Сварка черных и цветных металлов
Обновлено: 04.10.2024
Сварка – это сложный процесс соединения металлов через высокотемпературный нагрев. Здесь сочетаются законы электричества, теплопроводности, металлургии и химических состояний веществ. Без понимания этих законов могут возникнуть осложнения, которые приведут к разрушению сварного шва.
Чтобы снизить возможные риски, важно знать особенности сварки различных типов металлов. Это сэкономит время при сваривании и пост-обработке изделий, например полировке и шлифовании.
Особенности сваривания углеродистых сталей
Углеродистая сталь состоит из нескольких элементов, различающихся по химическому составу. Ключевым из них является углерод с незначительным добавлением примесей –кремния, фосфора или серы. Именно количество углерода оказывает большое влияние на свариваемость.
По содержанию углерода, которое колеблется в диапазоне от 0,1 до 2,1 %, различают 3 типа углеродистых сталей:
- Низкоуглеродистые – содержат менее 0,30 % углерода.
- Среднеуглеродистые – содержат около 0,30 %–0,60 % углерода.
- Высокоуглеродистые – 0,61%–2,1% углерода.
Низкоуглеродистая высокопластичная сталь обычно является наиболее легко свариваемой при комнатной температуре. Среднеуглеродистая сталь требует предварительного прогрева и последующей термообработки, чтобы не растрескался сварной шов. Для сварки высокоуглеродистой стали потребуется тщательный предварительный нагрев и последующая температурная обработка.
Следует учитывать и скорость охлаждения сварного шва. Углеродистая сталь с большим количеством углерода и другими элементами охлаждается медленнее, чем низкоуглеродистая.
Чтобы в сварной шов не попал водород, из-за которого в металле образуются поры, область сварки необходимо очистить от масел, краски, ржавчины или окалины.
Сварка низкоуглеродистых сталей
При газовой сварке низкоуглеродистых сталей в аргоне используют присадку в виде металлической низкоуглеродистой проволоки, чтобы в сварном шве не было пор
Стали с низким содержанием углерода свариваются лучше всего, причем без применения флюса. Для соединения деталей чаще всего используют ручную дуговую сварку электродами с различными типами покрытия или газовую сварку. Первый метод подходит для деталей толщиной более 5 мм, второй – для небольших тонких деталей менее 5 мм.
Как правило, для дуговой сварки низкоуглеродистых сталей используют электроды с рутиловым или кальциево-фтористорутиловым покрытием с добавлением небольшого количества железного порошка.
В таблице можно посмотреть марки электродов для сваривания рядовых и ответственных конструкций:
Рядовые конструкции
Ответственные конструкции
АНО-6, АНО-3, АНО-4, АНО-5, АНО-6, ОЗС-3, ОММ-5, ЦМ-7
АН-7, АНО-1, ВСП-1, ВСЦ-2, ДСК-50, К-5А, КПЗ-32Р, МР-1, МР-3, ОЗС-2, ОЗС-4, ОЗС-6, ОМА-2, РБУ-5, СМ-5, СМ-11, УОНИ-13/45, УОНИ-13/55, УП-1/45, УП-2/45, УП-1/55, УП-2/55, Э-138/45Н, Э-138/50Н, ЭРС-1, ЭРС-2
Альтернативными методами сварки низкоуглеродистых сталей являются:
- электрошлаковая сварка с использованием флюсов;
- автоматическая и полуавтоматическая сварка;
- сваривание с использованием порошковой проволоки.
После соединения деталей структуру конструкции нужно сделать равномерной. Для этого изделие нагревают до 400 °С и остужают на воздухе.
Сварка среднеуглеродистых сталей
Среднеуглеродистые стали используют в машиностроении для изготовления рельсов, осей и колес вагонов, несущих деталей. Сплавы металлов со средним содержанием углерода хорошо поддаются ковке.
Процесс сварки таких сталей проходит сложнее из-за разницы в прочности сварного шва и соединяемых деталей. Кроме того, вдоль шва могут образовываться трещины и поры. Чтобы стабилизировать баланс прочности, при сварке применяют электроды с низким содержанием углерода:
- АНО-7;
- АНО-8;
- АНО-9;
- ОЗС-2;
- УОНИ-13/55;
- УОНИ-13/65;
- ОЗС-2;
- К-5а.
Перед сваркой детали предварительно прогревают до 400 °С. Величина температуры зависит от толщины деталей и количества углерода в них. Кроме того, в процессе сварки детали постоянно подогревают для ровного распределения температуры. При толщине деталей более 4 мм необходимо предварительно обработать кромки в зависимости от типа соединения.
Детали соединяют сваркой минимум в два прохода. При этом шов нужно вести равномерно, без разрывов. После сварки изделие медленно охлаждают в термостате или с помощью теплоизоляционных материалов.
Для среднеуглеродистых сталей применяют такие типы сварки, как:
Сварка высокоуглеродистых сталей
Самые сложные стали для сварки – с высоким содержанием углерода. При соединении деталей образуется высокая концентрация мартенсита – твердого раствора, перенасыщенного углеродом. Мартенсит делает металл хрупким, что приводит к разрыву сварного шва после остывания.
При сварке высокоуглеродистых сталей следует использовать низковольтный электрод. Кроме того, предварительный нагрев металла до 300 °C замедляет процесс охлаждения и предотвращает концентрацию мартенсита. Последующий нагрев также уменьшит напряжение и усилит сварку.
Важно! Не допускается сваривать высокоуглеродистую сталь, если внешняя температура воздуха опустилась ниже 5 °C или на месте сварочных работ «гуляют» сквозняки.
Если все условия соблюдены, высокоуглеродистую сталь сваривают теми же способами, что и среднеуглеродистую. Для сварки можно применять и ацетиленовую горелку с расходом газа от 75 до 90 дм³/ч на 1 миллиметр толщины сварного шва.
Особенности сваривания легированных сталей
В легированной стали содержится хром, марганец, молибден, вольфрам, никель и другие элементы, которые повышают устойчивость к коррозиям, износам и твердость деталей.
По содержанию элементов легированные стали делят на 3 типа:
- Низколегированные, содержащие не более 2,5 % легирующих элементов.
- Среднелегированные, содержащие 2,5 %–10 %.
- Высоколегированные – более 10 % элементов.
Сталь называется по тому элементу, который входит в ее состав, например молибденовая, хромистая или ванадиевая. В зависимости от объема содержания легирующих элементов для каждого типа стали используют определенные особенности сварки.
Сварка низколегированных сталей
Главный показатель свариваемости таких сталей – это сопротивляемость к появлению трещин после остывания металла. Низколегированные стали содержат небольшое количество углерода, никеля, кремния, серы и фосфора, что исключает появление разрывов в процессе сварки.
Для них используют следующие методы:
- Дуговую сварку с электродами типа Э-70 с фтористо-кальциевым покрытием с низким содержанием водорода. Величину сварочного тока выбирают в зависимости от диаметра электрода, его марки, толщины сварных деталей и типа соединения. Сваривают в один проход без разрывов с постоянным подогревом более 200 °С.
- Сварку под флюсом при постоянном токе обратной полярности с силой не более 800 А и напряжением дуги не более 40 В. Детали толщиной до 8 мм сваривают в один проход, для деталей с толщиной до 20 мм используют двухстороннюю сварку. Чаще всего для соединений без обработки кромок используют проволоку Св-08ХН2М.
- Газовую сварку в углекислом газе – характеризуется повышенным выгоранием легирующих элементов. Если для сварки используют углекислый газ, сварщик должен брать проволоку Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ или порошковую проволоку. Если используют аргоновую смесь, оптимальным вариантом будет проволока Св-08ХН2ГМЮ.
Сварка среднелегированных сталей
Среднелегированные стали содержат никель, молибден, хром, ванадий и вольфрам и отличаются хорошим сочетанием прочности и пластичности за счет очистки от неметаллических элементов.
Прочность соединения сварных частей зависит от химического состава сварного шва. Баланс достигается за счет уменьшения доли легирующих элементов в сварном материале по сравнению с основным металлом. Крепкий на разрыв шов образуется, когда в него переходят легирующие элементы основного металла.
Для сварки используют низколегированные электроды, не содержащие органических элементов. Во время сварки важно не допустить воздействия на металл влаги или ржавчины, так как содержащийся в них водород снижает прочность сварного шва.
Для сварки среднелегированных сталей чаще всего применяют проволоки:
- Св-08Х20Н9Г7Т;
- Св-08Х21Н10Г6;
- Э-13Х25Н18;
- Э-08Х21Н10Г6;
- ЭА-1Г6.
Основными методами сварки являются:
- Аргонодуговая сварка. Эффективна для соединения деталей толщиной 3–5 мм с применением неплавящегося электрода для достижения равномерной глубины проплавки.
- Газовая сварка ацетиленокислородом, которая позволяет добиться качественного и ровного шва.
Сварка высоколегированных сталей
При нагревании выше 500 °С в высоколегированной стали происходит выпадение карбидов хрома, из-за чего теряются антикоррозийные свойства. Чтобы восстановить их, деталь нагревают до 1000–1150 °С и быстро охлаждают
Ключевые характеристики таких сталей, которые влияют на качество сварки, – низкая степень теплопроводности и высокий коэффициент линейного расширения. Первая характеристика влияет на увеличение тепловой концентрации в месте соединения и проплавления металла. Высокое линейное расширение приводит к деформациям деталей и появлению трещин.
При этом высоколегированные стали считаются жаропрочными, хладостойкими и устойчивыми к коррозиям. Одну и ту же марку стали не используют для различных изделий, а значит и подход к сварке будет индивидуальным.
Надежнее всего для сварки использовать электроды с покрытием из молибдена, марганца или вольфрама, это повысит пластические свойства металла и снизит вероятность появления трещин. Перед сваркой металл необходимо подогреть до 200–300 °С и выше для сбалансированного распределения температур. После сварки металл также нужно термически обработать.
Для сварки высоколегированных сталей применяют:
- Газовую сварку с пламенем мощностью 70–75 дм 3 ацетилена/ч на 1 мм толщины металла. Ее используют для тонких деталей в пределах 1–2 мм. Здесь применяют низкоуглеродистую сварочную проволоку Св-02Х19Н9Т или Св-08Х19Н10Б с диаметром близким к толщине сварной детали.
- Ручную дуговую сварку – больше вариантов в выборе электродов. Чаще всего используют проволоку с фтористокальциевой обмазкой для получения шва нужного химического состава.
- Сварку под флюсом – для деталей толщиной 3–50 мм. Флюс замешивают на жидком стекле и наносят на кромки деталей. Сваривают после того, как флюс засохнет.
Особенности сваривания меди и медных сплавов
Медь и ее сплавы отличаются высокой теплопроводностью, что затрудняет получение прочного сварного шва. Поэтому такие металлы сваривают с помощью методик высокотемпературного плавления. Чаще всего применяют:
- дуговую сварку в защитных газах;
- ручную дуговую сварку покрытыми электродами;
- механизированную дуговую сварку под флюсом;
- газовую сварку;
- электронно-лучевую сварку.
Сварка в защитных газах
При таком типе сварки с минимальным содержанием примесей получается прочный сварной шов. Чаще всего применяют азот, аргон, гелий и их смеси. В качестве электрода используют неплавящийся вольфрамовый стержень, а для присадки – медную проволоку. Для азотной сварки на присадочную проволоку наносят борный флюс.
Ручная дуговая сварка
Выполняют на постоянном токе обратной полярности. Для медных листов толщиной до 4 мм не требуется разделка кромок, для листов до 10 мм применяют одностороннюю разделку с углом скоса 60–70° и притуплением 1,5–3 мм, для листов более 10 мм – Х-образная разделка.
При дуговой сварке используют электроды «Комсомолец-100», АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ЗТ и АНЦ-3. Сварку ведут по короткой дуге. Для металла толщиной в 5–8 мм требуется прогрев до 300 °С, при толщине 24 мм – до 800 °С. Для сплавов меди с никелем, бронзой и латунью применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1 и МН-4.
Механизированная дуговая сварка под флюсом
Машина равномерно подает флюс, так что по окончании сварки получается идеально ровный сварной шов
Металл сваривают с помощью угольного или плавящегося электрода. Для угольного электрода применяют постоянный ток прямой полярности и флюсы АН-348А, ОСЦ-45, АН-20. Кромки металла собирают на графитовой подкладке, а поверх стыка кладут присадочный материал, как правило латунь. Таким способом удобно сваривать детали толщиной до 10 мм.
Для сварки с плавящимся электродом используют постоянный ток обратной полярности и флюсы АН-200, АН-348А, ОСЦ-45 и АН-M1. Если при сварке применяют неплавящийся керамический флюс ЖМ-1, дугу нужно запускать при переменном токе.
Этот способ удобен, потому что не требует предварительного прогрева металла. Для сварки чистой меди используют проволоку диаметром 1,4–5 мм из меди МБ, M1 или бронзы БрКМц 3-1, БрОЦ 4-3.
Для сварки латуни используют флюсы АН-20, ФЦ-10, МАТИ-53, бронзовые БрКМцЗ-1, БрОЦ4-3 и латунные ЛК80-3 проволоки.
Газовая сварка
Чаще всего применяют ацетиленокислородную сварку, с помощью которой достигается сверхвысокая температура пламени. Для газовой сварки используют флюсы с содержанием бора. Флюс наносят слоем в 10–12 мм на кромки и присадочную медную проволоку М1 или М2. Для сварки латуни рекомендуется брать проволоку ЛК80-3 из кремнистой латуни.
Электронно-лучевая сварка
Такой тип сварки эффективен в производстве медных изделий высокой чистоты, так как не допускается выпадение и осадок примесей. Альтернативным типом соединения деталей является плазменная сварка, которой «сшивают» металл толщиной до 60 мм. При сварке используют слой флюса или порошковую проволоку.
Особенности сваривания алюминия и алюминиевых сплавов
Главная особенность сварки алюминия и его сплавов – активная реакция металла с кислородом, при которой образуется оксид алюминия Al2O3 с повышенной температурой плавления в 2050 °С. При этом температура плавления чистого алюминия – всего 658 °С. Оксид остается в сварном шве и разрушает его структуру.
Второй ключевой момент – разрушаемость алюминия при температуре в пределах 600 °С. Важно учесть, что у алюминия нет переходного состояния и при сильном нагреве он становится жидким.
Эти проблемы решаются следующими путями:
- При сварке применяют флюсы и электроды со специальными покрытиями, которые растворяют Al2O3. После сварки остатки электродов и флюсов необходимо тщательно удалить с деталей.
- Для присадки используют проволоку из алюминия с 5-процентным содержанием кремния.
- Детали толщиной в 6–7 мм сваривают одним проходом без обработки кромок. Для сварки деталей толщиной более 7 мм на кромках делают скос до 60 градусов.
- Для сварки используют стальные подкладки, которые удерживают тепло в нужных точках.
- Алюминиевые детали толщиной более 20 мм предварительно прогревают до 400 °С.
- Начинают сварку при сильном постоянном токе обратной полярности, постепенно снижая его на 15 %.
Как правило, алюминий и его сплавы соединяют аргонно-дуговой сваркой. Для деталей толщиной до 10 мм используют неплавящиеся вольфрамовые или углеродные электроды, а для более толстых – плавящиеся стержни.
Алюминиевые сплавы представлены в 4 категориях:
- алюминиево-марганцевые;
- алюминиево-магниевые;
- алюминиево-медные;
- алюминиево-кремниевые.
Первый тип отличается повышенной прочностью и устойчивостью к коррозиям. Эти характеристики улучшаются, если использовать сплав алюминия и 5–6 % магния. Прочность дюралюминиевых сплавов повышается при закалке.
Алюминиевые детали толщиной до 4 мм сваривают через прямой стык без скоса кромок. При соединении необходимо оставить зазор не более 0,5 мм. Для более толстых деталей на кромках делают V-образный скос под 35 градусов.
Внахлест детали лучше не сваривать, так как между кромками будет затекать флюс, который вызовет коррозию металла. Перед сваркой кромки нужно обезжирить и очистить от оксида алюминия металлической щеткой или ортофосфорной кислотой.
Можно ли сваривать алюминий со сталью при изготовлении металлических изделий? Да, но нужно учитывать, что при сварке образуются хрупкие соединения, которые разрушают структуру стального шва. Проблему решают двумя путями:
- Используют биметаллические переходные вставки из алюминия и других металлов. При этом применяют сварку взрывом, прокатку, давление подогревом. Таким образом каждый тип металла приваривается к себе подобному.
- Используют алюминиевое покрытие стали с помощью погружения в расплавленный металл или припайку алюминия на стальную деталь. Кроме того, сталь можно покрыть припоем из серебра, а при сваривании использовать присадки из алюминиевых сплавов.
Особенности сваривания титана и титановых сплавов
Титан и его сплавы сваривают по специальным технологиям, так как данный металл ведет себя весьма специфично при различных температурах
Титан – металл с высокой температурой плавления – около 1600 °С. Считается одним из самых сложных металлов для сварки, так как в чистом виде активно реагирует с кислородом и азотом при нагревании до 400 °С. Поэтому зону сварки необходимо изолировать от воздействия атмосферного воздуха.
Для соединения титановых деталей нужна очень быстрая сварка без постепенного повышения температуры. Поэтому самым распространенным способом соединения титана и его сплавов является аргонная сварка на постоянном токе малой величины. Для нее не нужны электроды и флюсы, что исключает попадание в сварной шов посторонних соединений.
Титан и титановые сплавы сваривают в 2 этапа:
- Подготовка. Сварщик зачищает поверхность титановых деталей, удаляет различные оксиды. Детали обрабатывает соляной кислотой или фтором при температуре 60 °С. От попадания воздуха детали защищают медными или стальными прокладками.
- Сварка. В аргонную горелку вставляют вольфрамовый электрод. При появлении дуги образуется сварочная ванна с температурой до 6000 °С. Аргон обеспечивает дополнительную защиту от кислорода и азота.
При соблюдении всех требований у сварщика получается ровный и аккуратный сварной шов, который не требует дополнительной обработки.
В заключение стоит отметить, что для сваривания различных типов сталей требуется соответствующая квалификация сварщика. Например, начинающий сварщик легко справится со сваркой алюминия или низкоуглеродистых сталей. А вот сварить титан и его сплавы под силу опытному мастеру, который досконально знает все особенности процесса.
Технологические особенности сварки сталей, чугунов и цветных металлов
1. Сварка углеродистых и легированных сталей
Низкоуглеродистые и низколегированные стали обладают хорошей свариваемостью и соединяются большинством способов сварки без особых трудностей.
Углеродистые и легированные стали, с содержанием углерода более 0,3% при типовых режимах сварки, претерпевают закалку в з. т. в. (вероятность образования трещин).
Для обеспечения хорошей свариваемости при дуговой сварке этих сталей рекомендуются следующие технологические мероприятия:
- предварительный и последующий подогрев заготовок до температуры 100 – 300 о С в целях замедленного охлаждения и исключения закалки з. т. в.
- прокалка электродов, флюсов при температуре 400 – 450 о С в течение 3 часов и осушение защитных для предупреждения попадания водорода в металл сварного соединения;
- низкий или высокий отпуск сварных соединений сразу после окончания сварки в целях повышения пластичности закалочных структур и выделения водорода.
2. Сварка высоколегированных коррозионностойких сталей
Коррозионная стойкость стали обеспечивается содержанием более 12% Сr, а содержание 8% Ni стабилизирует аустенитную структуру и сохраняет её при нормальных температурах (сталь 10Х18Н9Т и др.). при сварке этих сталей на режимах, обуславливающих продолжительное пребывание металла в области температур 500 – 800 о С, возможна потеря коррозионной стойкости металлом и з. т. в. Причиной этого является образования карбидов хрома на границах зёрен и обеднение приграничных участков зёрен хромом. В результате металл сварного соединения становится склонным к так называемой межкристаллитной коррозии рис. 1.

Рис. 1. Межкристаллитная коррозия стали
При дуговой сварке для предупреждения межкристаллитной коррозии сварных соединений рекомендуется:
- сварка на малых погонных энергиях (q/v, Дж/см) с применением теплоотводящих медных подкладок;
- термическая обработка после сварки – нагрев до Т = 1100 о С и закалка в воде.
При нагреве происходит растворение карбидов, а закалка фиксирует чисто аустенитную структуру.
При дуговой сварке аустенитных сталей возможно образование в сварных швах горячих трещин. Для предупреждения их рекомендуется вводить в сварочные материалы (электроды, проволоку) легирующие элементы Si, Al, Mo, Mn и другие способствующие измельчению зерна, и снижать содержание вредных примесей. Аустенитные стали, хорошо, свариваются контактной сваркой.
Для обеспечения герметичности тройников, которые ранее производились из двух труб с фасонными вырезами и сваркой встык, была внедрена в производство новая технология – холодная вытяжка кромки фасонного отверстия основной трубы тройника. К образующейся после вытяжки цилиндрической отбортовки приваривается боковая труба на станке контактной сварки. Таким образом, было получено изделие по принципиально новой технологии с герметичным сварным швом (рис. 2).


Рис. 2. Контактная сварка нержавеющей стали
3. Сварка чугуна
Чугун относится к категории плохо сваривающихся сплавов. Его сваривают при исправлении дефектов в отливках и ремонте деталей. Дуговая сварка чугуна чугунными электродами и с покрытиями не обеспечивает хорошего качества сварных соединений. Металл шва получает структуру белого чугуна, а зона термического влияния закаливается.
Горячую сварку чугуна выполняют с предварительным подогревом свариваемых деталей до температуры 400 – 700 о С. Сваривают чугунными электродами (диаметром 8 – 25 мм) со стабилизирующей или специальной обмазкой. Сваренные детали охлаждают вместе с печью. Однако горячая сварка – дорогой и трудоёмкий процесс. Её применяют для ремонта уникальных деталей. Горячую сварку также выполняют науглероживающим газовым пламенем с флюсом на основе буры (Na2B4О7).
При холодной сварке чугун сваривают без подогрева стальными, медножелезными, медноникелевыми электродами и электродами из аустенитного чугуна. Стальные электроды применяют со стабилизирующей или качественной обмазкой. Стальные электроды не исключают отбел и закалочных структур, но они просты и обеспечивают мягкий хорошо обрабатываемый шов. Наибольшее применение имеют медно-железные электроды, как более дешёвые и обеспечивающие достаточную прочность металла шва. На рис. 3.изображён рабочий момент сварки чугуна.

Рис. 3. Холодная сварка чугуна медно-железным электродом
Сварка медно-железными электродами обеспечивает достаточные пластичность и плотность шва; ее широко применяют для заварки трещин в блоках цилиндров. Наиболее широко используемые электроды — ОЗЧ-1 и МНЧ-1. Электрод состоит из медного стержня и основного покрытия, в состав которого входит 50 % железного порошка. При сварке используют постоянный ток обратной полярности. Сварку ведут участками длиной 30…50 мм с тщательной проковкой каждого слоя.
4. Сварка меди и её сплавов
На свариваемость меди большое влияние оказывает содержащиеся в ней вредные примеси (О2, Н2, Вi, Рb и др.). Кислород, находящийся в меди в виде оксида Сu2О, является одной из причин образования горячих трещин в сварных швах. Выделение водорода при затвердевании сварочной ванны
может привести к образованию газовой пористости (водородная хрупкость). Она может привести к образованию трещин в твёрдом металле в процессе охлаждения.
Для предотвращения указанных дефектов при дуговой сварке меди рекомендуются:
- сварка в атмосфере защитных газов;
- применение сварочной и присадочной проволок, содержащих сильные раскислители (титан, цирконий, бор, фосфор, кремний и др.).
Поскольку медь обладает, высокой теплопроводностью сварку её, выполняют на повышенной погонной энергии, с предварительным подогревом до 300 о С. Сварку выполняют с флюсом на основе буры.
Основная трудность при сварке латуней – испарения цинка. В результате снижается прочность и коррозионная стойкость латунных швов. Пары цинка ядовиты. При сварке в защитных газах преимущественно применяют сварку неплавящимся вольфрамовым электродом (рис. 4, рис. 5, рис. 6), так как при этом меньше испаряется цинк. Латунь обладает меньшей теплопроводностью, чем медь, поэтому для металла толщиной свыше 12 мм необходим подогрев до Т = 150 о С.
Для сварки бронзы применяют те же способы и технологию, что и для сварки меди, за исключением оловянных бронз. Их сваривают с большой скоростью и без подогрева, так как в противном случае возможно вплавление легкоплавкой составляющей – олова.
Латуни и бронзы имеют высокое удельное электросопротивление, чем медь, и они достаточно хорошо свариваются контактной сваркой.
Медь контактной сваркой не сваривается.

Рис. 4. Сварка медных труб

Рис. 5. Сварка вольфрамовым электродом
Сварку меди неплавящимся вольфрамовым электродом осуществляют на постоянном токе прямой полярности; используют электрод из лантанированного вольфрама, который обладает удовлетворительной устойчивостью в защитных газах, в том числе, и в азоте особой чистоты. При сварке электрод располагают строго в плоскости стыка, наклон электрода 60—80 о «углом назад». При сварке меди толщиной более 4—5 мм рекомендуется, подогрев до 300—400 0 С.

Рис. 6. Сварка в защитном газе (аргон)
5. Сварка алюминия и его сплавов
(рис. 7, рис. 8). Трудности при сварке алюминия и его сплавов обусловлены образованием тонкой прочной и тугоплавкой поверхностной плёнки оксида Al2O3, плавящегося при температуре 2050 о С; склонностью к образованию газовой пористости; склонностью к образованию горячих трещин.
Плёнка оксида. Для разрушения и удаления плёнки и защиты металла от повторного окисления при сварке используют специальные флюсы или ведут сварку в атмосфере инертных газов. Сварку ведут плавящимся электродом на постоянном токе обратной полярности или сваривают неплавящимся электродом на переменном токе с использованием специальных источников тока.
Причиной газовой пористости в сварных швах алюминия является водород. Для предупреждения пористости необходима тщательная механическая очистка свариваемой поверхности заготовок и сварочной проволоки или химическая очистка (например, раствором NaОН).
Образования горячих трещин в алюминии и некоторых его сплавов связано с крупнокристаллитной макроструктурой в сварных швах. Склонность к трещинам увеличивается при наличии небольшого количества Si (до 0,5%). Борьба с горячими трещинами ведётся металлургическим путём. В шов через проволоку вводят железо, нейтрализующий вредное влияние кремния, и модификаторы Zr, Ti, и В, способствующие измельчению кристаллов в шве.
Наиболее трудно свариваются термически упрочняемые сплавы системы – дуралюмины. Относительно хорошо свариваются термически не упрочняемые сплавы системы АМц, АМг.
Алюминий и его сплавы также сваривают плазменной и электрошлаковой сваркой; они достаточно хорошо свариваются контактной сваркой. Учитывая высокую теплопроводность и электропроводность алюминия, для его сварки необходимо применять большие силы тока.


Рис. 7. Аргонная сварка алюминиевых сплавов

Рис. 8. Установка для автоматической аргонодуговой сварки продольных и кольцевых швов обечаек из алюминиевых сплавов
Материалы и сварочная проволока. Спектр алюминиевых сплавов сегодня весьма широк. Что касается алюминиевой проволоки, общим требованием является ее своевременное использование. Хранение при вскрытой упаковке должно быть сведено к минимуму: быстрое окисление поверхности ведет к ухудшению качества проволоки. Особенно сильно вредит проволоке высокая влажность воздуха. Место будущего сварного шва должно быть тщательно очищено от жирных, масляных и других загрязнений. Это должно быть сделано непосредственно перед сваркой. За очень короткое время алюминий покрывается слоем оксида алюминия (Al2O3). Этот оксидный слой удаляется посредством очищающего эффекта сварки (при положительной поляризации).
Защитные газы для сварки. Алюминиевые материалы должны свариваться в среде защитных инертных газов. В основном для этого применяется аргон. Но предпочтительнее использовать газовую смесь аргона и гелия. Более высокий показатель теплопроводности гелия определяет соответственно и более высокую температуру сварочной ванны, что оказывается преимуществом при сварке толстых металлических листов. Применение смеси защитных газов способствует более полному газовыделению – образование пор уменьшается.
6. Сварка тугоплавких металлов и сплавов
Трудности при сварке тугоплавких металлов Ti, Zr, Mo, Ni других связаны с тем, что они при нагреве интенсивно поглощают газы – кислород, водород и азот. При этом даже незначительное содержание газов приводит к резкому снижению пластических свойств этих металлов.
Титан и его сплавы сваривают в защитной атмосфере аргона высшего сорта. При этом дополнительно защищают струями 1 и 2 аргона корень шва и ещё не остывший до температуры 350 о С участок 3 (рис. 9, рис. 10). Перед сваркой проволоку, и основной металл дегазируют путём отжига в вакууме. Ответственные узлы сваривают в камерах с контролируемой аргонной атмосферой, в том числе и обитаемых, в которых сварщики работают в скафандрах (рис. 11).
Для сварки титана и его сплавов также применяют плазменную и электронно-лучевую сварку.
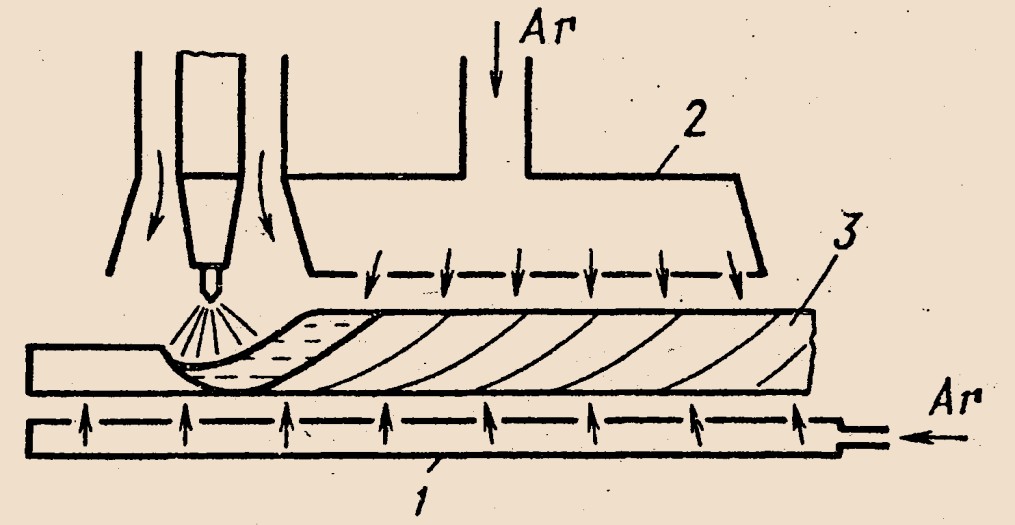
Рис. 9. Горелка с удлинённой насадкой для аргонодуговой сварки
Свойства черных и цветных металлов

Понятие «металлолом» большинству из нас знакомо с детства. Обычно под этим термином понимают именно черный металл.
Используется он повсеместно и не менее активно перерабатывается.
В виду того, что человечество свою жизнь без металла не представляет и активно добывает железорудные ископаемые, их месторождения быстро и неминуемо истощаются.
Выход из положения – вторичная переработка – позволил не только сберечь месторождения руды, но и удешевить производство металлопроката.
Выбрасывать металл на свалку в нашем обществе изначально не принято, ведь за него готовы щедро платить приемщики лома.
Учитывая то, что сам по себе металл — материал тяжелый, суммы за лом удается выручить немалые.
Что такое черный металлолом, и каким он бывает
Металлоломом принято называть любой металлический мусор вне зависимости от его назначения.
Это собирательное название объединяет внутри себя:
- старые, ненужные или сломанные изделия и их фрагменты;
- отходы металлопроизводства (например, стружка).
В общем, любые металлические предметы, которые более не могут служить человеку по прямому назначению, — это металлолом.

Черный металлолом – это металлические отходы, состоящие из железа и его сплавов, иногда с добавлением хрома, марганца и других элементов.
Такой металл ценится невысоко по сравнению с отходами цветных металлов. Но все же чермет – не мусор, а ценное сырье, которое необходимо для производства новых изделий.
Виды лома чермета по ГОСТ
Классификация происходит по таким критериям:
- Содержание углерода.
- Присутствие в составе легирующих элементов, улучшающих вид и свойства изделий. В свою очередь легированный лом делится на 67 групп.
- Качество. В зависимости от качественных показателей отходов выделяется 28 групп.
Подробнее о классификации чермета по ГОСТ читайте здесь.
Около 90% всех металлических изделий, производимых человеком, это железо и его сплавы. Содержание углерода в металле позволяет понять, что перед нами – сталь или чугун.
Каждый из этих сплавов имеет свои особенности и применяется для изготовления различных изделий. Остановимся на них подробнее.
Чугун

Сложно представить груду металлолома в приемке без ржавых радиаторов отопления или советских чугунных ванн.
Это и есть чугун, сдаваемый населением на переработку.
Чугунный металлолом активно используется вторично.
Распространенные источники чугунного лома:
- бытовые предметы: радиаторы отопления, ванны, посуда, оконные решетки;
- изделия из сферы коммунального хозяйства: ограждения, канализационные люки, фонари.
Лом чугуна классифицируется по ряду признаков. В частности, в зависимости от содержащихся в нем других элементов чугун бывает:
- белый;
- серый;
- ковкий;
- высокопрочный.
Стоимость чугунного металлолома в пункте приема зависит от ряда дополнительных факторов. Подробнее об этом читайте в статье, посвященной чугуну.
Сталь

Стальной лом может иметь самое разное происхождение.
Он делится на категории в зависимости от состава и назначения исходной продукции.
Особого внимания заслуживает нержавеющая сталь – коррозионностойкий материал с добавлением легирующих примесей.
Она высоко оценивается в пунктах приема.
Подробнее о ценах и нюансах сдачи нержавейки читайте тут.
Сталь делится на виды в зависимости от примесей, которые в нее добавлены:
- хромистая;
- дюралюминиевая;
- молибденовая и другие.
Также сталь может различаться по качеству. Этот показатель зависит от числа неметаллических примесей, которые добавлены в ее состав.
Чем выше качественный показатель стали, тем выше цена на такой лом в пунктах приема.
Чаще всего в пункт приема попадают:
- арматура;
- стальная проволока;
- детали машин и приборов;
- рельсовый и лапчатый железнодорожный лом.
Последний примут только при наличии сопроводительных документов о списании.
Разница между цветными и черными металлами
Отсутствие магнитных свойств не является единственным различием. Ниже мы укажем, в чем еще отличия. Итак, особенности цветмета заключаются в следующем:
- он не поддается коррозии и не теряет своих свойств. Конечно, со временем цвет меди и цинка может измениться, но другие характеристики сохраняться.
- материал обладает высокими антифрикционными свойствами;
- отличные токопроводящие функции, высокая теплопроводность и теплоемкость;
- плохо поддается окрашиванию;
- создает сплавы и составы, устойчивые к действию огня и кислот.

Цветные металлы более легкие по весу и дорогие по цене из-за сокращения предложений и ограниченного ресурса. Производственная переработка вторсырья позволяет решить вопрос недостатка требуемого ресурса. Так экономится топливо, сохраняется экология и месторождения руд, запасы которых уже сильно истощены. В чистом виде цветные металлы крайне редко используются, чаще всего в качестве сплавов, что расширяет сферу их применения.
Итак, мы определили основные отличия цветных и черных металлов, их свойства и сферы применения. Для получения более подробной информации по переработке и приему вторсырья для производства обращайтесь к специалистам ООО «СДМ» по контактному телефону. Другая информация по тематике ресурса доступна на соответствующей странице сайта.
Важность вторичной переработки

Утилизация лома и отходов чермета – важный аспект в экономии природных ресурсов и сохранении экологии.
Используя черный металл повторно, мы:
- сохраняем запасы железной руды;
- экономим энергоресурсы;
- снижаем количество отходов.
Как известно, любые природные богатства имеют свойства истощаться при постоянной их добыче человеком, и железорудные жилы – не исключение.
Бережное отношение к ресурсам, максимальное использование вторсырья поможет человечеству не столкнуться с их нехваткой.
Переработка черного металла – процесс многоступенчатый и интересный, поэтому мы посвятили ему отдельную публикацию.
Выгода для предприятий
Сталелитейное производство без использования вторсырья требует:
- огромных объемов железной руды;
- потребления массы энергетических ресурсов;
- много времени (добыча и переработка руды – процесс небыстрый).

Итог – производство обходилось бы слишком дорого предприятию, что влияло бы на цену конечных продуктов.
Использование вторичного чермета позволяет сэкономить энергию, ценные природные ископаемые и, как результат, удешевить себестоимость произведенных товаров.
Другая сторона вопроса – когда предприятия не закупают лом как сырье, а напротив — вынуждены от него избавляться.
У этого процесса есть свои нюансы, в том числе с законной точки зрения. О том, как предприятию утилизировать списанный лом, рассказывается в статье Оприходование металлолома.
Интерес для населения
Многие люди хоть раз в своей жизни сдавали металлолом. Кто-то это делал от случая к случаю, когда дома или на даче скапливался металлический мусор, а некоторые сделали сдачу чермета основным источником заработка.
Тем, кто подходит к копу и поиску металла серьезно и обстоятельно, сдача лома приносит ощутимый доход.
Теме сдачи лома посвящена статья Пункты приема чермета — как и куда сдавать лом черных металлов по выгодной цене.
Народ приобретает металлодетекторы и отправляется на поиски чермета. Добыча может быть самой разнообразной – от мелочи (болтов, гаек и пружин) до габаритных и очень удачных находок (военной техники, деталей автотранспорта и промышленного оборудования).
Сориентироваться по цене сдаваемого лома вам поможет статья Цены на лом черного металла за 1кг, стоимость приема тонны чермета для больших объемов.
Таким способом можно найти и более ценные металлы – цветные, в том числе и драгоценные. Тогда доход искателя возрастает в разы. О поиске и копе цветмета пожно почитать тут.
Экологический аспект

Ржавеющий металл, десятилетиями лежащий в земле, приносит вред, загрязняя почву и воду.
Из этого следует, что люди, добывающие лом путем копа с металлоискателем, приносят природе одну лишь пользу.
Именно поэтому не стоит видеть в добыче и сдаче металлолома недостойное занятие, ведь в первую очередь это сбережение природных ресурсов, к тому же с возможностью получить доход.
Бизнес на металлоломе
Бизнес на отходах в тренде, и на это масса причин: начиная от доступности сырья и поддержки властей, заканчивая благими намерениями по отношению к природе.
Как вариант, можно открыть бизнес по приему, реализации или переработке черных металлов.
Начать дело можно практически с нуля, организовав прием лома чермета у населения и предприятий. Для расширения бизнеса можно приобрести оборудование для резки, прессования и брикетирования сырья, что позволит реализовать его дороже.
Конечно, для такой деятельности нужна соответствующая лицензия, а также некоторые требования и разрешения.
Месторождения черных металлов на планете
Железо по масштабам добычи стоит на первом месте среди всех металлов. Его массовое содержание в природе, в том числе и в земной коре, исчисляется биллионами. При этом, по данным специалистов, человек на сегодняшний день разведал только сто миллиардов тонн.

Если говорить о мировых месторождениях черных металлов, в первую очередь железа, то следует заметить, что они есть на всех континентах, во всех частях света, кроме точек крайнего Севера. При этом распределение по странам примерно следующее (в порядке убывания):
- Россия (около сорока процентов всех мировых запасов);
- Бразилия;
- Австралия;
- Канада;
- США;
- Китай;
- Индия;
- Швеция.
Сфера применения вторичных черных металлов
Благодаря современной технологии переработки из вторичного черного металла производят качественные изделия, которые ничем не уступают аналогам, изготовленным из руды.
Переплавленное сырье ничуть не хуже первичного (полученного из руды), поэтому используется переплавленный металл повсеместно.

Практически любые изделия можно изготовить из вторсырья, что очень выгодно для всей металлургической отрасли.
Народные умельцы часто применяют лом чермета для изготовления полезных в быту предметов. О том, как подарить вторую жизнь отходам металла в домашних условиях, читайте в нашей статье Что можно сделать из отходов черного металла — железа, стали, нержавейки, чугуна.
Чёрная металлургия. Область применения

Чёрная металлургия является базой для развития всех отраслей машиностроения. На его нужды идёт до трети отлитого в доменных печах металла. В последнее время всё активнее продукция чёрной металлургии идёт на строительство (четверть металла).
Металлургический цикл
Чёрные металлы получают из железной руды, марганца, коксующихся углей, руды легирующих металлов.
Растёт доля лома чёрных металлов, как вида сырья. Сегодня из него получают 40 % стали. Отказ от больших объёмов железной руды, чугуна, кокса выгоден экономически. Наряду с этим, использование лома способствует улучшению экологической ситуации.
Для производства чёрных металлов из руды необходимо коксующееся топливо. Проблема добычи угля связана с большими объёмами его получения и ограниченностью ресурсов.
Самым материалоёмким процессом в чёрной металлургии является доменное производство чугуна – железоуглеродистого сплава. Из него получают половину всей стали.
В свою очередь, сталь используется для выработки проката. От её качества зависят все изделия отраслей машиностроения и строительства.
Конечный продукт всего цикла – прокат. Его стоимость превышает в 2 – 5 раз стоимость стали. Прокат идёт непосредственно потребителям всех отраслей.
Применение чёрных металлов
Серые чугуны имеют высокие литейные качества, хорошо поддаются обработке режущим инструментом, поэтому используются в производстве многих деталей механизмов и машин.
Белые чугуны плохо поддаются резке инструментом, поэтому используются в металлургическом цикле для получения стали.
Так называемые ковкие чугуну получают из белых путём их специального отжига. В результате существенно снижается хрупкость и твёрдость материала. Ковкий чугун применяется для отливки деталей машиностроительных отраслях промышленности.
Сталь имеет значительно более высокие физико-механические свойства, а именно: хорошо поддаётся резанию, ковке, прокату, закаливанию, при этом сохраняет высокую прочность. В расплавленном состоянии сталь жидкотекуча, что позволяет изготовлять различные отливки. Такие свойства материала обусловили его применение во многих областях промышленности, особенно в машиностроении.
В инструментальной высококачественной стали содержится меньше вредных примесей (фосфора, серы), что наделяет её особой прочностью. Она применяется в изготовлении режущих, ударных, измерительных и др. инструментов.
Наибольшим спросом пользуются следующие изделия металлопроката: балки, железнодорожные рельсы, профили, швеллеры, трубы, катанки, арматура. Прокат является неотъемлемой частью производства во многих отраслях промышленности. Прокатные металлические изделия стали одним из ключевых элементов в строительстве в связи с развитием каркасной технологии.
Сварка черных металлов

Как и любой другой вид, сварка черных металлов имеет свои особенности. Несмотря на то, что эти материалы (железо, сталь, чугун и прочие сплавы) имеют достаточно малую температуру плавления, их характеристики не позволяют назвать данный метод сварки простым.
К примеру, при сварочных работах с углеродистыми видами сталей нужно учитывать, что из-за повышенного содержания углерода при нагревании они становятся хрупкими, поэтому требуют предварительного накаливания до определенной температуры.
Для сварки черных металлов применяется несколько техник (tig-сварка, аргоновая и пр.). Об особенностях выбора и применения каждого метода вам расскажет наша статья.
Правила сварки черных металлов и сплавов
Прежде чем приступать к сварке черных металлов, выбирать расходники и рассчитывать параметры для проведения дальнейшей работы, важно понять, с каким металлом предстоит иметь дело.
В большинстве случаев приходится сваривать такие металлы:
- Низкоуглеродистые стали с содержанием углерода не более 0,25 % считаются хорошо свариваемыми. Чтобы избежать хрупкости шва, стоит предварительно прогревать металлические детали в печи до +150…+200 °C.
- Среднеуглеродистые стали с долей углерода 0,25–0,45 % являются трудносвариваемыми. Обязательным условием работы с ними является прогрев до +150…+400 °C, причем температура подбирается под марку стали. После завершения сварки осуществляется такая термообработка, как отжиг (или отпуск).
- Легированные и высокоуглеродистые стали с содержанием углерода выше 0,45 % считаются ограниченно свариваемыми. Это конструкционные металлы, поэтому их лучше не варить либо скреплять только элементы, которые в процессе эксплуатации не будут испытывать на себе значительные нагрузки. Также все сварные швы должны быть защищены от перепадов температуры.
- Чугуны имеют долю углерода выше 2,41 % и предполагают использование особого режима сварки: необходим предварительный прогрев, использование плавящегося, а не вольфрамового электрода. При TIG -сварке подобных черных металлов стоит учитывать, что получившиеся швы не справятся с серьезными механическими нагрузками.
Черные металлы легко вступают в реакцию с кислородом, из-за чего на поверхности изделия формируется оксидная пленка, негативно отражающаяся на свариваемости деталей.
Под действием повышенной температуры ускоряется взаимодействие с кислородом и образование пленки, что отрицательно сказывается на качестве шва. Также всегда существует вероятность оплавления краев.
Чтобы добиться хорошего результата при сварке черных металлов, нужно ограничить контакт с кислородом. В противном случае высока вероятность появления трещин на шве и поломки всей конструкции.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Кроме того, причина трещин может скрываться в повышенных значениях линейного расширения и усадки, поскольку в зоне сварки появляется внутреннее напряжение, деформация. Недостаточный уровень прочности всегда становится причиной для хрупкости конструкции.
Упростить работу с черными металлами и сократить долю негативных факторов позволяют специальные технологии, которые создавались с учетом особенностей подобных материалов.
Необходимые условия обработки материалов перед сваркой
- Прежде чем приступать к сварке черных металлов, поверхность зачищают металлической щеткой. Такая подготовка позволяет снять оксидную пленку, упростив дальнейший ход работы.
- Детали полностью обезжиривают бензином, не допуская пропуска отдельных участков.
- Заготовки располагают горизонтально, так как обрабатываемые материалы имеют высокую текучесть. Элементы конструкции фиксируют таким образом, чтобы они находились на расстоянии друг от друга, но ширина шва не превышала двух миллиметров. Во время вертикальной сварки есть вероятность получения шва низкого качества и появления наплывов.
- Для создания сварочных ванн применяют инертные газы, не допускающие контакта металла с воздухом. Не стоит забывать, что металлические элементы легко вступают в реакцию с кислородом.
- Сварку черных металлов ведут в помещении с хорошей вентиляцией, так как образующиеся пары являются токсичными и опасными для человека.
Указанные правила позволяют создавать швы высокого качества.
Чтобы сократить температурное воздействие на прилежащие к соединению области, стоит использовать охладительные радиаторы из меди и других металлов, которые обладают высокой теплопроводностью.
Особенности выбора метода сварки черных металлов
Подбирая определенный метод, учитывают химический состав и толщину металла:
- Стальные заготовки поддаются сварке практически любыми способами. Например, возможна ручная дуговая, электрошлаковая, аргоновая сварка черных металлов, с использованием покрытых электродов.
- Чугун отличается высоким содержанием углерода, что делает его достаточно хрупким. Поэтому, чтобы на сварочном шве не появлялись трещины, а само соединение не утратило прочность, подбирают методы горячей и холодной сварки. В первом случае применяют механизированную и ручную дуговую, газовую сварку и порошковой проволокой.
- позволяет формировать качественное соединение между разными материалами, такими как углеродистая и нержавеющая сталь;
- предполагает малую зону прогрева, благодаря чему снижается возможность прожига тонкого металла и термических деформаций;
- позволяет формировать непрерывные швы большой длины с постоянной подачей присадочной проволоки за счет сварки черных металлов полуавтоматом в среде аргона;
- обеспечивает защиту сварочной ванны от воздуха и загрязнений;
- имеет низкие требования к качеству присадочного материала;
- дает возможность отказаться от дополнительной обработки готового шва;
- обеспечивает высокую скорость работы;
- позволяет сформировать аккуратное соединение.
- Опасен, так как предполагает использование газовых баллонов.
- Есть вероятность кипения сварочной ванны, что приводит к разбрызгиванию горячего металла. А это влечет за собой травмирование участков тела сварщика, лишенных необходимой защиты. Кроме того, кипение приводит к повышенному расходу материалов и негативно отражается на качестве швов.
- Расходники для сварки аргоном черных металлов достаточно сложно приобрести в обычных магазинах.
- Обрабатываемые заготовки рекомендуется прогреть, чтобы дальнейший нагрев не приводил к конденсации влаги.
- Работа в закрытом помещении позволяет добиться более высокого качества швов, так как окружающий воздух является более сухим.
- Нержавеющую сталь и цветные металлы варят без предварительного нагрева.
- цветные металлы;
- чугун;
- нержавеющую сталь.

При холодном методе задействуют электрическую дугу и особые электроды, благодаря которым достигается необходимая степень пластичности шва. Если говорить точнее, в составе таких расходников должны быть элементы цветных металлов и значительная доля графита.
Наилучшим образом себя зарекомендовали медно-никелевые электроды, которые не связываются с углеродом во время проведения работы.
Выбирая, например, метод сварки черных металлов нержавеющей проволокой, помните, что в шве может быть до 15 % металла электрода, иначе не удастся обеспечить должную прочность и большой срок службы изделия.
TIG-сварка черных металлов
За аббревиатурой TIG скрывается аргонодуговая сварка черных и цветных металлов неплавящимся электродом в среде защитного газа. Наиболее активно данный метод используется при обработке цветных металлов, которые на открытом воздухе подвержены активному окислению.
Однако он успел зарекомендовать себя и как способ сварки черных металлов.

На фоне обычной электродуговой сварки этот подход выделяется такими особенностями:
Однако этот подход к сварке черных металлов имеет и минусы:
Однако с перечисленными недостатками можно столкнуться только при нарушении инструкции или сварке черных металлов не в соответствии с ГОСТ. Если все выполняется правильно, эти минусы сводятся к минимуму и остаются незаметны на фоне отличного результата работы.
Во время сварки используется вольфрамовый либо вольфрамсодержащий электрод. Его фиксируют в контактной трубке сварочной головки. Последняя обеспечивает электрический контакт со сварочным трансформатором и соединяется гибким шлангом с газонагнетательной системой, в которой содержится инертный газ.
Первым этапом сварки является подача газа, после чего загорается дуга, а присадка начинает поступать в сварочную ванну.
Электрошлаковая сварка черных металлов
Электрошлаковая сварка, также известная как ЭШС, предполагает соединение металлических элементов при помощи тепла, образуемого в расплавленном шлаке. Для этого электрод погружают в шлак и пропускают электрический ток, обеспечивающий нагревание. Подобная сварка черных металлов осуществляется без дуги и нередко задействуется для формирования швов снизу вверх на вертикально расположенных заготовках.

С точки зрения разновидностей присадок и способов их подачи выделяю такие виды ЭШС:
С проволокой
Электродная проволока медленно и ровно поступает в сварочную шлаковую ванну по ходу расплавления. Таким образом достигается равномерное нагревание кромок свариваемых деталей на всю толщину. Правда, нужно учитывать, что данный метод очень сложен для неопытных сварщиков.
С пластинами
Здесь применяются электроды значительного диаметра или в форме пластин, что позволяет перекрыть все расстояние между свариваемыми элементами. Пластины фиксируются и поступают в ванну через короткие отрезки времени – данный показатель зависит от того, достаточно ли в ванне жидкого металла, чтобы заполнить имеющийся зазор.
По своей конструкции оборудование, используемое для электрошлаковой сварки черных металлов пластинами или электродами большого диаметра, проще, чем для первого описанного способа.

Применяемые в рамках данного подхода электроды могут иметь различную форму: у них бывает прямоугольное либо круглое сечение. Последнее используется, когда необходима обработка цилиндрических деталей. Также расходники могут быть полыми и заполненными металлической крупкой.
С плавящимся мундштуком
Данный метод сочетает в себе особенности указанных выше подходов и предполагает фиксацию пластины в зазоре, куда посредством направляющих трубок подается проволока. Во время проведения сварочных работ пластины остаются неподвижными, так как необходимый объем металла в ванне обеспечивается проволокой.
Этот способ сварки черных металлов подходит для соединения кромок любой толщины, причем шов может иметь длину более трех метров и криволинейную форму.
В конструкции оборудования для ЭШС с мундштуком предусмотрен специальный переносной механизм, отвечающий за подачу проволоки. Описание всех элементов аппарата содержится в ГОСТ 15164.
При проведении работы с металлическими деталями, края которых имеют значительную толщину, необходимо, чтобы электроды совершали специальные колебательные движения – так обеспечивается их постепенный прогрев. Либо используется электроды с пластинами или большого диаметра. В идеале стоит комбинировать данные подходы.
Рекомендуем статьи
Сварка проволокой активно применяется в промышленности, позволяя создавать швы любых форм и протяженности. При этом кромки могут быть различной толщины в пределах 20–600 мм.
В случае использования пластин также создаются швы практически любой толщины, однако их длина не должна превышать 1,5 м. Пластинчатая сварка в среде шлака позволяет использовать чугунные электроды, несмотря на то, что чугун не подходит для изготовления проволоки.
Влияние повышенной влажности на качество сварки черных металлов
Сварка черных металлов нержавейкой и иными способами не может проводиться в условиях повышенной влажности.

Дело в том, что при высокой температуре влага испаряется, попадает в поры горячего металла и негативно сказывается на структуре соединения. Это наиболее заметно во время обработки холодного металла, поскольку процесс сопровождается формированием конденсата.
А значит, во время сварки черных металлов нужно соблюдать такие правила:
Зная особенности сварки черных металлов, верно подобрав метод, расходные материалы и основное оборудование, можно без труда качественно выполнить обработку любых изделий из металлов этой группы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: