Сущность процесса резания металла
Обновлено: 18.05.2024
Сущность технологии изготовления деталей машин состоит в последовательном использовании различных технологических способов воздействия на обрабатываемую заготовку для придания ей необходимой формы и размеров с указанной точностью. Одним из таких способов является механическая обработка заготовок резанием на металлорежущих станках.
Обработка резанием (рис. 2.1) заключается в проникновении лезвия инструмента с режущей кромкой 3 в материал заготовки 2 с последующим отделением определенного слоя материала в виде стружки 4. Лезвие инструмента 1 представляет собой клинообразный элемент.
На рабочей части инструмента может располагаться одно или несколько лезвий (клиньев) определенной формы. Режущий инструмент с заданным числом (одно, два, три и т.д.) лезвий установленной формы называют лезвийным инструментом, а обработку таким инструментом — лезвийной обработкой (рис. 2.2).
Слой материала заготовки, деформированный и отделенный в результате обработки резанием, называется стружкой. Обработка резанием заключается в срезании с обрабатываемой заготовки некоторой массы металла, специально оставленной на обработку и называемой припуском. Припуск может удаляться одновременно с нескольких поверхностей заготовки или последовательно с каждой обрабатываемой поверхности. После срезания с заготовки всего припуска, оставленного на обработку, исходная заготовка прекращает свое существование и превращается в готовую деталь.
Срезанная с заготовки стружка является побочным продуктом (отходом) обработки материалов резанием. Пластическое деформирование и разрушение материала припуска с превращением его в стружку протекает при резании в специфических условиях, характерных только для обработки материалов резанием. Таким образом, типичным признаком обработки резанием является стружка.

Рис. 2.1. Схема обработки резанием:
1 — лезвие инструмента; 2 — заготовка; 3 — режущая кромка; 4 — стружка; Аγ — передняя поверхность лезвия инструмента; Аα — задняя поверхность лезвия инструмента; υ — скорость резания

Рис. 2.2. Процессы обработки резанием:
а — точение; б — фрезерование; 1 — обрабатываемая поверхность; 2 — поверхность резания; 3 — обработанная поверхность; Dr. — направление движения резания; Ds — направление движения подачи; υ — скорость резания; t — глубина резания; α — задний угол; γ — передний угол
Все способы и виды обработки, основанные на срезании припуска и превращении материала в стружку и подчиняющиеся общим закономерностям, можно объединить термином «резание материалов». Способы разделения материалов на части, при которых стружка не образуется (например, разрезка ножницами), к обработке резанием не относятся. Условия деформирования обрабатываемого материала и образования новых поверхностей при разрезке ножницами не подчиняются закономерностям теории резания материалов.
Элементы резания
Поверхности заготовок, срезаемые за каждый проход инструмента, называют обрабатываемыми поверхностями 1 (см. рис. 2.2), а поверхности заготовок, вновь образуемые во время очередного прохода инструмента, — обработанными поверхностями 3. Промежуточную поверхность, временно существующую в процессе резания между обрабатываемой и обработанной поверхностями, принято называть поверхностью резания 2.
Глубина резания. Чтобы срезать слой материала, оставленный на заготовке как припуск на обработку, глубина проникновения лезвий инструмента в материал должна быть равна припуску. В этом случае припуск срезается за один проход инструмента. Если припуск большой, то его срезают за два прохода и более. Глубину проникновения лезвий инструмента в материал заготовки во время каждого прохода называют глубиной резания. Эту величину обозначают буквой t и измеряют в миллиметрах.
В большинстве случаев при обработке материалов резанием глубина резания t определяется как расстояние между обрабатываемой и обработанной поверхностями, измеряемое в направлении, перпендикулярном обработанной поверхности (см. рис. 2.2). Например, при точении глубина резания t=(D-d)/2, где при наружной обточке D и d — соответственно диаметры обрабатываемой и обработанной поверхностей, а при внутренней обработке, наоборот, D и d — соответственно диаметры обработанной и обрабатываемой поверхностей.
Главное движение резания и движение подачи. Процесс резания возможен только при непрерывном относительном перемещении заготовки и режущего инструмента. Эти движения выполняют и сообщают заготовке и инструменту исполнительные механизмы станков. При этом движения могут быть сообщены одновременно, последовательно, а также только одному из элементов — инструменту или заготовке.
Механизмы сообщают исполнительным органам станков только два простейших движения — вращательное и прямолинейное поступательное. Различные сочетания и количественные соотношения этих движений лежат в основе всех видов обработки материалов резанием.
Поступательное или вращательное движение, передаваемое заготовке или инструменту в процессе резания и имеющее наибольшую скорость по сравнению со всеми другими движениями исполнительных органов, называют главным движением резания или главным движением.
Поступательные или вращательные движения остальных органов станка, также передаваемые заготовке или инструменту, определяют движение подачи, необходимое для обеспечения отделения срезаемого с заготовки слоя по всей обрабатываемой поверхности.
Скорость резания и скорость подачи. Главное движение, скорость которого больше скорости подачи, определяет направление и скорость деформаций в материале срезаемого слоя, а следовательно, направление схода стружки и ее форму. Скорость главного движения называют скоростью резания. Эту величину обозначают буквой υ и при лезвийной обработке измеряют в м/мин. Если главное движение является вращательным (точение, фрезерование, сверление), то скорость резания равна линейной скорости точек заготовки или инструмента, находящихся во взаимодействии. Ее можно определить по формуле:
υ = 10 -3 πDn,
где D — диаметр обрабатываемой поверхности заготовки или рабочей поверхности инструмента, мм; п — частота вращения заготовки или инструмента, об/мин.
Для количественной оценки движения подачи используется отношение расстояний, пройденных точками режущего лезвия в направлении движения подачи, к соответствующему числу циклов (или их долей) главного движения, выражаемое численно подачей. Главное движение подачи может выражаться:
• мм/об, если перемещение при подаче соответствует одному обороту инструмента (заготовки), совершающему главное движение резания;
• мм/зуб, если перемещение при подаче соответствует повороту инструмента (например, фрезы) на один угловой шаг его режущих зубьев;
• мм/дв. ход, если перемещение при подаче соответствует одному двойному ходу заготовки или инструмента, или υ мм/ход, если ход ординарный.
При выполнении некоторых операций (например, точения) удобно задавать скорость подачи υ в мм/мин (перемещение инструмента или заготовки в направлении движения подачи, совершаемое в течение одной минуты). Подачу инструмента или заготовки принято обозначать буквой S с индексом, соответствующим используемым единицам измерения: S0 — подача на один оборот; Sz - подача на зуб; S2x — подача на двойной ход; Sx -подача на один ход.
Сущность обработки металлов резаньем.
Физическая сущность обработки металлов резанием заключается в удалении с заготовки слоя металла в виде стружки, для того чтобы получить из заготовки деталь нужной формы, заданных размеров и обеспечить требуемое качество поверхности.
Для осуществления процесса резания необходимы два движения – главное и вспомогательное, совершаемые инструментом и заготовкой (или одним из них) относительно друг друга. В различных видах обработки резанием эти движения выражаются по-разному.
Например, в токарной обработке главным движением (движением резания) является вращение заготовки, а вспомогательным (движением подачи) – поступательное движение резца; при фрезеровании движение резания – это вращение фрезы, а подача осуществляется поступательным движением заготовки.
Процесс резания – это скалывание частичек металла (элементов, стружки под действием силы, с которой режущая кромка резца вдавливается в срезаемый слой. Скалывание происходит в плоскости т-т (рис. 1). Угол между этой плоскостью и поверхностью резания называется углом сдвига: = 30…400. Внутри каждого элемента происходят межкристаллические сдвиги под углом Р2 = 60…65°.
Отделяемая стружка под действием давления резца деформируется: она укорачивается по длине и увеличивается по толщине. Это явление называется усадкой стружки.
При обработке одного и того же материала тип стружки может изменяться в зависимости от скорости резания и других факторов.
Элементы режима резания.
При обработке деталей на металлорежущих станках различают следующие элементы режима резания: глубину резания t мм, подачу s мм/об (или s мм/мин) и скорость резания v м/мин. Эти элементы изображены на рисунке ниже для случая растачивания отверстия на расточном станке.
На рисунке слева: Элементы режима резания.
Глубина резания t мм (толщина слоя металла, снимаемого за один проход инструмента) измеряется как расстояние между обработанной и обрабатываемой поверхностью.
Подача s режущего инструмента относительно обрабатываемой поверхности измеряется за один оборот шпинделя (планшайбы) в мм/об или мм/мин.
Для фрезерных работ подача может измеряться также в миллиметрах на один зуб фрезы.
Зависимость между величинами подач определяется по формулам:
S0=Sz- z мм/об; Sм= S0- z = Sг- n, мм/мин, где Sm - подача, мм/мин; S0 - подача, мм/об; Sz - подача, мм/зуб; z - число зубьев фрезы; n - число оборотов инструмента в минуту.
Площадь сечения стружки определяется по формуле:
f=S0-t-a-b мм2, где f площадь сечения стружки, мм2; a - толщина стружки, мм; b - ширина стружки, мм, t- глубина резанья, мм.
Скорость резания v м/мин - скорость перемещения режущей кромки инструмента относительно обрабатываемой поверхности детали.
За скорость резания принимают окружную скорость вращения обрабатываемой детали (например, для токарного и других станков) или режущего инструмента (например, для расточных станков).
При обработке металлов резанием необходимо обеспечить наиболее полное использование режущих свойств твердого сплава, его высокую теплостойкость и сопротивление сжатию, а также и значительную хрупкость. В зависимости от обрабатываемого материала выбирается необходимая марка твердого сплава и геометрия инструмента. Обработка производится при наибольших допустимых значениях глубины резания и подачи. Скорость резания, благодаря высокой теплостойкости твердого сплава, выбирается такой, чтобы обеспечить нагрев стружки до 850-900°С. При этих температурах прочность обрабатываемого материала и сила резания резко уменьшаются, прочность твердого сплава почти не изменяется, а вязкость его увеличивается.
Наибольшая производительность при черновой обработке, соответствующая наибольшему объему стружки, снимаемой в минуту при нормативной стойкости инструмента, обеспечивается при выборе наибольшей возможной глубины резания (лимитируется припуском на обработку), затем подачи (лимитируется прочностью механизма подачи станка и прочностью резца) и в последнюю очередь - скорости резания (лимитируется стойкостью инструмента или мощностью на шпинделе станка).
Наибольшая производительность при чистовой обработке, соответствующая наибольшей поверхности обработки в минуту при нормативной стойкости инструмента, обеспечивается при выборе в первую очередь подачи (лимитируется точностью и шероховатостью обработанной поверхности), а затем уже скорости резания (лимитируется стойкостью инструмента).
Резание как процесс последовательного деформировании срезаемого слоя металла
Металлы в твердом состоянии являются поликристаллическими телами, имеющими зернистую (полиэдрическую) структуру с определенной кристаллической решеткой. При резании металлов и их сплавов отдельные кристаллы деформируются, а затем разрушаются по кристаллографическим плоскостям.
Процесс резания металла можно представить следующей схемой. В начальный момент, когда движущийся резец под действием силы Р вдавливается в металл (рис. 43), в срезаемом слои возникают упругие деформации. При дальнейшем движении резца упругие деформации, накапливаясь по абсолютной величине, переходят в пластические. В материале заготовки возникает сложное упругопапряженное состояние. В плоскости, совпадающей с траекторией движения вершины резца, возникают касательные τх и нормальные напряжения σу. Величина τх имеет наибольшее значение в точке А приложения действующей силы, а по мере удаления от нее уменьшается до нуля.

Рис. 43. Схема упругонапряженного состояния металла при обработке резанием.
Нормальные напряжения σу вначале действуют как растягивающие (+σу), что при определенных условиях может вызвать «раскалывание» металла – опережающую трещину в направлении приложения внешней силы. Напряжения σу имеют наибольшее значение в точке А, а затем быстро уменьшаются и, переходя через нуль, превращаются в напряжения сжатия (–σу ).
Срезаемый слой металла находится под воздействием давления резца, касательных и нормальных напряжений, и сложное упруго-напряженное состояние металла переходит в пластическую деформацию. Возрастание пластической деформации приводит к сдвиговым деформациям – смещению частей; кристаллов относительно друг друга.
Наибольшие пластические деформации возникают в зоне стружкообразования ABC (рис. 43). Зона деформирования (стружкообразования) ограничивается линией АВ, вдоль которой происходят первые сдвиговые деформации, и линией АС, вдоль которой происходят последние сдвиговые деформации.
Сдвиговые деформации вызывают скольжение отдельных частей зерен по кристаллографическим плоскостям (плоскостям скольжений) в определенных направлениях. Плоскости скольжения, возникающие вследствие необратимого перемещения атомов, дробят зерна на отдельные части (пластины), которые в процессе деформации повертываются в определенном направлении по отношению к действующей силе. Зерна вытягиваются, располагаются цепочками; кроме того, упрочняется металл (рис. 44).

Рис. 44. Схема процесса образования стружки
В момент, когда пластические деформации достигнут наибольшей величины, а напряжения превысят силы внутреннего сцепления зерен металла, зерна смещаются относительно друг друга и скалывается элементарный объем металла 1 (рис. 44). Далее процесс деформирования повторяется, скалываются следующий элементарные объемы металла 2, 3 и т. д. и образуется стружки.
При больших скоростях резания считают, что сдвиговые деформации происходят не по линиям АВ и АС, а по одной плоскости – плоскости сдвига 00 (см. рис. 34). Наличие такой плоскости было впервые установлено русским ученым И. А. Тиме, а математическое обоснование положения этой плоскости в пространстве дано проф. К. А. Зворыкиным. Плоскость сдвига 00 располагается под углом θ к направлению движения резца. Этот угол называют углом сдвига.
Срезаемый слой, деформированный в зоне стружкообразования, превратившись в стружку, подвергается дополнительной деформации вследствие трения стружки о переднюю поверхность инструмента, что окончательно формирует структуру в виде вытянутых зерен. Зерна вытягиваются по плоскости О1О1 которая составляет с плоскостью сдвига 00 угол β (рис. 44).
Таким образом, резание — это процесс последовательного доформирования срезаемого слоя металла: упругого, пластического разрушения.
Характер деформации зависит от физико-механических свойств обрабатываемого материала, геометрии инструмента, режимов резания, условий обработки. Наибольшее значение в процессе резания пластичных материалов (сталей средней твердости) имеют пластическая деформация. У хрупких металлов пластическая деформация практически отсутствует.
Для сталей средней твердости положение плоскости сдвига 00 в пространстве практически постоянно (угол θ 30°). Угол зависит от свойств обрабатываемого материала и угла резании (δ = 90° – γ) режущего инструмента и составляет 0 – 30°. При резании хрупких металлов угол β меньше (близок к нулю), при резании пластичных металлов β доходит до 30°.
Стружкообразование — сложный физико-механический процесс доформирования металла, на который влияют многие факторы. Знание законом пластического деформирования и явлений, сопровождающих процесс резания, позволяет найти пути повышения качества обработанных поверхности дегалей машин, их надежности, износостойкости, снижения мощности резания и т. д.
Виды стружек и их усадка
При резании металлов с разными физико-механическими свойствами образуются три вида стружек: сливная, скалывании и надлома (рис. 45, а—в).
Сливная стружка образуется при резании пластичных металлов и сплавов и представляет собой сплошную ленту с гладкой внутренней (прирезцовой) стороной. С внешней стороны сливная стружка имеет слабо выраженные пилообразные зазубрины.
Стружка скалывания образуется при обработке металлов средней твердости. Она имеет гладкую внутреннюю сторону, а на внешней стороне — ярко выраженные зазубрины. Она как бы состоит из отдельных элементов, соединенных между собой в ленту.
Стружка надлома образуется при обработке хрупких металлов и состоит из отдельных элементов, не связанных между собой. С внутренней стороны она шероховатая.
Вид стружки зависит от физико-механических свойств обрабатываемого металла, режима резания, геометрии режущего инструмента, применяемых смазочно-охлаждающих веществ в процессе резания. Вид образующейся стружки влияет на скорость изнашивания режущего инструмента, шероховатость обработанной поверхности, силы резания, конструкцию инструмента (размеры стружечных канавок). Вид стружки (надлома) упрощает или усложняет (сливная стружка) ее отвод из зоны резания и транспортировку.

Рис. 45. а – сливная; б – скалывания; в – надлома
С точки зрения удобства удаления стружки из зоны резания и ее транспортировки, а также предохранения обработанной поверхности от царапания ее образующейся стружкой, целесообразна обработка резанием в условиях образования стружки надлома. Для получения стружки надлома (элементной) на режущем инструменте выполняют стружкозавивательные и стружколомные устройства, применяют прерывистый процесс резания, изменяют геометрию режущего инструмента и режим резания, а при изготовлении деталей на автоматах часто используют специальные автоматные стали.
Изменяя факторы, влияющие на характер образующейся стружки, можно при резании одного и того же металла получить разные виды стружек, так как пластичность и хрупкость являются не свойствами вещества, а характеризуют его состояние.
Стружка скалывания претерпевает наибольшие деформации и на ее образование затрачивается большая работа по сравнению с работой, затрачиваемой при образовании сливной стружки и стружки надлома.
Стружка, образующаяся в процессе резания, подвергается значительной пластической деформации одним из проявлений которой является ее усадка. Усадка состоит в том, что длина стружки меньше длины обработанной поверхности, а толщина – больше толщины срезанного с заготовки слоя металла. Ширина стружки практически не изменяется.
Укорочение и утолщение стружки по сравнению с длиной и толщиной срезанного слоя называют усадкой стружки, которой характеризуется коэффициентом усадки К.
Чем пластичнее металл, тем больше коэффициент усадки стружки. Для хрупких металлов К близок к единице, для пластичных металлов К = 5 – 7. Усадка стружки зависит от физико-механических свойств обрабатываемого металла, режима резания, геометрии инструмента, условий резания и т. д.
При скоростях резания 10—50 м/мин усадка стружки наиболышая, а при скоростях резания более 200—500 м/мин она резко уменьшается. С увеличением угла резания усадка увеличивается, с возрастанием главного угла в плане – уменьшается. Смазочно-охлаждающие жидкости снижают усадку стружки.
Силы резания
Деформирование и срезание с заготовки слоя металла происходит под действием внешней силы Р, приложенной со стороны инструмента к обрабатываемой заготовке, направление которой совпадает с направлением скорости резания v. Произведение Pv представляет собой работу, затрачиваемую на деформацию и разрушение материала заготовки:
где А — работа, затраченная на срезание припуска с обрабатываемой заготовки; Ау — работа, затраченная на упругое деформирование металла; Аи — работа, затраченная на пластической деформирование металла и его разрушение; Ат — работа, затраченная на преодоление сил трения задних поверхностей инструмента о заготовку и стружки о переднюю поверхность инструмент.
В результате сопротивления металла деформированию возникают реактивные силы, действующие на резец: нормального давления и трения. Реактивные силы – это силы упругого Ру1 и пластического Рп1 деформирования, действующие перпендикулярно передней поверхности резца, и силы РУ2 и РП2, действующие перпендикулярно главной задней поверхности резца (рис. 46, а). Наличие нормально действующих сил обусловливает возникновение силы трения Т1 = f1(Py1 + Рп1), действующей вдоль породней поверхности резца, и Т2 = f2(Pу2 + Рп2), действующей вдоль главной задней поверхности резца (f1, и f2 — коэффициенты троими стружки о резец и резца о заготовку).
Указанную систему сил приводят к одной силе R — равнодействующей силе резания:
Условно считают, что точка приложения силы R находится па рабочей части главного режущего лезвия резца (рис. 46, б).
Абсолютная величина, точка приложения и направление в пространстве равнодействующей силы резания R в процессе обработки являются переменными.
Это объясняется неоднородностью структуры и переменной поверхностной твердостью материала заготовки, непостоянством сечения срезаемого слоя (наличие штамповочных и литейных уклонов, галтелей и т. д.); изменением углов γ и α в процессе резания и т. д. Поэтому для практических расчетов используют не равнодействующую рилу резания, а ее составляющие, действующие по трем взаимно перпендикулярным направлениям: координатным осям металлорежущего станка. Такими осями для токарно- винторезного станка являются: ось х — линия центров станка, ось у — линия, перпендикулярная к линии центров станка, ось z — линия, перпендикулярная к плоскости х — у (рис. 46, б).

Рис. 46. Схема сил, действующие на резец (а), и разложение силы резания на составляющие (б).
Вертикалъная составляющая силы резания Рz действует в плоскости резания в направлении главного движения (по оси z). По силе Рz определяют крутящий момент на шпинделе станка (заготовке), эффективную мощность резания, деформацию изгиба заготовки в плоскости х — z (рис. 47, а), изгибающий момент Мz, действующий на стержень резца (рис. 47, б); по силе Pz ведут динамический расчет механизмов коробки скоростей станка.
Радиальная составляющая силы резания Ру действует в плоскости х — у перпендикулярно оси заготовки. По силе Ру определяют упругое отжатие резца от заготовки и деформацию изгиба заготовки в плоскости х — у (рис. 47, а).
Осевая составляющая силы резания Рх действует в плоскости х — у вдоль оси заготовки. По силе Рх рассчитывают механизмы подач станка и изгибающий момент Мх, действующий на стержень резца (рис. 47, б).
По величине деформации заготовки от сил Рz и Рy рассчитывают ожидаемую точность размерной обработки заготовки и погрешность ее геометрической формы. По величине суммарного изгибающего момента от сил Pz и Рх рассчитывают стержень резца на прочность и т. д.

Рис. 47. Схема деформации заготовки (а) и резца (б) под действием силы резания
Величину и направление равнодействующей силы резания определяют как диагональ параллелепипеда, построенного на составляющих силах:
Силу Pz (в Н) определяют по эмпирической формуле:
где СPz — коэффициент, учитывающий физико-механические cвойства обрабатываемого материала; t — глубина резания, мм, s — подача, мм/об; v — скорость резания, м/мин; kMPz — коэффициент, учитывающий факторы, не вошедшие в формулу (величины углов резца, условия обработки, материал режущего инструмента и т. д.).
Коэффициенты СPz и kMPz и показатели степеней хPz, yPz, и nPz даны в справочниках в зависимости от конкретных условий обработки.
Аналогичные формулы существуют для определения сил Ру, Рх. Однако на практике определяют лишь силу Рz, а силы Рх и Ру берут в частях от Рz.
Соотношение между силами Pz, Py, Рх зависит от геометрии режущей части резца, режима резания, износа резца, физико-механических свойств обрабатываемого материала и условий обработки.
При обработке стали резцом с γ = 15°, φ = 45°, λ = 0, без охлаждения приближенно считают, что Рz:Рy:Рх = 1:0,45:0,35.
Отношения Ру : Рz : Рх возрастают с увеличением износа резца; с уменьшением угла φ увеличивается отношение Ру : Pz; с увеличением подачи возрастает отношение Рх : Рz и т. д.
Крутящий момент на шпинделе станка (в Нм)
где Dзаг — диаметр обрабатываемой поверхности, мм.
Эффективной мощностью Ne называют мощность, расходуемую на процесс деформирования и срезания с заготовки слоя материала.
При точении цилиндрической поверхности на токарно-винторезном станке эффективная мощность в (кВт)
где n —частота вращения заготовки, об/мин. Мощность электродвигателя станка (в кВт)
Физические основы процесса резания. Типы стружек.
Основоположником теории резания является русский ученый проф. И. А. Тиме, который экспериментально исследовал и определил силы, возникающие в процессе резания, и сущность образования стружки.
Процесс резания (стружкообразования) является сложным физическим процессом, сопровождающимся большим тепловыделением, деформацией металла при образовании стружки, износом режущего инструмента и наростообразованием на резце. Знание закономерностей процесса резания и сопровождающих его явлений позволяет рационально управлять этим процессом и обрабатывать детали более качественно, производительно и экономично.
Резец под действием силы Р при перемещении врезается в обрабатываемый металл и часть его сжимает. Это сжатие металла возникает между границей видимой деформации — плоскостью скалывания А-А и передней гранью резца Б. Плоскость скалывания непрерывно переносится параллельно самой себе находясь всегда впереди вершины движущегося резца. Сжатие металла нарастает, и когда наступает предел его пластической деформации, то по одной из мгновенных плоскостей скалывания происходит разрушение и смещение (скалывание) первого элемента и образование нового видимого элемента стружки. При дальнейшем перемещении резца происходит скалывание элемента 2, затем 3, 4, 5, 6, 7
Схема образования стружки
В процессе резания различных материалов могут образовываться следующие основные виды стружек: сливные (непрерывные), скалывания (элементные) и надлома (рис. 82).
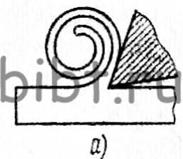


Рис. 82. Типы стружек: а —сливная, б — скалывания, в — надлома
Сливная стружка (рис. 82, а) образуется при уменьшении толщины среза, повышении скорости резания и увеличении переднего угла отдельные элементы стружки становятся менее отчетливыми и сходят без зазубрин на ее внешней стороне.
Стружка надлома (рис. 82, в) образуется при резании хрупких металлов, например серых чугунов. Такая стружка состоит из отдельных, почти не связанных между собой элементов. Обработанная поверхность при образовании такой стружки получается шероховатой, с большими впадинами и выступами.
Стружка скалывания (рис. 82, б) состоит из отдельных элементов. Образуется в результате обработки сталей и других пластичных материалов при большой толщине срезаемого слоя, относительно низкой скорости резания и небольшом переднем угле лезвия.
Фрезы фасонные. Затылование фрез. Фасонные фрезы
Фасонные фрезы имеют сложную форму режущих кромок, которая зависит от формы и размеров обрабатываемой поверхности, кинематики резания и расположения фрезы относительно детали. Фасонными фрезами обрабатываются поверхности с прямолинейной направляющей, винтовые поверхности, тела вращения. Фасонные фрезы обеспечивают высокую производительность.
Незатылованные фрезы
Имеют более рациональную геометрию, вследствие чего стойкость их выше, чем у затылованных фрез. Перетачивают по задней поверхности на специальных приспособлениях по копиру.
На копировально-фрезерных станках применяют конические концевые фрезы с закругленной вершиной. При их изготовлении необходимо обеспечить наличие режущих кромок на оси фрезы, поэтому концевую часть копирных фрез конструируют так, чтобы свести к центру два, в крайнем случае, четыре зуба, остальные зубья до центра не доходят.
Затылованные фрезы
Затылованные фрезы применяются для обработки деталей фасонного профиля и имеют форму задней поверхности, обеспечивающие постоянство профиля режущей кромки при переточках. Переточка – простая операция, так как производится по передней поверхности. Однако при переточке с передней поверхности удаляется слой металла в 4…5 раз больший, чем при переточке незатылованных фрез по задней поверхности. Затылованные фрезы имеют меньшее число зубьев, что снижает их производительность и качество обработки.
Кривые затылования должны обеспечить получение положительных задних углов в любой точке режущего лезвия и неизменность профиля после переточки. Для сохранения размеров профиля режущей кромки при переточках необходимо постоянство передних и задних углов. Если постоянство переднего угла обеспечивается самой заточкой, то сохранение заднего угла обеспечивает форма задней поверхности.
Кривой с постоянным углом давления (угол давления кривой β – это угол между касательной к кривой и радиусом-вектором, проведенным в точку касания, β = 90 0 - α) является логарифмическая спираль, однако она не технологична.
В качестве кривых для затылования , как правило, используют архимедову спираль, у которой приращение радиуса-вектора прямо пропорционально приращению полярного угла
Изменение угла давления, а следовательно и заднего угла фрезы с задней поверхностью, выполненной по архимедовой спирали, при переточках невелико. Что обеспечивает фактическое сохранение размеров профиля .
Виды затылования
Применяют три способа затылования: Радиальное - затыловочному резцу сообщается равномерное поступательное перемещение в радиальном направлении при одновременном равномерном вращении затылуемой фрезы; Угловое - суппорт затыловочного станка перемещается вдоль оси станка по копиру, а резец совершает возвратно-поступательное движение под углом τ к оси фрезы; Осевое – затыловочныйГеометрия
Передний уголпринимают равным нулю, чтобы профиль фрезы соответствовал профиля обрабатываемой детали.
Задний угол на вершинеполучают путем затылования.
Величина затылования К – падение архимедовой спирали в пределах углового шага, измеренное в радиальном направлении.
Задний угол на вершине α принимают равным 10…12 0 . Значение К округляют до значения стандартного ряда.
Угловое затылование фрез
В тех случаях, когда затылованные фрезы имеют участки режущей кромки с углами профиля φx менее 5 0 и значительную разность максимального и минимального диаметров для повышения стойкости фрезы рекомендуется не радиальное, а угловое затылование.
Затыловочный резец перемещается под углом τ к оси фрезы на величину затылования К, при этом осевая составляющая затылования Ко, а радиальная - Кр
Фактическая величина радиального затылования Крф равна сумме радиальных составляющих Кр и Кор, где Кор – радиальная составляющая осевого затылования .
Зная величину углового затылования К, можно определить задний угол в нормальном сечении в любой точке режущей кромки по формуле:
где φx – угол профиля, а Dx - диаметр фрезы в рассматриваемой точке
Читайте также: