конструкцию, снабжены выталкивателями, механизмами для установки и смены штампов и др.

Рис. 5. Крупный горячештамповочный пресс Нижнекраматорского машиностроительного завода
4. Горизонтально-ковочные машины
На горизонтально-ковочных машинах (ГКМ) производят штамповку поковок без облоя и штамповочных уклонов в разъемных матрицах. При штамповке из прутка отпадает необходимость в предварительной разрезке последнего на мерные заготовки, так как штампы ГКМ имеют отрезной ручей. Машина имеет жесткую конструкцию, что увеличивает точность поковок.
Привод ГКМ (рис. 6) осуществляется от электродвигателя 9, который через клиноременную передачу 8 разгоняет маховик с фрикционной муфтой 10. Боковой ползун приводится в возвратно-поступательное движение кулачком 3, закрепленным на валу 4. При перемещении ползуна 2 система рычагов 1 приводит в движение зажимный ползун 17 с подвижной матрицей 16, которая прижимает заготовку 15 к неподвижной матрице 14 на период высадки пуансоном 12. Исходная заготовка-пруток продвигается перед штамповкой до убирающегося упора 13. Включается муфта 10, и движение через шестерни 7 передается коленчатому валу 4, который через шатун 5 обеспечивает возвратно-поступательное движение главного ползуна 11 с пуансоном 12.
В момент отключения муфты 10 включается тормоз 6, останавливающий коленчатый вал в нужном положении.
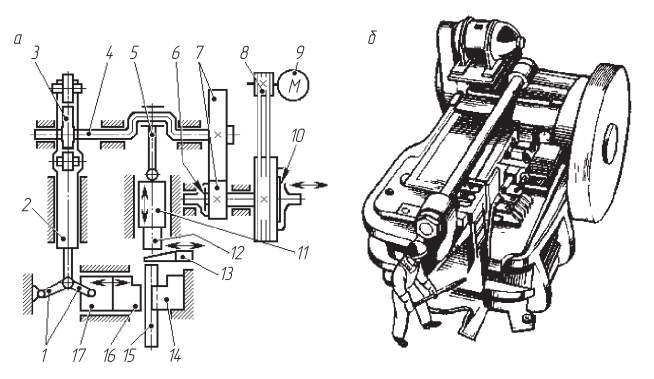
Рис. 6. Горизонтально-ковочная машина: а — кинематическая схема; б — внешний вид.
ГКМ выпускают с усилием 500. . .31 500 кН. На них можно штамповать поковки из круглых прутков диаметром от 20 до 270 мм.
Винтовые фрикционные прессы предназначены для штамповки мелко- и среднегабаритных поковок в открытых и закрытых штампах, чеканки и правки поковок. Их строят с номинальным усилием 400. . .630 кН, длиной хода ползуна 240. . .600 мм и числом ходов 39-11 в минуту Скорость деформирования при штамповке составляет 0,3. . . 0,5 м/с.
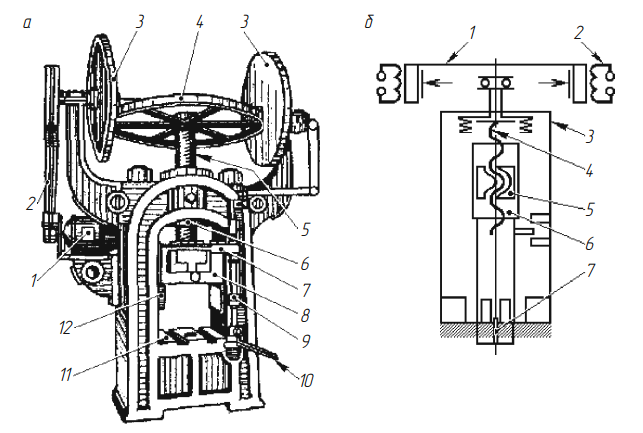
Рис. 7. Винтовой фрикционный пресс
Общий вид фрикционного винтового пресса традиционой конструкции показан на рис. 7, а. От электродвигателя 1 через ременную передачу 2 вращается вал с закрепленными на нем фрикционными дисками 3. Нажатием на рукоятку управления 10 через систему тяг и рычагов вал с вращающимися дисками 3 можно перемещать вдоль оси и, таким образом, попеременно подводить диски справа или слева к маховику 4. При этом за счет сил трения вращение с дисков передается на маховик, закрепленный на винтовом шпинделе 5. Последний, вращаясь в неподвижно закрепленной гайке 6 в ту или иную сторону, опускает или поднимает ползун 8 в направляющих 12. Шпиндель 5 вращается относительно ползуна 8 в подшипниковой опоре. Штампы закрепляют на столе 11 и ползуне 8. Перед ударом по заготовке диск автоматически отводится от маховика, так как специальный выступ 7 на ползуне воздействует на кулачок 9, закрепленный на тяге, и перемещает ее вниз. После удара к маховику 4 прижимается подъемный диск. Ползун поднимается с использованием отскока от удара.
В верхнем положении ползуна диски не касаются маховика и ползун удерживается колодочным тормозом, смонтированным в нижней части шпинделя.
Проскальзывание маховика по диску является недостатком фрикционных прессов. Поэтому есть конструкции пресса, где маховик заменен ротором электродвигателя и соответствующей тормозной системой (рис. 7, б). При включении обмоток статора 2 ротор 1 с винтом 4 вращается электромагнитными силами в подшипниках станины 3. Винт зафиксирован в осевом направлении, поэтому при его вращении неподвижная гайка 5 перемещается вверх и вниз вместе с ползуном 6, жестко связанным с гайкой и двигающимся в направляющих станины вместе с выталкивателем 7 нижнего штампа. Такой пресс называется электровинтовым. Еще есть гидровинтовые прессы, в которых вращение винта осуществляется за счет подачи жидкости под давлениием.
Прессы современной конструкции имеют:
- устройство программирования энергии серий ударов;
- верхний и нижний выталкиватели;
- устройство для сдувания окалины;
- устройство для механизированной установки и снятия штампов;
- устройство для загрузки заготовок в рабочую зону пресса;
- устройство для удаления отштампованных изделий;
- устройство для ориентации нагретых заготовок и автоматической их подачи к устройству загрузки;
- программируемый командоаппарат;
- инерционный механизм переключения.
5. Штамповочное оборудование узкого назначения
Для штамповочных и гибочных работ и для правки и калибровки крупных деталей в кузнечных цехах применяется горизонтальная кривошипная машина, называемая бульдозером (рис. 8) .
По станине 4 посредством кривошипно-шатунного механизма 1 и 2 возвратно-поступательно перемещается ползун 3. Станина имеет упоры 5 для матрицы 6 (рис. 8, б) для гибочных работ. Привод машины осуществляется от двигателя 9 через клиноременную 8 и зубчатую 7 передачи. Бульдозеры рассчитаны на давление от 150 до 5000 кН. Машина делает до 60 ходов в минуту. Ход ползуна от 350 до 750 мм.
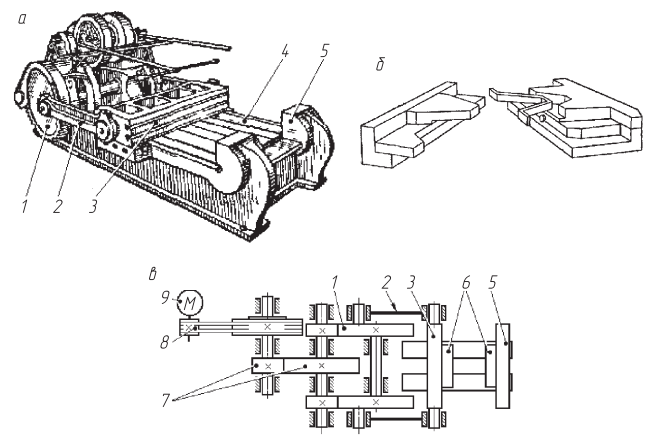
Рис. 8. Горизонтально-гибочная машина (бульдозер): а — общий вид; б — двухручьевой гибочный штамп; в — кинематическая схема.
Ковочные вальцы — это однооборотный прокатный стан (рис. 9, а), на валках которого установлены секторные штампы с вырезанными ручьями. В исходном положении штампы повернуты друг к другу так, что зазор между ними наибольший. Рабочий вынимает заготовку 1 (рис. 9, б) из нагревательного устройства и подает ее до упора 2, после чего нажимает пусковую педаль. Штампы 3 делают один оборот и останавливаются. При вращении переменные радиусы штампов по-разному обжимают различные участки заготовки. В результате на ней образуются участки с разными площадями поперечного сечения. Консольные вальцы (рабочие валки имеют подшипниковые опоры только на одном их конце) могут быть одно-, двух-, трех- и многоклетьевыми. Они применяются в серийном и массовом производстве для получения заготовок с большой разницей площадей поперечных сечений для последующей горячей штамповки. Выпускаются консольные одно- и двух- клетьевые вальцы усилием от 125 до 1000 кН, диаметр исходной заготовок до 125 мм.
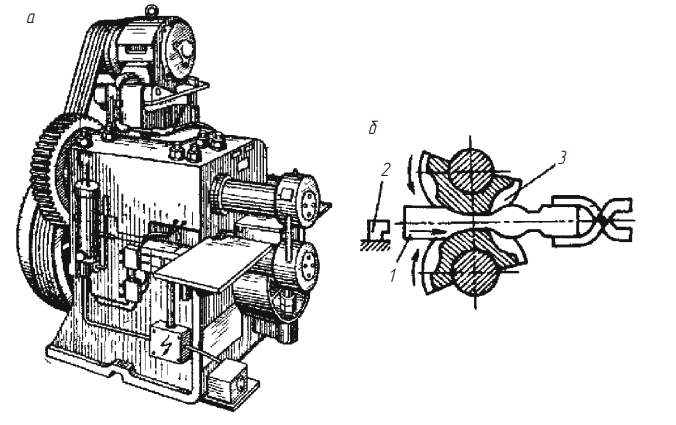
Рис. 9. Вальцы ковочные: а — общий вид; б — протяжка в секторном штампе.
Электровысадочные машины применяют для получения поковок типа стержней и труб с утолщениями на концах и в середине, а также предназначенных для последующей штамповки. Заготовительную высадку производят по открытой схеме, окончательную — по закрытой схеме.
Нагревают деформируемую часть заготовки пропусканием тока от вторичной обмотки понижающего трансформатора 3 (рис. 10) . По мере высадки упорный электрод 2 на штоке цилиндра 1 отходит влево и в очаг деформации под действием цилиндра 6, проскальзывая между зажимами электрода 4, попадают все новые участки заготовки 5, которые нагреваются и осаживаются, увеличивая длину высаженной части.
Электровысадочные машины делятся на горизонтальные и вертикальные, гидравлические и пневматические. Имеют номинальное усилие до 630 кН, рассчитаны на обработку сплошной заготовки диаметром до 75 мм; трубной — 150 мм; длина заготовки от 300 до 5000 мм; рабочий ход высадки до 710 мм.
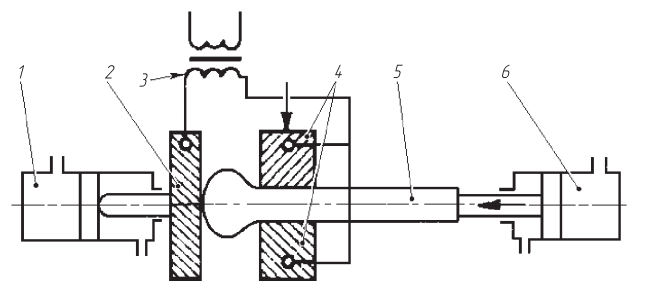
Рис. 10. Схема электровысадочной машины
Кроме названных, применяют:
- машины радиального обжатия заготовок для изготовления из прутков и труб в горячем и холодном состоянии ступенчатых валов с цилиндрическими и коническими ступенями;
- высокоскоростные молоты, развивающие скорость инструмента в момент соударения до 40 м/с, что приводит к увеличению температуры заготовки и повышению ее пластичности и позволяет получать поковки с тонкими ребрами и детали из труднодеформируемых сталей;
- раскаточные машины, в которых заготовка в виде кольца подвергается открытой или закрытой, радиальной или торцевой раскатке в горячем или холодном состоянии для увеличения наружного диаметра, уменьшения толщины и получения нужной ширины. Горячая раскатка позволяет получить кольца с концентрично расположенными волокнами, что крайне необходимо для колец подшипников качения, так как выход волокна торцом на дорожку качения шариков или роликов значительно сокращает работоспособность подшипников
Существуют и другие машины и механизмы для горячей обработки металла давлением.
Оборудование для листовой штамповки
Листовая штамповка предназначается для получения изделий из листового, ленточного и полосового материала без значительного изменения толщины заготовки. Деформирование производится в холодном состоянии, а при обработке листа толщиной свыше 10 мм и малопластичных материалов — в горячем или подогретом виде.
В качестве машин при листовой штамповке применяют кривошипные, фрикционные и гидравлические прессы следующих видов:
- прессы простого действия для вырубки, гибки и простой вытяжки, имеющие только один ползун, на котором укрепляют пуансон;
- прессы двойного действия для вытяжки, гибки, формовки с двумя ползунами. Наружный ползун обеспечивает прижим листовой заготовки, внутренний ползун выполняет основную операцию штамповки.
1. Кривошипные прессы
Наибольшее распространение в листовой штамповке получили кривошипные прессы: одностоечные с постоянными или со сменными столами, одно- и двухкривошипные открытые и закрытые, двухстоечные с открытым и закрытым двигателем и др. Могут применяться также электромагнитные, гидравлические, пневматические и винтовые прессы. Кривошипные прессы для листовой штамповки могут создавать усилие от 0,005 до 80 МН, но бывают и более мощные.
В зависимости от числа ползунов кривошипные прессы могут быть простого (один ползун), двойного (два ползуна) и тройного (три ползуна) действия. По числу кривошипов, приводящих в действие ползун, — одно-, двух- и четырехкривошипные. Прессы могут быть наклоняемыми (рис. 1) и ненаклоняемыми. Наклон пресса облегчает удаление изделий из штампа.
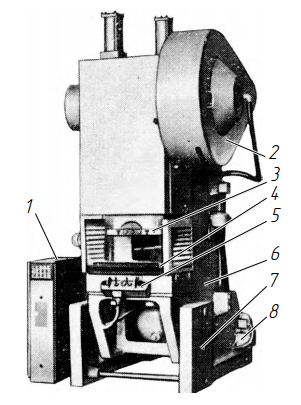
Рис. 1. Пресс однокривошипный простого действия открытый наклоняемый модели КД2326К: 1 — электрошкаф; 2 — маховик-ползун; 3 — верхняя плита ползуна; 4 — нижняя плита; 5 — пульт управления; 6 — наклоняемая часть; 7 — основание; 8 — электродвигатель.
У открытых прессов рабочая зона доступна с трех сторон. У закрытых прессов с повышенной жесткостью доступ в рабочую зону спереди и сзади, а в боковых стойках выполняются окна для автоматической подачи ленты. У одностоечных прессов станина выполнена в виде единой стойки, у двухстоечных между стойками имеется пространство.
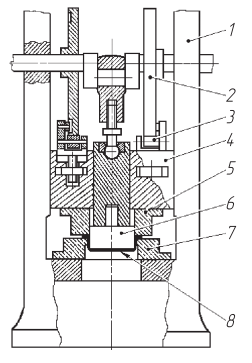
Рис. 2. Схема пресса двойного действия
Пресс двойного действия (рис. 2) имеет перемещающийся в направляющих корпуса 1 наружный ползун 4, к которому прикреплен складкодержатель 5, обеспечивающий в процессе штамповки необходимый прижим листовой заготовки 8 к матрице 7. Внутренний ползун, к которому крепится пуансон 6, обеспечивает выполнение основной операции штамповки — вытяжку. В кривошипных и эксцентриковых прессах давление складкодержателя достигается устройством, обычно состоящим из роликов 3 и кулачка 2, установленного на кривошипном валу.
Кривошипные прессы для листовой штамповки имеют верхние выталкиватели, работающие от упоров Выталкивание из нижней части штампа может производиться подушками (гидравлическими и пневматическими цилиндрами) или выталкивателями, предусмотренными конструкцией штампа У некоторых крупных прессов для облегчения смены штампов подштамповая плита может быть выдвижной.
2. Координатно-револьверные прессы с программным управлением
Как в единичном, так и в серийном производстве нашли применение координатно-револьверные прессы с программным управлением. Гидравлический координатно-пробивной пресс модели ZX производства фирмы EUROMAC (рис. 3) состоит из С-образной станины 5, стола 4, основания, револьверной головки 6, каретки 2, на которой закреплены держатели 3 для крепления штампуемой заготовки 1 и система ЧПУ 7.
Рассмотрим работу координатно-револьверного пресса с программным управлением на примере механического пресса типа Wiedematic модели А-15 с номинальным усилием 150 кН. Главное движение передается от электродвигателя 1 (рис. 4) через клиноременную передачу на маховик 4, расположенный на валу 5. На маховике установлена пневматическая муфта 3 дискового типа, связанная с тормозом 2 дискового типа с пружинами. На валу 5 смонтирован шатун 7, передающий движение на ползун 8, в нижней части которого расположен Т-образный паз, куда входят Т-образные выступы пуансонодержателя 9. Через ползун усилие передается на пуансонодержатели с пуансонами 11, расположенные в верхнем диске 6 револьверной головки. В нижнем диске 14 установлены матрицедержатели 13 с матрицами 12. Привод револьверной головки осуществляется через конические зубчатые передачи 15 от гидродвигателя 17. Диски 6 и 14 револьверной головки фиксируются пальцами устройства 16 которые входят во втулки 10 от пневматического привода.
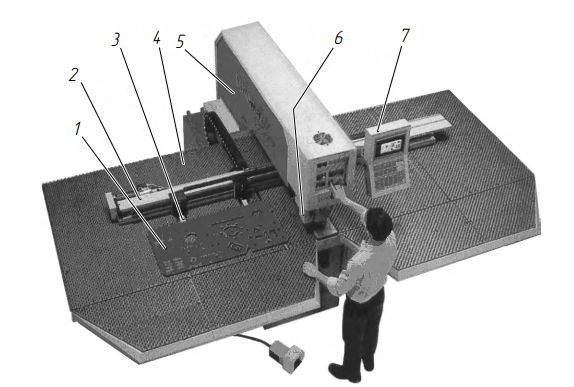
Рис. 3. Гидравлический координатно-пробивной пресс модели ZX
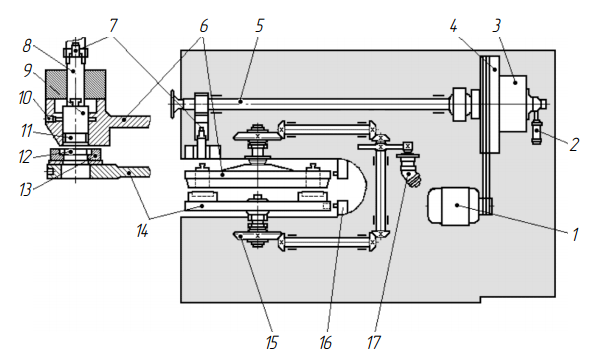
Рис. 4. Конструктивно-кинематическая схема пресса модели А-15
Револьверная головка пресса имеет 30 гнезд для установки сменных штампов. На рис. 5 показано типовое расположение сменных штампов в револьверной головке пресса модели А-15. Стол пресса первого типоразмера позволяет штамповать заготовки размером 762 х 1219 мм, второго типоразмера — 762 х 1829 мм. Максимальная толщина пробиваемого материала 4,75 мм. При толщине штампуемой заготовки 1,9 мм наибольший диаметр пробиваемого отверстия 89 мм.
В среднем пресс пробивает около 60 отверстий за 1 мин, а частота ударов на координатно-пробивных прессах достигает 1200 в минуту Допуск на расстояние между пробиваемыми отверстиями ±0,1 мм.
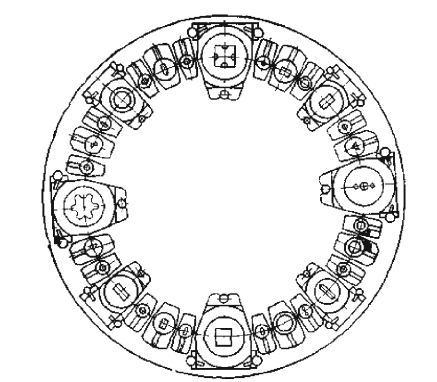
Рис. 5. Схема расположения сменных штампов в револьверной головке координатно-револьверного пресса
Для ускорения подготовки работы пресса 15 позиций 30-по- зиционной револьверной головки укомплектованы стандартными сменными штампами, которые выполняют 80 % всех переходов, а 15 позиций — специальными сменными штампами для выполнения особых переходов обработки.
С целью увеличения номенклатуры пробиваемых отверстий в некоторых моделях координатно-револьверных прессов сменные штампы заменяют поворотными барабанами и в каждом гнезде устанавливают не один штамп, а четыре или шесть инструментов (рис. 6) .
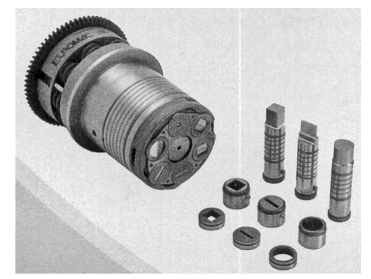
Рис. 6. Шесть инструментов максимального диаметра 24 мм в многоинструментальном барабане типа Multitool гидравлического координатно-пробивного пресса фирмы EUROMAC
Штампуемая заготовка в поперечном и продольном направлениях перемещается гидроприводами с максимальной скоростью 15,25 м/мин (254 мм/с) при подходе к позиции и с минимальной скоростью — при установке в позицию.
В координатно-револьверных прессах вместо гидравлических приводов подачи стола и каретки могут быть установлены электродвигатели с шариковыми винтовыми механизмами Возможно применение различных рабочих столов: из упрочненной стали, со щетками, с шариками или комбинированных — со щетками и шариками.
Для полной обработки детали пресс может оборудоваться дополнительными устройствами, оснащенными ЧПУ. При установке на пресс рабочего центра для механической обработки возможно выполнение операций фрезерования, сверления и нарезания резьбы, зенковки, зачистки и т. д. Можно укомплектовать его устройством плазменной резки для вырезания заготовки из листа (рис. 7), загрузочным устройством.
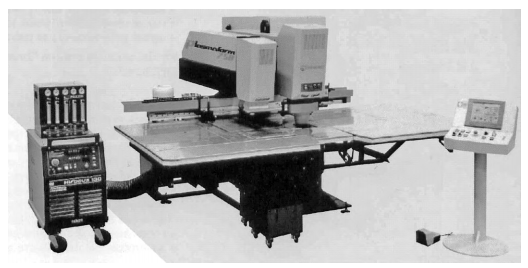
Рис. 7. Плазменная головка для резки на координатно-револьверных прессах с ЧПУ Plasmaform компании IMAC
Перемещение каретки со штампуемой заготовкой в продольном и поперечном направлениях и поворот револьверной головки производятся автоматически по программе, носителем которой является восьмидорожечная перфорированная бумажная лента шириной 25,4 мм. Специальное устройство, получая данные программы, согласованные или не согласованные с существующими позициями, открывает гидравлические клапаны, перемещает каретку с заготовкой и поворачивает револьверную головку, заставляя занять соответствующие программе позиции Сервоклапаны сохраняют продольное и поперечное расположение каретки, согласованное с положением заготовки во время пробивки штампом отверстия. Перемещение каретки с заготовкой в продольном и поперечном направлениях и поворот револьверной головки происходят одновременно. Пресс может обрабатывать лист размером по оси Y до 1500 мм, по оси Х — до 10 000 мм. Усилие пробивки составляет 700 кН. Максимальная толщина обрабатываемого листа 15 мм.
Программирование и изготовление перфорированной ленты занимает от 30 мин до нескольких часов в зависимости от сложности детали. В свое время внедрение координатно-револьверного пресса типа Wiedematic модели А-15 с программным управлением на заводе фирмы Hewlett-Packard (США) позволило заменить семь обычных кривошипных прессов.
3. Листоштамповочные прессы
Гидравлические листоштамповочные прессы простого действия рамные типа ПБ3434 предназначены для формования и глубокой вытяжки, вырубки, отбортовки, гибки и т д Гидравлические прессы двойного действия, аналогичные ПА4044, предназначены для многооперационной вытяжки, формовки, калибровки и гибки. Кроме того, есть прессы гидравлические одностоечные монтажно-запрессовочные, гидравлические одностоечные для различных штамповочных операций. Давление на складкодержатели гидравлических прессов передается от главного цилиндра через пружины или резину от специально установленных гидравлических и пневматических цилиндров.
Автоматы листоштамповочные многопозиционные предназначены для последовательной многопереходной штамповки изделий из металлической ленты с автоматическим переносом штампуемой детали с позиции на позицию.
Прессы-автоматы гидравлические (тройного действия) для чистовой вырубки предназначены для изготовления деталей за один рабочий ход пресса с параметром шероховатости поверхности контура детали Ra = 1,25 и точностью размеров в пределах от 7-го до 11-го квалитета.
Прессы листогибочные гидравлические применяют для изготовления деталей гибкой из листов и полос в серийном и мелкосерийном производстве (рис. 8). Они оснащаются системами ЧПУ.
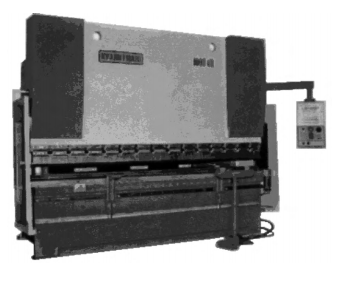
Рис. 8. Гидравлический листогибочный пресс с ЧПУ модели ИР1428Ф3 производства РУМП «Кузлитмаш» (г. Пинск)
4. Система программирования 3D с возможностью симуляции и определения коллизий
База данных программного управления (ПУ) позволяет выбрать в автоматическом или ручном режиме нужный инструмент или создать новый. Программное обеспечение листогибочного пресса позволяет на отдельном рабочем месте технолога на персональном компьютере создавать детали, развертки и управляющие программы. Обычно ЧПУ пресса управляет осями Y1, Y2, X, R, но возможна система ЧПУ с управлением большим количеством осей (до 12).
Управляющий блок осуществляет автоматический контроль перемещения гидравлических цилиндров подачи пуансонов, заднего упора, управления системами компенсаций прогиба верхней траверсы и деформаций несущей конструкции. Необходимое усилие траверсы и угол гибки автоматически вычисляются в зависимости от толщины, прочности и длины материала Полезная длина сгиба до 6050 мм, усилие — 6 МН.
Пресс оборудуется как панелью управления, так и ножной педалью для дистанционного управления Безопасность оператора в рабочей зоне пресса обеспечивается системой лазер — фотоприемник.
Позиционирование заготовки осуществляется с помощью оптических датчиков с точностью ±0,005 мм. Задние упоры (два или больше) с шариковой винтовой парой оснащаются сервоприводом с точностью установки до 0,01 мм. Возможна цифровая индикация положения заднего упора. Составной гибочный пуансон длиной до 835 мм зажимается гидравлически или пневматически. Микрорегулирование положения пуансона по высоте обеспечивает точный угол гибки на всей длине заготовки Наличие поворотной балки обеспечивает выполнение сложных гибов на большой угол.
Для загрузки листов и выгрузки готовых деталей используются роботы.
Диапазоны значений технических параметров листогибочных прессов приведены в табл 1.
Для изготовления цилиндрических и конических сосудов, корпусов летательных аппаратов и др. используют листогибочные двух-, трех- и четырехвалковые машины (рис. 9) . Трехвалковые машины позволяют подгибать концы листа.
Технические характеристики листогибочных прессов
| Параметр | Значение |
| Мощность, МН | 0,8.. .12,5 |
| Длина стола, мм | 150… 12000 |
| Расстояние между колоннами станка, мм | 2050… 6200 |
| Ход пуансона, мм | 140…360 |
| Глубина зева, мм | 300…1000 |
| Скорость гиба, м/мин | 6.. .10 |
| Максимальная толщина листа, мм | 9 |
| ЧПУ: | |
| максимальный угол гиба, ° | 135 |
| ход по осям Х/R, мм | 500. ..800/170.. .210 |
| скорость подвода/отвода пуансона, м/мин | 70. ..100/60. ..100 |
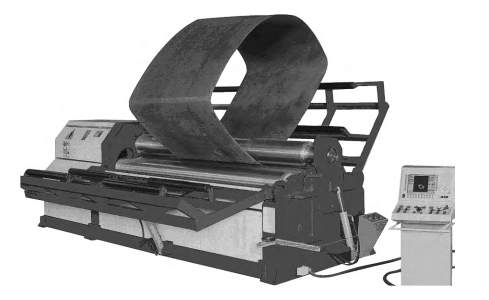
Рис. 9. Гибочный станок с ЧПУ модели RBM
Выпускаются прессы гибочно-штамповочные гидравлические горизонтальные для гибки с нагревом и без него. Существуют также двухроликовые машины с горизонтальными шпинделями (зигма- шины) для прямой и круговой резки, гибки и отбортовки, сортогибочные роликовые машины для гибки сортового и фасонного проката в холодном состоянии, трубогибочные машины с механическим и гидравлическим приводом, с ПУ и без него, гидравлические правильные прессы для правки валов и осей и т д.
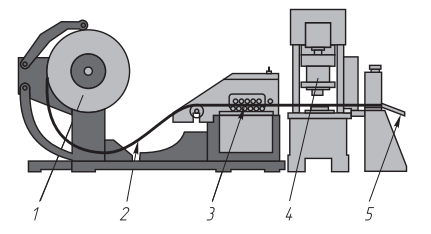
Рис. 10. Автоматическая линия холодной листовой штамповки: 1 — разматывающее устройство; 2 — лента; 3 — правильное устройство; 4 — пресс; 5 — выдача деталей из устройства дробления высечки (ленты)
5. Автоматизация и механизация оборудования листовой штамповки
Осуществляется очень легко благодаря тому, что в качестве исходных заготовок используется металлическая лента или полоса. Ленту, свернутую в рулон, и полосу подают в штамп чаще всего с помощью роликов, которые периодически в нужный момент поворачиваются на определенный угол, обеспечивая перемещение металла на требуемый шаг (рис. 10).
Устройства для автоматической подачи штучной заготовки к рабочему инструменту весьма разнообразны. В данном случае механизм должен обеспечить определенную ориентировку заготовки в пространстве и последующую подачу ее к рабочему инструменту.
В качестве вспомогательного оборудования штамповочных прессов получили распространение магазинные устройства, питающие пресс заготовками, механизмы для удаления деталей из штампа, приспособления для нанесения технологической смазки перед штамповкой, механизмы для удаления отходов, счетчики готовых изделий. При холодной штамповке находят широкое применение различные конструкции «механических рук» с использованием механического и пневматического зажимов.
Оборудование для холодной объемной штамповки
Холодную штамповку обычно проводят без предварительного нагрева заготовки. Различают холодную объемную и листовую штамповки. В первом случае заготовкой служит сортовой прокат, во втором — листовой.
1. Холодновысадочные автоматы
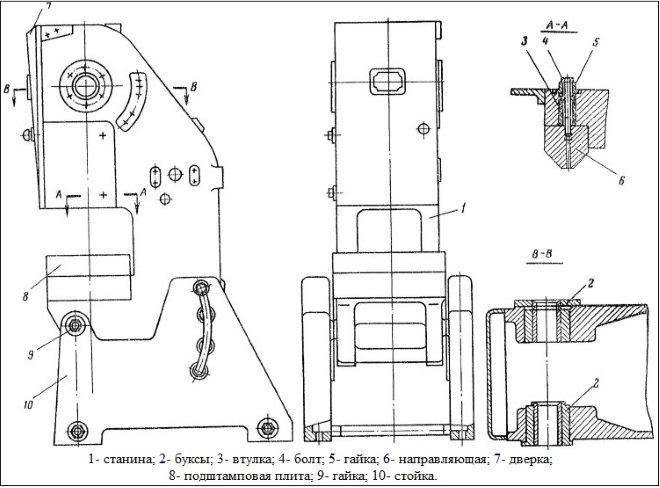
Холодная высадка применяется для формования местных утолщений на заготовках. Автоматы холодновысадочные двухударные моделей АВ1012, АВ1016 (рис. 1, а), АБ1214-АБ1223 с цельной матрицей (последний производит изделия с наибольшим диаметром стержня 20 мм) применяются для холодной высадки из калиброванного материала заклепок и заготовок болтов и винтов. В первом переходе (рис. 1, б) ролики 3 подают пруток 2 до упора 5, после чего матрица 4 перемещается в поперечном направлении, отрезая от прутка мерную заготовку на позицию высадки, где ударом высадочного пуансона 6 производится высадка головки. После возвращения пуансона в исходное положение изделие выталкивается толкателем 1, который также возвращается в исходное положение, а матрица вновь уходит на позицию подачи заготовки.
Высадку осуществляют на одно-, двух- и трехударных автоматах Холодной высадкой на автоматах изготовляют детали длиной до 400 мм из заготовок диаметром до 52 мм. Наиболее часто изготовляют детали и полуфабрикаты диаметром 3 16 мм с высокой точностью (до 0,03. . .0,05 мм). Болты получают размером до М20, гайки размером до М27. Производительность штамповки на автоматах 35. . .900 ед./мин.
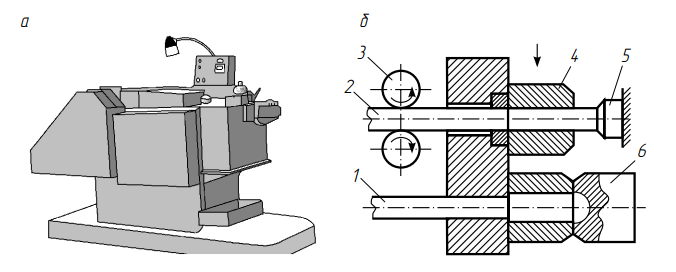
Рис. 1. Автомат холодновысадочный модели АВ1016 для изготовления заклепок: а — общий вид; б — схема штамповки на нем.
Выпускаются автоматы холодноштамповочные четырехпозиционные для крепежных изделий АВ1918Д-АБ1924 и др. (наибольший диаметр стержня 30 мм). Автоматы-комбайны для полного изготовления винтов и шурупов типа А1916А снабжаются резьбонакатными устройствами.
2. Гидравлические прессы
Выдавливание (рис. 2) осуществляют на гидравлических прессах При прямом выдавливании направление течения металла заготовки (показано на рисунке стрелками) совпадает с направлением действия усилия выдавливания Р пуансона, а при обратном — противоположно движению пуансона. При комбинированном способе часть металла заготовки течет по направлению движения пуансона, а другая часть — навстречу ему.
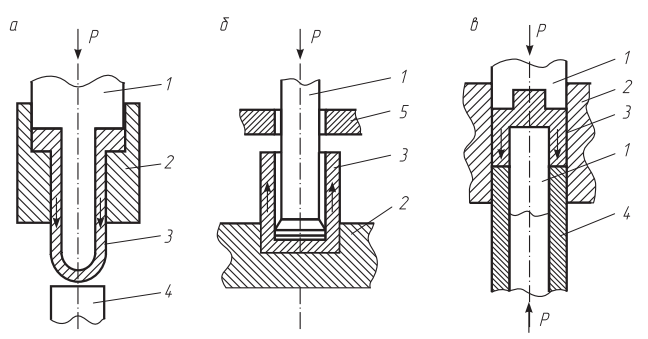
Рис. 2. Схемы способов холодного выдавливания: а — прямой; б— обратный; в — комбинированный; 1 — пуансон; 2 — матрица; 3 — заготовка; 4 — упор; 5 — съемник.
Преимуществом гидравлических прессов для холодного выдавливания (например, П2940А) является большая величина рабочего хода (400 мм) при большом усилии (10 МН) . Имеются также автоматы для холодного выдавливания, например модели К09.344. Выдавливание обеспечивает высокую производительность и точность изготовления деталей и применяется в крупносерийном и массовом производстве.
3. Чеканочные прессы
К холодной объемной штамповке относят плоскостную калибровку, объемную калибровку, объемную формовку и некоторые другие специфические операции кузнечно-прессового производства. Выполняются эти работы, как правило, на шарнирно-рычажных чеканочных прессах, аналогичных моделям КВ8332-КВ8344В и др. Общий вид такого пресса и его кинематическая схема показаны на рис. 3. Коленчатый вал 4, приводимый в движение от электромотора, при помощи шатуна 3 и рычагов 2 перемещает ползун 5, к которому крепится верхняя половина штампа 1. Благодаря такому устройству пресса создается возможность получать большое усилие в конце рабочего хода ползуна при небольшом крутящем моменте на валу привода.
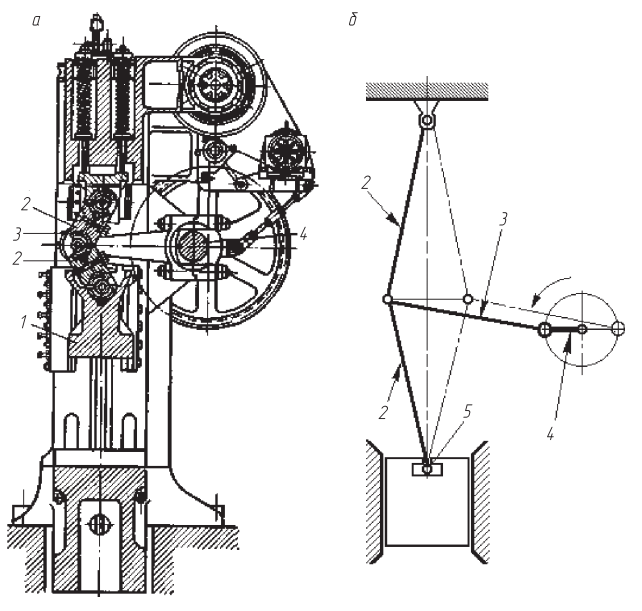
Рис. 3. Шарнирно-рычажный чеканочный пресс: а — общий вид; б — кинематическая схема.
Номинальные усилия чеканочных прессов чаще всего составляют 0,1. . . 80 МН, но существуют и более мощные. Прессы кривошипно-коленные для холодного выдавливания КБ0030В-КБ0044В имеют верхний и нижний выталкиватели и выдвижную подштамповую плиту, что облегчает смену штампов.
Штамповочный пресс для листового металла: виды, конструкция, принцип работы
Штамповка, для выполнения которой используется пресс для металла, является одной из наиболее распространенных технологических операций по обработке данного материала. Суть данной процедуры состоит в том, чтобы придать заготовке, изготовленной из металла, необходимую форму, для чего применяют пластическую деформацию, выдавливая определенный рельеф, узоры или осуществляя пробивку отверстий. Прессы для обработки металла в зависимости от перечня задач, для решения которых они предназначены, отличаются друг от друга как своими техническими параметрами, так и конструктивным исполнением.

Прессы для обработки металла находят применение на любом производстве: мелкосерийном, серийном или массовом
Виды штамповочных технологических операций и оборудования
Штамповка как метод обработки заготовок из металла бывает:
Первая подразумевает, что металл подвергается обработке в нагретом состоянии. Большим преимуществом горячей штамповки является то, что при ее выполнении характеристики обрабатываемой заготовки улучшаются (в частности, структура металла становится плотнее и однороднее). Между тем на поверхности металлических заготовок, обрабатываемых по технологии холодной штамповки, не создается слой окалины, при этом размеры готовых изделий получаются более точными, а их поверхность – более гладкой.

Горячая штамповка часто заменяет ковку, обеспечивая более точное соблюдение размеров
По типу заготовки, подвергаемой штамповке, такая технологическая операция может быть листовой или объемной. Штамповка первого вида применяется для обработки заготовок из листового металла, по такой технологии производят:
- посуду;
- ювелирные изделия;
- оружие;
- оборудование и инструменты медицинского назначения;
- детали часов, бытовой, климатической техники и электротехнического оборудования;
- детали для комплектации автомобильной техники;
- детали станков и другой машиностроительной продукции.
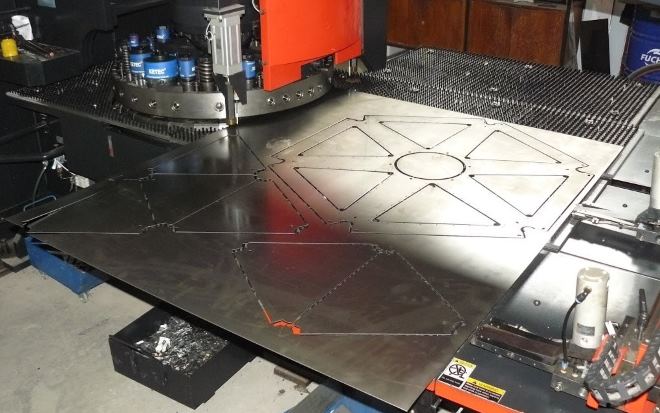
Штамповка листового металла на координатном револьверном прессе
Готовые изделия из металла, полученные по технологии листовой штамповки, не нуждаются в дальнейшей доработке. Формирование их геометрических параметров при выполнении объемной штамповки происходит в специальных формах, в которых горячий или холодный металл подвергается продавливанию.
Станок пресс обычно используется при:
- производстве заготовок из металла методом ковки;
- запрессовке и выпрессовке валов, подшипников и шестеренок;
- выполнении штамповки листового и объемного типа.
По принципу действия прессовальные станки могут относиться к механическому или гидравлическому типу, выполнять обработку металла статическими или ударными способами.

Однокривошипный механический пресс К2130 относится к оборудованию двустоечного типа
Прессовальное оборудование механического типа по своему конструктивному исполнению может быть:
Кривошипные станки используются как для холодной, так и для горячей штамповки металла. Применяется это штамповочное оборудование и для выполнения таких технологических операций, как вытяжка, вырубка и прорубка. Пресс гидравлический используется для штамповочных и кузнечных технологических операций с объемными металлическими заготовками.

Штамповочный цех холодной обработки металла
По своим функциональным возможностям прессовальные станки подразделяются на следующие виды:
- универсальные;
- специальные;
- специализированные.
Универсальный прессовочный станок обладает самыми широкими функциональными возможностями, использовать такое оборудование можно для выполнения практически любой ковочной операции. Специализированные штампы или прессы применяются для реализации одного технологического процесса. Минимальной функциональностью обладают специальные прессы, которые используются для штампования изделий одного вида, при этом в основе их работы лежит одна технология.
Конструкция и принцип работы прессового оборудования
Конструкцию любого оборудования для штамповки составляют следующие элементы:
- приводной электродвигатель;
- механизм передачи движения;
- исполнительный механизм.
Основные части механического кривошипного пресса
В зависимости от того, каким образом приводной двигатель пресса связан с его исполнительным механизмом, выделяют станки со связью:
- механической;
- немеханической, осуществляемой за счет жидкости, газа или пара.
В качестве исполнительного механизма, которым оснащается оборудование для выполнения штамповки, могут выступать траверсы, ползун, валки, ролики и бабы.
Прессы кривошипно-шатунного типа
Основным конструктивным элементом данных прессов является кривошипно-шатунный механизм, который преобразует вращательное движение, получаемое им от привода, в возвратно-поступательное движение ползуна. Исполнительный механизм, которым оснащается пресс штамповочный данного типа, связан непосредственно с ползуном, способным развивать усилие до 100 тонн. Движение ползуна в таких прессах осуществляется с одной и той же периодичностью.
Сборный штамп кривошипного пресса
Прессы кривошипно-шатунного типа могут относиться к оборудованию простого типа, двойного или тройного действия. Используя такие станки, можно выполнять следующие технологические операции:
- штамповку с использованием матриц открытого и закрытого типа;
- резку листового металла;
- прошивку;
- формирование готового изделия методом выдавливания;
- комбинированную обработку.
В тех случаях, когда для формовки готового изделия из металлической заготовки требуется более мощное оборудование, применяются станки гидравлического типа.

Кривошипно-шатунный пресс-автомат ESSA
Гидравлические прессы
Используя гидравлический пресс, можно прессовать как более габаритные, так и более толстостенные детали из металла. Такое оборудование для листовой штамповки, объемной штамповки, ковки, гибки и других технологических операций в зависимости от конкретной модели может развивать усилия от 150 до 2000 тонн и даже более.
Основными конструктивными элементами, которыми оснащен любой гидравлический пресс, являются два цилиндра разного диаметра, которые наполнены рабочей жидкостью и сообщаются между собой. В каждом из таких гидравлических цилиндров установлен поршень, создающий давление рабочей жидкости или перемещающийся под его воздействием. Именно перемещением поршней в гидравлических цилиндрах обеспечивается движение исполнительного механизма оборудования. Величина усилия, которое может создавать такой штамповочный пресс, определяется разницей диаметров его гидроцилиндров.
Прессы радиально-ковочного типа
Радиально-ковочный станок – это формовочный пресс, на котором предварительно нагретые болванки из металла превращают в готовые изделия цилиндрической конфигурации. Конструкцию прессов данного типа составляют:
- индукционная печь, в которой происходит предварительный нагрев заготовки;
- конвейер для подачи заготовки в зону обработки;
- захватные механизмы, при помощи которых обрабатываемая деталь из металла, постоянно вращаясь, проходит через зону ковки;
- червячная передача, соединенная с электродвигателем и отвечающая за работу захватных механизмов;
- четыре вала с эксцентриковыми буксами, передающими движение шатуну с бойком, между которыми зафиксирован ползун (сами валы посредством клиноременной передачи получают вращение от приводного электродвигателя);
- копирные барабаны, отвечающие за синхронное сближение бойков и последующее движение заготовки;
- пружинная муфта, обеспечивающая торможение детали в момент ее обработки бойками.

Радиально-ковочная машина используется для получения квадратных или круглых поковок, близких к профилю готовых изделий
Прессы электромагнитного типа
Это новый вид прессовального оборудования. Принцип его действия основан на свойствах сердечника, помещенного в проволочную катушку, через которую проходит электрический ток, и совершающего перемещения под воздействием электромагнитного поля. Сердечник электромагнита таких прессов воздействует на исполнительный механизм станка, направляя его к обрабатываемой заготовке из металла.

Трехпозиционный электромагнитный пресс для установки фурнитуры
Отличительными характеристиками электромагнитных прессов являются высокая производительность выполняемой обработки и экономичность использования.
А в заключение предлагаем посмотреть небольшое видео, демонстрирующее работу координатно-вырубного пресса.
Читайте также: