Сухая сварка для металла
Обновлено: 13.05.2024
Жидкая сварка — простая и доступная альтернатива горячим способам соединения металлических деталей. О том, что это такое, может ли, действительно, заменить другие способы при ремонте автомобилей, сантехнических работах, стоит поговорить более подробно. При работе с жидкими составами будет полезно заранее выяснить, как пользоваться сваркой для металла, пластика, изучить технику безопасности и правила обращения с химическими веществами.
Что это такое?
Обычно для прочного соединения металла, пластика применяют горячие способы. Но для выполнения работ в этом случае требуется создание соответствующих условий. Жидкая сварка представляет собой разновидность клеевого соединения, обладающего скрепляющими и герметизирующими свойствами. Средство выпускается в 2-х видах.
- В жидком. Текучий состав в шприцах: в одном содержится основа, в другом – химический реагент для полимеризации. В его основе эпоксидная смола, при соединении с отвердителем приобретающая прочность. Жидкая сварка не имеет резкого неприятного запаха, безопасна для здоровья человека. Такие составы хорошо дополняются армирующими компонентами на тканевой или металлической основе.
- В брусках, в виде пластичного вещества. Внешне оно похоже на оконную замазку или пластилин с 2-компонентным составом. Если брусок один, то он содержит 2 слоя вещества, но чаще комплект представлен в виде 2-х разных фрагментов, которые в ходе применения соединяют, вызывая химическую реакцию.


По своей структуре жидкая сварка бывает монокомпонентной и поликомпонентной. Клеевой состав на полимерной основе обладает высокой степенью адгезии к металлам. Он выдерживает повышение температуры до 1316 градусов, не вступает в реакцию с нефтепродуктами. Для составов холодной жидкой сварки характерно быстрое твердение.
Помимо эпоксидной смолы, в них содержатся заполнитель на металлической основе и упрочняющие химические соединения.
Сферы применения
Использование жидкой сварки, не требующей высокотемпературного разогрева металла, является довольно новым методом соединения материалов. Она подходит для эксплуатации в условиях гаража, экстренного ремонта под открытым небом. Разницы в составах для металла и для пластика нет, но разные виды продукции ориентированы на свои области применения. Наиболее часто жидкая сварка оказывается востребована в нескольких популярных сферах.
- Авторемонт. Она хорошо проявляет себя при починке кузовов, скреплении запчастей. Использовать составы можно как в условиях специализированного сервисного центра или гаража, так и в дороге, в ходе поездок, экспедиций.


- Сантехника. При выполнении работ по восстановлению целостности труб и фитингов, устранению протечек. Жидкая сварка позволяет практически полностью восстановить первоначальную герметичность материала, добиться высокой прочности соединения. Она не нагревается во время химической реакции, хорошо совместима со всеми видами полимеров.

- Монтажные работы. При установке подоконников, окон из ПВХ такие средства обеспечивают превосходную герметизацию, повышают прочность фиксации массивной рамы в проеме.
- Ремонт оборудования газотехнического назначения. Здесь жидкая сварка проявляет себя не менее эффективно, чем в системах трубопроводов с жидкой средой в системах водоснабжения, канализации.


Использование жидкой сварки в виде пластичной массы в основном востребовано в области авторемонта, в мастерских и СТО. При повышенных требованиях к формированию прочного соединения применяют двухкомпонентные составы в шприцах. Они удобны тем, что при выполнении работ на баках, радиаторах не нужно производить слив нефтесодержащих продуктов. При контакте с ними клей не вступает в реакцию, а скорость его твердения позволяет быстро восстановить целостность резервуара. Расход жидкой сварки минимален, она хорошо зарекомендовала себя даже при использовании на самых ответственных участках трубопроводов и систем автомобиля.
Благодаря высокой термостойкости составы этого типа подходят для соединения элементов, подвергающихся значительному нагреву. Это элементы кузова, выхлопные трубы, радиаторы в автомобильной, мотоциклетной, специализированной технике. В быту жидкую сварку можно применять при ремонте печей и котлов, отопительного оборудования, электроприборов различного назначения.
Она подходит и для соединения полимерных, керамических деталей, изделий из многокомпонентных материалов.


Как выбрать?
При выборе составов для холодной жидкой сварки необходимо уделять большое внимание тому, насколько качественным и безопасным будет средство. В первую очередь важно обратить внимание на страну-производителя. Наиболее качественными считаются составы, выпущенные в США, ЕС. Здесь лидируют бренды Permatex, Poxipol, Hi-Gear, Devcon. Российские марки не всегда оправдывают ожидания, из проверенных торговых марок мастера рекомендуют выбирать «Полимет», «Алмаз».



Помимо этого фактора, обращать внимание стоит на ряд важных показателей.
- Особенности поверхностей, подлежащих клеевому соединению. Для правильной работы составов жидкой сварки они должны быть совместимыми с полимеризующимися веществами.
- Температурный диапазон применения. Чем он шире, тем легче будет использовать средства для быстрой холодной сварки в самых экстремальных условиях эксплуатации. Например, при ликвидации локальных коммунальных аварий или в поездке.
- Условия эксплуатации. В инструкции к средству для экспресс-соединения металла и пластика должны быть указаны условия его сушки и твердения. Некоторые варианты требуют довольно тщательной подготовки и наличия мастерской.
Это основные критерии, определяющие, насколько удобным и эффективным будет применение жидких сварочных составов.
Как пользоваться?
При соединении деталей и элементов при помощи специальных клеящих составов и пластичных масс нужно тщательно соблюдать инструкции, рекомендованные производителем. В большинстве случаев порядок действий будет неизменным.
- Подготовка поверхности. Металлические детали тщательно зачищают абразивным способом. Необходимо удалить следы ржавчины, нагара, пайки или сварки. Поверхность должна быть шероховатой – так сцепление будет более надежным. И пластиковые, и металлические детали тщательно обезжириваются.
- Подготовка состава. От пластифицированного бруска отрезают кусочек нужного размера (от каждой части). Жидкий состав выдавливается, в него добавляется отвердитель. Нужно размять или размешать средство, чтобы началось выделение тепла.
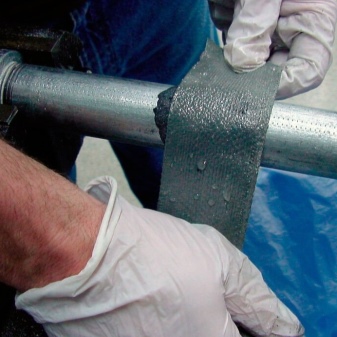
- Сварка. Разогретую смесь наносят на соединяемые области, выравнивая их поверхности в районе шва. Важно быстро произвести позиционирование. Качественные составы схватываются и твердеют за короткое время.
- Окончательное закрепление. В зависимости от марки и особенностей состава полная его полимеризация занимает от нескольких часов до суток. В случае экстренного ремонта нужно выждать хотя бы 20-30 минут. Этого хватит, чтобы выполнить первичное скрепление деталей в дороге, а затем доехать до места назначения или СТО.




Существует и ряд правил, касающихся непосредственной работы с жидкой сваркой. Несмотря на ее малую токсичность и высокую эффективность, неправильное обращение может негативно повлиять на прочность соединения или навредить здоровью человека. Следуя простым рекомендациям, все эти факторы риска можно свести к минимуму. Можно выделить несколько полезных практических советов от специалистов.
- Использование средств защиты. Оптимальным выбором станут строительные перчатки с обливным покрытием, частичным или полным, цельные нитриловые изделия. Они не вступают в реакцию с клеем.
- Тщательное дозирование. При склеивании в нескольких точках клей или пластичную массу готовят порционно, небольшими партиями, на 1 раз. Это позволит поддерживать состав в нужном состоянии, избежать его твердения до того, как прочное соединение будет установлено.
- Соблюдение пропорций. Их нельзя нарушать, менять и увеличивать, рассчитывая на повышение прочности крепления при более обильном нанесении. Изменение рекомендованного количества жидких или пластифицированных компонентов приводит к тому, что состав хуже застывает или меняет свои характеристики.
- Предварительное смешивание. При использовании жидких двухкомпонентных вариантов сварки производитель допускает их соединение сразу в месте образования шва. Но опытные мастера советуют сначала соединять их в стеклянной емкости, смешивать, а затем наносить на место крепления. Такой шов будет прочнее.
- Этап обезжиривания и зачистки. Его можно пропустить, адгезионных свойств материала хватит для того, чтобы выполнить склеивание. Это можно использовать в ситуации, когда приходится применять сварку вне мастерской.
- Период склеивания. Важно учесть, что во время первичного соединения категорически запрещается подвергать соединяемые элементы механическим нагрузкам. Это создаст дополнительное напряжение, ухудшит прочность сварки. Обычно это правило распространяется только на первые 30-60 минут после нанесения составов.
Важно помнить о том, что жидкая сварка имеет вполне конкретное назначение. Применяя ее на материалах, которые не указаны производителем, нельзя рассчитывать на достаточную надежность соединения.
О особенностях сварки смотрите в следующем видео.
Холодная сварка для металла: плюсы и минусы
Современный клей, обладающий высоким уровнем прочности, необходим для многих работ в различных отраслях промышленности. Таким материалом является холодная сварка. Продукция нашла свое применение в области проведения ремонта транспортных средств и сантехники, устранения различных дефектов металлических поверхностей и восстановления резьбы.
Особенности
Состав может быть использован в любых сферах, где эффективна обычная сварка для металла, однако ряд объективных причин препятствуют работе последней. Такой метод соединения металлических поверхностей заключается в объединении элементов при помощи пластичности сварочной смеси, которая проникает в материал.
Особенностью холодной сварки также является тот факт, что для обеспечения продуктивной работы нет необходимости в покупке специализированного дорогостоящего оборудования. Этот способ можно отнести к сварке давлением, однако спайка получается за счет глубокого пластического деформирования, которое разрушает оксидный слой материала, что делает расстояние между элементами аналогичным параметрам кристаллической решетки. Именно увеличение энергетического уровня веществ благоприятствует созданию прочной химической связи.



Свойства данного материала дают возможность работать с поверхностями и конструкциями из цветных и черных металлов. Главной особенностью такого способа скрепления является тот факт, что холодная сварка представляет собой идеальный вариант для ремонта металлических изделий, чувствительных к нагреву, и обеспечивает надежное соединение между собой различных металлов.


Метод обладает рядом преимуществ.
- Продукция доступна для потребителей, продается во многих супермаркетах.
- Проводить соединения элементов в большинстве случаев можно без их предварительного демонтажа.
- Работы не отнимают много времени.
- Склеиваемые поверхности не деформируются, поскольку не подвергаются воздействию высоких температур.
- Сварочный шов отвечает требованиям эстетической привлекательности.
- Часто данный метод выступает единственной возможностью соединить детали. Это касается сварки элементов из меди и алюминия, а также емкостей, которые содержат взрывоопасные вещества.
- Технология исключает образование отходов.
- Нет необходимости прилагать максимальные усилия для проведения процесса соединения деталей.
- Материал абсолютно безвреден.
- Для работы не нужны особые навыки и специальный инструмент.
- Существуют термостойкие разновидности состава, с которыми можно работать при температуре более +1000 С.


К недостаткам материала относят несколько особенностей.
- Прочность сварочного шва все же имеет меньший показатель в сравнении с обычной сваркой, поэтому продукция не всегда годится для применения в промышленных масштабах.
- Холодная сварка не позиционируется как материал для заделывания больших дефектов.
- Поверхности, которые нужно соединить, нуждаются в тщательном очищении перед нанесением состава. В противном случае качество сцепления резко уменьшается.
Исходя из расположения соединительного шва и типа рабочих поверхностей, можно выделить несколько разновидностей холодных сварок.
- Точечная – рекомендуется для шин и кухонной посуды из алюминия и меди, крепления насадок на алюминиевые провода, благодаря чему возрастает качество соединения электрических контактов;
- Шовная – предназначена для производства корпусов различных устройств и оборудования, а также объемных герметичных емкостей;
- Стыковая – применяется для изготовления колец и соединения проводов;
- Тавровая – используется для склеивания латунных шпилек, шинопроводов электровозов;
- Сварка сдвигом – предназначена для труб, обеспечивающих подачу воды, включая отопительные системы, а также для линий передач на железной дороге.



В зависимости от клеевого состава и его густоты, сварка классифицируется следующим образом:
- Пластилинообразная, напоминающая брусок, имеющий один или два слоя (технология использования такого материала требует предварительного перемешивания и размягчения продукции);
- Жидкая, состоящая из клея и отвердителя, которые необходимо смешать перед нанесением (поэтому она называется двухкомпонентной).


Относительно целевой направленности выделяют несколько типов холодной сварки.
- Водостойкий состав, предназначенный для проведения работ в воде.
- Продукт для ремонта транспортных средств, включающий в себя наполнитель из металла. Данная сварка выпускается специально для работ с автомобильными деталями.
- Продукт, предназначенный для работы с металлами, имеющий в своем составе определенный наполнитель, благодаря которому между собой соединяются почти все виды поверхностей.
- Сварка универсального назначения. Она обеспечивает надежное соединение разных материалов (дерева, различных полимеров и т. д. ). Этот продукт является самым востребованным на рынке.
- Высокотемпературная холодная сварка. Она может использоваться при температуре от +1500 до -60 С.
Технические характеристики
Холодная сварка – это пластичный клей, выпускаемый на базе эпоксидной смолы. Двухкомпонентный состав хранится долгое время без утраты его основных свойств. Однокомпонентная продукция требует оперативного нанесения, поскольку она быстро теряет свои соединительные качества.
Чаще всего средство выпускают в виде двухслойного цилиндра. Его оболочкой выступает отвердитель со смолой и металлической пылью внутри. Подобная добавка обеспечивает прочное соединение.
Помимо основных компонентов сварка включает в себя и другие добавки, например, серу. Добавки обеспечивают уникальные качественные характеристики состава. Весь перечень используемых веществ производители, как правило, не оглашают.
Основными компонентами, которые присутствуют в большинстве холодных сварок для металла, являются следующие:
- эпоксидная смола – главный элемент (обеспечивает связывание материалов между собой);
- наполнитель, представляющий собой металлическую пыль (отвечает за прочность всей связки, делая шов термостойким);
- разнообразные добавки, состав которых формируется производителем в зависимости от типа сварки.
Температурные характеристики холодной сварки тоже зависят от состава продукции. Обычно инструкция к товару содержит информацию о параметрах, при соблюдении которых соединение будет надежным и прочным. Для большей части составов максимальным является показатель равный +260 С.
Производители
На отечественном рынке самыми популярными производителями являются иностранные компании, поскольку российская продукция имеет более низкое качество, о чем свидетельствуют многочисленные потребительские отзывы. Отечественная продукция представлена торговыми марками «Алмаз» или «Полимет», Henkel. Лидерами среди иностранных составов считаются Hi-Gear, Abro, Poxipol.





Abro Steel – американская двухкомпонентная сварка универсального назначения. Материал выдерживает воздействие разных агрессивных веществ и отлично сохраняет свои свойства вплоть до температуры +260 С.
Hi-Gear «Быстрая сталь» производится для работ с металлом, пластиком и камнем. Продукция обеспечивает прочное соединение, устойчива к механическому и химическому воздействию.


Henkel «Момент СуперЭпокси» широко используется для соединения сплавов из металла и других материалов. Свои свойства состав сохраняет до температуры +140 С.
Уругвайский Adefal Trading S. A. Poxipol – универсальная двухкомпонентная холодная сварка. Максимальной температурой для такой продукции является показатель +120 С.

Германская Wurth Liuguid Metal Fe 1 выпускается для работ с керамическими и металлическими деталями и конструкциями. Материал не горит и не содержит растворителей. Состав сварки обеспечивает ее устойчивость к агрессивным веществам. Максимальной температурой для подобной продукции считается +120 С.
Холодная сварка для батарей и водопроводных труб Mastix лучше всех остальных составов справляется с задачей заделывания трещин и других дефектов на подобных конструкциях. Температура в трубопроводах не превышает допустимую составляющую +120 С, поэтому продукцией можно пользоваться в домашних условиях. Такая сварка позволяет создавать утраченные части и новые детали.

Металлосиликатная продукция Kerry «Термо» обладает повышенной вязкостью. Она отлично зарекомендовала себя в работе с жаростойкими сплавами из стали, чугуна и титана. Состав устойчив к механическим воздействиям, поэтому рекомендован для ремонта автомобильных деталей. Продукт выдерживает перепады температур от +900 до -60 С.


Советы
Чтобы правильно применить состав, необходимо выполнить ряд подготовительных процедур. Прежде всего, нужно убрать с поверхности пыль, жирный налет, масляные пятна и другие загрязнения. Это касается и ржавчины, ее тщательным образом счищают, чтобы обеспечить доступ к сцепляемым поверхностям. Только после того, как покрытие будет пригодно к работе, следует приступать к сварке.
Двухкомпонентные составы извлекаются из упаковки и тщательно перемешиваются. Жидкие и твердые композиции должны прийти к состоянию пластичности, за счет чего им можно задавать различную форму. Работы осуществляются только при соблюдении мер безопасности – нужно исключить риск попадания продукции на кожные покровы.



Как только состав приобретет приемлемую консистенцию, его сразу нужно применять по назначению, поскольку материал быстро сохнет.
Рекомендуется контролировать толщину слоя нанесенного материала. Первый слой не должен превышать 6 мм. При необходимости накладывается второй слой холодной сварки, но только после того, как окончательно просохнет предыдущий. Эксплуатировать конструкцию по прямому назначению можно будет, когда состав полностью затвердеет.
Многие покупатели задаются вопросом о том, какая холодная сварка лучше. Ответ на подобный вопрос дать сложно, поскольку технические характеристики состава подбираются индивидуально, учитывая целый ряд важных нюансов, которые касаются типа металлических поверхностей, условий эксплуатации и многих других принципиально значимых факторов.



Единственной рекомендацией является пожелание отдавать предпочтение известным торговым маркам, продукция которых имеет положительные отзывы. Однако в таком случае стоимость продукции окажется достаточно высокой.
Существует несколько моментов, на которые следует обратить внимание при покупке холодной сварки.
- Наличие в композиции добавок и их разновидность. Наполнитель должен соответствовать типу металла, который будет склеиваться при помощи состава, либо иметь прочность не ниже, чем у этого материала.
- Показатели минимальной и максимальной температуры, в диапазоне которой состав сохраняет свои технические показатели. Высокотемпературные составы гораздо прочнее.
- Часто принципиальное значение имеет время застывания сварки. Поэтому правильнее будет приобрести два вида продукта: для оперативного склеивания и стандартного типа. Хотя в большинстве случаев последний вид обеспечивает более надежное и качественное соединение.


О том, как работает холодная сварка, смотрите в следующем видео.
Как правильно пользоваться холодной сваркой
Холодная сварка является хорошим методом, позволяющим соединить составные части металла без нагревания. Холодная сварка отличается простотой и доступностью, позволяет получать прочные и надежные соединения из пластичных металлов. Стоит проанализировать процесс холодной сварки детальнее, а также типы материалов и рекомендации по их использованию.
- Наличие и состав наполнителя.
- Время первичного просыхания: состав наносится и разравнивается.
- Время затвердевания имеет значение. В инструкции указано точное время.
- Температура использования. Другими словами это температурный показатель, при котором смесь можно наносить на поверхность.

Разновидности холодной сварки
Есть два типа сварки: однокомпонентная и двухкомпонентная. Если сравнивать 1-компонентную и 2-компонентную сварку, то особого отличия в качестве сварного шва между ними не имеется.
Но, если почитать отзывы потребителей, то большинство все же выбирает двухкомпонентную сварку. Она применяется при исполнении наиболее трудоемких работ, когда требуется повышенная прочность на выходе.
По консистенции, составным компонентам отличают последующие типы сварки:
- Жидкая. Предполагает собой разновидность 2-компонентной сварки, где жидкий элемент перед использованием смешивается с затвердителем.
- Пластичные. Это подвид 1-компонентной сварки. По внешним характеристикам похожи на обыкновенный пластилин. Перед использованием состав перемешивают.
По области использования:
- Универсальное. Предусмотрены для работы со всеми видами поверхностей. Этот вид сварки не относится к популярным по причине недостаточно высоких характеристик.
- Для работы с металлами. Эта группа отличается присутствием металлического наполнителя. Имеет отличные характеристики.
- Для ремонтных работ автомобиля. Этот тип похож на предыдущий, но состав предназначен специально для ремонта деталей авто.
- Специальные. К этому типу принадлежат сварки для работы под водой, при высоких температурных показателях.
Особенности сварки

Холодная сварка – высокопластичный клей. Изготовляется на базе эпоксидной смолы с двухкомпонентной структурой. Характерен длительный срок сохранения. Применяется кроме того однокомпонентный, который необходимо предельно быстро применять, поскольку он высохнет.
Сегодня на рынке продаются составы, которые выдерживают высокие температуры. От этого и название высокотемпературная холодная сварка. По цене они относятся к не самым дешевым, но считаются хорошим решением, если прочие виды сварки по определенным обстоятельствам неосуществимы.
Холодная сварка эксплуатируется не только людьми, которые самостоятельно делают ремонт в доме, но и автолюбителями. Скрепленные подобным способом детали будут служить длительный период, только при отсутствии постоянных нагрузок.
Очень часто такого рода метод применяют сантехники. Холодная сварка прекрасно помогает, когда быстро и надежно необходимо убрать место течи. Однако всегда учитывайте, что нельзя оставлять трубы в таком состоянии на долгосрочной базе. Только до тех пор, пока не определитесь с их заменой.
Руководство по использованию

Применять это вещество необходимо с соблюдением советов изготовителя, которые показаны в инструкции. Пользоваться ей достаточно просто, поэтому возможно соединять, в том числе и треснувшее стекло. Для данных целей имеется бесцветная сварка.
Чтобы сделать надежный шов, необходимо правильно соблюдать последующие правила:
- Подготовка. Рекомендовано освободить рабочую поверхность от загрязнений и убрать крупные выступы. Влажные детали при способности правильнее предварительно высушить. Необходимо обязательно обезжирить детали. Это очень значимый этап, что гарантирует предельное качество соединения.
- Далее необходимо подготовить состав. Жидкий клей необходимо объединить с отвердителем, а сухая сварка должна смешиваться до однородного состава. При перемешивании используют одноразовые перчатки, заранее смоченные незначительным числом воды.
- После подготовки консистенции необходимо ее быстро нанести.
- После кропотливого соединения компонентов необходимо разровнять плоскость. После полного просыхания можно дополнительно почистить шов.
Вот подобная простая методика может стать незаменимой в бытовом применении, которая при соблюдении инструкции не уступает классическим методам сварки.
Невзирая на высокую прочность шва, не следует применять ее в участках повышенной опасности. К примеру, для соединения газовых труб. Такую работу необходимо доверять лишь экспертам с профессиональным оснащением.
Сварка разных материалов
Сварка для пластмассы

Этот вариант сварки используют редко. Такое использование можно объяснить тем, что для склеивания пластмассовых запчастей лучше применить специальный пистолет — скрепление горячим клеем. Несмотря на то, что холодная сварка по металлу более известна все же сварка для пластмассы до сих пор используется. Она понадобится в тех вариантах, если нет клеевого пистолета либо нет возможности включить его в розетку. Данный клей моментально скрепляет детали.
Холодная сварка для металла

Чинить можно сантехнические приборы, а конкретно для устранения течи. Однако насколько бы прочным оно не было, постоянно необходимо помнить, что оно служит только, чтобы ликвидировать возникшую проблему лишь на время.
Сварка для дерева

Применяется строителями либо специалистами по дереву. С помощью такому виду можно ликвидировать образовавшиеся трещины.
Сварка аква

Этот тип подойдет для склеивания поверхностей, которые постоянно контактируют с водою. С ее помощью можно не лишь заполнить глубокие трещины, однако и склеить 2 детали крупного размера. Сварка аква применяется в работе сантехников для склеивания батарей, труб, вентиляции.
Холодная сварка для линолеума

Применяется когда, следует осуществить соединения изделий, произведенных из жесткой резины. Безусловно, что обширное использование такая сварка обнаружила при исполнении ремонтных трудов. Необходимо выделить, что соединения линолеума, полученные с ее помощью, значительно превышают по собственным характеристикам те, для исполнения которых применялись клей либо двухсторонний скотч.
Советы опытных сварщиков
Для наилучшего сцепления деталей, рекомендовано наносить клей на мокрую поверхность. Метод более востребован в проблемах с протечкой труб. Поэтому при исполнении ремонтных работ можно воду не перекрывать.
Есть несколько полезных советов, которые стоит запомнить:
Сухая сварка для металла: инструкция по применению, характеристики, плюсы и минусы

Активное развитие высокотехнологичных способов термической сварки металлов затмевает альтернативные методы обработки. При этом существуют вполне достойные техники древнейшей холодной деформации пластичных изделий. К таким способам относится сухая сварка. Для металла, в частности, применяется направленная деформация с увеличивающимся внутренним напряжением. В данном процессе могут самые разные активные средства, инструменты и расходные материалы.
Общие сведения о технологии
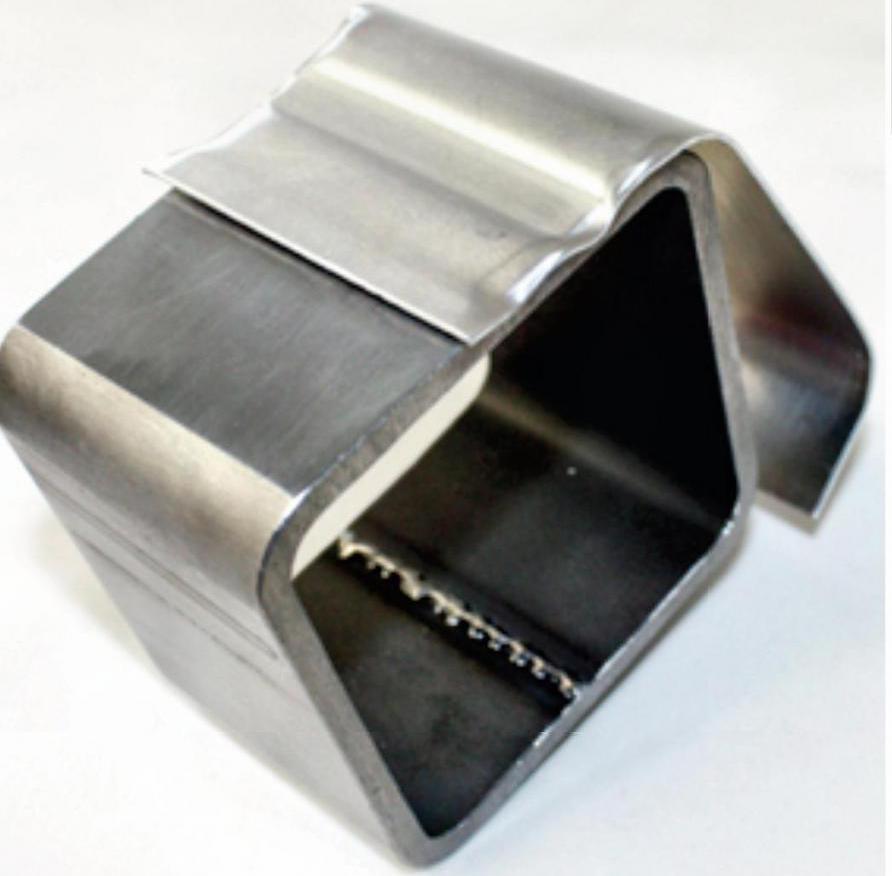
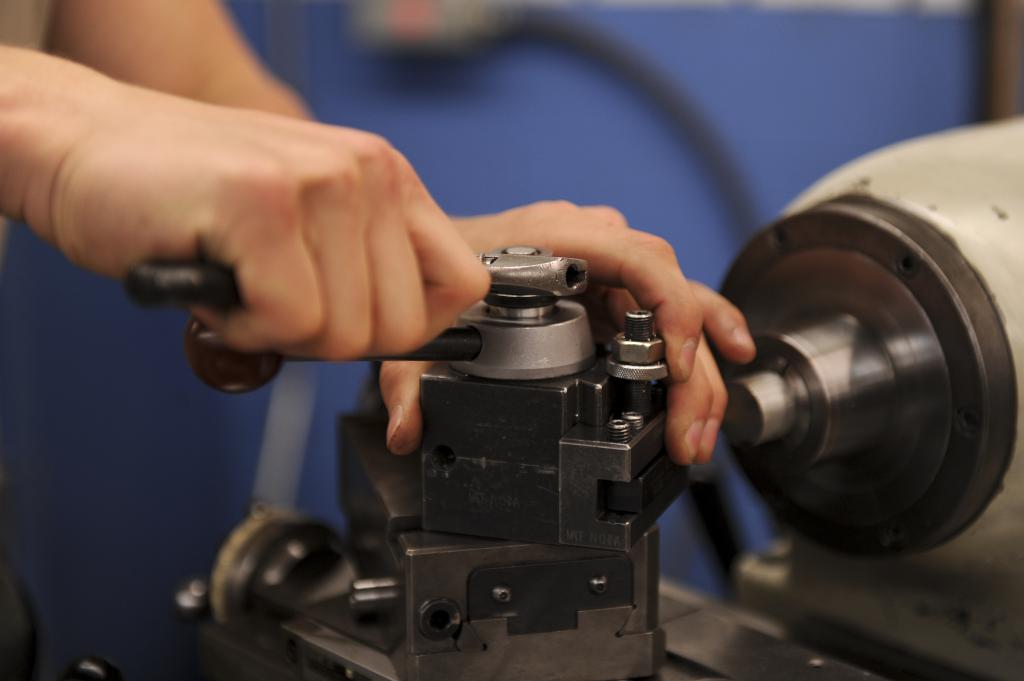
Сухая сварка является одним из видов холодных сварочных работ в твердой фазе, при которой происходят существенные деформационные процессы с незначительной степенью локализации рабочей структуры. Важным отличием этой методики можно назвать высокое давление, прилагаемое для проведения деформирующих процессов. По сравнению с базовыми способами термической горячей сварки, данная технология дает возможность выполнения операции при нормальной или даже отрицательной температуре. Представленное выше фото сухой сварки для металла под давлением показывает результат такой работы в условиях температурного режима ниже степени рекристаллизации. Основным направлением данной технологии является механическое воздействие на материал, в результате чего формируется соединение между двумя или несколькими заготовками.
Поэтапный процесс сварки
Стандартная технология сухой сварки выполняется по следующей инструкции:
- Производится пластическое выдавливание металла с затрагиванием глубинной структуры. В данной операции применяют специальные агрегаты, обеспечивающие деформационный процесс.
- После окончания деформирующего воздействия образуется контакт глубинных слоев металла.
- Формируется единая кристаллическая структура. Время выполнения сухой сварки для металла к этому моменту может исчисляться долями секунд, что обуславливает отсутствие объемного взаимодействия между заготовками.
- Производится специальная внешняя обработка поверхностей защитными и укрепляющими составами – в том числе с антикоррозийным воздействием и эффектом снятия внутреннего напряжения.
Основные характеристики процесса
Параметры выполнения операции с одной стороны отражают величины физического воздействия на заготовку, а с другой – качество соединения. К первостепенным характеристикам обоих спектров можно отнести следующие:
- Глубина вдавливания. Обычно для деформации используют пуансон – прессовочный инструмент, за счет которого изменяется форма детали. Также данную характеристику сухой сварки для металла можно приставить как степень пластичности, которая в зависимости от материала может допускать коэффициент вхождения в структуру от 10-15% (индий) до 85-90% (медь, никель).
- Действие сжатия. Выражается показателями сжимающего усилия и сдвига, который рассчитывается по тангенциальному усилию. Это не прямой показатель изменения структуры, а характеристика, обуславливающая потенциальное смещение соединяемых поверхностей.
- Способность к сварке. Зависит от комплексной сопротивляемости структуры металла по отношению к механическому воздействию сухой сварки. Наиболее доступными для таких операций считаются изделия из меди, алюминия, серебра, кадмия и т. д. По мере повышения твердости способность к сварке понижается.

Виды сухой сварки
В основном методы различают по типу формируемого соединения, как и при термическом воздействии. Это может быть стыковая, точечная и шовная сварка. Реже используются техники соединения со сдвигом и под высоким давлением. При выполнении точечной сварки в качестве инструмента применяются цилиндрические пуансоны, а при шовной методике – роликовые элементы. Оба этих способа характеризуются высокой производительностью, но в результате дают достаточно грубые и внешне непривлекательные швы. Стыковая сухая сварка для металла предполагает использование специальных нажимов, а также выполнение насечек с целью предотвращения проскальзывания заготовки. К преимуществам способа относят возможность работы с твердотельными деталями и в принципе применение высокого давления, повышающего мощность деформационного усилия. С другой стороны, из-за необходимости нанесения насечек может портиться внешний вид изделия даже в местах за пределами рабочей зоны.
Подготовка заготовки к работе
Главная проблема подготовки материалов к сухой сварке обуславливается необходимостью тщательного удаления адсорбированных и органических пленок. Это могут быть масляные и жировые следы, а также кислотные и парафиновые покрытия, которые часто наносятся для консервации и поддержки других технологических процессов в заводских условиях. Для удаления таких слоев применяются спиртосодержащие и бензиновые средства, растворители и специальная химия для обработки металлов. Кроме этого, инструкция сухой сварки для металла предполагает выполнение следующих подготовительных операций:
- Зачистка поверхностей стальными абразивными щетками.
- В случае с алюминиевыми заготовками применяется прокаливание при температурных режимах от 300 до 400 °С.
- Покрытие изделия тонким слоем хрома или гальванического никеля.
- Если речь идет о проводниках с изоляцией, то все внешние защитные слои удаляются с небольшим захватом нерабочей зоны.
Параметры режимов сварки

Среди основных параметров данного вида сварки можно назвать вылет детали из зажима, удельное давление, толщину пуансона и т. д. Например, показатель давления подбирается исходя из физико-механических характеристик целевой заготовки. Так, алюминий сваривается при 800 МН/м 2 , а медные детали – при 2500 МН/м 2 . Что касается вылета заготовки из зажимного механизма, то и в этом случае все индивидуально. Например, для алюминиевых стержней длиной d величина вылета составит 1,2d, а для меди – 1,5d. Коэффициенты могут различаться и в зависимости от формы детали. Особое внимание при оценке подходящих параметров уделяется размерам пуансонов, которые непосредственно реализуют сухую сварку. Для металлов наподобие той же меди и алюминия характеристики прессовочного механизма рассчитываются исходя из того, что оказываемая нагрузка должна составлять от 600 МПа до 2000 МПа. Размерные параметры подгоняются под массу конструкции, а форма и конструкция – под параметры изделия.
Выполнение сухой сварки

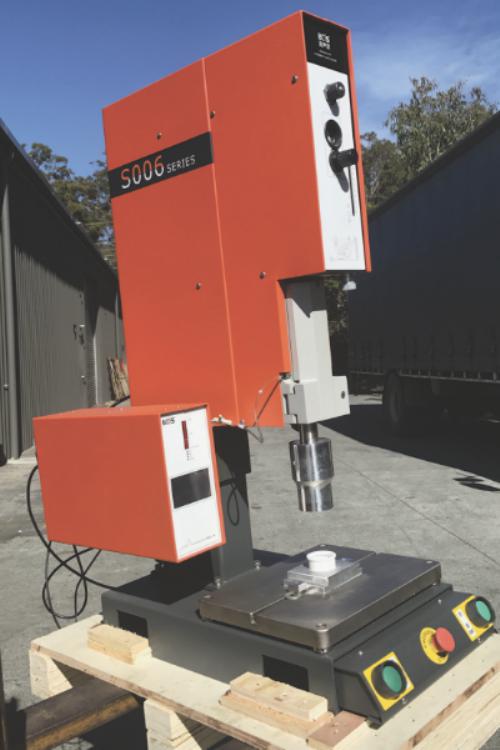
С помощью специального прессовочного оборудования операция производится в следующем порядке:
- Фиксируются зажимы, соответствующие размеру свариваемых заготовок.
- В машину для обеспечения нужного давления через компрессор подается сжатый воздух.
- Приводится в активное состояние функциональный агрегат, усилием которого выполняется деформация.
- Непосредственно перед производством сухой сварки для металла инструкция по применению технологии указывает на необходимость обработки деталей ацетоном или спиртом.
- Выполняется сварка стержней заготовок и обрезке облоя (избыточный металл в местах стыка, обрадовавшийся при выдавливании).
- Сваренные элементы освобождаются от зажимов.
- Подвижный механизм возвращается в исходное положение, фиксаторы ослабляются.
На протяжении всего рабочего процесса оператор взаимодействует с функционалом машины через рукоятки, рычаги управления и приспособления для подачи заготовок. В современных моделях оборудования для сухой сварки предусматриваются и электронные средства контроля операции, с помощью которых организуется поточный режим обработки деталей.
Преимущества сухой сварки
Избавление от необходимости высокотемпературного нагрева заготовок является главным плюсом данной технологии по сравнению с электрохимическими видами сварки. Это исключает применение мощных источников энергии, снимая весомую статью расходов. В этой же группе преимуществ можно отметить снижение вероятности электрохимических засорений, от которых при термических методах приходится защищать заготовки газовыми средами и флюсом. Также в зависимости от сложности задачи и условий работы имеют место и другие плюсы сухой сварки для металла:
- Высокая производительность при небольших временных затратах.
- Минимальный набор вспомогательных и расходных материалов.
- Возможность автоматизации процесса.
- Оператор не обязательно должен иметь высокую квалификацию сварщика.
- Требования к постобработке деталей минимальны.
Недостатки сухой сварки
При всех преимуществах данная технология не так распространена по сравнению с горячей сваркой, что объясняется жесткими ограничениями в плане допустимости метода к металлам и сплавам с низкой пластичностью. Преимущественно обработке поддаются цветные и чистые металлы. Но и в этом случае не всегда можно рассчитывать на высокое качество результата. Более того, основные технологические минусы сухой сварки для металлов высокой пластичности связаны с деформацией внутренней структуры, которая может негативно отразиться на будущей эксплуатации изделия. В целом можно сказать, что технология удобная и малозатратная, но не универсальная и скорее узкоспециализированная.
Заключение

Методы холодной сварки имеют принципиальные различия с термической технологией соединения металлических заготовок. Они связаны с характером воздействия на структуру материала и условиями технической организации процесса. Как показывают отзывы о сухой сварке для металла, данный способ хорошо себя проявляется в работе с электромонтажными расходниками, мелкими заготовками электротехнической промышленности и т. д. Преимущественно речь идет о проводниках и небольших штампованных элементах. Если же дело касается металлических конструкций, крупноразмерных труб и листов нержавеющей стали, то рабочий процесс должен доверяться высокотемпературной сварке. Изменение структуры за счет деформации в таких случаях будет неэффективно.
Читайте также: