Сварка металлических уголков между собой
Обновлено: 18.05.2024
При прокладке металлических трубопроводов и сваривании металлоконструкций приходится выполнять сложные соединения. Распространены ситуации сваривания трёх профилей в разных плоскостях, например, при создании стеллажей. При монтаже систем отопления встречается перекрёстное соединения труб – когда под прямым углом в одной плоскости стыкуется четыре профиля. Соединение внахлёст нарушает геометрию и ухудшает внешний вид изделия. Зная пару секретов, можно варить надёжные конструкции с эстетичным внешним видом.
Что понадобится
- несколько листов бумаги;
- карандаш;
- линейка и штангенциркуль;
- угловая шлифовальная машинка (болгарка) с абразивным кругом для резки стали;
- отрезной станок по металлу с тисками;
- средства индивидуальной защиты;
- напильник или надфиль;
- ножницы для бумаги;
- строительный угольник.
Для соединения трёх или четырёх деталей в разных плоскостях их нужно подготовить.
Соединение четырёх труб одинакового диаметра
Труба оборачивается бумажкой. На последней отмечается место состыковки концов листика – его длина равняется длине трубы.
Лишняя часть бумажки отрезается. Далее – сворачивается вдвое по длине. Посредине в направлении ширины проводится разметочная линия.
Линейкой или штангенциркулем (точнее) измеряется внешний диаметр трубы.
По обе стороны от линии на расстоянии радиуса трубы ставятся две отметки. На центральной линии также откладывается радиус трубы. Она (или обрезок) устанавливается между трёх отметок и обводится.
С обоих углов листа проводятся касательные к полукругу. По ним вырезается ненужная часть бумажки.
Каждая из четырёх труб оборачивается листиком, на них переносится разметка.
Ненужные части отрезаются болгаркой, места соединения дорабатываются напильником либо надфилем.
Конструкция готова к свариванию.
Соединение трёх уголков в разных плоскостях
Для состыковки трёх уголков, например, при сваривании полок, стеллажей, ящиков, их стороны нужно правильно обрезать.
При помощи угольника, установленного под 45 градусов, проводятся отметки от ребра жёсткости по обе его стороны к краям профиля.
Три уголка обрезаются УШМ, места соединения обрабатывается напильником.
Соединение трёх «квадратов»
Метод аналогичный состыковке уголков с поправкой на геометрию металлопроката. На одной стороне профиля откладывается диагональ, начиная с левого верхнего угла. На следующей (за часовой стрелкой) – перпендикуляр к длине профиля, который начинается в месте окончания диагонали.
Он продолжается на следующей стороне.
На последней плоскости откладывается диагональ, которая начинается в месте окончания перпендикуляра.
Соединение трёх труб в разных плоскостях
Аналогично первому случаю труба оборачивается бумажкой, и последняя обрезается равной длине окружности. Листик сворачивается вдвое по длине, затем – второй раз.
Бумажка разворачивается, на ней отмечаются места изгибов.
Труба опять оборачивается листом. На неё переносятся отметки и соединяются линией.
На тисках на высоте радиуса трубы ставится отметка.
Первая метка на трубе совмещается с отметкой на тисках.
Заготовка обрезается на станке под углом 45 градусов.
Труба поворачивается против часовой стрелки ко второй отметке и снова обрезается под 45 градусов. Профили соединяются.
При точной разметке зазоры получаются минимальными.
При работе с УШМ и станком для резки профиля стоит соблюдать технику безопасности: пользоваться очками и наушниками. Не стоит торопиться обрабатывать заготовки сразу после обрезки – они горячие. Рекомендуется работать в перчатках, ведь кромки металла острые.
Смотрите видео
Приспособления, помогающие сварить детали под углом
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.

Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Установочно-закрепляющие механизмы

Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение магнитов
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Соединение труб

Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.
Как сваривать двутавровые балки
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.

Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.

Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык

Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом

Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
3 способа сварить профиль под прямым углом
Для каждой сооружаемой конструкции из квадратных труб необходимо применять свое соединение под углом 90 градусов. Где-то важна простота и скорость выполненной работы, а где-то надежность и долговечность.
Три способа соединить квадратные трубы под углом 90 градусов
Предлагаю рассмотреть три разных способа соединения профиля под прямым углом, под разные нужды от простого к сложному.
Первый способ
Это самый простой способ соединения прямым углом. Для этого трубы просто приваривают к друг другу в стык. Предварительно зачищаются края.

Данный метод обладает главным достоинством, таким как простота и подходит в основном для быстро сооружаемых конструкций на непродолжительное время.
Хотя недостатков у него больше чем достоинств: края труб должны быть идеально ровными, иначе не о каких 90 градусах говорить не приходится. Далее, конец одной трубы остается открытый и незащищенный от погодных условий.
Второй способ
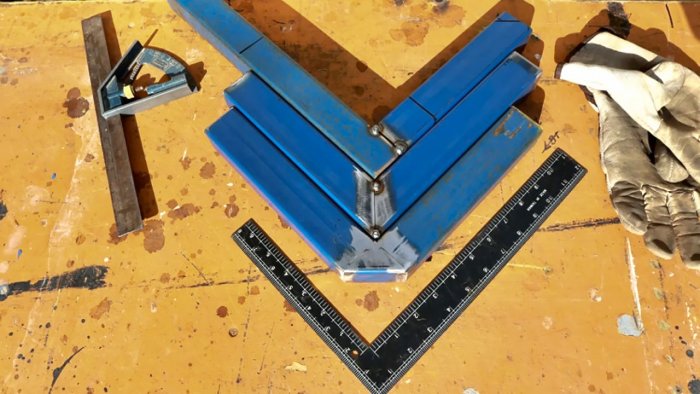
Второй и самый распространенный способ - это сварка под 45 градусов обеих труб.
На каждой трубе с помощью разметочного треугольника расчерчиваем линии среза под угол 45 градусов.





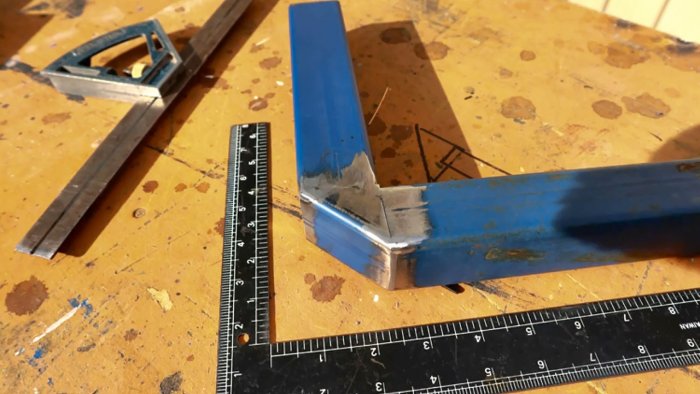
Далее обвариваем. Данный метод является оптимальным и самым надежным из всех. Его хорошо использовать при изготовлении одиночных, несущих конструкций.
Из недостатков хочется отметить сложность всех расчетов и подгонов в точных узлах.
Третий способ
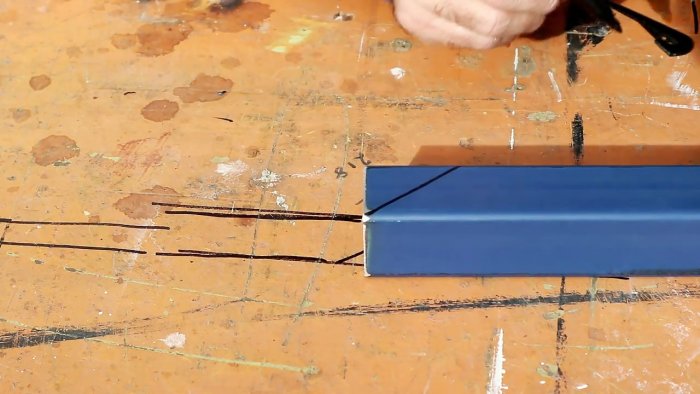
Переходим к последнему и самому сложному, на первый взгляд, соединению труб по 90 градусов: сварка с вставкой.
Предварительно, из трубы того же диаметра, что и свариваемые трубы необходимо сделать вставку. Для этого на профиле проводим линию под 45 градусов.






Данный способ хорош при производстве сложных конструкций с большим количеством углов. Достаточно напилить необходимое количество данных вставок и приступать к сборке.
Также это соединение обладает плавным углом, бывают случаи где это необходимо.
Смотрите видео
Читайте также: