Сварить изделие из металла
Обновлено: 05.07.2024

Сварка металлических изделий осуществляется различными методами и посредством разных технологий, которые зависят от исходного состояния соединяемых деталей. Влияет не только вид металла (сталь, медь, алюминий и т. д.), но и габариты заготовки – длина, ширина, толщина. Однако требования к готовым изделиям практически идентичны и в некоторых случаях регулируются на государственном уровне.
Чтобы правильно выбрать технику и метод сварки, необходимо понимать все вышеуказанные нюансы. В нашей статье мы расскажем, как осуществляется сварка различных металлических изделий, какие существуют подходы к этому процессу, а также поговорим, каким требованиям должны соответствовать полученные изделия.
Требования к сварке металлических изделий
Сварные изделия, в соответствии с названием, представляют собой конструкции, выполненные посредством сварки. Требования к изделиям зависят от их вида, который определяется по таким признакам:
- целевое назначение, а именно выделяют авиационные, судовые, вагонные, строительные и прочие конструкции;
- толщина соединяемых элементов – толстостенные и тонкостенные;
- способ производства заготовки: листовые, профильные, штампованные, литые;
- материал: стальные, титановые, алюминиевые и из других металлов.
Каждая разновидность предполагает свои нюансы сварки – рекомендации по работе обычно содержатся в чертежах и технологической карте. Грамотно выполненная сварка металлических изделий обеспечивает их прочность, надежность. В связи с этим на сварщика ложится немалая ответственность за соблюдение установленных требований.
Наиболее жесткие нормы предъявляются к сварке ответственных металлоконструкций. Здесь недостаточное качество швов может привести к недопустимым последствиям, а именно к разрушению всего объекта. К подобным работам допускаются лишь специалисты с высокой квалификацией, а результат их труда обязательно подвергается контролю.

ГОСТ 27772 закрепляет характеристики, которыми должны обладать любые сварные металлоконструкции, применяемые в строительстве. Кроме того, необходимо, чтобы выполнялись нормы СНИП II 23-81. В указанных документах содержатся требования к деятельности профессиональных сварщиков, однако с этой информацией рекомендуется ознакомиться любому человеку, решившему своими силами осуществить подобные работы.
Ручная сварка металлических изделий выполняется в соответствии с ГОСТ 5264-80. Если же речь идет о формировании швов в среде защитного газа, основным документом считается ГОСТ 14771-76. В нормативной документации подробно описывается подготовка к сварке кромок деталей, поскольку от данного этапа зависит прочность и долговечность соединения.
Важными характеристиками сварных конструкций считаются усадочное напряжение и деформация. В норме они должны находиться на минимальном уровне, что достигается за счет сохранения стабильного режима в процессе работы. Разброс значений тока и напряжения не может быть более 5 %. Чтобы добиться выполнения всех требований, подготавливают чертежи сварных конструкций, а весь технологический процесс описывают в технологической карте.
3 классических метода сварки металлоконструкций
1. Электродуговая.
Эта технология на данный момент используется наиболее активно. Сварка металлических изделий осуществляется при помощи неплавящегося и плавкого электрода, однако в основе метода всегда лежит температурное воздействие вольтовой дуги. В первом случае металл нагревается за счет тугоплавкого электрода из вольфрама. Данный элемент остается неизменным в процессе работы, при этом формирует дугу для получения сварочной ванны из металла заготовки или с добавлением присадки. Стоит пояснить, что присадку вносят вручную в виде сварочного прутка либо в автоматическом режиме как тонкую проволоку.

Во втором случае дуга появляется между свариваемым металлом и плавящимся электродом. Последний необходим для формирования шва, образуемого струйным переносом его металла. Чтобы добиться концентрации дуги, появления защитного слоя, на металлический стержень наносят специальную обмазку. В ее состав входят компоненты, улучшающие качество шва.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Расплав важно защитить от окисления – для этого в зону обработки металла направляют поток газа. По данному признаку выделяют такие виды сварки металлических изделий:
- В углекислом газе. Работа ведется при помощи полуавтоматических инверторов. Толщина металла определяет скорость сварки, а на основе последнего показателя подбирают нужный объем подачи газа. Данный подход обычно используют при обработке тонколистового металла, допустим, во время ремонта автомобильных кузовов.
- В среде инертных газов аргона/гелия. По этой технологии соединяют элементы трубопроводов из нержавейки, алюминия, специальных сплавов.
- В активном газе.
Каждая среда предполагает использование разной специализированной техники, но, в целом, речь идет о разных видах трансформаторов и генераторов.
Главным достоинством дуговой сварки является ее универсальность, так как она позволяет обрабатывать тонкий металл полуавтоматом и толстостенные стальные трубы ручным способом.
Рекомендуем статьи по металлообработке
2. Автоматическая под флюсом.
Сварочный флюс представляет собой порошок, в состав которого входят различные вещества. Он необходим, чтобы:
- защитить расплав от окисления;
- добавить в шов компоненты, повышающие его прочность.
Для осуществления сварки металлических изделий этим способом заготовки фиксируют на специальном стенде. Далее к месту стыка при помощи трубки подают слой флюса, из которого получается длинный холмик. Следом идет сварочная головка, образующая дугу, после чего может подаваться еще одна трубка, куда засасывается весь нерасплавившийся флюс.
В данном случае используют также два вида электродов: неплавящийся либо плавящийся. Немаловажно, что при этой технологии не возникает проблем с удалением шлака. Когда шов готов, его простукивают, чтобы отскочила шлаковая корка из расплава флюса.

3. Электрошлаковая.
Несмотря на то, что данный метод похож на технологию работы под флюсом, между процессами существуют принципиальные отличия. Здесь температуру обеспечивает расплав, в который входит не только металл, но и токопроводящий шлак. Через него проходит электрический ток, позволяющий металлу оставаться жидким. Немаловажно, что прогрев идет по всей длине шва.
Металл, формирующий соединительный шов, в то же время играет роль плавкого электрода, который подает ток в расплав. В качестве него может использоваться проволока, пластина, трубчатый мундштук.
Медленные нагрев и охлаждение при сварке металлических изделий позволяют избежать перекаливания заготовки, дополнительных напряжений. Кроме того, этот метод позволяет осуществлять сварку толстого металла. Однако нужно понимать, что подобная работа должна выполняться при помощи специализированного оборудования, поэтому может проводиться только в заводских условиях.
Инновационные методы сварки металлических изделий
Постепенно классический подход к сварным работам претерпевал изменения, в результате стали доступны более современные способы соединения металлических деталей. Среди них стоит назвать сварку при помощи лазерных установок, ультразвука, теплового эффекта, пр.
За счет инновационных решений удается упростить выполнение некоторых задач и затрачивать меньше времени на сборку металлоконструкций. Вот почему появляются все новые научные разработки в данной сфере и ведутся соответствующие исследования.
Современные методы сварки металлических изделий имеют такие преимущества:
- снижают коробление металла;
- обеспечивают более высокую скорость работы;
- сокращают расходы на зачистку шва;
- снижают траты на расходные материалы;
- позволяют соединять заготовки из тонколистового металла.
Лучшие показатели по продуктивности, качеству швов и экономичности обеспечивают следующие технологии сварки металлических изделий:
Нужно понимать, что у всех перечисленных технологий есть свои минусы и принципы использования. Поэтому прежде чем внедрять их в работу, сварщику важно ознакомиться с теорией и полностью овладеть всеми тонкостями.
Современная наука уже позволяет использовать нанотехнологии, поэтому дальнейшее развитие в сфере сварки металлических изделий представляется связанным с совершенствованием схем компьютерного управления процессом работы. Вероятен и переход на еще более современные сварные материалы.
Технологии сварки металлических изделий
При обработке данного материала может использоваться один из двух методов:
- Встык. Больше подходит для наложения вертикальных швов.
- Внахлест. Применяется для круговых поясных соединений.
В первую очередь с заготовок при помощи шлифовки удаляют грязь, старую краску, ржавчину, окалину. Либо в качестве инструмента для очистки может использоваться пламя горелки.
Чтобы добиться максимального провара швов, их сваривают под углом 70–90°, оставляя зазор между деталями около 11 мм. Иначе высока вероятность деформации. Практика показывает, что лучше всего вести работу от середины к краям изделия.

При обработке заготовок, имеющих большую толщину, то есть не менее 20 мм, используют многослойную термическую сварку. Она предполагает несколько подходов и подготовку краев: первую кромку предварительно стачивают для достижения U-образной формы. Перед каждым этапом сварки необходимо удалять появившийся слой окалины.
Чтобы снизить затраты на расходные материалы, можно отдать предпочтение технологиям электрошлаковой и электродуговой сварки металлических изделий, так как они отличаются высокой производительностью. Первый метод подходит лишь для вертикальных швов, которые выполняются снизу вверх с отклонением до 30°. Электрошлаковая сварка предполагает скрепление элементов при помощи нагревания током шлака, расплавляющего металл заготовки. За один проход удается сварить листы толщиной до 60 мм.
Речь идет о материале не толще 4-5 мм. Его соединяют встык с отбортовкой кромок либо на подкладке. Основная сложность в данном случае кроется в том, что всего одним неосторожным движением можно прожечь заготовку. А значит, необходимо жестко придерживаться существующих правил:
- когда толщина заготовки составляет 2 мм, используется электрод с сечением 2 мм, рабочий ток – 50–60 А;
- для заготовки толщиной 3 мм необходимо сечение электрода 3 мм, рабочий ток – 110–120 А;
- заготовки толщиной 4-5 мм обрабатываются при помощи электрода с сечением 3-4 мм, тогда как рабочий ток равен 110–160 А.
Для сварки металлических изделий из тонколистового металла используют непрерывную и многоточечную технологию. При первой электрод ведут вдоль шва без отрыва, а в случае со второй необходимо гашение дуги. Стоит отметить, что именно последний подход специалисты называют самым безопасным.
Чтобы сварить заготовки из оцинкованной стали, их необходимо предварительно нагреть более чем до +10 000 °С. Тогда металл переходит в жидкое, а потом в газообразное состояние. Из-за данной особенности подобные работы могут проводиться лишь в помещениях с хорошей вентиляцией. В противном случае существует опасность для здоровья людей. Также нужно понимать, что само удаление оцинковки способно снизить прочность шва. Поэтому во избежание трещин и деформации сварку осуществляют в защищенной газовой среде.
Если основа слишком тонкая, невозможно удалить оцинковку, применяют электроды из оцинкованной стали, а силу тока повышают на 10–50 А. За счет этой хитрости удается предотвратить образование пор. Также необходимо увеличить расстояние между заготовками в два раза и снизить скорость работы на 20 %. В подобных ситуациях чаще всего прибегают к сварке металлических изделий полуавтоматом.
Выполнение всех правил и норм позволяет добиться высокого качества соединений. Такие швы будут служить долго, оставаясь прочными и стойкими к воздействиям разного рода. При этом могут применяться как традиционный, так и современные методы осуществления сварных работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварные изделия из металла

Сегодня одним из самых перспективных и популярных технологических процессов выступает именно сварка. Поскольку именно этот способ дает возможность собирать изделия и получить самые разнообразные конструкции с прочными, надежными и неразъемными соединениями.
Сварные изделия из металла широко распространены в разных сферах, особенно актуальны в строительстве и при благоустройстве территорий.
 | Не боимся срочных заказов |
| Дополнительная гарантия на любые работы |
| Помощь в подборе технических параметров заказа |
| Выполнение работ по высочайшим стандартам |
| Соответствие всем стандартам выполняемых работ |
| Работаем по техническому заданию |
 | Разрабатываем графические и чертежные материалы |
 | Делаем визуализацию проекта |
| Используем современное и экономичное сварочное оборудование |
| Контролируем качество металлоизделий |
| Готовая продукция полностью соответствует стандартам |
 | Выбираем оптимальную технологию изготовления изделий |
Виды сварных изделий, которые мы выполняем
Для изготовления сварных изделий используют подходящий материал, чтобы получить мощную или декоративную конструкцию. В нашей компании достаточно различных материалов для получения просто функциональных или еще и очень красивых сварных изделий из металла.
Работаем по техническому заданию и предлагаем нашим клиентам разработать графические и чертежные материалы, спроектировать детали, визуализацию проекта в дизайнерских программах.
Производим сварочные изделия из металла поштучно, серийно, массово, используя современные и экономичные агрегаты для осуществления сварочных работ.
На каждом этапе контролируем качество металлоизделий, готовая продукция полностью соответствует стандартам, безопасна и надежная в эксплуатации.
Для изготовления конкретного типа изделий выбираем оптимальную сварочную технологию, чтобы стоимость заказа была в оптимальных рамках.
Бюджет проекта оговариваем с заказчиком индивидуально, учитывая выбранные материалы, сложность поставленной задачи, вид сварки, объемы производства.
Мы произведем необходимые замеры, изготовим конструкции, проведем необходимые подготовительные работы и монтаж на месте.
Как варить тонкий металл

Соединять тонкостенные изделия – задача настолько сложная, что лишь единицы справляются с ней. Остальные вынуждены сталкиваться с прожиганием конструкции и поиском решений, как варить тонкий металл правильно. Но все становится проще, если знаешь, какие технологии применять и какие настройки оборудования выставлять.
Наша статья – ваш гид в этом процессе. Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры. С таким подробным руководством в арсенале вы сможете забыть про неприятные дырки в изделиях, которые получались из-за недостатка знаний, и начать качественно варить тонкий металл!
Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов. Проще всего соединять заготовки из металла небольшой толщины при помощи сварочных полуавтоматов, однако в домашних условиях чаще используют инверторные аппараты. Поэтому далее будем говорить именно о том, как варить тонкий металл инвертором.

Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современной сварочной техники позволяет добиться высокого качества соединений и меньше задумываться о том, как варить тонкий металл. Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность. Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Аппарат защищен от сбоев в работе, поскольку управляется микропроцессором, обеспечивая необходимый ток. Правда, при низкой температуре инвертор не может обеспечить стабильность во время сварки – эта проблема актуальна даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
Говоря о том, как варить тонкий металл, нужно понимать, что сварочная техника инверторного типа имеет два вида полярности:
- прямой, при котором держак подключен к минусовой клемме, а масса – к плюсовой;
- обратный, предполагающий, что держак соединен с плюсовой клеммой, а масса – с минусовой.
Нагрев обеспечивается за счет плюсовой клеммы, поэтому подсоединенный к ней элемент нагревается сильнее. Данную особенность необходимо использовать при сварке аппаратом постоянного тока.

При помощи прямой полярности достигается проплавление заготовки на большую глубину, поскольку при ней, в первую очередь, нагревается металл изделия, а не электрод. Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
При обратной полярности изделие прогревается меньше, а температура концентрируется на электроде. Подобное распределение приводит к таким последствиям:
- металл имеет меньшую температуру, снижается вероятность его прожигания;
- происходит быстрое плавление электрода, лучше формируется шов.
Настройка оборудования перед сваркой металла
Так как нам важно качественно варить тонкий металл электродом, то в первую очередь необходимо грамотно выбрать соотношение параметров работы аппарата, инструмента и толщины заготовки. При этом важно придерживаться таких закономерностей:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6–2 | 2 | 2–2,5 | 3 |
| Сила тока, ампер | 10–20 | 32–35 | 45–55 | 60–70 | 75–80 |
Говоря о том, каким током варить тонкий металл, нужно понимать, что инвертор позволяет работать с двумя видами тока:
При использовании постоянного тока цепь подключают способом обратной полярности, то есть «минус» подсоединяют к заготовке, а «плюс» – к держателю. В результате нагрев смещается с изделия на инструмент, защищая основной материал от прогорания, деформации, наплывов.
Сварка тонкого металла переменным током связана с осуществлением работ при высокой частоте и более низком показателе силы тока, в сравнении с обработкой толстых листов. Необходимо снизить стартовые показатели тока на20–30 % и более. Бывалые мастера разжигают электрод на болванке, расположенной встык к заготовке, и сразу переносят его к месту основного соединения.
Руководство для начинающих по сварке тонкого металла инвертором
Сварка изделий из тонкого металла инвертором всегда должна производиться за кратчайшее время. Мастер проводит электрод по прямой всего раз, избегая остановок. При этом устанавливается минимальная сила тока.

Но прежде чем приступить к сварке, необходимо подготовить поверхность металлических элементов:
- Оценить изначальную геометрию и принять меры, позволяющие сохранить ее в процессе работы, если это требуется. А именно: снизить нагрев, использовать зажимы.
- Удалить с краев заготовок ржавчину, грязь, краску и другие загрязнения.
- Закрепить либо установить в требуемом положении элементы будущей конструкции, учитывая технологию.
Зафиксированные заготовки скрепляют друг с другом при помощи предварительных точечных прихватов. Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Обеспечивающая постоянный ток сварочная техника позволяет работать с обратной полярностью. В таком случае к «плюсу» подключают кабель с держателем электрода, а к «минусу» – металлические заготовки. В итоге электрод нагревается сильнее, чем само изделие.
Добиться меньшего нагрева металла позволяет еще одна хитрость: заготовки располагают вертикально или под наклоном. Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Чтобы работать с изделиями небольшой толщины, лучше приобрести качественные импортные электроды – так вы защитите себя от целого ряда трудностей.
Рекомендуем статьи
К сварке приступают с прихватки, электрод ведут вперед, избегая колебательных движений. Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Техника сварки тонкого металла
Одной из составляющих ответа на вопрос о том, как варить тонкий металл, является грамотный подвод краев пластин друг к другу. При соединении встык нередко остаются прожоги, поэтому подобный подход может использоваться лишь мастерами с большим опытом. По возможности рекомендуется расположить заготовки внахлест, чтобы обеспечить основание для наплавляемого металла и избежать его прожигания. Тогда электрод направляют на нижнюю пластину, чтобы не допустить подрезов верхнего элемента.
Сварка встык не предполагает разделки кромок, как и обеспечения зазора. Наоборот, сварщик как можно более плотно сводит кромки заготовок и делает прихватки. При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам. После чего для соединения элементов используют один из таких методов:
- Выставляют малый ток и быстро ведут шов, не отклоняясь от линии соединения.
- Немного увеличивают силу тока, но шов накладывают прерывистой дугой. В этом случае металл успевает остыть, прежде чем на него ляжет новая порция присадки.
- Варят указанными способами, но применяют при этом специальную подложку – она поддерживает разогретый участок, не давая ему провалиться. Лучше всего с этой целью использовать графитовую подкладку, иначе изделие может частично привариться к металлическому столу.
- Накладывают швы в шахматном порядке либо небольшими участками длиной по 100 мм, чтобы не допустить сильной деформации заготовок за счет нагрева шва по всей длине. Если выбран подход со сваркой участками, второй шов заканчивают на месте начала первого.
Так как варить тонкий металл нужно короткой дугой, соединение формируется быстро и без перегрева металла. При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
Правильная сварка тонкого металла: практические советы
1. Тонкий металл требует использования тонких электродов.
Речь идет об электродах толщиной 1,6–2 мм, применение которых сопровождается понижением сварочного тока. Дело в том, что более толстые электроды в сочетании с малым током гасят дугу. Если же для электрода диаметром 3 мм устанавливается необходимая сила тока, тонкий металл начинает гореть.
2. Выбирайте пониженный ток.
Это необходимо, чтобы не допустить прогорания тонкого металлического изделия. Обычно придерживаются таких норм:
- толщина металла 1-2 мм предполагает использование электрода диаметром 1,6 мм и тока 25–50 ампер;
- металл толщиной 2-3 мм варят электродом диаметром 2 мм и с силой тока 40–80 ампер;
- при толщине изделия 3-4 мм используют электрод диаметром 3 мм и ток 80–160 ампер.
3. Сохраняйте короткую дугу.
На длинной дуге в тонком металле образуются отверстия. Говоря о том, как варить тонкий металл, нужно понимать, что длинная дуга появляется, как только электрод слишком сильно поднимается над свариваемой поверхностью. Чтобы избежать прогорания тонкостенных конструкций, важно обеспечить стабильную короткую дугу: чем она короче, тем меньше вероятность подобных дефектов.
Если вы будете точно следовать указанным советам, вы не допустите прожигания тонкого металла во время сварки.
Сварка тонкого металла полуавтоматом
Для соединения изделий из тонкого металла, помимо инверторов, сегодня активно используется сварка полуавтоматом. Второй подход наиболее актуален при работе с корпусами автомобилей.

В этом случае не требуется менять электрод, поскольку оборудование обеспечивает непрерывную подачу проволоки. В итоге работа занимает гораздо меньше времени, что важно при осуществлении крупных проектов. Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Все перечисленные особенности приводят к тому, что неопытным сварщикам легче понять, как варить тонкий металл именно полуавтоматом. Кроме того, здесь может использоваться проволока толщиной 0,8 мм, поэтому у специалиста появляется возможность обрабатывать еще более тонкие листы стали. Однако для домашних условий инверторный способ остается наиболее востребованным из-за доступности оборудования.
Итак, теперь вы знаете больше о том, как варить тонкий металл. Пусть приведенные выше рекомендации облегчат вам работу и принесут пользу!
Бизнес в гараже. Производство

Бизнес в гараже

В 2014 году мы с моим коллегой по работе, сняли пустой гараж. У нас был аргонный сварочник, болгарка и шуруповерт. В 2018 году у нас уже был цех, коллектив в 14 человек и восемь рабочих столов. Нам удалось построить бизнес в гараже, производство с минимальными затратами.

Подписывайтесь на мой телеграм канал. Все мои чертежи в одном месте ЗДЕСЬ
В этой статье мне не удастся подробно разобрать все предлагаемые мной виды продукции. Иначе статья получится огромной. По каждому продукту я буду делать отдельные статьи. В статьях будут чертежи, видео, идеи по теме — «Бизнес в гараже, производство» с минимальными затратами.
Поэтому если вы не хотите пропустить эти статьи, подписывайтесь на нашу рассылку, по форме ниже
Либо подпишитесь в нашу группу во Вконтакте. Все статьи с сайта там дублируются
Так-как мы занимались производством изделий из металла, то и примеры будут из этой области. Научиться варить не так уж и сложно, по крайней мере аргоном, черный металл и нержавейку. Алюминий сложно варить, да и сварочник для этого стоит дороже. Ну если есть деньги, то лучше купить аппарат по алюминию включительно.
В гараже можно заниматься изготовлением чего угодно, главное что-бы площадь гаража позволяла. Поэтому и продукцию для реализации нужно подбирать малогабаритную.
Чем заниматься
Я предлагаю заниматься производством изделий из металла.
Я привел ниже три основных направления, которые я и буду разбирать.
- Изделия для гаража
- Классические, малогабаритные, популярные изделия из металла
- Стим-Панк и Лофт изделия
Бизнес в гараже на обвесах для мотоциклов, производство.

Уже написал статью и вспомнил перспективное направления. В этом направлении у меня были самые первые попытки в построении собственного производства.
Это направление — МОТОЦИКЛЫ. С каждым годом байкеров становится все больше. И на этой теме сварщик может нехило стартануть.
Первую статью по мотоциклам я уже написал. Ссылка на нее ниже.
Изделия для гаража
Это изделия которые можно использовать в гараже. В основном эти изделия служат для экономии места в гараже. Они позволят развешать хлам по стенам, велосипеды, инструмент и колеса.
Идея в том что если вы будете работать в гаражном массиве, то клиентура будет у вас по соседству.
Пандус или эстакада для легкового автомобиля

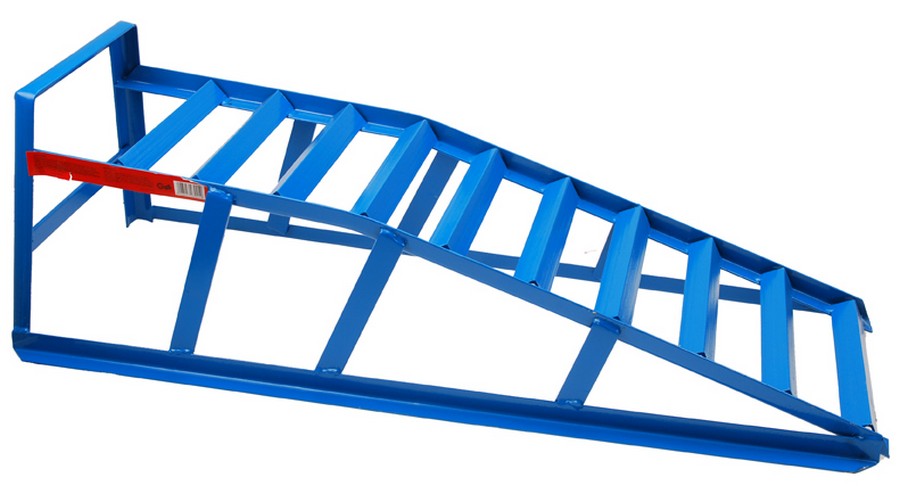
Чертеж эстакады
Я начертил эстакаду с картинки прошлого абзаца. Чертил на глаз, сам я эту эстакаду не делал, гарантию не дам. Прочностные характеристики нужно проверять по факту производства.
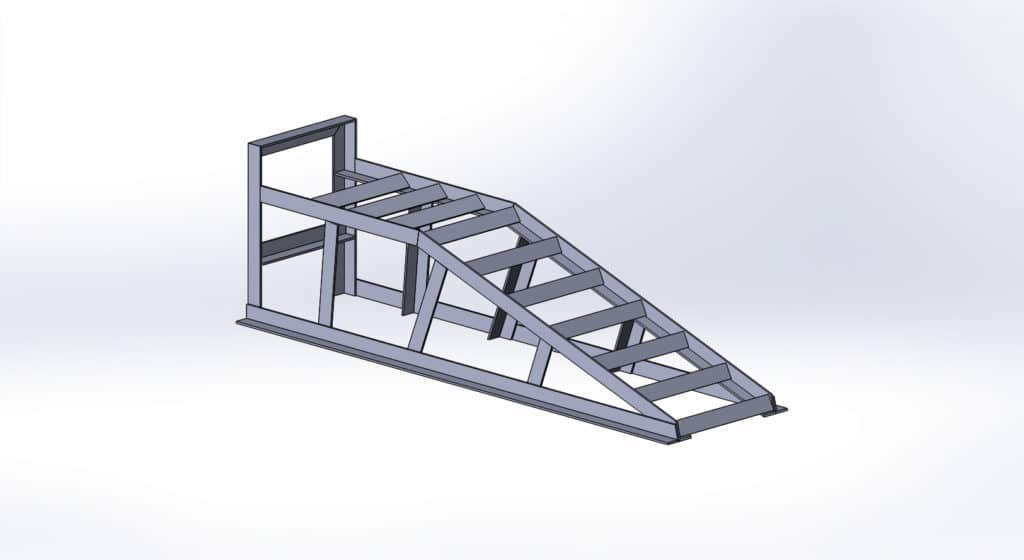
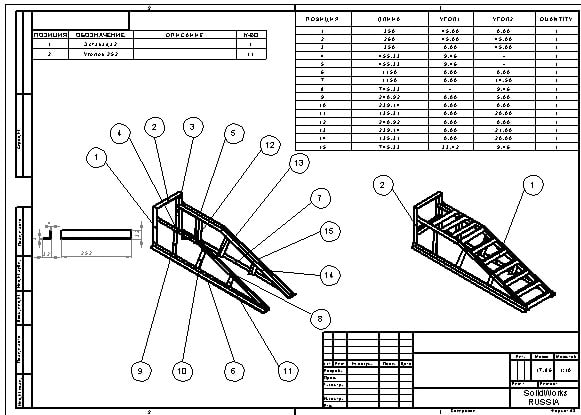
На картинке выше вы ничего не увидите. Поэтому можно скачать чертеж в формате PDF и Solidworks ниже нажав на кнопку
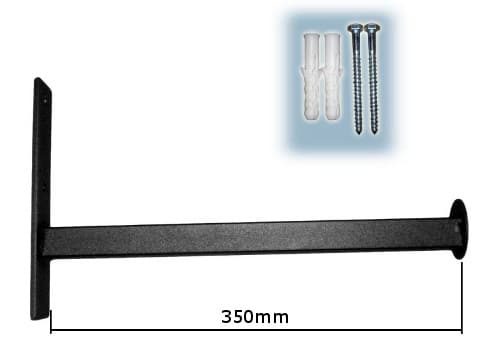
Изделия для размещения колес
Различные варианты изделий позволяющие экономно разместить колеса
Кронштейн для одного или двух колес, монтируется на стену. Изготовить просто.

Тема стеллажей довольно актуальна, поскольку стеллажи производимые на заводах достаточно дорогие. Мини стеллажи для колес. Не обязательно точно повторять стеллажи. Если нет трубогиба, повороты можно заменить сварными поворотами.


Стеллажи к тому-же еще и разборные, это облегчает транспортировку.

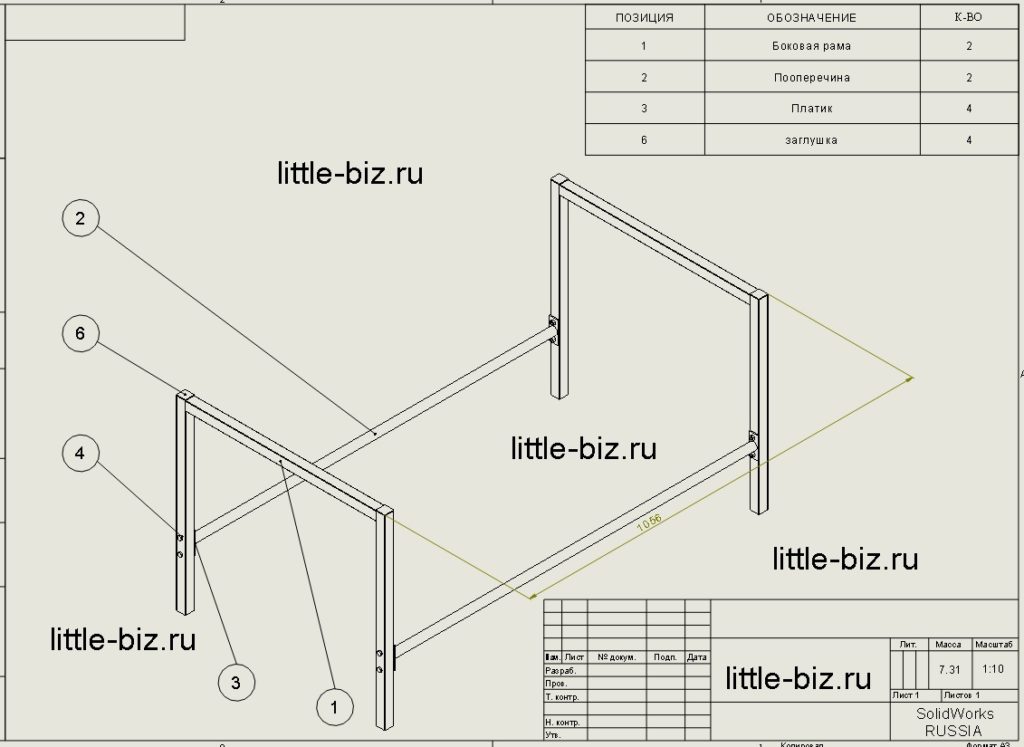
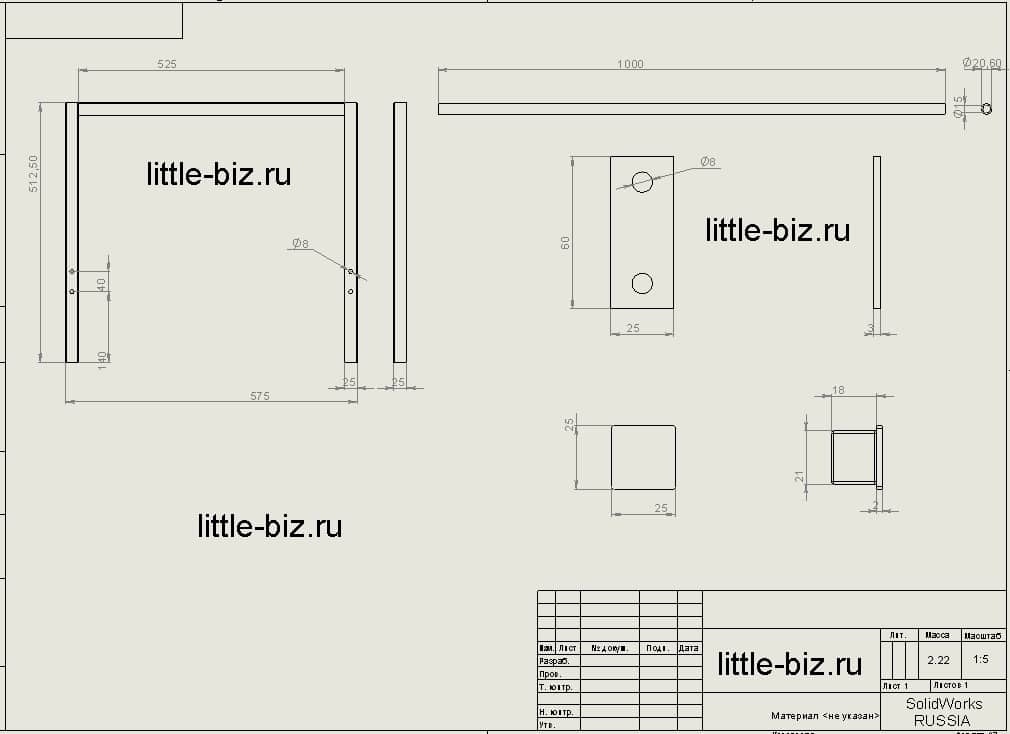
Чертежи изделий из металла для размещения колес
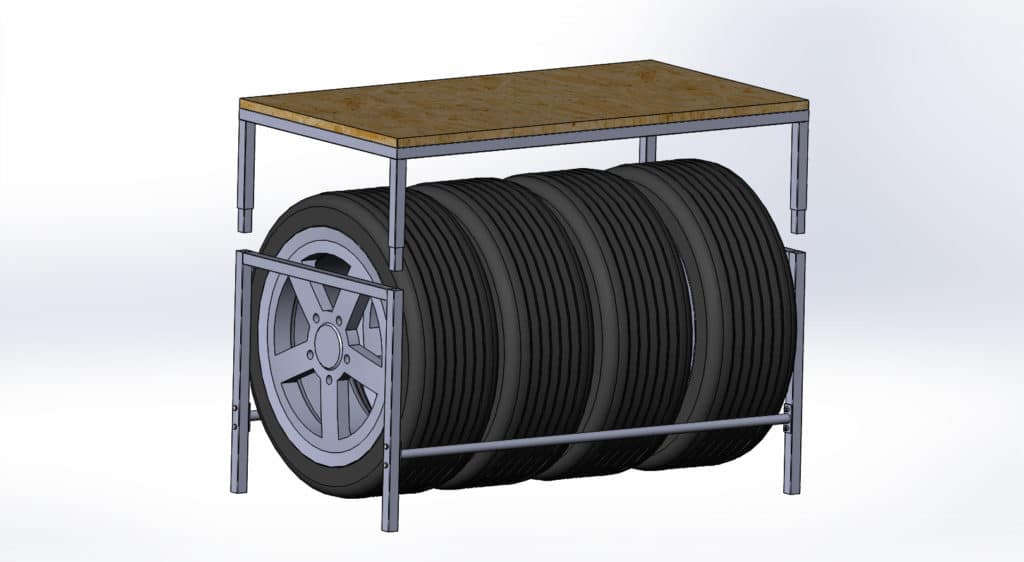
Напольный горизонтальный стеллаж, чертеж
Чертеж напольного горизонтального стеллажа на четыре колеса. Так-же я начертил полку на стеллаж, под инструмент или другой хлам.
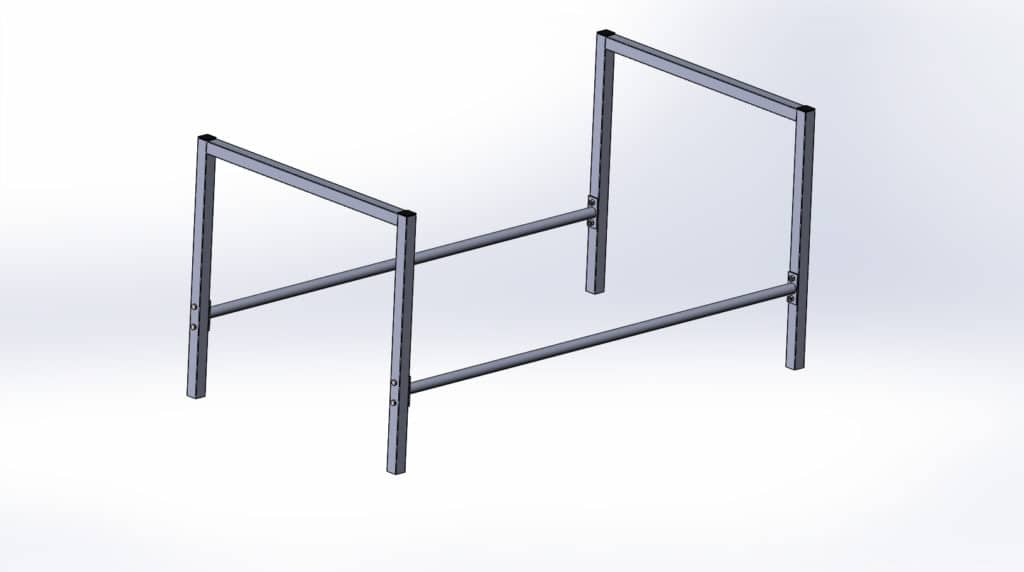
Стеллаж с полкой
Вертикальный стеллаж, чертеж
Стеллаж на четыре колеса
Стеллаж под потолок, чертеж
Чертеж трехуровнего стеллажа для колес
Отбойники для гаража
Отбойник для колес
Отбойники для дверей
Различные кронштейны
Кронштейны для размещения велосипедов
Кронштейны для щеток, лопат и т.д

Складная скамейка для гаража

Производство классических изделий как бизнес в гараже
Ниже представлены всем известные металлические изделия. Изделия относительно малогабаритные. На их основе в вполне возможно открыть бизнес в гараже, поскольку производство не требует много места и с минимальными затратами.
Скамейки из металла
Скамьи вполне можно производить в условиях гаража без сложных средств производства. Кустарным способом можно производить довольно интересные скамьи.
Я покопался на европейских сайтах и нашел несколько фоток вариантов скамеек. По этим фото я начертил подробные чертежи этих скамеек.
Чертежи скамеек
Журнальные столы
На данный момент я начертил три чертежа журнальных столов. Картинки столов ниже.
Слол 1
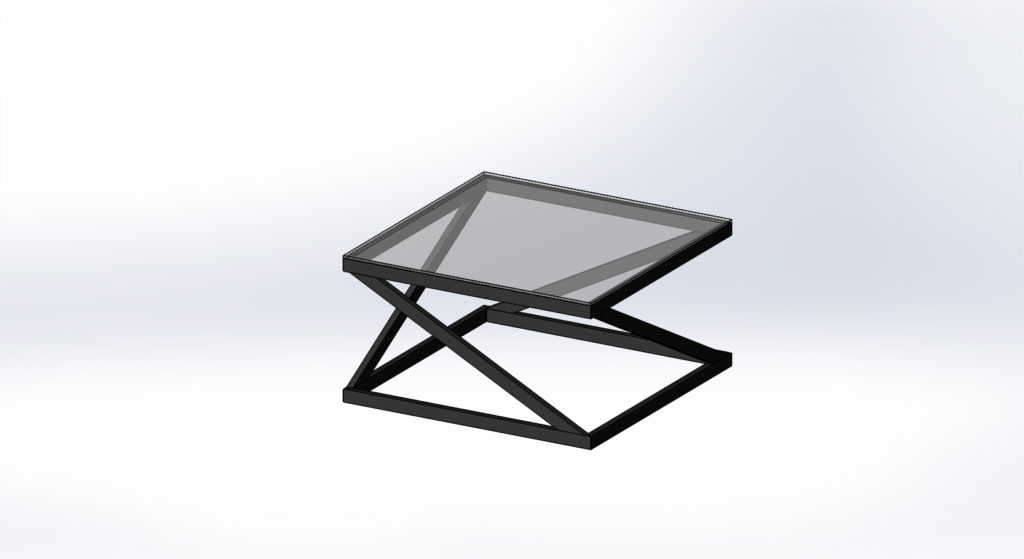
Статья с чертежом
Стол 2

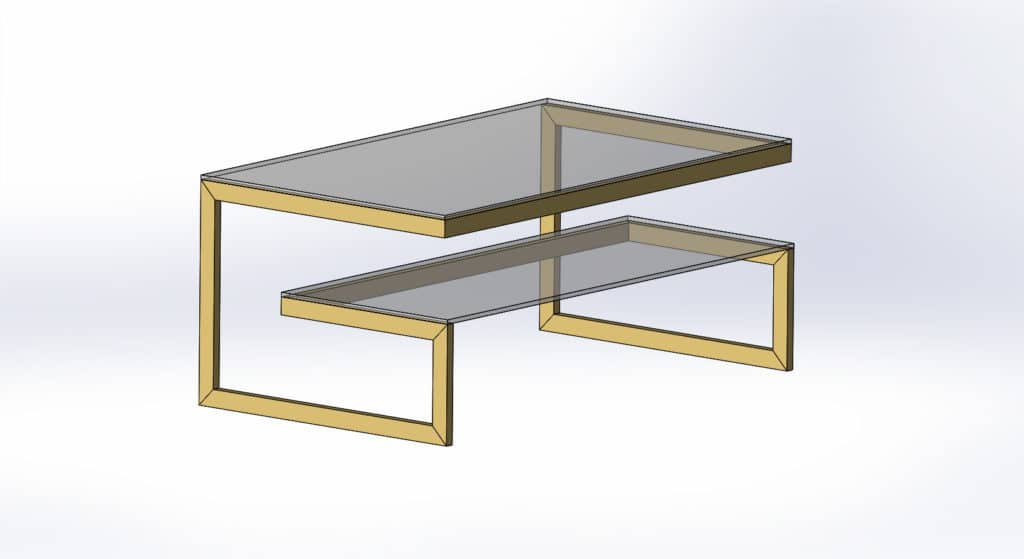
Также можно посмотреть видео 3D моделей столиков у меня на канале ЗДЕСЬ
Качели
Есть два варианта чертежей одной качели, цельная которая будет вкапываться в землю и разборная с закладными в землю
Перила, ограждения из нержавейки
По этой теме я посвящаю рубрику Перила и Ограждения Перейти в рубрику .
На данный момент в этой рубрике три статьи.
Одна статья о том какое производство открыть, нюансы при открытии малого производства Статья
Две статьи про обработку нержавейки, шлифовка/полировка/сатинирование Статья
В последствии в этом разделе будут статьи с видео, с пошаговым изготовлением эксклюзивных перил. Статьи по созданию тестового сайта по этой теме и с настройкой рекламы на сайт.

Я нашел пару десятков фото перил у европейских производителей. Выберу несколько вариантов и начну их копировать, изготовление копий буду записывать на видео. Изготовлю мини косоур-стенд, на который буду монтировать перила. Так-же перила на стенде нужно будет сфотографировать, фотки пойдут на будущий тестовый сайт. Если вы надумаете заняться изготовлением перил, то фотки для своего сайта можете использовать мои.
Вообще Рубрика «Перила и Ограждения» будет готовым Кейсом по открытию направления производства по перилам.
Баки для воды

Козырьки из металла и поликарбоната
Небольшие навесы вполне можно делать в гаражных условиях.
На картинке ниже основные виды козырьков. С радиусными навесами будут проблемы из-за гнутых элементов. Придется искать гибщика или покупать трубогиб. По началу можно и не предлагать радиусные навесы.
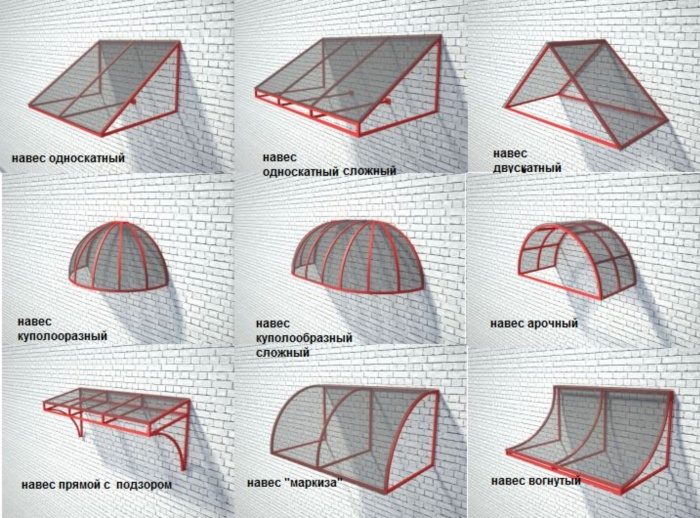
Ниже вы можете перейти на страницы где можно скачать чертежи козырьков
Чертеж козырька 1600х960(арка)

Прейти на страницу с чертежом можно нажав на кнопку ниже
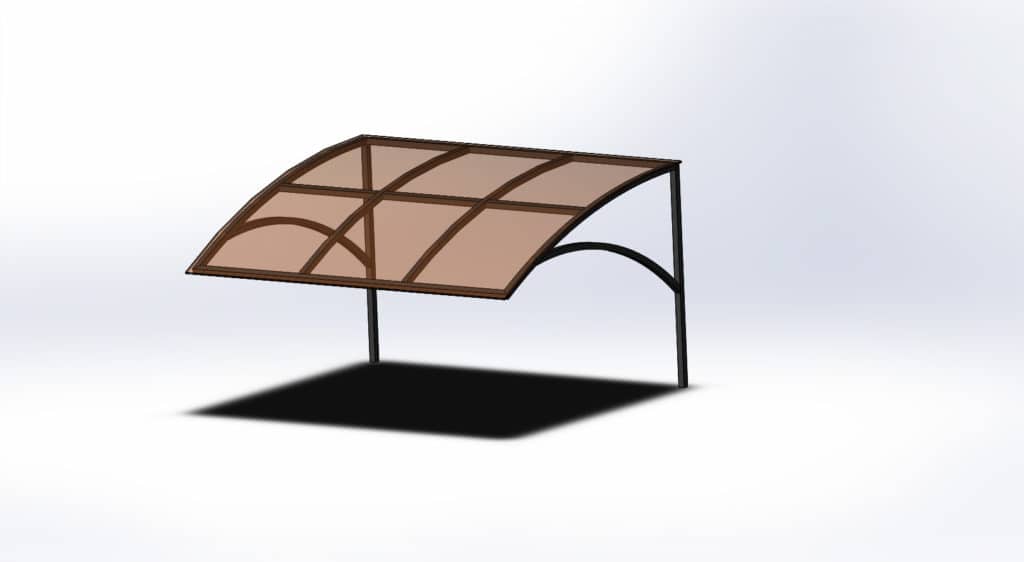
Статья с чертежом ниже
На сегодняшний день занимаюсь разработкой трубогиба. Чертеж трубогиба можно будет найти в рубрике «Чертежи»
Решетки на окна
На сегодняшний день не популярный вид продукции. Но периодически проскакивает.

Как вариант решетка с кованными элементами. На сегодняшний день много организаций торгуют кованными элементами и недорого.
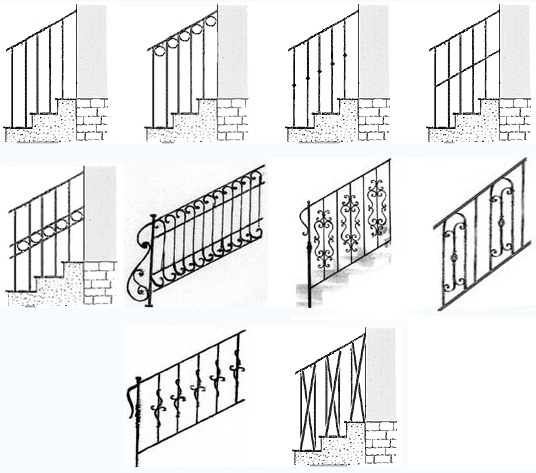
Ограждения из кованины
Как я уже написал выше, не обязательно быть кузнецом, что бы делать кованные изделия. Вариантов кованных перил множество, от простых до очень сложных. Замеряете лестницу, покупаете элементы, свариваете, красите или красит заказчик.
Сварной каркас для крыльца. Туда же перила
Большинство «самостроителей» частных домов, пытаются как можно больше работы в строящемся доме осуществить самостоятельно. Крыльцо не будет исключением. Владельцу дома будет дешевле — отдельно заказать каркас крыльца в гараже, самостоятельно отвезти на покраску, самостоятельно же смонтировать, купить ступени и прикрутить их. После у этого же сварщика можно и перила заказать. А если этот заказчик обратиться в компанию, он заплатит — замерщику, бухгалтеру, менеджеру, за логистику, за аренду офиса и цеха компании. Плюс накрутку конечно.

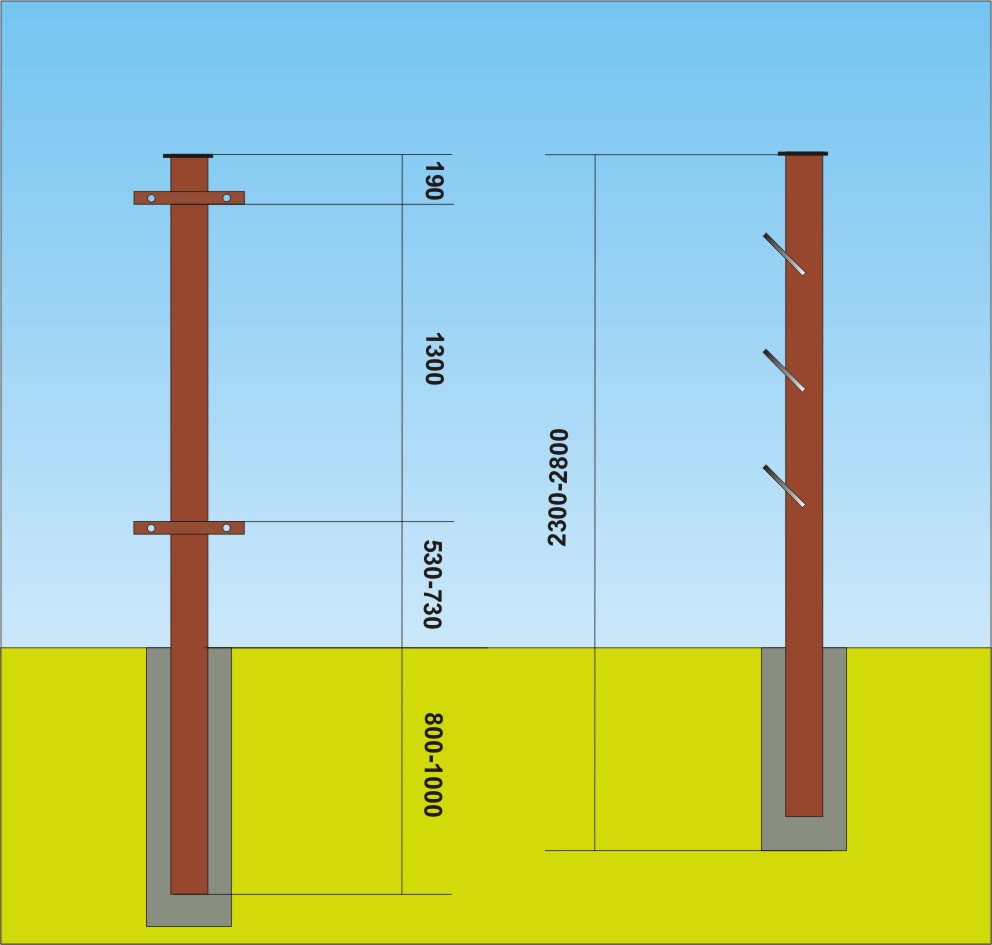
Столбики для заборов на профлисте и сетке рабицы
С этим вариантом нужно мониторить конкурентов в вашем регионе. Последнее время спрос на данный вид продукции большой, следовательно появилось много конкуренции. У конкурентов может быть очень низкая цена. В эту тему активно подключились металлобазы у которых преимущество в цене на трубу, т.к опт.
Бизнес в гараже на сварке
Сварочные работы сами по себе — всегда будут в почете. Тем более в гаражном массиве. Особенно если ваш сварочник варит алюминий и вы соответственно. Так же выезд никто не отменял.

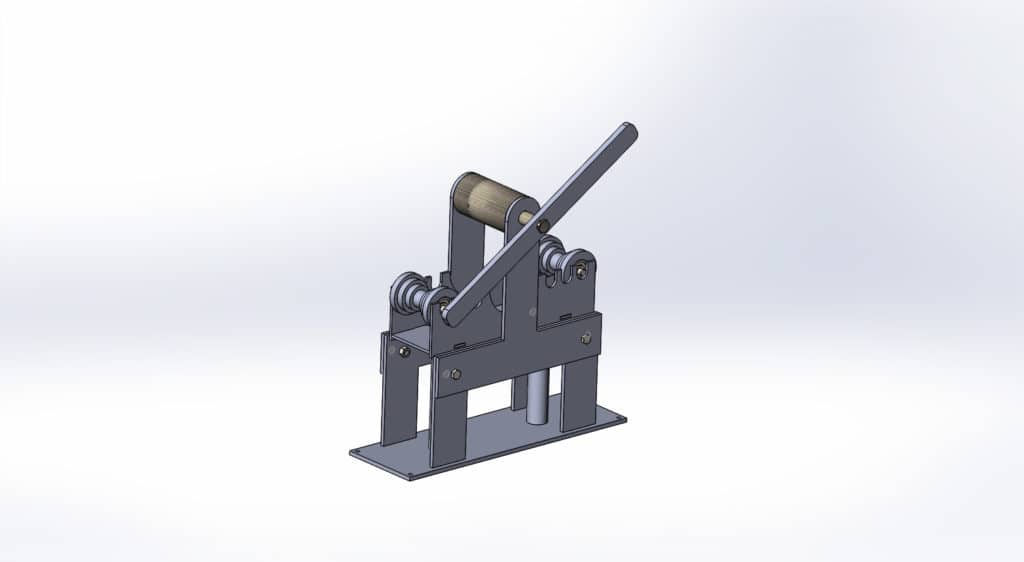
Пандусы для инвалидов
На тему пандусов для инвалидов уже есть статья
Основная работа в производстве пандусов не в гараже. В этом случае нужно найти производство где есть гибка и резка металла(можно плазморез). Основная работа в гараже — это сборка пандуса и сверловка поперечин между полозьями пандуса.

Чертеж перекатного пандуса
Размеры 400х400х800х40 мм
Ширина 800 мм, Скаты по 400 мм и высота порога 40 мм
Поручни пристенные настенные
Я и не знаю делает ли кто нибудь поручни из черного металла в наше время. По-моему везде только нержавеющие поручни. Самые простые поручни из нержавейки вообще не требуют сварки, все сборное.
Но такие поручни очень не ненадежные. Поэтому советую приобрести аргонный аппарат, хотя-бы по нержавейке и чернухе. В идеале конечно что-бы и алюминий варил.
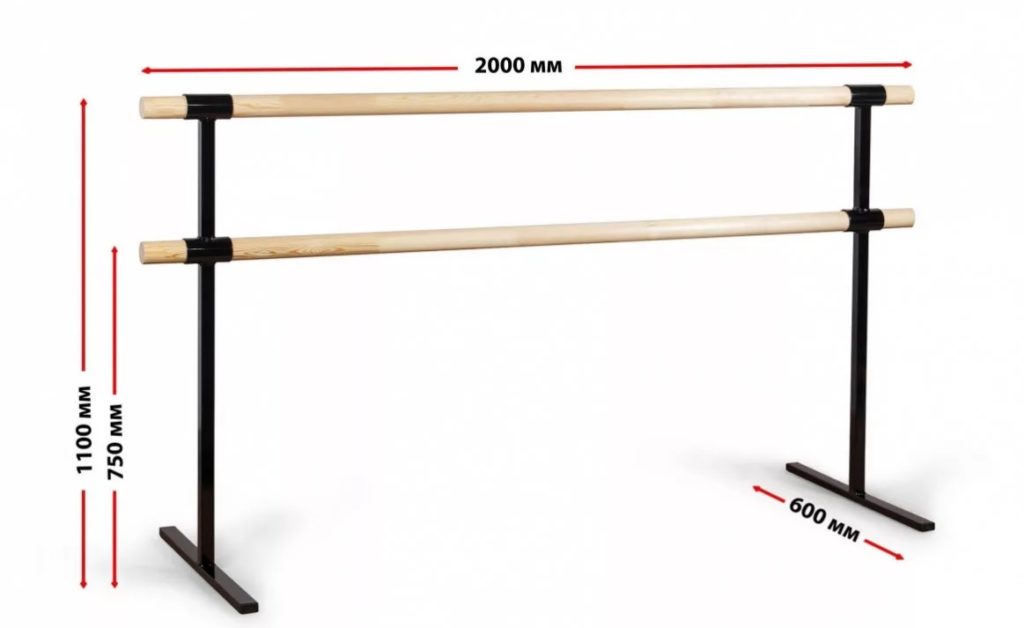
Балетные станки
Металлическую часть балетных станков изготовить не сложно. Поручень из дерева 50мм найти не просто. Втулка из трубы диаметром 57мм, внутренний шов нужно сточить.
Лофт и Стим-Панк как бизнес в гараже, производство
Стиль интерьера который последние годы набирает оборот популярности в СНГ. На самом деле лофт-интерьер не нов, а даже стар. И при этом металлическую часть просто изготовить. Сложная сторона мебели ЛОФТ — это деревяшки.
Производство с минимальными затратами не получится, т.к деревянные элементы дорого стоят. Но подобные вещи делаются под заказ и по предоплате. На сегодняшний день такая мебель довольно дорого стоит, но появляются гаражные мастера с низкими ценами. Почему бы вам не стать одним из них. Производство лофт продукции, это отличная идея под бизнес в гараже.
Производство Стим-Панк изделий как бизнес в гараже
Это больше творческое направление деятельности, стиль похож на предыдущий ЛОФТ. Но Стим-Панк имеет более глубокую идею. Самому придумывать изделия не стоит, если вы конечно не фанат этой темы, можно копировать. Ниже примеры изделий в этом стиле.
Почитайте про стимпанк, что-бы понять основы для изготовления данной продукции.
Недостаток этого стиля в том что сложно найти клиента. Тема пока не очень популярна.
Мои контакты
Если есть вопросы, пишите.
После заполнения формы нажмите звездочку с надписью SEND.
Пишите мне в соцсетях. Ссылки в меню справа от статьи, если вы зашли с компьютера. И вверху сайта, если с телефона.
Читайте также: