Сварка стекла с металлом
Обновлено: 22.04.2024
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Расплавленные стекла хорошо смачивают все металлы при условии наличия на их поверхности адсорбирующего слоя окисла и нагрева до соответствующей температуры. Образование прочного соединения между металлом и стеклом зависит от напряжений в зоне спая, наличия газовых пузырей, процесса электролиза и расстекловывания стекла. Спаи металла со стеклом могут быть согласованными и несогласованными. Согласованные спаи образуются между стеклом и металлом с равными или близкими TKЛP во всем интервале температур от 20 °С до температуры пайки. Несогласованные спаи образуются между стеклом и металлом с резко различными ТКЛР. Обеспечение прочности в этом случае достигается конструктивными решениями металлической детали, которая должна свободно деформироваться вслед за деформацией стекла.
При выборе металла для соединения со стеклом помимо значений ТКЛР (в зависимости от типа спая и его конструкции) важную роль играют температура плавления, упругость паров в вакууме, газовыделение, электро- и теплопроводность, магнитные свойства, химическая стойкость, механические свойства, обрабатываемость резанием и давлением, возможность сварки и пайки, наличие аллотропических изменений и др. Необходимость обеспечения постоянных электрических параметров в приборах, как условие их надежности и долговечности, выдвигает требования к структуре металла в рабочем интервале температур. Свойства металлов и стекол, применяемых для спаев, приведены на рис. 5, 6.
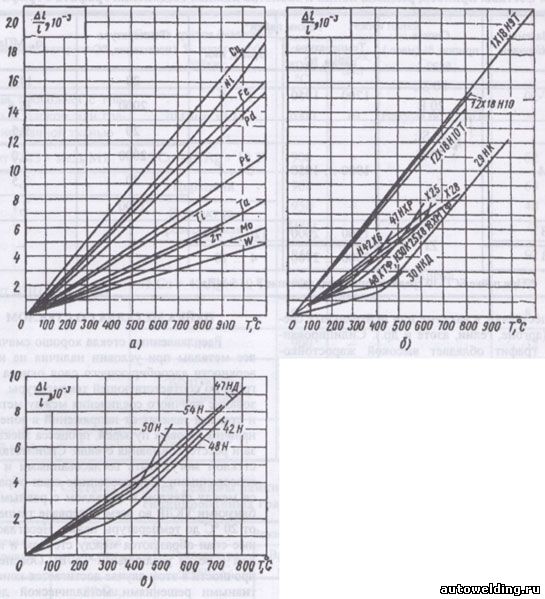
Рис. 5. Влияние температуры нагрева на относительное удлинение при пайке со стеклом:
а - металлов; б и в - сплавов
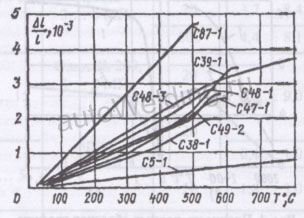
Рис. 6. Влияние температуры нагрева на относительное удлинение электровакуумных стекол
При пайке металлов со стеклом используют газовый нагрев, индукционный, в печах, сопротивлением.
Газовый нагрев применяют для бусинковых и ленточных спаев, для изготовления гребешковых и плоских ножек. Эти виды соединений выполняются при радиационном нагреве горелкой в печах, с помощью простых приспособлений или на универсальных горизонтально-заварочных станках для стеклодувных работ.
Индукционный нагрев целесообразно применять для изготовления рантовых, дисковых и других типов соединений. При этом используют генераторы мощностью до 30 кВт и специальное оборудование.
Для сплавления слоя стеклянной пасты, наносимой на поверхность металла для предотвращения его переокисления, нагрев производят в муфельных, туннельных и конвейерных печах. Печной нагрев целесообразен для пайки деталей простой конфигурации (глазковых, окошенных спаев, коаксиальных вводов, сжатых спаев, плоских ножек).
Нагрев стекла осуществляется за счет теплопроводности металла, нагретого при пропускании через него тока. Этот способ нагрева обеспечивает дозирование тепла и не требует высокой квалификации оператора.
Соединение стекла с металлом возможно за счет использования эмали. На соединяемые детали наносят слой эмалиевой пасты и место соединения нагревают до температуры ее плавления. При этом способе соединения уменьшаются внутренние напряжения, переокисление металла и обеспечивается получение разъемных вакуумно-плотных соединений.
После соединения стекла с металлом производят отжиг соединений для снижения внутренних напряжений.
Режим отжига выбирают с учетом ТКЛР соединяемых материалов и конструкции спая. С этой же целью применяют и оптимальный режим отжига или охлаждения для поддержания одинакового объемного сжатия металла и стекла в процессе охлаждения.
Для соединения стекла с другими материалами применяются галлиевые пасты. В табл. 11 приведены сочетания материалов, для которых получено соединение с применением галлиевого припоя состава (массовые доли), %: 39,6 Ga; 4,4 Sn; 56 Cu (порошок).
11. Сочетание материалов при пайке микросхем с применением галлиевых паст![Сочетание материалов при пайке микросхем с применением галлиевых паст]()

Существующие способы пайки кварцевого стекла (кварца) с металлами различаются в зависимости от агрегатного состояния кварца во время пайки. Кварц можно паять, доводя его до плавления, при высокой температуре, как и стекло, или вести процесс при более низких температурах, когда кварц находится в твердом состоянии.
При пайке кварца с его оплавлением используют переходные стекла с различными ТКЛР, которые, сплавляясь друг с другом, образуют постепенный переход от металла к кварцу таким образом, чтобы напряжения на отдельных границах между стеклами не превышали допустимых значений. В качестве металла для ввода применяют, как правило, вольфрам или молибден. Этот способ пайки кварца с металлами трудоемок, спаи имеют значительные размеры, механическая прочность и теплоемкость невелики.
Более прогрессивным считается способ впаивания металлической фольги непосредственно в кварц (ленточные спаи). При этом в качестве металлов используют вольфрам, молибден, тантал, платину. Однако размеры фольги ограничены (ширина порядка нескольких миллиметров, толщина 0,01 . 0,05 мм). Это ограничение связано с большой разностью ТКЛР соединяемых материалов. Иногда одновременно впаивают несколько одиночных тонких вводов.
Существует способ пайки кварца с помощью активных металлов. В этом случае на поверхность кварца наносится слой титана или циркония, пайка производится припоями, содержащими легкоплавкие металлы - олово, индий, галлий. В качестве конструкционного металла используют медь, серебро, золото.
По поверхности нанесенной на кварц пленки меди, никеля или серебра (гальванически, металлизацией, вжиганием) можно производить пайку его с металлами малооловянистыми припоями с применением канифольных флюсов.
Пленка благородных металлов на кварце образуется по следующей технологии: на паяемую поверхность кварца наносят платино-золотую краску, нагревают в вакууме до 550 . 580 °С до получения металлического блеска. Затем на поверхность кварца наносят пленку расплавленного индия при температуре 200 . 250 °С. При пайке кварца с медью на кварц предварительно наносят слой титана из порошка гидрида титана, для чего используют пасту на амилацетате с добавкой биндера. Нагрев в вакууме (2,6 . 6,5) * 10 3 Па при 1000 . 1050 °С в течение 15 . 30 мин. В качестве припоя используют свинец. Пайка ведется в вакууме (2,6 . 6,5) 10 -3 Па при 750 . 800 °С.
Возможна пайка кварца непосредственно с титаном или цирконием припоем ПСр 72. При этом образуются прочные и термостойкие спаи. Активный металл можно применять в качестве присадки к припою, например при пайке кварца со сплавом 29НК припоем ПСр 72. Для этого поверхность кварца покрывали гидридом титана, образующим в вакууме чистый титан. Для соединения кварца с никель-кобальтовым сплавом применяют также припой системы Ag-Cu эвтектического состава и сердечник, содержащий 8 % Ti (массовые доли). Полученные таким образом спаи сохраняют вакуумную плотность при повторном нагреве до 400 °С. При изготовлении ненапряженного спая кварца с металлами используют оловянно-титановый или свинцово-титановый припой.
Для пайки кварца успешно используют галлиевые припои (например, при производстве пьезоэлектрических кварцевых резонаторов). При пайке галлиевыми припоями, содержащими индий, олово и медь, термообработку этих спаев следует проводить в кислородосодержащей атмосфере при температуре не менее 100 °С.
Пайка кварца, покрытого алюминием и медью с никель-кобальтовым сплавом и латунью, производится припоем следующего состава (массовые доли), %: 75 In; 15,5 Sn; 2,5 Ag; 7 Bi. Температура пайки 370 . 380 °С, выдержка - 20 мин. Пайка производится в вакууме 5 * 10 -3 Па при давлении сжатия образцов 3 МПа. Полученные таким способом паяные соединения имеют предел прочности при срезе τср = 12 . 15 МПа; могут работать в условиях нагрева (80 . 100 °С) при статическом давлении 30 МПа, амплитудах пульсации давления 10 -1 . 4,5 МПа и диапазоне частот 20 . 5000 Гц.
Пайка металла со стеклом
Сварка металлов с керамическими и стеклообразными материалами
Состав и основные свойства материалов
Стекло
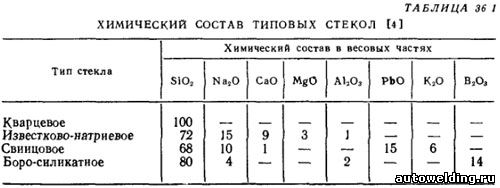
Стекло — аморфный материал, получаемый путем сплавления стеклообразующих оксидов типа SiO2, В2О3, Р2О5, Al2O3. В соответствии с этим различают классы стекол — силикатные, боратные, германатные, фосфатные, алюминатные и др. Наибольшее распространение получили силикатные стекла (табл 36.1)
По назначению стекла могут подразделяться на большие группы:
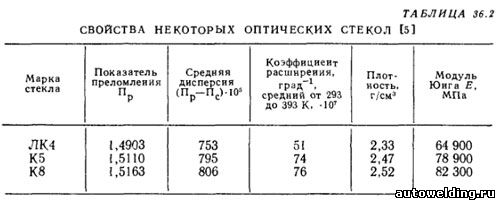
Оптические стекла — это однородные прозрачные неокрашенные специально стекла (табл. 36.2).
Электротехнические стекла находят применение главным образом в электровакуумной промышленности. Ряд электротехнических стекол были специально разработаны для получения надежных соединений с металлами. Коэффициенты их линейного расширения в некоторых случаях близки с отдельными металлами и сплавами (табл. 36.3).
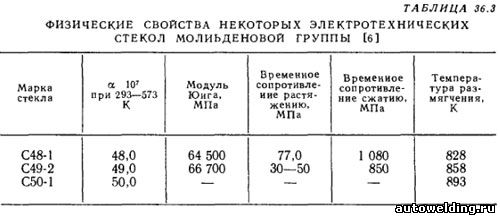
Определяющим свойством стекла является его способность постепенно и непрерывно изменять вязкость в определенном интервале температур. Вязкость стекла в точке трансформации равна 10 12.3 Па*с. До температуры трансформации стекло находится в хрупком состоянии, а выше этой точки оно обратимо переходит в вязкое состояние и не разрушается ни при механических ударах, ни при внезапном резком увеличении температуры.
Ситаллы
Ситаллы — это искусственные материалы, полученные путем кристаллизации стекол определенного состава. Для получения ситаллов необходимо выбрать соответствующий состав стекла, ввести в этот состав катализатор кристаллизации и сварить стекло, а затем провести специальную термическую обработку.
Назначение термической обработки состоит в том, чтобы обеспечить, во-первых, образование максимального числа центров кристаллизации; во-вторых, необходимую степень закристаллизованности; в-третьих, заданный фазовый состав ситалла.
В зависимости от химической природы ситаллы классифицируются следующим образом: ситаллы сподуменового состава (СО—115М) ситаллы кордиеритового состава и свинецсодержащего состава.
Керамика
К традиционной керамике относят изделия из глины и кремнезема, которые являются основными компонентами керамики, фаянса, фарфора, эмалей и других материалов.
В настоящее время наряду с многокомпонентной оксидной керамикой широко используют в промышленности несколько групп новых материалов:
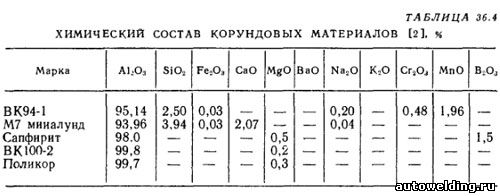
1. Керамика чистых оксидов на основе Al2O3 (корунды), SiO2, ZrО2, ТhО2, BeO, MgO, а также шпинель (MgAl2O4) и форстерит Mg2SiO4 (табл. 36 4).
2. Бескислородная керамика на основе нитридных и карбидных соединений (Si3N4, SiC, TiC и др), а также комбинированная керамика на основе оксикарбидов и оксинитридов (миалоны и др.).
3. Магнитная керамика, основа которой — оксиды Fe2O3, MnO, NiO (ферриты).
4. Пьезокерамика на основе титаната, цирконата свинца (ЦТС-19).
Кроме того, промышленность постоянно разрабатывает новые виды керамических материалов. Наиболее распространенной керамикой являются разные марки керамики на базе оксида алюминия, так называемые высокоглиноземистые керамики. Так, на основе оксида алюминия разработана большая группа керамических материалов (табл. 36.4).
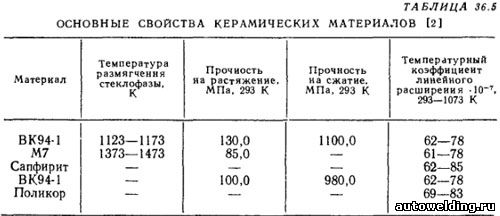
Керамика относится к хрупким материалам, поэтому ее реальная прочность примерно на три порядка меньше теоретической. Прочность керамических материалов определяется их составом и микроструктурой (табл. 36.5).
Металлы и сплавы для сварки со стеклом, ситаллом и керамикой
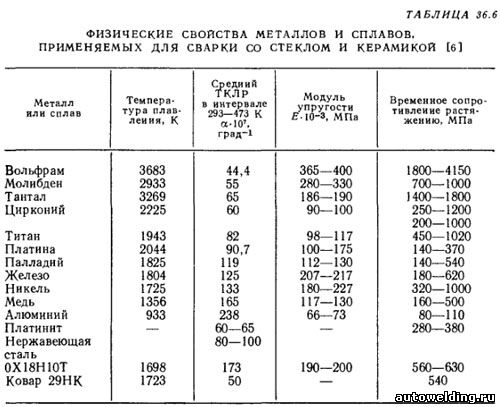
При правильном конструировании сварного узла температурные коэффициенты линейного расширения (ТКЛР) стекла, керамики и металла должны быть максимально согласованы. В противном случае напряжения, возникающие при изменении температуры, могут привести к разрушению сварного соединения. Наиболее широко для соединения со стеклом и керамикой используют железоникблевые сплавы, ковар, нержавеющую сталь, а из чистых металлов Сu, Ni, Ti, Al, Mo, Wi и некоторые другие. Основные свойства металлов, которые могут быть использованы при разработке металлокерамических и металлостеклянных узлов, приведены в табл. 36.6.
Свариваемость материалов
Способы сварки плавлением, как правило, непригодны для соединения металлов с керамическими и стеклообразными материалами вследствие природной несовместимости соединяемых композиций. Наибольшую перспективу создания неразъемных соединений из стекла и керамики имеет диффузионная сварка (ДС).
На свариваемость стекла, ситаллов и керамики с металлами существенное влияние оказывает их химический состав, структура, состояние поверхности, наличие и концентрация неравновесных дефектов, а также ряд других физико-химических свойств соединяемых материалов. Так, на свариваемость керамики с металлами влияет ее микроструктура, т. е. увеличение размеров зерен керамики, содержащей стеклофазу, приводит к уменьшению протяженности границ и, следовательно, участков наиболее активного взаимодействия.
Наличие стеклофазы в керамике ускоряет процесс сварки, соединение получается более прочным. При сварке керамики, не содержащей стеклофазы, например ВК100-2, с металлами, требуются большие энергозатраты, чем для керамики с наличием стеклофазы (ВК94-1).
Природа и механизм образования соединения
Необходимым условием образования сварного соединения металлов со стеклом и керамикой является химическое взаимодействие, механизм которого зависит от свойств элементов. В условиях ДС наиболее вероятны две топохимические реакции — присоединения (1) и замещения (2):

По механизму реакции (1) взаимодействуют d-элементы периодической системы Менделеева, практически все переходные металлы и сплавы на их основе (Fe, Ni, Со, W, Mo, Мn и т. д.), а по схеме реакции замещения (2) взаимодействуют s- и р-элементы — непереходные металлы (Al, Mg, Be, Li) и их сплавы. Поэтому разработка технологии ДС стекла и керамики с металлами должна производиться как с учетом физико-химических свойств соединяемых композиций, так и с учетом топохимических процессов, происходящих в зоне контакта.
Причины образования дефектов
Наиболее распространенным дефектом металлостеклянных и металлокерамических узлов является образование трещин из-за высокого уровня остаточных напряжений, вызванных большим различием коэффициентов термического расширения соединяемых материалов. Согласование теплового расширения соединяемых материалов устраняет опасность возникновения термических напряжений. Соединять материалы с несогласованными ТКЛР также возможно, но толщины металлической детали при этом сильно ограничены.
Технология сварки
Подготовка стекла, ситалла и керамики
Химическая очистка в сочетании с ультразвуковой обработкой стекла и керамики является наиболее эффективным способом получения качественной поверхности под сварку. Термическое обезжиривание обычно применяется в сочетании с химической очисткой, а очистка в поле ультразвука в сущности является разновидностью химической очистки, так как в качестве рабочих жидкостей применяются различные химические вещества и соединения. Очистка поверхности перед диффузионной сваркой в сущности сводится к трем основным процессам: обезжириванию, удалению механических загрязнений и травлению поверхности. Наиболее часто применяют первые два способа обработки, а к травлению прибегают только в случае необходимости изменения структуры поверхностного слоя.
Подготовка металлов к сварке
Химические активные металлы (s- и р-элементы) и сплавы на их основе перед соединением со стеклом, ситаллом и керамикой тщательно очищаются от посторонних загрязнений, а также от оксидов, присутствующих на их поверхности. Переходные металлы (d-элементы) и сплавы на их основе, как правило, перед соединением со стеклом и керамикой проходят специальную обработку, связанную с созданием на их поверхности тонких слоев оксидов низшей валентности.
Режимы сварки
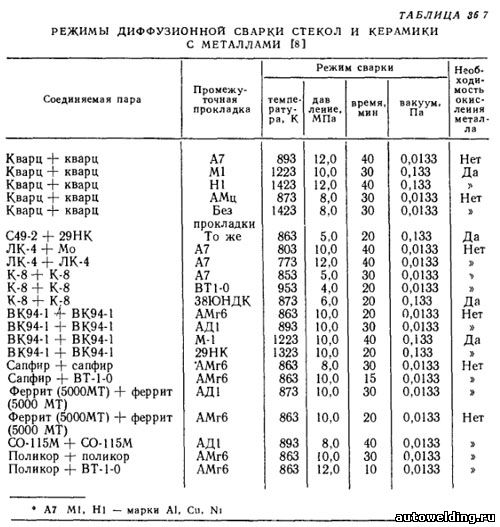
При разработке технологии ДС стекла и керамики с металлами широко используют промежуточные прокладки. Назначение прокладок главным образом сводится к снижению энергетических параметров сварки, остаточных напряжений в зоне соединения и активации соединяемых поверхностей. Некоторые режимы диффузионной сварки стекла и керамики с металлами приведены в табл. 36.7.
Особенности конструкции металлостеклянных и металлокерамических узлов
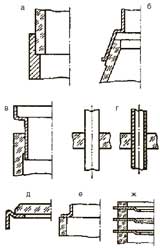
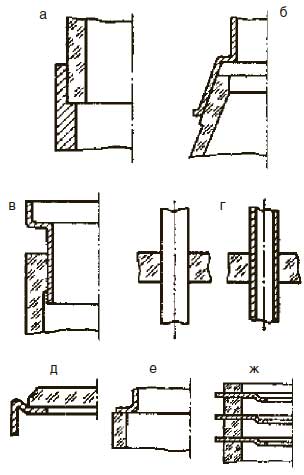
Конструкции узлов металлов с неметаллами разделяют на три группы (рис. 36.1).
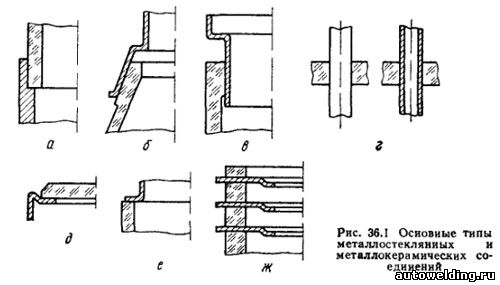
1. Соединения, в которых металл охватывает стекло или керамику, при этом ТКЛР металла имеет большее значение, чем неметалла. Такие соединения называют охватывающими (рис. 36.1, а—в).
2. Соединения, в которых керамика или стекло охватывают металлическую деталь, называют внутренними спаями или соединениями (рис. 36.1, г).
3. Соединения, когда металлическая деталь сочленяется с неметаллической по плоскости торца; поэтому они и называются плоскими или торцовыми соединениями (рис. 36.1, д—ж).
Возникновение больших и опасных напряжений в таких соединениях компенсируют следующими способами: использованием металлов небольших толщин и возможно меньшего диаметра; применением для соединений пластичных материалов, позволяющих несколько ослаблять напряжения; использованием более низких температур при получении соединения, а также применением медленного охлаждения в процессе сварки с чередованием промежуточных отжигов.
Сварка стекла с металлом
Стоимость подписки в 2 раза ниже!. Звоните нам. Возможны скидки.
Наши консультации
Как сваривают стекло, ситаллы и керамику с металлами
По механизму (1) взаимодействуют d-элементы (Fe, Co, W, Mo, Mn и т. д.), а по механизму (2) — s- и p-элементы (Al, Mg, Be, Li) и их сплавы. Поэтому технология ДС стекла и керамики с металлами должна разрабатываться как с учетом физико- химических свойств соединяемых композиций, так и с учетом топохимических процессов, происходящих в зоне контакта.
Таблица. Режимы диффузионной сварки стекла и керамики с металлами
| Соединяемые материалы | Промежуточная прокладка | Температура, К | Давление, МПа | Время, мин | Вакуум, Па | Необходимость окисления металла |
| Кварц+кварц | А7* | 893 | 12,0 | 40 | 0,0133 | – |
| Кварц+кварц | М1* | 1223 | 10,0 | 30 | 0,133 | + |
| Кварц+кварц | Н1* | 1423 | 12,0 | 40 | 0,133 | + |
| Кварц+кварц | АМц | 873 | 8,0 | 30 | 0,0133 | – |
| Кварц+кварц | – | 1423 | 8,0 | 30 | 0,0133 | – |
| С49-2+29НК | – | 863 | 5,0 | 20 | 0,133 | + |
| ЛК-4+Мо | А7 | 803 | 10,0 | 40 | 0,0133 | – |
| ЛК-4+ЛК-4 | А7 | 773 | 12,0 | 40 | 0,0133 | – |
| К-8+К-8 | А7 | 853 | 5,0 | 30 | 0,0133 | – |
| К-8+К-8 | ВТ 1-0 | 953 | 4,0 | 20 | 0,0133 | – |
| К-8+К-8 | 38ЮНДК | 873 | 6,0 | 20 | 0,0133 | + |
| ВК94-1-+ВК94-1 | AMr6 | 863 | 10,0 | 20 | 0,0133 | – |
| ВК94-1-+ВК94-1 | АД1 | 893 | 10,0 | 30 | 0,0133 | – |
| ВК94-1-+ВК94-1 | М-1 | 1223 | 10,0 | 40 | 0,133 | + |
| ВК94-1-+ВК94-1 | 29НК | 1323 | 10,0 | 20 | 0,133 | + |
| Сапфир+сапфир | AMr6 | 863 | 8,0 | 30 | 0,0133 | – |
| СапфиВЕ-1-0 | AMr6 | 863 | 10,0 | 15 | 0,0133 | – |
| Феррит (5000МТ) +феррит (5000МТ) | АД1 | 873 | 10,0 | 30 | 0,0133 | – |
| Феррит (5000МТ) +феррит (5000МТ) | AMr6 | 863 | 10,0 | 20 | 0,0133 | – |
| СО-115М+СО-115М | АД1 | 893 | 8,0 | 40 | 0,0133 | – |
| Поликор+поликор | AMr6 | 863 | 10,0 | 30 | 0,0133 | – |
| Поликор+ВТ-1-0 | AMr6 | 863 | 12,0 | 10 | 0,0133 | – |
Технология диффузионной сварки. Подготовка стекла, керамики и ситалла. Химическая очистка в сочетании с ультразвуковой обработкой стекла и керамики является наиболее эффективным способом получения качественной поверхности под сварку. Термическое обезжиривание обычно применяют в сочетании с химической очисткой, а очистка в поле ультразвука в сущности является разновидностью химической очистки, так как в качестве рабочих жидкостей используют различные химические вещества и соединения. Очистка поверхности перед диффузионной сваркой сводится к трем основным процессам: обезжириванию, удалению механических загрязнений и травлению поверхности. Наиболее часто применяют первые два способа обработки, а к травлению прибегают только в случае необходимости изменения структуры поверхностного слоя.
Подготовка металлов к сварке. Химически активные металлы (s- и p-элементы) и сплавы на их основе перед соединением со стеклом, керамикой и ситаллом тщательно очищают от загрязнений, а также от оксидов. Переходные металлы (d-элементы) и сплавы на их основе, как правило, перед соединением со стеклом и керамикой проходят специальную обработку, связанную с созданием на их поверхности тонких слоев оксидов низшей валентности.
Режимы сварки. При ДС стекла и керамики с металлами широко используют промежуточные прокладки. Назначение прокладок, главным образом, сводится к снижению энергетических параметров сварки, остаточных напряжений в зоне соединения и активации соединяемых поверхностей. Некоторые режимы диффузионной сварки стекла и керамики с металлами приведены в таблице.
--> -->
Рисунок. Основные типы металлостеклянных и металлокерамических соединений
--> Закрыть/Close
Читайте также: