Сущность газовой резки металлов
Обновлено: 04.07.2024
Общие сведения. Газовая (кислородная) резка представляет собой процесс интенсивного окисления металла в определенном объеме с последующим удалением жидкого оксида струей кислорода.
Процесс резки начинают с подогрева верхней кромки металла подогревающим пламенем до температуры воспламенения металла в кислороде, которая в зависимости от химического состава стали составляет 1 050. 1 200 °С.
При достижении температуры воспламенения на верхней кромке металла на нее из режущего сопла подается струя кислорода, при этом сталь начинает гореть в струе кислорода с образованием оксидов и выделением значительного количества теплоты, обеспечивающей разогрев стали, у верхней кромки до температуры плавления.
Образовавшийся на верхней части кромки расплав жидких оксидов перемещается по боковой кромке реза струей кислорода и осуществляет нагрев нижних слоев металла, которые последовательно окисляются до тех пор, пока весь металл не будет прорезан на всю глубину. Одновременно с этим начинают перемещать резак с определенной скоростью в направлении резки. На лобовой поверхности реза по всей толщине образуется непрерывный слой горячего металла.
Окисление металла в каждый момент времени начинается сверху и последовательно передается нижним слоям.
- контакт между струей кислорода и жидким металлом;
- подогрев неокисленного металла до температуры воспламенения;
- выделение продуктами горения определенного количества теплоты, достаточного для создания на поверхности реза слоя расплавленного металла;
- достаточная вязкость жидкого расплава для создания возможности перемешивания жидкого металла струей кислорода.
Приведенные условия определяют требования к металлу, обрабатываемому кислородной резкой. Прежде всего, температура плавления оксидов должна быть ниже температуры плавления самого металла. В противном случае струя кислорода не сможет окислить расплавленный металл.
Если температура воспламенения металла будет выше температуры плавления, то металл начнет плавиться и выдуваться струей кислорода без последующего его окисления (плавильный процесс). Этот процесс требует значительных энергетических затрат. При низкой теплоте образования оксида лобовая поверхность реза не прогревается до температуры плавления, процесс резки прерывается. По тем же самым причинам отрицательно сказывается на способности металла подвергаться кислородной резке их высокая теплопроводность.
Высокая вязкость расплава не обеспечивает его перемещения в поверхностных слоях, в результате чего снижается выделение теплоты на кромке реза.
Из чистых металлов кислородной резкой хорошо обрабатываются железо и титан. Нельзя разрезать обычным кислородным способом никель, медь, алюминий, магний, хром и цинк.
В технике обычно применяют сплавы металлов, из них наиболее широко используют сплавы железа и углерода — сталь и чугун. Наличие примесей в стали влияет на способность стали обрабатываться кислородной резкой из-за образования в слое жидкого расплава, выдуваемого из реза кислородной струей, тугоплавких оксидов.
Влияние легирующих примесей на резку стали. Остановимся подробнее на влиянии легирующих примесей на способность стали обрабатываться кислородной резкой.
Углерод, содержащийся в стали, приводит, с одной стороны, к повышению температуры ее воспламенения в струе кислорода, с другой к снижению температуры плавления. Стали, содержащие до 1 % углерода, разрезаются кислородной резкой без затруднений. Кроме того, повышение содержания углерода в стали снижает ее вязкость. Именно этим обстоятельством можно объяснить более низкие скорости резки железа, содержащего в составе сотые доли процента углерода.
Повышение содержания углерода в стали (более 1 %) увеличивает температуру воспламенения и снижает температуру плавления, что приводит к нарушению условий кислородной резки. В связи с этим чугуны обычной кислородной резкой обрабатываться не могут.
Марганец и медь в количествах, встречающихся обычно в сталях, практически не влияют на технологические параметры кислородной резки. Кислородной резкой могут разрезаться стали, содержащие до 18 % марганца.
Кремний, хром, алюминий, никель с увеличением их содержания в стали ухудшают процесс резки.
Кремний содержится обычно в небольшом количестве (до 2 %) в низколегированных сталях, что практически не сказывается на скорости резки.
При содержании в сталях до 2 % хрома их также разрезают с использованием режимов, принятых для низкоуглеродистых сталей. Увеличение содержания хрома до 6 % приводит к снижению скорости резки. Хромистые стали с содержанием хрома более 6 % из-за образования тугоплавких оксидов не могут быть обработаны обычной кислородной резкой. Для резки этих сталей в разрез вводят специальные флюсующие материалы.
Стали с высоким содержанием никеля (до 30 %) можно разрезать кислородным способом, если содержание углерода в них не превышает 0,35 %, в противном случае резка затрудняется, требуется предварительный подогрев.
Кислородная резка стали с содержанием до 10 % вольфрама осуществляется без затруднений. При более высоком содержании вольфрама в разрезе образуется большое количество вязких тугоплавких оксидов вольфрама, препятствующих удалению расплава из реза.
Резка металлов и сплавов
Электродуговая резка металлов позволяет разделять их на части путем выплавления металла в месте реза угольными (неплавящими) или металлическими (плавящими) электродами.
При резке угольным электродом диаметром 10–20 мм применяют прямую полярность, сила тока равна 400–1 000 А. Резку материала толщиной до 20 мм можно производить на переменном токе при силе тока 280 А.
Применение металлических электродов с толстой обмазкой повышает качество резки, уменьшает ширину реза и дает более ровные кромки.
Дуговую резку применяют при разборке старых металлоконструкций, магистральных трубопроводов, разделке металлического лома, удалении литниковой системы, резке цветных металлов, стали и чугуна, прожигании отверстий, а также при выполнении ремонтных и монтажно-сборочных работ.
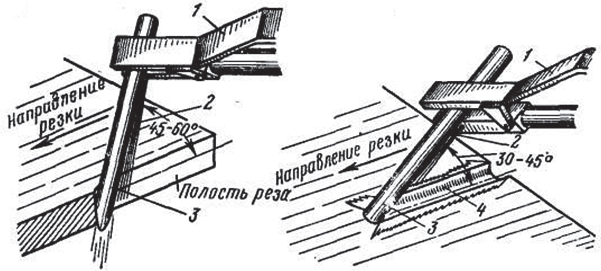
Рис. 41. Воздушно-дуговая резка: а – разделительная; б – поверхностная; 1 – электрододержатель; 2 – воздушная струя; 3 – электрод; 4 – канавка
Воздушно-дуговую резку стали и цветных металлов осуществляют на постоянном токе с обратной полярностью угольным электродом при давлении воздуха 0,2–0,6 МПа. Эта резка основана на расплавлении метал- ла и выдувании его струей сжатого воздуха. Струя сжатого воздуха 2 поступает в резак 1 и вытекает вдоль электрода 3 (рис. 41, а).
При поверхностной резке (рис. 41, б) глубина и ширина канавки 4 зависит от диаметра электрода 3. Металлические электроды улучшают качество резки.
Кислородно-дуговая резка использует одновременно тепло сварочной дуги для разогрева металла и тепло, развиваемое при горении металла в кислороде.
Применяют дуговую резку металлов (особенно сплавов на алюминиевой основе) в среде защитных газов. Способ основан на режущих свойствах электрической дуги, горящей между вольфрамовым электродом и разрезаемым материалом в смеси аргона и водорода. Для ручной резки применяют смесь из 80 % аргона и 20 % водорода, для механизированной – 65 % аргона и 35 % водорода.
2. Газовая резка
Газокислородная резка основана на способности некоторых металлов гореть в струе кислорода с выделением большего количества тепла.
Газокислородным способом можно резать только те металлы, у которых температура воспламенения (Тв) ниже температуры плавления (Тпл), а температура плавления образующихся окислов (Ток) ниже температуры плавления металла. Окислы должны обладать хорошей жидкотекучестью и легко удаляться продувкой воздухом или кислородной струей. Для концентрации тепла теплопроводность металла должна быть низкой. Этим методом можно резать углеродистую сталь с содержанием до 0,7 % С и низколегированные конструкционные стали. При резке высокоуглеродистых сталей требуется их предварительный нагрев до 650–700 °С.
Не поддаются газовой резке чугуны, высоколегированные хромистые и хромоникелевые стали, цветные сплавы, так как температура плавления образующихся окислов выше температуры плавления сплавов.
Газокислородная резка осуществляется с помощью обычного газосварочного оборудования, только вместо сварочной горелки присоединяют резак, подающий газовую смесь для подогрева металла и кислород для его сжигания. Резак имеет сменные мундштуки – подогревательные (наружные) и режущие (внутренние).
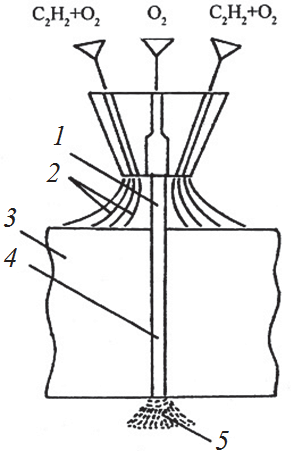
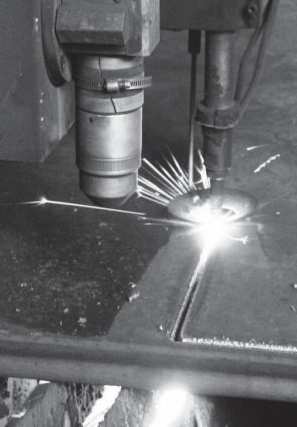
Рис. 42. Газовая резка: а – схема процесса: 1 – струя режущего кислорода; 2 – подогревающее пламя; 3 – металлическое изделие; 4 – зона реза; 5 – выдуваемые окислы; б – автоматическая резка металла газом
Схема процесса газовой резки приведена на рис. 42. Смесь кислорода и горючего газа направляется в кольцевой канал мундштука режущей горелки. При выходе из мундштука газовая смесь зажигается, образуя пламя 2, которое направляют на разрезаемый металл 3. После нагрева металла до требуемой температуры подача горючего газа прекращается и усиливается поступление кислорода, струя 1 которого при выходе из мундштука, соприкасаясь с нагретым металлом, активизирует горение. В процессе сгорания металла образуются окислы 5, которые увлекаются струей режущего кислорода и затем выдуваются из полости реза 4. Таким образом, газовая резка слагается из трех процессов: подогрева металла, горения металла в среде кислорода, выдувания окислов.
3. Лазерная резка
Лазерная резка, несмотря на высокую стоимость, используется для резания сталей, керамики, стекла, пластмасс и других материалов. Процесс резания идет без образования стружки, а испаряющийся за счет высоких температур металл уносится сжатым воздухом.
Лазерную резку материалов осуществляют как в импульсном, так и в непрерывном режимах. При резке в импульсном режиме непрерывный рез получается в результате наложения следующих друг за другом отверстий. Широкое применение получила резка (фрезерование) тонкопленочных пассивных элементов интегральных схем с целью точной подгонки значений их сопротивления или емкости (рис. 43, а). Для этого применяют импульсные лазеры на алюмоиттриевом гранате, лазеры на углекислом газе. Импульсный характер обработки обеспечивает минимальную глубину прогрева материала и исключает повреждение подложки, на которую нанесена пленка. Лазерные установки с автоматически управляющими системами для подгонки резисторов обеспечивают производительность более 5 тысяч операций за 1 ч. Лазеры непрерывного действия на углекислом газе применяют для газолазерной резки, при которой в зону воздействия лазерного луча подается струя газа. Газ выбирают в зависимости от вида обрабатываемого материала. При резке дерева, фанеры, пластиков, бумаги, картона, текстильных материалов в зону обработки подается воздух или инертный газ, которые охлаждают края реза и препятствуют сгоранию материала и расширению реза.
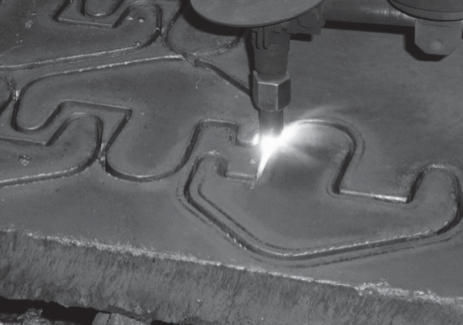

Рис. 43. Лазерная резка: а – (фрезерование) тонкопленочных пассивных элементов интегральных схем; б – газолазерная резка металлов
При резке большинства металлов, стекла, керамики струя газа выдувает из зоны воздействия луча расплавленный материал (рис. 43, б). Это позволяет получать поверхности с малой шероховатостью и обеспечивает высокую точность реза.
При резке железа, малоуглеродистых сталей и титана в зону нагрева подается струя кислорода. В результате экзотермической реакции окисления металла выделяется дополнительное тепло, что позволяет значительно повысить скорость резки.
Сущность газовой резки металлов
Газовая резка металлов основана на способности железа (открытой в 1776 г. Лавуазье), нагретого до определенной температуры, вступать в реакцию с кислородом. Началом практического освоения этого открытия послужило полученное в 1895 г. французским ученым Ле Шателье высокотемпературное пламя при горении смеси ацетилена с кислородом.
Газовая резка предназначена для разделительной и поверхностной обработки металлов. При разделительной обработке, когда режущая струя кислорода напра:влана приблизительно перпендикулярно к .разрезаемой поверхности, металл прорезается «а всю толщину до отделения одной части от другой. Разделительная газовая резка получила наибольшее распространение в промышленности и позволяет успешно резать стали толщиной от 3 до 2000 мм.
Поверхностная обработка представляет собой процесс, при котором снимается толпко поверхностная часть металла. Резка происходит посредством |большого наклона резака к поверхности металла, при этом струя режущего кислорода выжигает на его поверхности канавку овального сечения.
Наибольшее применение поверхностная резка получила в металлургии для удаления дефектов с поверхности литья и проката черных металлов. В некоторых случаях поверхностная резка с успехом может заменять черновую механическую обработку — строжку, обточку, расточку и т. д.
В последнее время газовую резку принято называть кислородной, так как все ее процессы связаны с применением кислорода. Кроме газовой резки различают: кислородно-флюсовую, плазменную, дуговую, воздушно-дуговую, кислородно-дуговую, лазерную, копьевую и др.
Все указанные способы резки выполняются путем нагрева ме- ;— талл‘а, поэтому их объединяет оощее название — термическая резка металла.
- сущность газовой (кислородной) резки заключается в том, что на предварительно нагретый участок разрезаемого металла до температуры воспламенения подается струя режущего кислорода. При этом происходит интенсивное окисление поверхности металла с выделением большого количества тепла. Верхние слои металла, сгорая, подогревают до воспламенения в струе кислорода нижележащие слои до тех пор, пока кислородная струя полностью не прорежет металл по всей толщине. Образующиеся в процессе резки продукты окисления металла (окислы, шлаки) выдуваются кинетической энергией струи из полости реза.
Таким образом, кислородная резка представляет собой совокупность трех одновременно происходящих процессов: подогрев металла до температуры воспламенения, сгорание металла в струе кислорода, удаление расплавленного шлака из полости реза. При отсутствии хотя бы одного из указанных процессов резка становится невозможной.
При кислородной резке необходимо, чтобы свойства разрезаемого металла удовлетворяли следующим условиям:
– температура воспламенения разрезаемого металла в среде кислорода должна быть ниже температуры его плавления;
– температура плавления окислов — не превышать температуру плавления разрезаемого металла. В противном случае образующиеся тугоплавкие окислы будут препятствовать дальнейшему окислению металла;
– количество тепла, выделяющегося в процессе кислородной резки, должно быть достаточным для нагрева прилегающих участков металла до температуры его воспламенения и непрерывного поддержания процесса резки. При этом металл должен хорошо проводить тепло, чтобы не препятствовать своему нагреву;
– образующиеся при резке окислы должны быть жидкотекучи-ми и легко выдуваться кислородной струей из полости реза;
– ручная и механизированная резка
Кислородная резка может быть ручная или механизированная (автоматическая, машинная). Ручная резка производится с помощью ручных резаков (Р2А-01, РЗП-01 и др.). Резак перемещается во всех положениях вручную.
Механизированная кислородная резка отличается тем, что резак или несколько резаков перемещаются по линии реза с помощью механических устройств. Для этой цели разработаны различные стационарные машины (ПКЦ 3,5-6-10УХЛ4, ПкК-2-4Ф-2, «Днепр 2,5-К2», АСШ-70 и др.) с механическим, магнитным, фотоэлектронным и программным управлением, а также переносные машины «Микрон-2», «Спутник-3», «Орбита-2».
Ручная кислородная резка, несмотря на свою простоту и универсальность, не обеспечивает высокой чистоты и точности вырезаемых заготовок, поэтому запрещается в качестве последней операции (требуется механическая обработка). При ручной резке используется только один резак. Применение двух и более резаков невозможно.
Механизированная кислородная резка по сравнению с ручной обладает следующими преимуществами:
– чистота реза и точность вырезаемых деталей во многих случаях не требуют последующей механической обработки;
– возможность одновременного использования двух и более резаков, что значительно повышает производительность резки;
– не требуется предварительной разметки или наметки по шаблону разрезаемого металла;
– обеспечивается более рациональное использование кислорода;
– возможность осуществления пакетной резки.
Характерным примером замены механической обработки термической резкой является внедрение операции вырезки (вместо расточки) отверстия в двутавре тормозной балки шахтной подъемной машины (рис. 1).
Рис. 1. Пример вырезки (вместо расточки) отверстия в двутавре тормозной балки подъемной машины
Внедрение механизированной резки дало возможность разгрузить крупные расточные станки, устранить транспортировку двутавра в механический цех и обратно, что привело к снижению себестоимости сварного узла и значительному сокращению цикла его изготовления.
Газопламенная сварка и резка металлов
Сущность процесса газовой сварки и резки
Газовая сварка это — сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки.
Газовая резка — представляет собой процесс основанный на сгорании (быстром окислении) металла в струе кислорода и удалении этой струей образующихся окислов.
При газопламенной сварке и резке металлов для нагрева используют газовое пламя получаемое при сгорании горючего газа в смеси с кислородом, в специальных горелках.
В качестве горючих газов применяют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наибольшее распространение получил ацетиле так как имеет самую высокую температуру по сравнению с пламенем других газов.
При газовой сварке кроме кромок свариваемых деталей расплавляются присадочный материал, который вводится в пламя горелки. После затвердевания жидкого металла образуется сварной шов.
К преимуществам газовой сварки относятся:
- простота способа;
- несложность оборудования;
- отсутствие источника электрической энергии.
К недостаткам газовой сварки относятся:
- меньшая производительность;
- сложность механизации,
- большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке.
Газовую сварку используют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, сварке чугуна, алюминия, меди, латуни, наплавке твёрдых сплавов, исправлении дефектов. литья и др.
Виды сварочного пламени
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано ниже на рисунке. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «наглаз» по форме и цвету. Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода,подаваемых в зону горения. В качестве примера рассмотрим строение ацетилен-кислородное пламя.

Составляющие ацетилен-кислородного пламени: 1-ядро; 2-восстановительная зона; 3-факел пламени
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным,науглероженным и окислительным.
Нормальный (восстановительный) вид сварочного пламени
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С2Н2+ О2 = 2СО+ Н2.
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр ядра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью выхода газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны.
Восстановительная зона газового пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероживающий вид сварочного пламени
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглероживая его. Обычно науглероженное пламя применяют для сварки алюминия и наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром.Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительный вид сварочного пламени
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен :кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне.
Состав сварочного пламени
Примерный химический состав нормального ацетилен-кислородного пламени приведен ниже в таблице.
Нужно отметить, что ацетилен-кислородная смесь дает самую высокую температуру пламени. Изменение горючих газов несколько снижает температуру пламени и распределение ее по объему.
Газовая сварка и резка металлов
Газовая сварка широко применяется при соединении изделий из чугунных сплавов, ремонте материалов, состоящих из тонкой углеродистой стали, заварке дефектов литья в цветных или черных металлах. Процесс происходит путем розжига материала высокотемпературным пламенем, которое образуется при сжигании кислорода в чистом виде и горючей смеси. Присадочная проволока используется для выставления зазора кромок расплавленным металлом.

Особенности выполнения газовой сварки
В процессе выполнения работ возможно регулировать состав смеси, в чем помогает редуктор. Мощность и температура пламени регулируется в зависимости от типов работ. Существует несколько видов газовой сварки:
- Окислительное.
- Восстановительное, которое используется для большинства соединений, материалов.
- С повышенным уровнем горючей смеси.
В расплавленной ванне при процессах сварки происходят два основных процесса, восстановление и окисление. Структура прилегающего металла в основном крупнозернистая, для более прочного соединения.
Для улучшенных показателей прочности выполняется нагрев до максимальных температур, своего рода ковка металла.
Несколько основных особенностей при работе газовым оборудованием:
- Газовая сварка стальных материалов низкоуглеродистого типа производится различными типами газа, присадочный элемент состоит из стальной проволоки, с малым количеством содержания углерода.
- Легированные стали подвергаются сварке материалами, которые взаимодействуют с составом. Например, жаропрочные детали из нержавеющей стали свариваются с применением никелевой проволоки, некоторые марки материала потребуют использования молибдена.
- Медные изделия свариваются на повышенных температурах, большая текучесть металла потребует минимального зазора соединений. Присадочный материал состоит из медной проволоки и флюса, который используется для раскисления шва.
- Латуневые соединения производятся путем применения присадки из идентичного материала. В силу летучести цинка, для избегания образования пор, при сварке подается большее количество кислорода.
- Бронзовые сплавы свариваются восстановительным типом пламени, не выжигая основные компоненты металла. Для присадки используется идентичный материал с применением кремния, способствующего раскислению шва и металла.

Газовая сварка труб
Стоит заметить, что при работе с алюминием или магнием процессы окисления текут быстрее. Участок обработки и шов имеют различные параметры и характеристики, расположенный в непосредственной близости участок прилегания отличается пониженной прочностью, склонен к преждевременным деформациям.
Принцип действия газосварки
Кислород и горючий газ подаются в устройство через патрубки, происходит воспламенение через сопло, вентилями производится регулировка мощности пламени. Пламя состоит из нескольких основных частей, факела, процесса восстановления и ядра. Наиболее высокие температурные параметры наблюдаются в ядре, процесс происходит частью пламени между ядром и восстановлением.
Воздействие высоких температур на поверхности материалов влекут за собой защиту области сварки от излишнего воздуха, в котором имеются примеси тяжелых газов. Высокие показатели при резке металлов позволяют выполнять работы с высокой точностью, производить необходимые изделия. Существуют различные типы газовой сварки.

Оборудование для сварки
Газ для сварки играет большую роль в плотности, качестве соединения, популярным газом при использовании обозначен ацетилен.
Технология газовой сварки
Технология газовой сварки происходит с использованием присадки из легко сплавного материала, основной задачей которого является наполнение кромки материалов. Ацетиленовая горелка используется для оплавления кромок путем нагрева, после чего происходит соединение. Второй способ подразумевает наплавку или напыление, при зависимости от типа металла и оборудования. Отличие способов в расходе газовой смеси, подвергаемым к обработке материалам, затрачиваемом времени на операцию.
Опыление двух соединений металла затребует больших температурных показателей, на это потребуется повышенное количество горючей смеси. Для нагрева присадочных прутков не требуется высоких температур, структура инструмента состоит из легкоплавких материалов. Существует специальный вид электродов для соединения материалов инверторным типом оборудования.
Техника газовой сварки с применением различных присадок значительно прочнее, приятнее на внешний вид, процесс происходит быстрее, а расходы горючей смеси меньше в разы.

Применяется данная технология сварочных работ в различных сферах, соединение трубопроводов технологического направления, запасных частей машин, наплавление прутка, ковка различных фрагментов.
Для процесса сварки газом потребуются основные элементы:
- В качестве газа при большинстве случаев используется пропан. Подойдет различного типа газ с инертной текучестью.
- Катализатором к воспламенению выступает баллон с кислородным газом.
- Шланги для отвода газовой смеси, сопло, редуктора на баллоне и рукояти.
Калибровочное сопло распыляет газовую смесь под давлением, для поджига применяется кремниевая пьеза-зажигалка, после чего регулируется насыщенность смеси, сила пламени.
Плюсы и минусы газовой сварки
В каждом виде производимых работ подразумевает наличие определенных достоинств и недостатков. Соединение сварочным способом возможно с применением различного оборудования, инструментов и зависит от свойств материала. Преимущества и недостатки газовой сварки определяются несколькими моментами.
- Одним из важнейших достоинств газовой сварки является оснащение оборудованием, отсутствие в потребности к энергоносителям. Сварочные работы возможно выполнять с наличием двух баллонов и резака. Отличное решение для удаленных мест от электроэнергии.
- Соединение тонколистовых металлов производится очень аккуратно, качественно за счет возможной регулировки расстояния пламени, температурных режимов.
- Транспортировка не требует больших затрат, для перемещения и хранения нет необходимости приобретать специальные приспособления.
- Надежный шов, качественные работы позволяют не беспокоиться о долговечности сварочных соединений.

Недостатки газовой сварки:
- Сварка изделий с высокой точностью подразумевает от оператора высокой квалификации, изделия производятся медленно.
- Большой окружной диапазон, высокая температура.
- Требуются повышенный расход компонентов, сварочного газа и проволок.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Как выполняется газовая сварка в полуавтоматическом режиме
Полуавтоматическая газовая сварка подразумевает гибридный метод соединения металлов. Применяется с использованием защитного газа и электрической дуги, процесс происходит следующим образом:
- Пуск механизмов, подготовку инструментов к работе.
- В специальное отверстие продевается проволока, в непосредственной близости к горелке.
- Редуктором контролируется, выставляется уровень горючей смеси.
- Скорость подачи проволоки контролируется специальным механизмом на барабане.
- Устанавливается напряжение, другие параметры на полуавтомате.
- Перед началом процесса необходимо выставить под правильным углом горелку.
Для качественного соединения, равномерного получения шва, при использовании такого вида сварки, разработаны параметры в соответствии с ГОСТом.
Давление редуктора должно быть при определенных величинах, тип и параметры шлангов. Баллоны для содержания газа должны быть опрессованы и проверены, горелки и проволока отличаются по параметрам, должны соответствовать установленным порядкам. Проверку необходимо производить перед тем, как сваривать металлы.
Меры предосторожности и правила использования газовой горелки
Процесс сварки может навредить как работнику, так и окружающим при не соблюдении элементарных правил техники безопасности. Запрещается производить газосварочные работы в замкнутом помещении, или оно должно быть оборудовано хорошей вентиляцией. Защитные очки препятствуют влиянию лучей на сетчатку глаз, а также брызг металла.
Сварочный пост должен содержаться в чистом состоянии, баллоны хорошо закреплены на своих местах, проверены опрессовкой. Газовые баллоны перевозятся на специализированных носилках либо тележке. При транспортировке оператор обязан установить на верхнюю часть емкости защитное устройство. Выполнение работ производится пламенем, отходящим в другую сторону от баллонов. При ограниченном пространстве устанавливается защитный металлический щит, контролируется температура.
Читайте также: