Сущность обработки металлов резанием
Обновлено: 18.05.2024
Обработка металлов резанием активно используется во многих отраслях, в наибольшей степени – в машиностроении, где является важной и дорогостоящей частью процесса. Это объясняется высокими требованиями, которые предъявляются к изделиям: они должны быть безупречны с точки зрения качества и геометрической точности.
Обработка резанием этим требованиям вполне удовлетворяет, позволяя создавать уникальные высокоточные детали. Именно поэтому уже много лет она не теряет своей популярности.
Как происходит обработка?
Резание металла – это процесс, при котором специальным режущим инструментом с обрабатываемой заготовки снимается слой металла с целью придания ей необходимой формы.
Если учесть, что существует великое множество разнообразных деталей, отличающихся по целому ряду своих характеристик, то не вызовет удивления тот факт, что для работы с ними требуются совершенно разные методы и станки. Для каждой детали предполагается своя технология. Так, основными методами обработки металлов резанием являются:
- точение;
- сверление;
- фрезерование;
- строгание;
- долбление;
- шлифование.

А использующиеся при этом станки, как правило, носят названия применяемых методов (точильный, фрезеровальный, долбежный и т. д.).
На станках устанавливаются различные инструменты, с помощью которых и выполняется процедура обработки. Они должны значительно превосходить обрабатываемый металл по твердости и прочности, их режущие края должны быть острыми. Инструменты, как и заготовки, перед началом работы закрепляются на станке с помощью специальных приспособлений.
В процессе обработки металла образуется много отходов (порядка 20% стружки), что не слишком хорошо с экономической точки зрения. Однако зачастую отказаться от резания не представляется возможным ввиду его универсальности, низкой энергозатратности, высокой точности изделий, большого выбора оборудования и т. д.
Как можно обрабатывать металл резанием?
Обработку резанием можно осуществить несколькими методами. Они ориентированы на разные по форме изделия и имеют разные цели. Основные способы обработки металлов резанием:
- Точение. Выполняется с помощью станка, на котором установлен резец (например, токарный). Процесс работы выглядит так: обрабатываемое изделие совершает вращательное движение вокруг своей оси, а в это время резцом снимается нужный слой металла. Точение применяют для цилиндрических, конических и торцевых поверхностей (и наружных, и внутренних).
- Сверление. Выполняется на станках с установленным сверлом. Легко догадаться, что сверление предназначено для того, чтобы проделывать в деталях отверстия. Деталь прочно зажимается в тисках, и в ней просверливается отверстие нужного диаметра, при этом диаметр определяется размером сверла. Между тем сверла различаются не только размером, но и формой: есть сверла спиральные, перовые, центровочные и другие, каждое для своих целей.
- Фрезерование. Требует специального оборудования, на котором установлена фреза – инструмент с резцами. Фреза совершает вращательное движение, а заготовка, закрепленная на столе, движется продольно. Фрезеровка может быть горизонтальной, вертикальной и диагональной, в зависимости от того, как будут закреплены заготовка и фреза. Существуют и компактные ручные электрические фрезеры, которые при необходимости могут использоваться где угодно, не привязывая мастера к станку. Правда, и возможностей у них гораздо меньше.
- Строгание. Для него необходим строгальный станок (их существует несколько видов: строгально-долбежный, поперечно-строгальный, продольно-строгальный и т. д.). Обрабатывают на них преимущественно рамы, штанги, станины и т. п. Резцы могут использоваться прямые и изогнутые. Прямые наиболее просты в применении, но не позволяют добиться высокой точности. Изогнутые резцы высокоточны, и поэтому являются предпочтительными, и распространены больше.
- Долбление. Необходим долбежный станок. Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.
- Шлифование. Для него необходим станок со шлифовальным кругом. Шлифовальный круг крутится, а заготовка получает круговую, продольную или поперечную подачу. Шлифование позволяет получить деталь потрясающей точности, следует лишь учитывать в работе ряд особенностей процесса, таких как нагревание детали во время обработки, устойчивость станка (отсутствие сильных вибраций), глубина резания и т. д.





Выводы
Обработка металла резанием, несмотря на свой недостаток в виде большого количества отходов, продолжает активно использоваться в различных производственных отраслях.
При резании подвергается деформации форма детали без воздействия на структуру материала, режущий инструмент работает лишь с поверхностью изделия. Если прибавить к этому универсальность, высокоточность и другие плюсы, то они, несомненно, перекроют имеющиеся минусы. Поэтому можно с уверенностью заявить, что, несмотря на появление новых технологий обработки металла, обработка резанием сдаст свои позиции еще очень нескоро.
Основы обработки металлов резанием
Сущность процесса обработки металлов резанием заключается в снятии с заготовки металла (стружки) для получения изделий необходимой формы, размеров и требуемого качества поверхности (точности и шероховатости).
На большинстве машиностроительных заводов резание является преобладающим способом обработки металлов: до 40…60 % деталей машин получают в результате обработки заготовок на металлорежущих станках. Резанием обрабатывают различные материалы, свойства которых лежат в широком диапазоне: это пластичные и хрупкие материалы, металлические и неметаллические, природные и искусственные, твердые и мягкие. Выполненные при обработке резанием размеры, форма и расположение поверхностей и их шероховатость определяют фактические зазоры и натяги в соединениях деталей машин и механизмов, влияющие на их качество, технические и экономические показатели продукции.
Для нормирования точности изготовления изделий установлены степени точности - квалитеты. Квалитет - это совокупность допусков, соответствующих одинаковой степени точности для номинальных размеров. В соответствии с действующим стандартом установлено 19 квалитетов точности: 01, 0, 1, 2, 3,…, 17. Самый точный - 01, самый грубый - 17-й квалитет. Допуск квалитета обозначают буквой IT и цифрой квалитета. Номинальный размер - размер, который служит началом отсчета отклонения и относительно определяет предельные допустимые размеры (наибольший и наименьший). Допуск - это разница между наибольшим и наименьшим предельными размерами. На чертеже детали указывают номинальный размер и отклонения (верхнее и нижнее).
Для измерения и контроля размеров применяют мерительный инструмент и приборы. Простейшими и наиболее часто применяемыми инструментами являются: линейка, угломер, штангенциркуль, микрометр, глубиномер, нутромер, предназначенный для измерения внутренних размеров.
Шероховатость поверхности - это совокупность неровностей, образующих рельеф поверхности детали или заготовки, рассматриваемый в пределах базовой длины. Для численного определения величины шероховатости поверхности используют базовую линию, представляющую собой среднюю линию профиля неровностей, относительно которой рассматривают и измеряют высоту выступов и глубину впадин. Для характеристики шероховатости часто используют параметр Ra - среднее арифметическое отклонение профиля в пределах базовой длины. Величина Ra может быть в пределах от 0,008 до 100 мкм; наименьшее значение шероховатости можно получить при полировке, наибольшее - при строгании. При измерении шероховатости грубо обработанных поверхностей применяют параметр Rz - сумма средний абсолютных значений высот пяти наибольших выступов профиля и глубина пяти наибольших впадин профиля в пределах базовой длины. Величина Rz может лежать в пределах от 0,025 до 1600 мкм.
Параметры шероховатости поверхности измеряют контактными методами с помощью щуповых приборов (профилографы, профилометры), приборов светового сечения, теневого сечения, растровых микроскопов, микроинтерферометров.
В процессе обработки исходная заготовка и режущий инструмент получают рабочее движение от механизмов металлорежущих станков и перемещаются относительно друг друга. Для осуществления обработки резанием необходимо сочетание двух видов движения: главного движения резания и движения подачи.
Главное движение резания – прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания. Движение подачи – прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения резания, предназначенное для того, чтобы распространить отделение слоя материала на всю обработанную поверхность. В зависимости от направления движения подачи различают продольное, поперечное и другие движения подачи.
Наиболее распространенными видами обработки металлов резанием являются: точение, сверление, фрезерование, строгание, шлифование (рис.7).
Достоинства обработки металлов резанием: возможность придания изделиям любой формы и шероховатости; высокая точность размеров полученных деталей; невысокая энергоемкость; высокая степень механизации и автоматизации процессов обработки; универсальность процессов, обуславливающая возможность обработки разнообразных по форме и размерам деталей из различных материалов.
Недостатки: низкая производительность (точечный контакт инструмента с деталью); большие отходы металла в стружку.
Совершенствование технологии резания, модернизация металлорежущего оборудования, разработка и внедрение новых методов резания металлов являются актуальными проблемами.
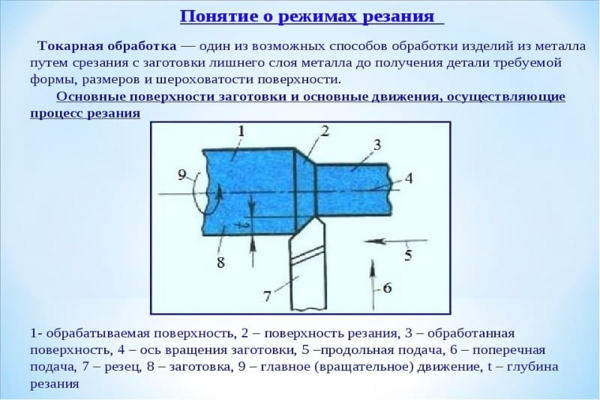
Точение (токарная обработка) – обработка (наружных и внутренних) поверхностей тел вращения резанием, характеризуемая вращательным движением заготовки и поступательным движением режущего инструмента – резца (рис. 7а). Разновидности точения: обтачивание, растачивание, подрезание, разрезание. При точении заготовке сообщается главное движение резания, а инструменту – движение подачи.
Обработку металлов резанием производят на металлорежущих станках при помощи режущего инструмента, который подразделяется на две группы: однолезвийный (резцы) и многолезвийный с двумя и более режущими кромками (сверла, зенкеры, развертки и т.д.)
Станки токарной группы составляют до 50 % всего станочного парка механических цехов машиностроительных заводов и подразделяются:
- токарно-винторезные станки – наиболее универсальные станки рассматриваемой группы;
- токарно-карусельные станки применяют для обработки средних и крупных заготовок, диаметр которых превышает их высоту (зубчатые колеса, маховики);
- токарно-револьверные станки предназначены для обработки заготовок сложной формы, где требуется применение большого числа инструментов. Для закрепления большего числа инструментов используется револьверная головка. Во время работы станка инструменты вводят в процессе обработки последовательно (один за другим) или параллельно (одновременно несколько);
- токарные полуавтоматы – все движения производятся автоматически, однако установка каждой заготовки и снятие готовой детали осуществляется рабочим;
- токарные автоматы – обрабатывают различные заготовки, причем обработка ведется практически без участия рабочего, обязанности которого сводятся к перезарядке автомата на партию и периодическому контролю готовых деталей.
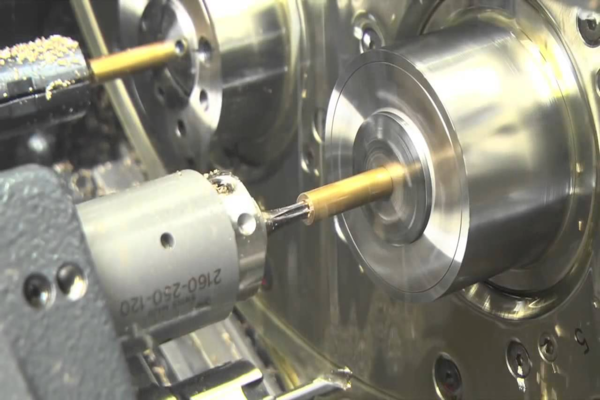
- сверление – широко распространенный метод получения отверстий резанием. Главное движение при сверлении – вращательное, а движение подачи – поступательное. Оба движения при сверлении отверстий на сверлильных станках сообщаются инструменту – сверлу.
Основными технологическими операциями, связанными с обработкой отверстий, являются сверление, зенкерование, рассверливание, нарезание резьбы и т.д. (рис. 7б). Все эти операции производят на станках сверлами, зенкерами, развертками, метчиками. Однако при сверлении отверстие получается небольшой точности, с шероховатой поверхностью. Поэтому предварительно просверленные отверстия обрабатывают зенкером (зенкерование) и разверткой (развертывание). Зенкерование в основном применяется для увеличения диаметра и в отдельных случаях для повышения точности отверстия и уменьшения шероховатости его поверхности. Зенкеры имеют три-четыре режущие кромки, резание производят боковыми зубьями. Для получения более точных отверстий и необходимую (малую) шероховатость поверхности используют развертки, имеющие значительное число режущих кромок.
Существуют сверлильные станки различных типов: вертикально-сверлильные, горизонтально-сверлильные, радиально-сверлильные, расточные, координатно-расточные и специальные. Станки сверлильной группы бывают одношпиндельные и многошпиндельные.
Для обработки крупногабаритных заготовок с большим числом отверстий применяют сверлильные станки с ЧПУ.
Фрезерование – процесс обработки изделий многолезвийным режущим инструментом – фрезой (рис.7в).
По сравнению с процессом точения процесс фрезерования имеет следующие особенности: в работе одновременно участвует несколько лезвий, поэтому фрезерование является более производительным способом обработки, чем точение; каждый зуб фрезы работает периодически, а корпус ее большей частью имеет значительную массу, что способствует лучшему охлаждению лезвий.
Фрезе сообщается главное вращательное движение, а обрабатываемой детали – поступательное или вращательное движение подачи.
Различают две основные группы фрезерных станков: универсальные общего назначения; специализированные. К первой группе относятся горизонтально-фрезерные, вертикально-фрезерные и продольно-фрезерные станки; ко второй – зубофрезерные, резьбофрезерные, копировально-фрезерные и др.
На фрезерных станках выполняются следующие основные работы: фрезерование плоскостей, пазов, сложных поверхностей, шпоночных канавок и зубьев шестерен.
Для обработки заготовок используют: цилиндрические, концевые, торцевые, фасонные, шпоночные фрезы. При изготовлении зубъев шестерен - модельные дисковые, пальцевые или червячные фрезы.
Строгание – для обработки длинных плоских поверхностей (рис. 7г, д). Оно выполняется при прямолинейном возвратно-поступательном движении резца или заготовки – это движение является главным. После каждого двойного хода заготовка или резец перемещаются в поперечном направлении, совершая тем самым движение поперечной подачи.
Основным недостатком обработки деталей на строгальных и долбежных станках является то, что при работе на них резание осуществляется только во время рабочего хода. Во время обратного хода резец не снимает стружку и это приводит к значительным потерям времени. Поэтому строгание характеризуется низкой производительностью и его целесообразно в крупносерийном и массовом производстве заменить фрезерованием.
В индивидуальном и мелкосерийном производстве на фрезерных станках обрабатываются различные по расположению плоскости: горизонтальные, вертикальные, параллельные, перпендикулярные и наклонные; Т-образные, прямоугольные и другие пазы и канавки; фасонные поверхности.
Протягивание – процесс обработки заготовок резанием при помощи протяжек. Размеры зубъев протяжки постепенно увеличиваются от начала её режущей части так, что при перемещении в осевом направлении относительно заготовки каждый зуб снимает стружку от 0,01 до 0,2 мм. Протяжка обычно имеет замкнутую (хвостовую) часть для крепления к ползуну станка, шейку направляющую, режущую и калибрующую части.
Различают внутреннее и наружное протягивание. Первое применяют для выполнения отверстий различных размеров (3…300 мм) и форм (цилиндрических, трехгранных, квадратных и др.); вторые – для получения прямых и спиральных зубъев, прямых и винтовых канавок, плоских и кривых наружных поверхностей, при рифлении и т.д. Отверстия под протяжку предварительно высверливают или растачивают, наружные поверхности, как правило, протягивают без предварительной обработки резанием, т.е. в черновом виде (отливки, поковки).
Протяжные станки бывают вертикальные и горизонтальные и разделяются на станки для внутреннего и наружного протягивания.
Протягивание является одним из прогрессивных и перспективных процессов механической обработки. Высокая производительность протягивания в сочетании с большой стойкостью протяжек, хорошее качество и высокая точность обработки поверхности позволяет использовать этот метод для обработки деталей средних размеров в условиях массового и крупносерийного производства, где он во многих случаях вытесняет фрезерование.
Шлифование – процесс обработки заготовок резанием при помощи шлифовального круга – инструмента, имеющего форму тела вращения и состоящего из абразивных зерен и связующего их материала (рис.7е,ж). При вращении круга наиболее выступающие из связки зерна, контактируя с заготовкой, снимают с её поверхности тонкие стружки. Большинство из них, сгорая, образуют пучок искр.
Шлифование осуществляется при больших скоростях резания (70 м/с и выше) снятием стружки с малой площадью сечения. В связи с этим, а также невыгодными углами резания температура в рабочей зоне достигает 1500 С.
Обработка шлифованием в большинстве случаев является чистовой и отделочной операцией, обеспечивающей высокое качество обработанной поверхности и точность обработки. В некоторых случаях шлифование применяется для предварительной обработки заготовок, обдирки при снятии слоя до 6 мм.
Процесс шлифования обычно осуществляется при помощи трех движений: вращения шлифовального круга, вращения или возвратно-поступательного перемещения обрабатываемой детали и движения подачи, осуществляемого кругом или обрабатываемой деталью.
В группу шлифовальных станков входят круглошлифовальные, внутришлифовальные, обдирочно-шлифовальные, специализированные (зубошлифовальные, бесцентро-шлифовальные, копировальные и др.), заточные станки для режущих инструментов, притирочные и полировальные.
Сущность обработки металлов резаньем.
Физическая сущность обработки металлов резанием заключается в удалении с заготовки слоя металла в виде стружки, для того чтобы получить из заготовки деталь нужной формы, заданных размеров и обеспечить требуемое качество поверхности.
Для осуществления процесса резания необходимы два движения – главное и вспомогательное, совершаемые инструментом и заготовкой (или одним из них) относительно друг друга. В различных видах обработки резанием эти движения выражаются по-разному.
Например, в токарной обработке главным движением (движением резания) является вращение заготовки, а вспомогательным (движением подачи) – поступательное движение резца; при фрезеровании движение резания – это вращение фрезы, а подача осуществляется поступательным движением заготовки.
Процесс резания – это скалывание частичек металла (элементов, стружки под действием силы, с которой режущая кромка резца вдавливается в срезаемый слой. Скалывание происходит в плоскости т-т (рис. 1). Угол между этой плоскостью и поверхностью резания называется углом сдвига: = 30…400. Внутри каждого элемента происходят межкристаллические сдвиги под углом Р2 = 60…65°.
Отделяемая стружка под действием давления резца деформируется: она укорачивается по длине и увеличивается по толщине. Это явление называется усадкой стружки.
При обработке одного и того же материала тип стружки может изменяться в зависимости от скорости резания и других факторов.
Элементы режима резания.
При обработке деталей на металлорежущих станках различают следующие элементы режима резания: глубину резания t мм, подачу s мм/об (или s мм/мин) и скорость резания v м/мин. Эти элементы изображены на рисунке ниже для случая растачивания отверстия на расточном станке.
На рисунке слева: Элементы режима резания.
Глубина резания t мм (толщина слоя металла, снимаемого за один проход инструмента) измеряется как расстояние между обработанной и обрабатываемой поверхностью.
Подача s режущего инструмента относительно обрабатываемой поверхности измеряется за один оборот шпинделя (планшайбы) в мм/об или мм/мин.
Для фрезерных работ подача может измеряться также в миллиметрах на один зуб фрезы.
Зависимость между величинами подач определяется по формулам:
S0=Sz- z мм/об; Sм= S0- z = Sг- n, мм/мин, где Sm - подача, мм/мин; S0 - подача, мм/об; Sz - подача, мм/зуб; z - число зубьев фрезы; n - число оборотов инструмента в минуту.
Площадь сечения стружки определяется по формуле:
f=S0-t-a-b мм2, где f площадь сечения стружки, мм2; a - толщина стружки, мм; b - ширина стружки, мм, t- глубина резанья, мм.
Скорость резания v м/мин - скорость перемещения режущей кромки инструмента относительно обрабатываемой поверхности детали.
За скорость резания принимают окружную скорость вращения обрабатываемой детали (например, для токарного и других станков) или режущего инструмента (например, для расточных станков).
При обработке металлов резанием необходимо обеспечить наиболее полное использование режущих свойств твердого сплава, его высокую теплостойкость и сопротивление сжатию, а также и значительную хрупкость. В зависимости от обрабатываемого материала выбирается необходимая марка твердого сплава и геометрия инструмента. Обработка производится при наибольших допустимых значениях глубины резания и подачи. Скорость резания, благодаря высокой теплостойкости твердого сплава, выбирается такой, чтобы обеспечить нагрев стружки до 850-900°С. При этих температурах прочность обрабатываемого материала и сила резания резко уменьшаются, прочность твердого сплава почти не изменяется, а вязкость его увеличивается.
Наибольшая производительность при черновой обработке, соответствующая наибольшему объему стружки, снимаемой в минуту при нормативной стойкости инструмента, обеспечивается при выборе наибольшей возможной глубины резания (лимитируется припуском на обработку), затем подачи (лимитируется прочностью механизма подачи станка и прочностью резца) и в последнюю очередь - скорости резания (лимитируется стойкостью инструмента или мощностью на шпинделе станка).
Наибольшая производительность при чистовой обработке, соответствующая наибольшей поверхности обработки в минуту при нормативной стойкости инструмента, обеспечивается при выборе в первую очередь подачи (лимитируется точностью и шероховатостью обработанной поверхности), а затем уже скорости резания (лимитируется стойкостью инструмента).
Основы и суть обработки металлов резанием
Обработка металлов резанием: сущность и назначение процесса, способы обработки, оборудование и инструмент для резания, виды основные конструктивные элементы.

Обработка металлов резанием представляет собой технологическую операцию или комплекс операций над заготовкой с целью получения детали необходимых конфигурации, размеров и параметров.
Обработка резанием выполняется на заготовках из черных и цветных металлов, обладающих определенными физико-механическими свойствами. Для обработки заготовки применяют разные виды резания.
Выбор конкретного зависит от свойств заготовки, конфигурации будущей детали и типа операции, которую необходимо выполнить. Только правильно подобранные способы позволят получить изделие с необходимыми характеристиками.

Сущность и назначение процесса резания металлов
Процесс резания – взаимодействие режущего инструмента с заготовкой, при этом отделяется слой материала в виде стружки или металлической пыли. Операции осуществляют следующими способами:
- Лезвийным. Выполняется с помощью плашек, сверл, резцов, метчиков, фрез и т. д. на металлорежущих станках соответствующего типа.
- Абразивным. Здесь задействованы шлифовальные круги, шкурки, пасты и др. материалы. Операции выполняются вручную или с помощью специального станочного оборудования, предназначенного для таких целей.
- С применением специальных сред физико-химического типа. К ним относят плазменную, лазерную, электролитическую и др. виды обработки металла.
Резание металлов – это процесс сложный, он представляет собой последовательное деформирование и разрушение срезаемого материала. Удаляемый слой металла превращается в стружку, при этом принято различать тип стружки:
- сливная (образуется при резании металлов, относящихся к пластичным);
- скалывающаяся (при резании металлов средней твердости);
- надломленная (при обработке металлов, склонных к охрупчиванию).
На вид стружки влияние оказывает не только обрабатываемый металл, но и применяемый инструмент, его геометрия, условия и режим резания, а также квалификация станочника.
Заготовки из металла поступают на обработку резанием с определенной величиной припуска. Он представляет собой тот слой, вернее, его величину, которая будет удалена в процессе совершения операции выбранным методом обработки.
Обычно устанавливается в конструкторской документации. Для снятия совершают установочные и вспомогательные движения рабочим органом металлорежущего станка.
Установочные действия выполняют для закрепления рабочего органа по отношению к металлической заготовке, а с помощью вспомогательных двигают его. Рабочие движения делят на 2 вида: главное и подачи.
Осуществляя первый вид, выполняют снятие стружки, а вторым передвигают инструмент обработки вдоль оси.
Основные способы обработки металлов
Обработку резанием выполняют на машиностроительном оборудовании, где применены такие способы снятия стружки:

- Долблением на специальном станке, который и называется долбежным. Для выполнения операции необходим резец соответствующей конструкции. Он в процессе выполнения операции совершает движение возвратно-поступательного прямолинейного типа.
Виды резания разные, технология проведения работ зависит от технологического процесса, а качество – от применяемого инструмента и квалификации станочника. Методы обработки выбираются в зависимости от конструктивных показателей, которые предъявляются к детали. Операции могут выполняться с помощью одного конкретного рабочего органа, а в некоторых случаях понадобится их комбинация.
Применяемое оборудование и инструменты для резания
Как было отмечено, оборудование отличается по типу применяемого металлорежущего инструмента. Выпускается оно в большом ассортименте российскими и зарубежными компаниями, подбирают его в зависимости от вида работ, которые планируют выполнять. Многие из них являются универсальными, т. е. предназначены для выполнения ряда разного типа операций.
При работе на металлорежущих станках используют метчики, сверла, развертки, резцы, долбежки, плашки, инструмент фасонного типа и др. Правильный подбор режущего инструмента имеет значение.
От технических характеристик зависит производительность труда, качество выпускаемой продукции и срок эксплуатации. К рабочей поверхности предъявляются требования, которые включают в себя прочностные свойства, способность не изнашиваться и поддаваться повторной или многократной заточке, выдерживать нагрев.
Инструмент для обработки металлов резанием используют не только компании, выпускающие продукцию разного назначения, но и любители мастерить своими руками.
Конструктивные элементы режущего инструмента
Инструмент для выполнения резательных операций на машиностроительных станках состоит из рабочей части (в некоторых случаях совмещается с калибрующей) и присоединительной.
Первая часть выполняет режущие операции. Она срезает припуск или выполняет отверстия. Может иметь один или несколько режущих элементов включая разные по назначению и форме. От геометрических характеристик режущей части зависит точность изготовления детали. Указывается в паспортных данных на конкретный вид.
Присоединительная часть рабочего органа может быть цельной, сборной или комбинированной. Это зависит от материала, из которого он изготовлен, и его характеристик. Комбинированные и составные режущие инструменты, как правило, изготавливают с целью понижения стоимости на приобретение.
На видео представлен процесс сверления множества отверстий с автоматической подачей заготовки.
Просим тех, кто режет металл на каком-либо оборудовании, специализированных станках, приспособлениях, поделиться опытом и в комментариях к тексту рассказать о нюансах и приемах работы.
Лекции на тему "Обработка материалов резанием"по дисциплине материаловедение

Как происходит обработка

Как можно обрабатывать металл резанием
Обработку резанием можно осуществить несколькими методами. Они ориентированы на разные по форме изделия и имеют разные цели. Основные способы обработки металлов резанием:
Точение. Выполняется с помощью станка, на котором установлен резец (например, токарный). Процесс работы выглядит так: обрабатываемое изделие совершает вращательное движение вокруг своей оси, а в это время резцом снимается нужный слой металла. Точение применяют для цилиндрических, конических и торцевых поверхностей (и наружных, и внутренних).
Сверление. Выполняется на станках с установленным сверлом. Легко догадаться, что сверление предназначено для того, чтобы проделывать в деталях отверстия. Деталь прочно зажимается в тисках, и в ней просверливается отверстие нужного диаметра, при этом диаметр определяется размером сверла. Между тем сверла различаются не только размером, но и формой: есть сверла спиральные, перовые, центровочные и другие, каждое для своих целей.
Фрезерование. Требует специального оборудования, на котором установлена фреза – инструмент с резцами. Фреза совершает вращательное движение, а заготовка, закрепленная на столе, движется продольно. Фрезеровка может быть горизонтальной, вертикальной и диагональной, в зависимости от того, как будут закреплены заготовка и фреза. Существуют и компактные ручные электрические фрезеры, которые при необходимости могут использоваться где угодно, не привязывая мастера к станку. Правда, и возможностей у них гораздо меньше.
Строгание. Для него необходим строгальный станок (их существует несколько видов: строгально-долбежный, поперечно-строгальный, продольно-строгальный и т. д.). Обрабатывают на них преимущественно рамы, штанги, станины и т. п. Резцы могут использоваться прямые и изогнутые. Прямые наиболее просты в применении, но не позволяют добиться высокой точности. Изогнутые резцы высокоточны, и поэтому являются предпочтительными, и распространены больше.
Долбление. Необходим долбежный станок. Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.
Шлифование. Для него необходим станок со шлифовальным кругом. Шлифовальный круг крутится, а заготовка получает круговую, продольную или поперечную подачу. Шлифование позволяет получить деталь потрясающей точности, следует лишь учитывать в работе ряд особенностей процесса, таких как нагревание детали во время обработки, устойчивость станка (отсутствие сильных вибраций), глубина резания и т. д.
Обработка металла резанием, несмотря на свой недостаток в виде большого количества отходов, продолжает активно использоваться в различных производственных отраслях.
Характеристика и расчет режимов резания при токарных работах
Ключевые моменты процесса
Для работы подойдут следующие материалы: металлы, пластики, дерево, минералы. Конечно, для каждого конкретного случая требуется особый инструмент и технологические приемы. Если труд с относительно мягкими из них (пластмасса, алюминий, бронза) обычно не вызывает сложностей, то высоколегированные стали требуют строгого контроля качества заточки. В противном случае происходит быстрый износ режущей кромки. Для увеличения эффективности обязательно использовать эмульсию, обеспечивающую снижение трения и охлаждение рабочей зоны.
Кратко опишем процесс:
Деталь закрепляется в патроне или на двух центрах;
В зависимости от необходимых манипуляций выбираются параметры режима резания при токарной обработке;
Предмет устанавливается в правильное положение и проверяется надежность всех фиксаций;
Находим первую точку касания;
Начинаем снимать металл или другой материал;
Контролируем габариты штангенциркулем и микро́метром;
Следует четко понимать, что приемы достаточно разнообразны, и невозможно коротко описать все нюансы. Заготовка может быть величиной от доли миллиметра до нескольких десятков метров. Характеристики изделия кардинально отличаются по твердости и вязкости. Уровень первичной отделки болванки может быть самым разным и иметь внешний слой с другими качествами. Часто нужно сделать сферическую поверхность на маленьком участке. Это накладывает определенные ограничения, так как часть приспособлений не рассчитана на циклические нагрузки.
Какие бывают станки
В зависимости от технологических потребностей применяют разное оборудование. Принято деление на следующие подвиды:
Токарно-винторезный. Это наиболее распространенный агрегат, позволяющий выполнять внушительный спектр работ. Пожалуй, любимым у токарей является К 62 в различных модификациях. Вся группа включает в себя универсальные устройства, отличающиеся степенью автоматизации и габаритами обрабатываемой детали. Большемерные заготовки точатся на ДИП 500. Для обучения специалистов используют модели ТВ-4 или ТВ-16.

Карусельный аппарат предназначен для придания формы изделиям крупного диаметра. Внешне он представляет собой стол с патроном значительных размеров, вращающийся в горизонтальной плоскости. Инструмент для рассечения подается сверху и может быть не один. Названием он обязан схожести с детскими аттракционами.
Лобовой. Можно сказать, что это такой же станок, только положенный набок. Это продиктовано технологической целесообразностью при некоторых производствах. Конструкции этой группы не имеют задней бабки и фиксация происходит только благодаря губкам. Основное преимущество – возможность придания изделию конической формы.
Револьверный незаменим при изготовлении изрядного количества одинаковых деталей из нормированного материала. Например, сгонов из металлической трубы. За счет этого резко повышается эффективность, снижается брак и оптимизируются все процессы. Но у него есть главный недостаток – узкая специализация.

Автомат продольного точения позволяет синхронизировать движение в двух плоскостях и создавать элементы сложной конфигурации, например, спирали с большим шагом. Как режущий предмет могут использоваться фрезы и сверла.

Многошпиндельный автомат применяется для вальцевания элементов сразу несколькими насадками за одну установку. Бывают автоматические и полуавтоматические.
ЧПУ. Если оснастить любое устройство для обработки металла системой, координирующей порядок, то мы получим центр с числовым программным управлением. При массовом производстве этот комплекс наиболее эффективен.

Способы и правила определения режимов приемлемого резания при точении: формулы
Для разных материалов и необходимой чистоты существуют свои оптимальные системы, включающие в себя скорость подачи, глубину захода и вид заточки.
Многие универсальные токари определяют эти параметры «на глазок». Тем более, они сильно зависят от технических характеристик самого́ станка. При создании программ для ЧПУ и полуавтоматики применяются конкретные математические варианты расчета. За основу берутся качества заготовки (твердость, вязкость, хрупкость, абразивность, подверженность температурным изменениям). Под это разрабатываются инструменты (как правило, несколько для различных технологических приемов). Затем происходит определение режимов идеального резания при умелой токарной обработке на основе жестких правил. Это дает приблизительные показатели, по которым можно назначить оптимальные значения. Более точные данные получаются эмпирическим путем (в процессе стендовых испытаний).
После этого возможно задать для каждой конкретной цели темп вращения шпинделя, интенсивность движения стержня для рассечения и его заглубление.
Читайте также: