Стол для сварки металлический
Обновлено: 17.05.2024

Мне в мастерскую понадобился сварочный стол.
Стоимость готовых профессиональных зарубежных решений "немножко" удручала, а у отечественного производителя не нашлось столов нужного мне размера — были либо слишком большие, либо слишком маленькие. Поэтому я решил собрать стол самостоятельно.
Сперва проанализировал доступный в сети опыт отечественного столостроения. Отечественный опыт пришлось откинуть сразу, потому что большая его часть сводится к тому, чтобы не потратить совсем ничего, а получившуюся поделку оправдать словами "ну ничего, что криво получилось — чай не в космос на нем летать, мне для себя, а не на производство". Сосредоточился на изучении западного опыта, где самодельщики относятся к делу немного иначе.
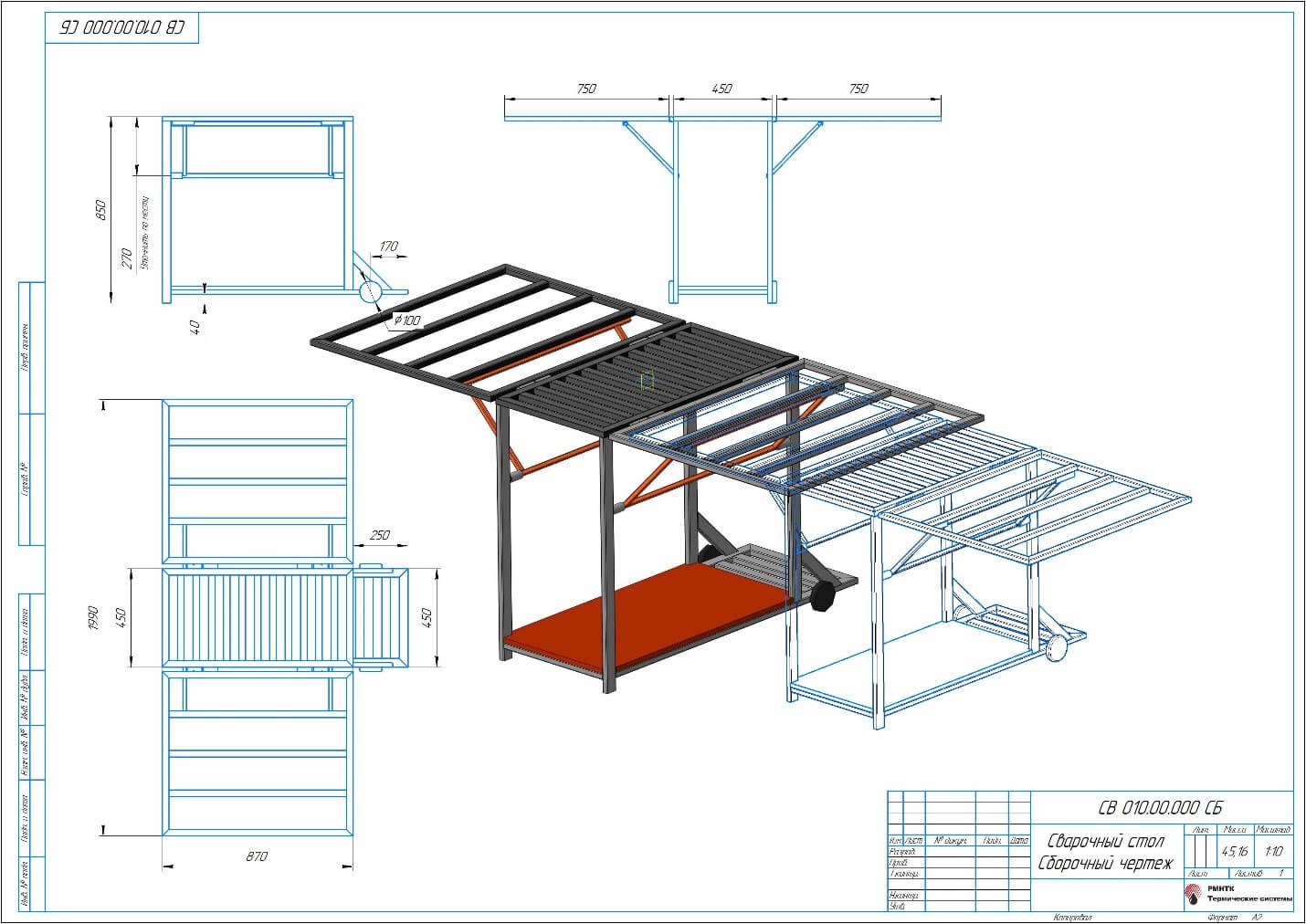
Начал с проектирования и набросал модель в SolidWorks.
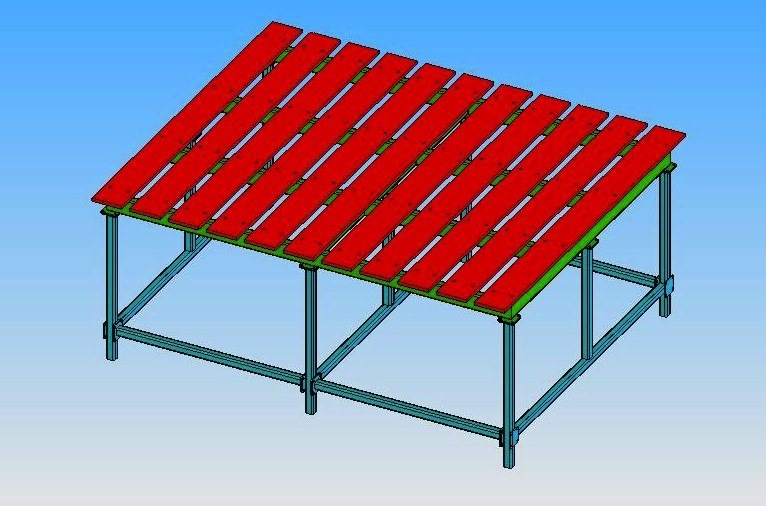
В качестве материала планировалось использовать стандартные стальные профильные трубы. Столешница — 16мм стальные пластины, уложенные на раму стола через 16мм проставки, чтобы была возможность зацепиться струбцинами в любом месте стола, не упираясь в раму. Проставки привариваются к раме, а столешница прикручивается к ним болтами. Расстояние между элементами столешницы 40мм. Размеры стола 2100х1700, масса примерно 500 кг.
Рама сделана из толстостенной профильной трубы 80х40. За неимением других поверхностей ее пришлось сваривать прямо на полу. Варили TIG'ом, в аргоне.

Геометрию задавали с помощью угловых струбцин. С их помощью также выставляли раму по уровню.

Ножки стола сделаны их профильной трубы 40х40. Конструкция сделана разборной, чтобы упростить переезд "в случае чего". Для этого пришлось нарезать плазмой некоторое количество прямоугольных фланцев, которые приварены к торцам деталей, образующих опоры для рамы.

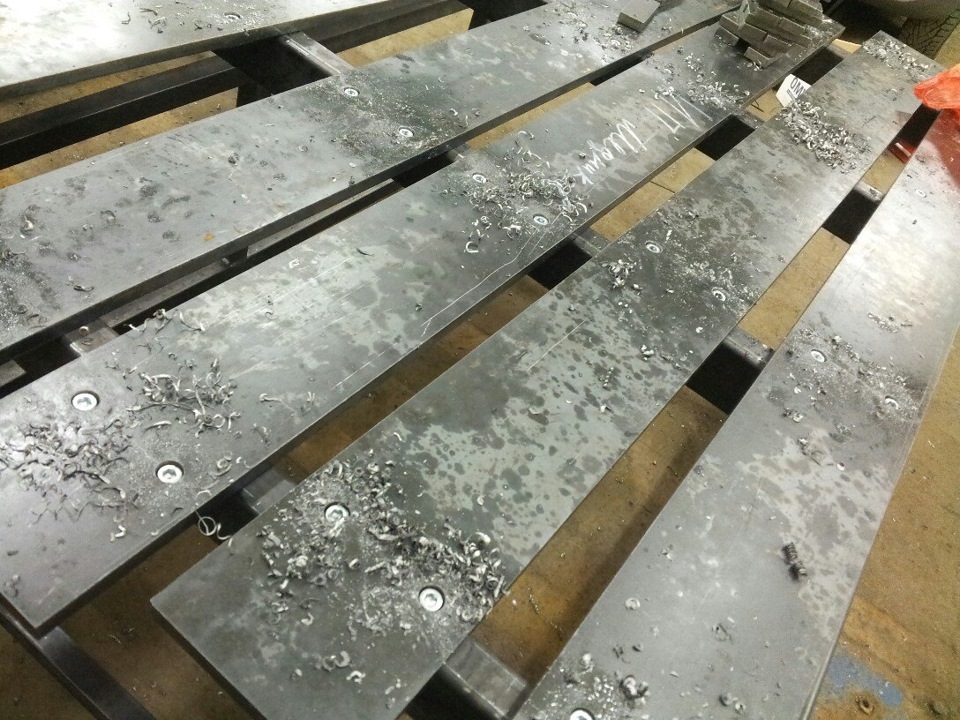
Пришло время укладывать столешницу. Сперва предстояло просверлить отверстия в пластинах (11 пластин х 8 отверстий = 88 шт) и проставках (тоже 88 отверстий), а затем еще и нарезать в проставках резьбу.

Сверлить 16 мм на станке, который есть в нашем распоряжении оказалось несколько сложнее, чем планировалось. Во-первых, это все-таки 16мм сталь. Во-вторых, станок не приспособлен для работы с деталями такой длины, и пришлось покорячиться, чтобы детали можно было уложить на стол станка. С нарезкой же резьбы проблем не возникло. Очень медитативное занятие: стоишь, крутишь, думаешь о вечном :)


Готовый стол, естественно, не идеально ровный, однако ровнее большинства самодельных столов, с которыми приходилось иметь дело ранее. Точности хватает для изготовления автомобильных бамперов, дуг/каркасов безопасности и различных среднегабаритных конструкций типа торгового оборудования.

Себестоимость стола по материалам и подготовительным работам (плазменная резка) составила чуть меньше 60 тыс.руб, которые окупились в первый месяц его использования. На постройку ушло 4 рабочих дня, 1.5 из которых занимались сверлением отверстий и нарезкой резьбы. Самым долгим был первый этап (изготовление рамы), т.к. очень много времени уходило на подгонку и выставление по уровню, да и TIG-сварка тоже штука не быстрая (потом использовали полуавтомат, и дело пошло значительно резвее).
Сварочный стол из профильной трубы

Всем привет, вот и я наконец то сделал себе сварочный стол для мастерской. Из материалов использовал профильную трубу 40*40 и 50*25. Сварочный стол будет задвигатся под верстак тем самым не будет занимать полезную площадь в мастерской. Весь процесс изготовления можете посмотреть в ролике. Приятного просмотра!








Метки: стол для сварки своими руками
Комментарии 33
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

20мм стол не покрывал не чем. Попался такой профиль, что уже спустя много время не поржавел
Отлично сделано.
Два вопроса — какое расстояние между профилем
И — чем то покрывали рабочую поверхность стола от ржавчины?

Просто, категорично и со вкусом .

На торце ножек приварите 2 кусочка трубы и сьемную часть вставлять в них, тем самым эта часть не будет занимать места

Сразу видно человека, у которого тапочки под 90 градусов к кровати стоят

Блин, я один чтоли не на себя, а от себя искры гоню когда шлифмашинкой работаю?

Лучше искры на себя чем диском в лоб если закусит)

Кому как удобней .

Смотря как и что резать.диск как колесо из ямки выезжать должен. А не забуриватса в ямку


Болгарка в случае чего прилетает в противоположную от искр сторону. Поэтому — кому как удобнее.
Если проблема — пропаленная куртка — решается спилковым фартуком, если искры в лицо — либо щиток вместо очков, либо дорабатывать кожух на болгарке вот так — тогда в лицо лететь не будет и можно спокойно пилить в очках.

Вы не одиноки…жалко, буклет BOSCH не сохранил, там фото было, как человек режет "болгаркой"…искры "от себя".

Ну что накинулись на человека… для бытового использования пойдет. Он же не на круглосуточное производство космических кораблей его ставит.
Изготовление сварочных столов

Получить прочный и аккуратный сварочный шов можно только в случае выполнения работ на сварочном столе. Помимо прочего, он обеспечивает больший комфорт, поскольку на нем можно закрепить детали при помощи струбцин или держателей. Из этой статьи вы узнаете, каким образом выполняется изготовление сварочных столов.
Требования к сварочному столу

Для мастера, регулярно занимающегося сварочными работами, стол необходим независимо от того, каким типом сварочного аппарата он пользуется – газовым или инверторным. Благодаря столу выполнение большинства операций будет облегчено, а получаемые детали будут иметь качественные соединения при приложении меньшего количества усилий.
Прежде чем приступить к проектированию и изготовлению сварочного стола, изучите предъявляемые к нему требования. Он должен оснащаться:
- принудительной вытяжкой для отвода газов, располагаемой над рабочим местом;
- вентилятором, устанавливаемым с левой стороны на высоте 1,3–1,5 м;
- медным кантом, помогающим очистить электроды;
- полками и ящиками, в которых размещаются электроды и инструменты;
- креплением для подключения заземления;
- светильником на 36 В для освещения рабочей зоны;
- конструкция не должна содержать горючие материалы и те, что в процессе нагрева выделяют вредные вещества.
Кроме того, для большего удобства при изготовлении сварочный стол можно оснастить механизмом подъема и опускания столешницы, приспособлениями, фиксирующими ножки (к примеру, болтами, позволяющими закрепить их на полу).
Площадь рабочей поверхности должна быть минимум 0,8–1 м² с примерно одинаковыми по размеру шириной и длиной столешницы. Удобнее всего работать при высоте конструкции 70–100 см в зависимости от конкретных видов работы. Поэтому изготовление сварочного стола с регулируемой по высоте столешницей будет прекрасным решением.
Виды столов для сварки
Конструкция сварочного стола зависит от того, насколько часто он используется и какие работы при этом выполняются. Если необходимость в нем возникает изредка, а сами сварочные операции достаточно простые, то можно обойтись изготовлением простого варианта. Проведение ремонтных работ и производство сложных конструкций требует наличия сборочно-монтажного полупрофессионального рабочего места.
1. Простой стол для сварочных работ.

Изготовление сварочных столов такой конструкции отличается простотой, при этом они обладают высокими прочностными характеристиками, надежны и удобны в использовании. В основе конструкции лежит жесткая рама с приваренными к ней четырьмя стойками, выполненными из профильных труб или уголков и скрепленными поперечными элементами на расстоянии 20 см от пола.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Сверху располагается столешница, имеющая пазы для струбцин. Рама и столешница дополнены приваренным кронштейном для сварочного кабеля. Под столешницей можно разместить лоток для мусора. Можно также оборудовать сбоку полки для крупногабаритных инструментов и материалов и подставку для емкости с водой.
Рекомендуем статьи по металлообработке
2. Полупрофессиональный стол сварщика.

Изготовление сварочного стола полупрофессионального типа несколько сложнее, поскольку для него требуется дополнительное оборудование. Работать на нем так же удобно, как и на простом, однако для его оснащения используются металлообрабатывающие головки для сверления, фрезерования, шлифования и др. Кроме того, его можно оснастить встроенной системой вентиляции и воздуховодом.
Для крепления полупрофессиональных конструкций к полу используют анкерные болты. Вращающаяся столешница дает возможность выполнять сварку сложных конструкций без перемещения с места на место. Инвертор устанавливается на поворотной площадке. Рабочее место комплектуется также съемными тисами и струбцинами разного размера.
Основные этапы производства сварочных столов

Самостоятельное изготовление сварочного стола на основании чертежей состоит из 6 этапов:
- Сборка столешницы.
- Монтаж каркаса.
- Сборка нижнего пояса жесткости, установка фиксирующих элементов или колесиков.
- Изготовление емкости для отходов и ящиков для материалов и инструментов.
- Соединение столешницы с каркасом, установка емкости и ящиков.
- Шлифовка сварочных швов и зон реза, окрашивание конструкции.
Изготовление сварочного стола возможно при помощи промышленных чертежей. Но чаще всего в них содержится много технологической и производственной информации, которая не актуальна при домашних работах. Возможно самостоятельное изготовление чертежа, необходимо лишь выполнить правильные расчеты как общих габаритов, так и размеров всех заготовок по отдельности.
При изготовлении сварочного стола стоит сделать его высотой около 80 см – это позволит сварщику работать в удобной позе.
При самостоятельном изготовлении конструкции из профильных труб следует придерживаться следующих габаритных размеров:
- от пола до рабочей поверхности – примерно 70–85 см;
- рабочая зона минимум 80×100 см;
- защитный короб высотой минимум 140 см от пола.

Чтобы сделать стол, необходимы следующие детали:
- 4 уголка 25х25 длиной 46 см с концами, срезанными под углом 45°;
- 4 уголка 25х225 длиной 76 см с концами, срезанными под углом 45°;
- 4 металлических профиля 30х230х21,5 длиной 76 см (из них делают ножки стола);
- 2 стальных 3-миллиметровых листа 44,5х75 см (для изготовления полок);
- 2 метровых профиля 60х240х22 мм;
- 2 профиля 60х240х22 мм длиной 72 см;
- 8 профилей 40х230х21,5 длиной 72 см;
- 2 поворотных колесных опоры со стопорами;
- 2 колесных опоры.
Для нарезки металлопроката используется болгарка или отрезная пила, края и поверхность обрабатываются, чтобы не было заусенцев.
Изготовление столешницы.
Для изготовления контура столешницы используется профиль 60х240. Во время сборки необходимо следить, чтобы углы и диагонали были равными.

Для изготовления внутренней решетки используются отрезки профиля 30х230, которые при помощи сварки соединяются с контуром на одинаковом расстоянии друг от друга. Для обработки сварных швов необходимо воспользоваться угловой шлифовальной машинкой.
По бокам коротких сторон в нижней части столешницы можно прикрепить ручки прутков размерами 8–12 мм, чтобы облегчить перемещение конструкции при необходимости.
Ножки для стола.
Ножки крепятся к углам рамы столешницы. Сначала они соединяются с помощью точечной сварки, после чего угол их установки проверяется при помощи уголка и металлической линейки. Угол между ножками и столешницей должен составлять ровно 90°, иначе конструкция не будет устойчивой. Ножки можно оснастить креплениями для колес, особенно если вы намереваетесь перемещать стол по мастерской. Если же он будет размещен на постоянном месте, то колесики стоит заменить небольшими металлическими квадратиками, увеличивающими устойчивость конструкции и защищающими пол от повреждений.
После того как угол крепления ножек будет выровнен, они прочно привариваются и дополнительно скрепляются легкими уголками на расстоянии 20 см от концов. Последние привариваются плоской стороной вниз, образовавшееся углубление используется для размещения полочки, которая подходит для хранения сварочного оборудования, материалов, маски и пр.
Ножки можно дополнить кронштейнами и крючками, на которые будут вешаться кабели, держатели и т. п. Для их изготовления подойдет стальной прут и тщательно зачищенные большие гвозди.
Защитный короб.

Для изготовления защитного короба – приспособления, предохраняющего от брызг горячего металла во время сварочных работ и шлаков в процессе зачистки поверхности заготовок – используют тонколистовой металл, для каркаса берутся легкие уголки. Для крепления короба к столешнице используются штифты. Работая с деталями, габариты которых превышают размеры столешницы, необходимо снимать короб.
Под рабочей поверхностью стола можно разместить емкость с невысокими бортиками, куда будут собираться окалина и шлаки, образующиеся в процессе зачистки швов. Емкость необходимо приварить к столу под небольшим наклоном, в таком случае отходы будут собираться внизу лотка.
Для хранения инструментов используют металлический ящик, который может быть заменен тумбой с полками.
Сборка.
Изготовление сварочного стола и его сборка выполняются при помощи:
- сварочного аппарата;
- электродов;
- болгарки с отрезным диском и диском для зачистки;
- набора ручного слесарного инструмента;
- метровой линейки, уголка, рулетки.

Сборка состоит из следующих этапов:
- раскрой заготовок, проверка размеров и углов на соответствие чертежу;
- сборка столешницы – контура, затем ребер;
- приваривание ножек;
- присоединение нижней обвязки;
- крепление колес или опорных площадок;
- сборка защитного короба;
- монтаж емкости для отходов;
- финальная зачистка швов, удаление заусенцев и неровностей;
- нанесение грунта и краски;
- установка листа OSB.
Также можно дополнить стол ручками, облегчающими его перемещение, и крючками для крепления проводов.
Покраска стола.
При самостоятельном изготовлении сварочного стола его покрывают краской. Предварительно сварочные швы зачищаются и обрабатываются антикоррозионным средством. Если для окрашивания используется краскопульт или баллончик с краской, то колеса конструкции следует защитить полиэтиленом, в противном случае велика вероятность их заклинивания.
Краску необходимо выбирать, которая подходит для работы с металлами, например, можно пользоваться жаростойкими эмалями для радиаторов отопления. Также хорошие результаты показывает железный сурик, который следует обработать горелкой, пока он не обуглится, тогда покрытие будет прочным и термостойким.
Какой сварочный стол выбрать: рекомендации специалистов

При выборе подходящего стола необходимо ориентироваться на площадь, которой вы располагаете, а также на выполняемые задачи. Если сваркой вы занимаетесь время от времени в небольшом гараже, то подойдет откидной верстак для сварочных работ. Работать за простым стационарным или мобильным столом удобнее, но и места они требуют больше. Тем, кто ценит комфорт во время работы, стоит рассмотреть вопрос самостоятельного изготовления сварочного поворотного стола с круглой столешницей и жестко закрепленной опорой.
Если же вы занимаетесь сложными работами, то оптимальным вариантом станет стол, на котором расположено станочное оборудование. При покупке готового станка обращайте внимание на дополнительные комплектующие и их актуальность для вас лично.
При выборе удобного и надежного сварочного стола придерживайтесь таких рекомендаций специалистов:
- защитите рабочую зону экраном, выполненным из огнестойких материалов;
- необходимая жесткость конструкции обеспечивается за счет ее веса, который должен быть минимум 180–200 кг;
- при изготовлении сварочного стола нельзя использовать энергосберегающие лампы, поскольку стекло маски не поглощает их свет, соответственно, возникают блики;
- неплохо сделать поворотную платформу;
- при отсутствии встроенной вентиляции, необходим передвижной вентилятор, оснащенный магнитными присосками на всасывающем рукаве.
Основы техники безопасности при работе за сварочным столом

Есть несколько присущих сварке факторов, которые оказывают негативное влияние на здоровье сварщика, а именно:
- высокая температура;
- разбрызгивание расплавленного металла;
- интенсивное ультрафиолетовое излучение;
- риск поражения электрическим током;
- вероятность падения тяжелых предметов.
Для их минимизации необходимо следовать определенным правилам:
- Помещение, в котором проводятся работы, должно хорошо проветриваться, иметь принудительную приточную и вытяжную вентиляцию.
- Прежде чем приступать к работе, необходимо проверить, нет ли на сварочном оборудовании механических повреждений, ослабленных контактов, не нарушена ли изоляция.
- Следует работать исключительно со средствами индивидуальной защиты (пользоваться маской сварщика, респиратором, защитными перчатками с крагами, надевать огнеупорную одежду и обувь).
- Рабочее место и подходы к нему должны быть свободными.
- Выполнение работы со случайных опор запрещено.
- Обрабатываемые детали должны быть надежно закреплены при помощи крепежных приспособлений.
- Расстояние от мест хранения легковоспламеняющихся и огнеопасных жидкостей/материалов до сварочного стола должно быть не менее 5 м.
При строгом соблюдении перечисленных правил здоровье и жизнь сварщика не будут подвергаться риску.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочный стол своими руками: чертежи с размерами, пошаговая инструкция
Для тех, кто постоянно занимается сваркой сравнительно небольших деталей, сварочный стол – не прихоть, а обязательное условие комфортной и результативной работой. При этом купить готовое изделие могут не все, да и не всегда готовая модель полностью отвечает требованиям сварщикам. А главное, что обычно не устраивает потенциальных покупателей – цена, особенно существенная для профессиональных моделей.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного стола своими руками, могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Материалы для сварочного стола
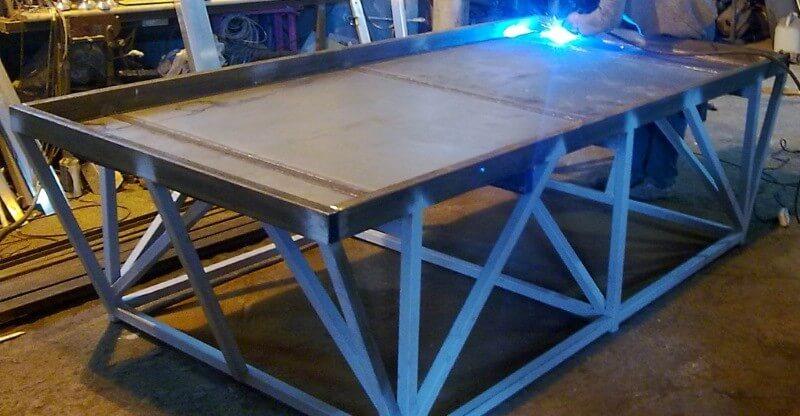
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.

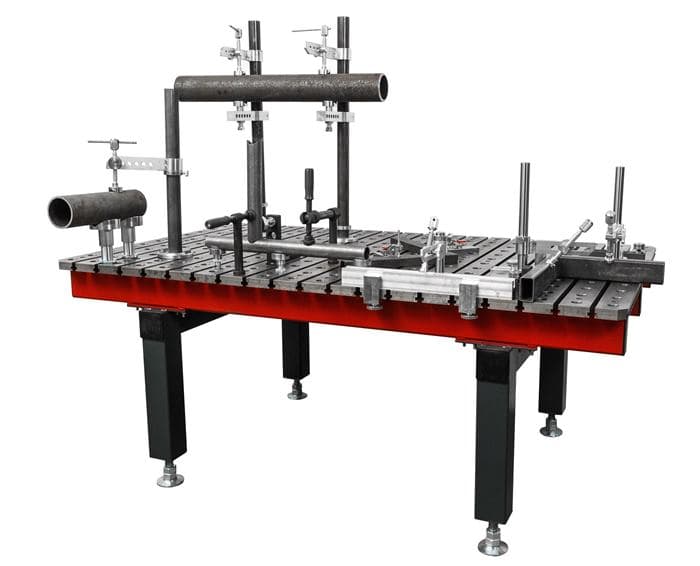
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов. Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями.
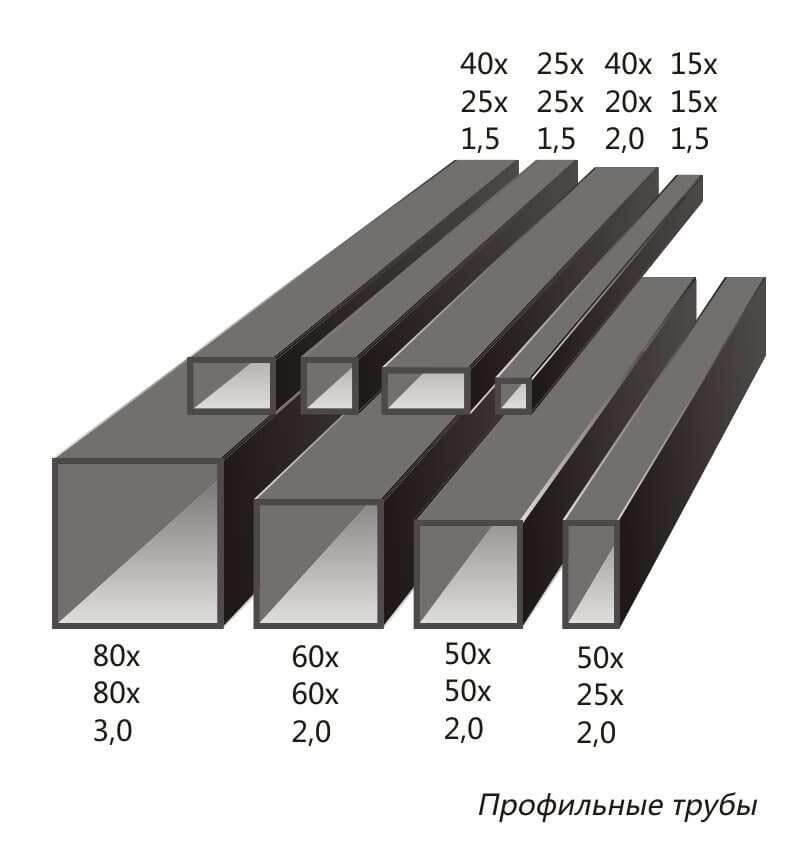
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.

Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.

Помимо столешницы из полос, часто используют вариант с перфорацией.

В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.

Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.

В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.

Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.

Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
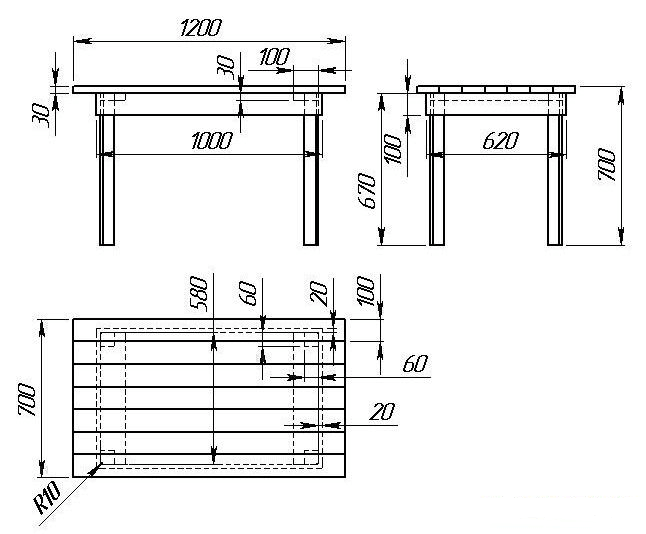
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
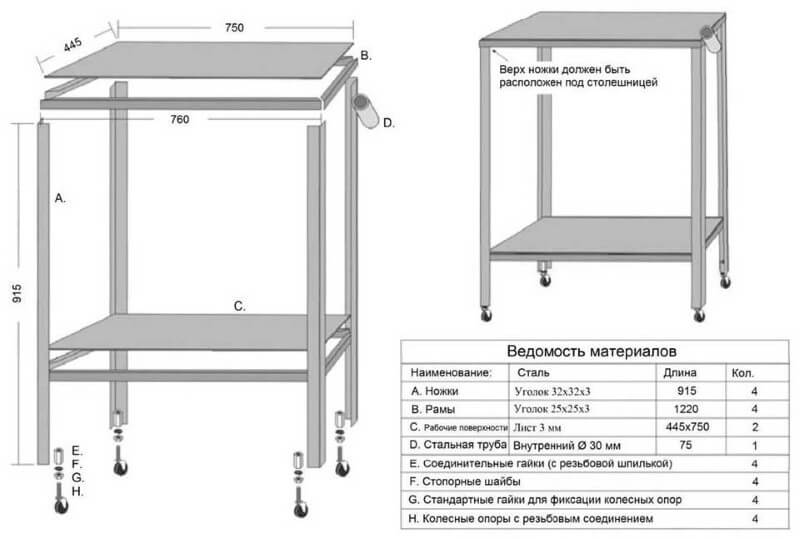
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной.
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
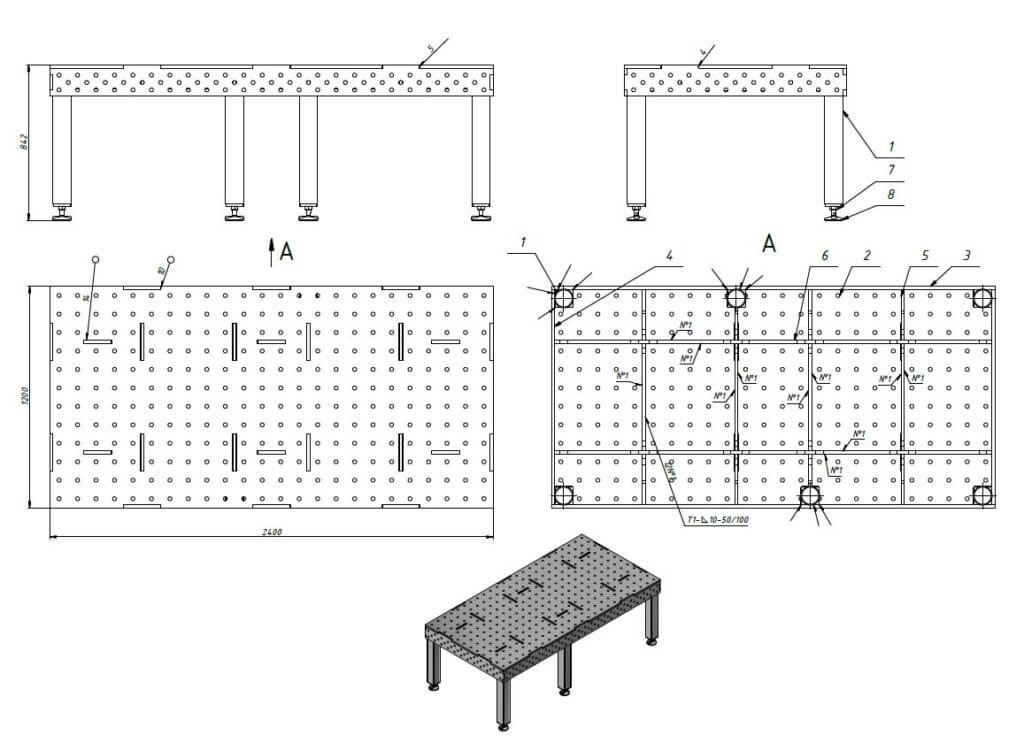
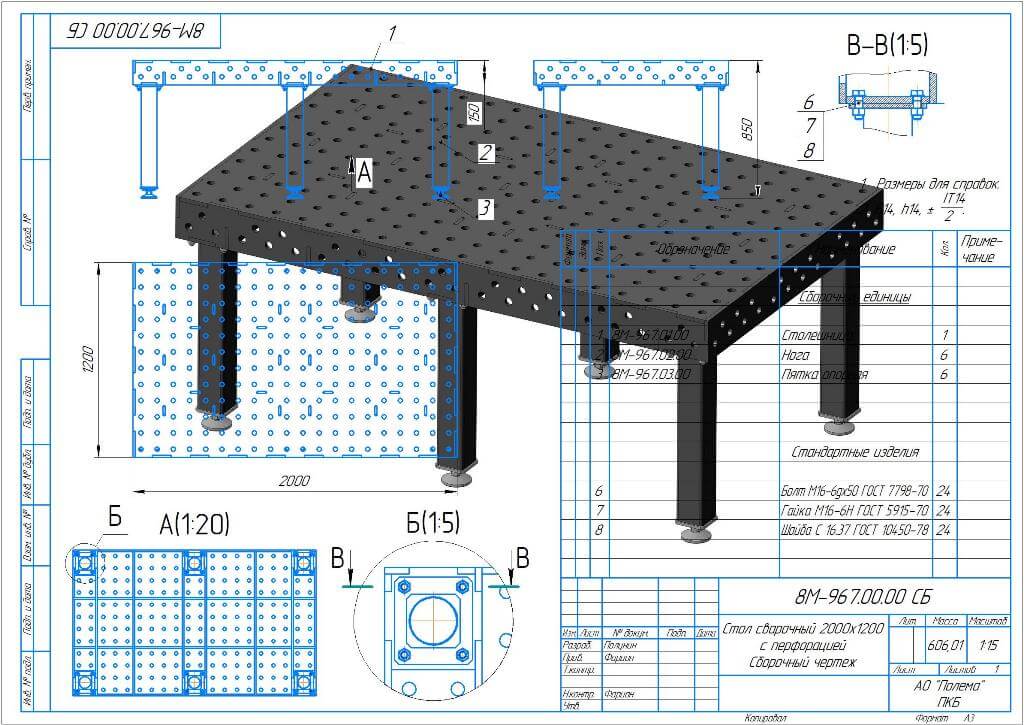
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.

Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Сварочный стол из профильной трубы своими руками: пошаговая инструкция
Для лучшего понимания конструкции и особенностей монтажа такого стола предлагаем ознакомиться с поэтапным описанием изготовления сравнительно простой модели с полками и столешницей, набранной из отрезкой профилированной трубы прямоугольного сечения. Помимо фотографий, доступно видео монтажа.

Эскиз будущей столешницы.
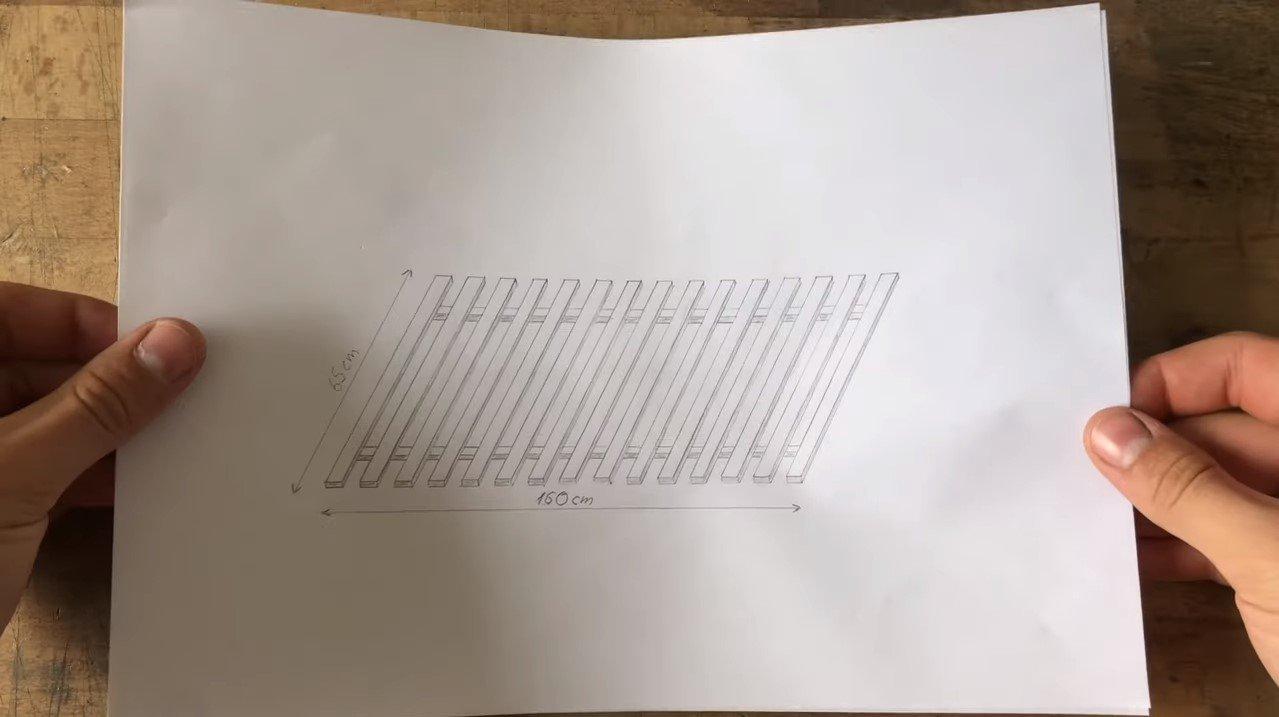

Трубы для столешницы нарезаются любым удобным способом, торцы завариваются пластинами. Обязательны зачистка заусенцев после резки и шлифовка сварных швов.

Крепление подготовленных труб к царге (подстолью) будущего стола.


Вид снизу. Обратите внимание: трубы царги подрезаны по углам и соединены встык.

Рама в сборе. Металл отполирован, особенно тщательно в местах сварки.

Соединение рамы и столешницы.

Крепление к раме колес.

Установка полки на нижнюю обвязку рамы. Уголки полки выпилены.

Обшивка боковой поверхности. Полки и боковина крепятся к металлу саморезами через заранее просверленные отверстия.

На верхнюю полку лучше положить металлический лист толщиной 1…3 мм, он защитит ОСБ-плиту от возгорания и загрязнения. По мере надобности можно просто извлечь лист и стряхнуть с него накопившийся мусор и окалину.

Заключение
Напоследок еще несколько «маленьких хитростей», которые позволят сделать конструкцию сварочного стола более совершенной или избавят от затруднений в работе.

Фрагменты наборной столешницы из полосы закреплены не прямо на раме, а на штырях. Это уменьшает передачу тепла раме и дает больше возможностей для закрепления деталей по краю стола.
Для массивных крупногабаритных деталей рама усилена раскосами по углам и по центральной стойке.

На ножках приварены крюки для крепления оборудования и проводов.

Если есть сомнения в прочности крепления колесиков к раме, можно усилить углы вот такими Г-образными деталями.

В качестве опор-балок для наборной столешницы можно использовать не уголок или трубу прямоугольного сечения, а двутавр, как показано на фото выше. При этом достаточно двух балок, а не традиционной замкнутой прямоугольной рамы.

Если планируется «намертво» прикрепить сварочный стол к полу, необходимо заранее предусмотреть на нижней плоскости ножек пластины с отверстиями для анкерных болтов по углам.
Сборочно-сварочные столы System16 - функциональность и надежность
Компания «ВТ-Металл» разрабатывает и собирает столы для сварки и сборки деталей. Кроме того, мы выпускаем всю необходимую оснастку к ним.
Мы предлагаем оборудование, подходящее как для серийного производства, так и для небольшой мастерской, где создаются штучные изделия.
При этом наши сварочно-монтажные столы используются и в строительстве, и в металлообработке, и в автомобилестроении – словом, там, где важна надежность результата, скорость и точность работ. Ведь разнообразие сварочной оснастки к столам позволяет создавать любые, даже самые сложные конструкции.
А наш гибкий и нестандартный подход в сочетании с опытом в производстве такого оборудования позволяет предлагать лучшие решения на сегодняшний день.









Цены на типовые размеры столов
| Размер стола | Наименование | Стоимость |
|---|---|---|
| Сварочно-монтажный стол СМС - 500х1000 | smsg-10051016 | 46 500 руб. |
| Сварочно-монтажный стол СМС - 800х1200 | smsg-12081016 | 82 000 руб. |
| Сварочно-монтажный стол СМС - 1000х1000 | smsg-10101016 | 85 000 руб. |
| Сварочно-монтажный стол СМС - 1200х1200 | smsg-12121016 | 119 000 руб. |
| Сварочно-монтажный стол СМС - 1500х1000 | smsg-15101016 | 123 500 руб. |
| Сварочно-монтажный стол СМС - 1500х1500 | smsg-15151016 | 181 250 руб. |
| Сварочно-монтажный стол СМС - 2000х1000 | smsg-20101016 | 162 000 руб. |
| Сварочно-монтажный стол СМС - 2400х1200 | smsg-24121016 | 240 000 руб. |
| Сварочно-монтажный стол СМС - 3000х1500 | smsg-30151016 | 358 500 руб. |
| Набор №1 "Начальный" 18 предметов | n1-0101816 | 36 936 руб. |
| Набор №2 "Базовый" 49 предметов | n1-0104916 | 93 062 руб. |
| Набор №3 "Стандартный" 84 предметов | n1-0108416 | 164 266 руб. |
| Набор №4 "Профессиональный" 117 предметов | n1-0111716 | 262 266 руб. |
Если вы не нашли приемлемый для вас размер стола, мы изготовим его на заказ. Производим сварочно-монтажные столы от 1000х500 до 3900х1900.
Читайте также: