Сварка толстого металла внахлест
Обновлено: 18.05.2024
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Виды сварных швов и соединений
Швы имеют довольно обширную классификацию. В первую очередь их разделяют по типу соединения делателей. В зависимости от требований к надежности, шов может накладываться с одной или с двух сторон. При двусторонней сварке конструкция получается более надежной и лучше держит форму. Если шов один, часто получается так, что изделие перекашивается: шов «тянет». Если их два, эти силы компенсируются.

Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Непроходимо отметить, что для получения качественного сварного шва, металл не должен быть ржавым. Потому места сварки предварительно зашкуривают или обрабатывают напильником — до полного исчезновения ржавчины. Далее, в зависимости от требований, стачивают или нет кромку.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).

Как варить стыковой шов: однослойный и многослойные (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.

Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Тавровое и угловое соединение
Тавровое соединение в сварке представляет собой букву «T», угловое — букву «Г». Тавровое соединение может быть с одним швом или двумя. Кромки также могут разделывать или нет. Необходимость разделки кромки зависит от толщины свариваемых деталей и количества швов:
- толщина металла до 4 мм, шов одинарный — без обработки кромок;
- толщина от 4 мм до 8 мм — без обработки кромок шов двойной;
- от 4 мм до 12 мм — одинарный шов с разделкой с одной стороны;
- от 12 мм кромку спиливают с двух сторон, и шва делают тоже два.
Угловой шов можно рассматривать как часть таврового. Рекомендации тут точно такие же: тонкий металл можно сваривать без разделки кромок, для большей толщины приходится снимать часть с одной или двух сторон.

Как подготавливать металл для углового соединения (с одни или двумя швами)
Угловые и тавровые стыки иногда приходится варить с обоих сторон (два шва). Чтобы правильно варить такой шов, детали поворачивают так, чтобы металлические плоскости находились под одинаковым углом. На фото этот способ подписан «в лодочку». Так проще рассчитывать движения электрода, особенно новичку с сварке.
При соединении тонкого и толстого металла угол наклона электрода должен быть другим — порядка 60° к более толстой детали. При таком положении большая часть прогрева придется на него, тонкий металл не прогорает, что может случиться, если угол наклона будет 45°.
Сварка угловых швов
При сварке угловых швов необходимо следить за положением и движением электрода. У вас должен получаться шов с равномерным заполнением. Проще это реализовать, если выставить детали для сварки «в лодочку», но такое получается не всегда.
Если нижняя плоскость расположена горизонтально, часто получается так, что на вертикальной плоскости, а также в самом углу металла мало: он стек вниз. Это происходит, если в вершине угла электрод находится меньше времени, чем возле боковых его поверхностей. Движение кончика электрода должно быть равномерным. Вторая причина — слишком большой диаметр электрода, который не позволяет опуститься ниже и прогреть нормально место стыка.
Чтобы избежать появления этого дефекта дугу разжигают на горизонтальной поверхности (в точке «А»), двигая электрод к вертикальной поверхности, затем круговым движением возвращют его на место. Когда электрод находится над стыком, он имеет наклон 45°, по мере его продвижения вверх угол чуть уменьшается (рисунок на картинке слева), при переходе на горизонтальную поверхность, угол увеличивается. При такой технике шов будет заполненным равномерно.

Сварка углового шва — положение и движение электрода
При сварке угловых соединений следите еще и за тем, чтобы время нахождения электрода во всех трех точках (по сторонам и в центре) было одинаковым.
Положение в пространстве
Кроме разных типов соединений швы могут по-разному располагаться в пространстве. Бывают они в нижнем положении. Для сварщика это самый комфортный. Так проще всего контролировать сварную ванну. Все остальные положения — горизонтальный, вертикальный и потолочный шов — требуют определенных знаний техники сварки (о том, как варить такие швы читайте ниже).

Виды сварных швов по положению в пространстве: вертикальный горизонтальный, потолочный
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.

Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.

Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.

Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Дефекты сварных швов
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.

Ошибки, которые могут возникнуть при сварке
Непровар

Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.

Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.

Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.

Холодные трещины ведут к разрушению изделия
Особенности сварочного соединения внахлест

Швы и соединения
Большинство металлоконструкций создается путем сварки. Такой способ помогает повысить надежность и прочность объекта. Одним из типов сварочных швов является нахлесточное соединение. Оно характеризуется минимальной чувствительностью к ошибкам при работе. Шов могут выполнить начинающие сварщики.

Что такое сварка внахлест
При формировании такого соединения листовые детали размещают параллельно. Край одной заготовки частично перекрывает кромку другой. Способ применяют для сварки листов высотой 4-8 мм. Размер нахлеста должен слегка превышать суммарную толщину деталей. Поверхности при выполнении нахлесточного шва не требуют сложной подготовки. Достаточно зачистки кромок. Листы проваривают с 2 сторон, что исключает вероятность проникновения воды в зазор.
При сварке внахлест заготовки прочно стягивают. Соединение делают косым, боковым, лобовым или комбинированным способами. Реже применяют заклепочные или прорезные швы.

Во втором случае прожигают отверстия в детали, расположенной сверху. После этого формируют кольцевой шов. При заклепочном соединении электрод ведут по периметру прорези в пластине.
Когда применяется соединение внахлест
Используют при работе с массивными деталями, перемещать которые с нужной точностью невозможно. Соединение внахлест нельзя применять при сварке заготовок, подвергающихся влиянию переменных нагрузок. Лобовые швы уместны при работе с листовыми конструкциями: обшивкой, емкостями, сосудами. Фланговые соединения предназначены для изготовления профильных объектов: стропил, колонн, мачт, подкрановых ферм. Швы с пазами и отверстиями используются для прикрепления настила к балкам.
Технологические требования
При формировании нахлесточного сварного соединения соблюдают следующие нормы:
- Согласно российским стандартам, внахлест можно укладывать арматурные пруты диаметром не более 2,5 см.
- При работе учитывают параметры электродов. Стержень диаметром 4-5 мм подойдет для сварки деталей толщиной 4-5 см.
- Нахлесточные швы выполняют ручным или полуавтоматическим аппаратом. Применяют контактные, ванно-шовные или электродуговые технологии.
- Соединение формируют длинными швами. Однако допустимо применение точечной сварки.

Разновидности соединений
Существуют 4 основных вида швов: одно- или двусторонние, со скосом кромок или без такового.
Одностороннее
В этом случае проваривают только 1 сторону шва. Соединение применяется при создании конструкций, эксплуатирующихся в нормальных условиях с минимальными нагрузками.
Двустороннее
Соединение проваривают с обеих сторон. Этот тип швов считается более распространенным. Он отличается повышенной прочностью и надежностью, может применяться при работе с конструкциями, испытывающими увеличенные нагрузки.
Со скошенными кромками
В этом случае часть краев срезают под нужным углом, величина которого подбирается с учетом толщины детали. Это способствует лучшему провару соединения.
Без скоса кромок
Метод используется при работе с тонкими металлическими листами. Необходимо достаточно глубокое залегание соединения.
Плюсы и минусы
К положительным качествам нахлесточного сварного соединения относятся:
- простота формирования;
- необязательность строгого соблюдения параметров и размеров (незначительные погрешности не сильно влияют на качество сварки);
- повышенная прочность соединения на разрыв;
- невысокая стоимость процесса.
Недостатками рассматриваемого способа сварки считаются:
- непереносимость динамических нагрузок (по этому качеству нахлесточные соединения уступают стыковым);
- необходимость усиления швов при работе с некоторыми типами конструкций;
- узкая специализация соединений (сварка внахлест редко используется при строительстве каркасов или создании приборов).
Особенности нахлесточного соединения
При сварке этим способом учитывают, что:
- Нахлесточный шов делают путем перекрытия поверхности одной детали частью другой. В стандартных условиях сварку выполняют по нижнему краю заготовки. Для повышения устойчивости к излому формируют вспомогательные швы в верхней части.
- Добавляемые к нахлесту соединения на чертеже имеют отдельные обозначения.
- Для усиления шва применяют дополнительные процедуры. По возможности нижний край прогревают и сгибают, после чего возвращают в прежнее состояние. Процедура усиливает связь, однако может ухудшать свойства металлов. Разогрев и загиб могут использоваться не для всех видов свариваемых деталей.

Параметры сварочного аппарата
Правильная настройка агрегата повышает качество шва. Рекомендованные параметры работы аппарата можно изучить с помощью таблицы.
| Толщина заготовки, мм | Сила сварочного тока, А | Диаметр электрода, мм |
| 1 | 25-40 | 1,5 |
| 2 | 60-70 | 2 |
| 3 | 90-140 | 4 |
| 4 | 120-160 | 4 |
| 5 | 150-180 | 4 |
| 6 | 160-220 | 4 |
| 7 | 220-300 | 5 |
| 8 | 280-340 | 5 |
| более 10 | от 400 | 5 |
Выбор электродов
При отсутствии разделанных краев размер стержня выбирают по указанной выше таблице. При срезании кромок корневой сварной шов формируют с помощью электрода диаметром 2-4 мм. Использование более толстых стержней нежелательно. Это способствует возникновению дефектов: непроваров, шлаковых включений.
Верхние слои соединения накладывают стержнем диаметром 4 мм. Если толщина заготовок превышает 1,2 см, возможно применение электрода диаметром 5 мм.
Для снижения температуры нагрева основного метала и риска появления трещин используют стержень диаметром 2 мм. Это способствует образованию тонкого валика.
Обозначение соединения на чертеже
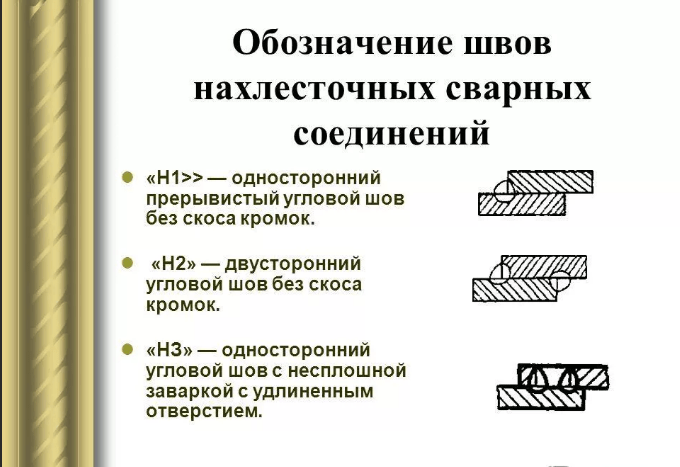
Для любых способов сопоставления деталей предусматриваются собственные отметки, с помощью которых сварщик понимает, какое соединение нужно делать. Нахлесточный сварной шов обозначают буквой Н. Ее ставят возле схематичного рисунка с параметрами. Нередко встречаются обозначения Н1, Н2. Цифра отражает номер соединения в классификации, использовавшейся при составлении чертежа.

Сваривание армирующего слоя внахлест
Для армирования металлопластиковых труб используют алюминиевую ленту. Ей можно придавать любые формы. Она устойчива к разрывам при любых технологиях сварки. Для улучшения свойств металл отжигают при температуре +360 °С, поэтому предъявляются особые требования к сварке ленты.
Если формируют нахлесточный шов, обрабатываемая зона нагревается до +330 °С, что меньше температуры плавления металла. Такая технология не ухудшает свойства алюминия.
При использовании стыкового соединения наблюдается перегрев сварочной ванны, из-за чего армирующий слой может потерять защитные качества.
Сварка в разных положениях
В зависимости от размещения деталей в пространстве выбирают контактную или дуговую технологию.
Электродуговой метод
Применяют в процессе сборки стальных конструкций. Сварка не вызывает затруднений при возможности перемещения заготовок. Сложности возникают, когда лист приваривается к металлическому потолку. В остальных случаях детали соединяют одинарным или двойным швом. Электродуговая технология исключает прожоги. При ее использовании к заготовкам не предъявляют строгих требований. Допустимы неточности в расчетах. Однако дуговой метод имеет и недостатки:
- перерасход металла, возникающий из-за наложения листов друг на друга;
- сниженная, по сравнению со стыковой сваркой, прочность;
- перерасход электродов из-за необходимости двустороннего сваривания.
Контактный способ сварки
Метод используется в производственных условиях. Шов приобретает хорошие эстетические качества, следы от электродов отсутствуют. Стержень ведут по краю кромки. Предварительная подготовка деталей не требуется. Сварочные точки не должны располагаться слишком близко к краю. Это же касается расстояния между элементами. Несмотря на эти требования, контактная сварка широко распространена в приборо- и машиностроении, производстве бытовой техники.
Частые виды брака при нахлесточном шве
При сварке этим способом иногда появляются такие недостатки:
- Непровары – недостаточность заполнения шва расплавом. Такой дефект уменьшает прочность шва. Они возникают из-за слабости тока, слишком высокой скорости сварки.
- Подрезы – канавки, идущие вдоль стыка. Возникают из-за удлинения дуги, расширения сварочной ванны, недостаточного прогрева металла.
- Прожоги – сквозные дефекты. Отверстия появляются при низкой скорости сварки, неправильном выполнении одностороннего скоса кромки, высокой силе тока.
- Поры – пустоты, располагающиеся по всей длине шва. Появляются при разрушении защитного газового облака.
Большинство дефектов устраняют путем повторной сварки с установкой правильных параметров работы аппарата.
Нужно приварить тонкий металл к толстому. Электродом. По какой толщине будем выставлять сварочный ток
В процессе производства необходимость приваривание тонких листов к толстым случается достаточно часто. Но использование контактных электродов привычного диаметра от 4 мм для толстого металла совершенно не годится для сварки тоненького. Такая задача решаема, если провести предварительно операции подготовки. Какие именно — расскажем в нашей статье.

Электрошлаковая
В электрошлаковой сварке электротоком нагревается шлак, который расплавляет находящийся рядом металл и защищает шов от окисления и насыщения водородом. Технология позволяет производить только вертикальные швы снизу вверх. Отклонение от вертикали допускается в пределах 30 градусов.

С двух сторон свариваемых толстых листов из металла устанавливаются медные пластины-ползуны, которые охлаждаются водой. Между свариваемыми листами оставляется зазор. Обработка стыков не требуется.
Стыки и ползуны образуют сварочную ванну. При внесении в нее электрода шлак разогревается, металл начинает плавиться, сваривание происходит без создания дуги.
По мере образования шва ползуны передвигаются вверх. Все происходит за один проход. Сварить можно толстый металл до 60 см. Шов должен образоваться за один проход иначе возникают неустранимые дефекты. Технология позволяет пользоваться электродом различной формы.
Сварка внахлест
Если нужно соединить два тонких листа, то рекомендуется (по возможности) накладывать один на другой. Такое соединение позволит избежать прожогов и добиться получения красивого шва.
Процесс выглядит так:
- Очистка деталей.
- Монтаж с минимальными зазорами – рекомендуется использовать струбцины или специальные зажимы.
- Поджиг дуги на одном из листов.
- Электрод следует вести вдоль кромок с минимальными поперечными колебаниями.
- Угол удержания электрода – 45 градусов или меньше.
В процессе можно производить продольные колебания, это снизит риск прожогов. Если сварка проводится в вертикальном положении, то рекомендуется метод «с отрывом» электрода.
Электродуговая
Сварка металла большой толщины (20 мм и более) из-за невозможности проварить за один проход всю толщу изделия имеет свою специфику. Кромки свариваемых поверхностей нужно подготовить.

Для этого кромки стачиваются под углом. При соединении деталей в сечении должна получиться буква V. Иногда, одну кромку стачивают под углом, а вторую ступеньками. Между свариваемыми деталями оставляют зазор, в верхней части должна получиться канавка шириной 10-15 мм и больше.
Ширина канавки зависит от толщины металла. При сварке металла разной толщины край более толстого стачивается до сечения тонкого.
При сварке встык и наличии пересекающихся швов возникают напряжения, приводящие к деформации и даже разрушению изделия. Особенно это сильно проявляется при низких температурах, когда металл теряет свои пластические свойства.
Жесткое закрепление деталей в оснастке также вызывает чрезмерные напряжения. К этому же приводят и длинные швы с большим сечением.
Сваривать толстый металлический лист требуется так, чтобы время между наложением последующих слоев было минимальным. Во избежание напряжений необходимо следующий шов прокладывать по горячему слою. Толщина слоев должна находиться в пределах 4-5 мм, это обеспечит достаточный прогрев.
При сваривании толстого металла из-за большой глубины сварочной ванны увеличивается вероятность образования пор. Чтобы этого не произошло, применяется каскадный способ сварки или метод «горка».
Во время сварки возникает поперечная усадка, которая может достигать 4 мм при толщине металла 40-50 мм. При сварке толстых листов необходимо делать прихватки длиной 2-3 см через каждые 30-50 см.
Для уменьшения напряжений, можно выполнять работу двумя сварщиками одномоментно. Прогрев толстого металла до 150-200 ⁰C также снижает внутренние напряжения, замедляет кристаллизацию, что приводит к более длительному времени выделения газов и соответственно уменьшению количества пор.


Как варить тонкие металлы электродом
Тонким принято считать лист с толщиной менее 2 мм. Есть три варианта, которые встречаются при сварке тонких металлов:
- Лист или тонкую заготовку необходимо соединить с более толстой деталью. Это самый простой вариант. Если есть возможность, следует выбирать именно его.
- Требуется сварить два тонких листа между собой внахлест. За счет наложения листов друг на друга процесс облегчается.
- Нужно соединить два листа встык. Самый сложный случай. Вероятность прожога без опыта работы очень высока.
Существует несколько хитростей, к которым прибегают сварщики при соединении тонких металлов.
Виды швов и методы их наложения
Швы по положению и типу соединения делятся на несколько видов, от которых зависят настройки сварки.
По положению в пространстве делятся на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
Они могут соединяться внахлест, встык, кроме этого бывают тавровые и угловые соединения. Существует несколько методов наложения швов при сварке толстого металла.
Способы наложения

Метод сварки толстого металла каскадом заключается в следующем: весь участок разбивается на отрезки по 20 см. Сначала проваривается самый нижний участок, который называется корневым. Его длина примерно 20 см. Поверх корневого внахлест, не прерывая дуги, делают новый слой. Его общая длина будет 20 +20=40 см.
Лучше всего метод сварки понятен на схеме. Он применяется к толстым металлам, когда толщина листа более 20 мм. При таком способе сварки слои накладываются на неостывший металл, что позволяет уменьшить деформации и внутренние напряжения.
Сварка толстого металла горкой подобна каскаду, только работают два сварщика от середины к краям шва.
Они варят каскадом по длине и по ширине. Задача состоит в том, чтобы при накладывании следующего слоя место контакта было горячим.
Длина
Швы подразделяют на короткие длиной до 25 см, средние – до 1 м, и длинные – свыше 1 м. Короткие прокладывают за один проход.
При сваривании толстого металла приходится делать несколько слоев – по одному за каждый проход, так как каждый последующий слой становится все шире, то сварщик делает зигзагообразные или спиралевидные движения поперек шва. Таким образом, оплавляются кромки свариваемых деталей.
Такая технология обычно применяется при стыковом соединении толстого металла. Средние и длинные швы накладываются с использованием способов каскада и горки.
При сварке угловых и тавровых соединений применяют многослойный многопроходный двусторонний шов. Сначала формируется корневой шов. Затем поверх него прокладывается второй слой со смещением к одному из стыков, потом третий со смещением ко второму стыку с его оплавлением.
Четвертый идет поверх второго слоя, оплавляя кромку детали. Пятый проходит рядом с четвертым, а шестой слой поверх третьего, оплавляя кромку второй детали. Седьмой слой накладывают поверх четвертого, пятого и шестого слоев.
С обратной стороны шва на первый слой и кромки изделия наносится восьмой завершающий слой.
Параметров сварочного аппарата
Уменьшение сварочного тока уменьшает глубину сварочной ванны и наоборот. Ширина же ее практически не изменяется. Требуемая сила тока зависит от толщины металла и диаметра сварочного электрода. Повышение напряжения приводит к увеличению ширины шва, а глубина провара при этом уменьшается.
От скорости перемещения электрода при прочих равных условиях зависит глубина провара. Она увеличивается при скоростях до 40 м/час, а потом уменьшается. Ширина шва с увеличением скорости уменьшается постоянно.
Работа с толстым металлом требует большей подготовки для сварщика. Шов всегда получается многослойным. Прежде чем браться за такую сварку, необходимо освоить основные технологические приемы.
Какие электроды следует использовать
На постоянном токе можно варить любыми электродами, важно подобрать диаметр. Рекомендуется использовать 2 мм, а если соединяются металлы разной толщины, то допускается сварка электродами 2,5-3 мм.
Выбор марки зависит от предпочтений сварщика. Большинство применяет электроды типа АНО-4, которые легче зажигаются, но часто используют и УОНИ 13/55 или аналогичные.

Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Также можно использовать сварочные материалы фирмы Кобелко. Это электроды Lb-52U, их диаметр отличается от российских стандартов – 2,6 и 3,2 мм. Они стоят значительно дороже отечественных, но за счет применения производителем качественной обмазки варить ими легче, чем аналогичными УОНИ.

Примерная стоимость электродов фирмы Кобелко на Яндекс.маркет
Лучше выбирать электроды с графитовыми кончиками. Такая технология облегчает первоначальный поджиг дуги.
Режимы сварки
При настройке аппарата следует руководствоваться практическими советами:
- настройку сварочного тока производить опытным путем, пробуя варить на ненужных обрезках. Универсальных значений нет, каждый сварщик устанавливает те параметры, которые ему привычнее;
- функция «Форсаж дуги» – включить. Если есть колесико регулировки, следует подобрать оптимальное его положение;
- сварка производится на обратной полярности: к разъему «+» подключается держатель электродов, а к «-» – кабель массы.
Приблизительные значения силы тока.
| Толщина заготовки, мм | Значение силы тока, А |
| 0,5 | 10-25 |
| 1 | 30-40 |
| 1,5 | 40-45 |
| 2 | 50-60 |
Держатель должен надежно фиксировать электрод, иначе во время работы зажигание дуги будет выполнить сложно.
ortodox69 › Блог › сварка тонких листов инвертором(конспектная запись)
Тонколистовым называют материал с толщиной до 5 мм
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги.
Электрод должен иметь малую толщину
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
PS: тока что попробвал варить МР-3С 3 мм с рутиловым покрытием, сразу скажу что «+» на массе-прожёгов значительно меньше чем когда «+» на электроде! Варил тонкое железо.
Комментарии 413
а что будет, если горизонтальный шов варить движениями 1?
Среда инертного газа позволяет держать дугу более стабильной, у простой сварки это достигается составом обмазки электрода. Меньший диаметр электрода в инертном газе уменьшает тепловую нагрузку на деталь вне зоны сварного шва (а ещё лучше с этим обстоит в контактной сварке). Гнить будет и там и там если после сварки не обработать.
Я сам как то варил порог 0,8мм, касаниями, электроды были Esab, 3мм, ток 35-40А (иногда менял). Эти электроды на маленьких токах не гаснут, как карандашь вести можно и горит, но не брызгает. Горение да же не похоже на сварку электродом… ОЗС-2 и АНО-21 такого результата мне достичь не дали.
почему все мастера варят кузова полуавтоматом, а не электро- или газосваркой?
Электродом метал прогорает, его коробит, шов кривой, шлакует и т.д., а полуавтоматом хоть фольгу вари — шов ровный, полностью проваривает, не ведет метал и т.п. А если что то потолще проварить надо так тут дуговая сварка самое то!
Металл не ведёт если прихватить много точек грамотно.
Напомню, кузова машины в самом лучшем случае 1мм (это буквально танкообразный зил), типовой случай 0,6-0,8 мм, а в рядовом случае, когда варится уже кузов не первой ржавости — этот слой после зачисток от ржавчины снижается до 0,4 мм. Так что варить кузов электродом не то чтобы нельзя — это почти нереально.
Не знаю, родственник год варил машины, пока на полуавтомат ему транс мотали… При чём так варил пороги, что все фигели…
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.

При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.

Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм - 2 мм | 2 мм | 2,0 мм - 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.

Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.

Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Нахлесточное соединение

Сварка нахлесточного соединения не является сложной, даже неопытные сварщики способны быстро его освоить. Такой тип шва практически невозможно испортить, что делает его довольно распространенным в самых разных сферах.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Однако, несмотря на свою простоту, нахлесточное соединение все же требует определенных навыков и соблюдения правил. В нашей статье мы расскажем о технологических требованиях к таким швам, поговорим об их разновидности и опишем особенности создания соединений внахлест.
Понятие нахлесточного соединения
Для формирования нахлесточного соединения листовые заготовки размещают параллельно друг другу таким образом, чтобы край одной частично закрывал кромку другой. Технология подходит для сварки металлических листов толщиной 0,4–0,8 см. Размер нахлеста должен быть больше толщины обеих заготовок. До начала сварных работ кромки необходимо зачистить, специальная подготовка деталей не требуется. Место соединения проваривают с двух сторон во избежание попадания внутрь шва воды и, как следствие, снижения его качества.
Для сваривания внахлест заготовки прочно скрепляют друг с другом при помощи косого, бокового, лобового или комбинированного способов соединения. В редких случаях пользуются заклепочными или прорезными швами.

В первом случае в листе делают прорези, по которым проходятся электродом при сварочных работах. Во втором – в расположенной сверху заготовке прожигаются отверстия.
Сфера применения нахлесточного соединения в сварке
Сварка нахлесточных соединений широко применяется в самых разных сферах производства. При помощи специальных сварочных аппаратов:
- собирают различные павильоны и комплексы, автотенты;
- изготавливают рекламные конструкции и баннеры с разными параметрами и различной конфигурации;
- конструируют навесы, предназначенные для защиты от солнца.
Сварка нахлесточным соединением широко применяется в автосервисе. С ее помощью приваривают заплаты, ремонтные вставки, соединяют детали. В основном технологию используют при работе с силовыми элементами автомобиля.

Также поговорим о соединении проволоки. Делают это двумя способами:
- два пересекающихся элемента соединяют вместе точечной сваркой;
- концы проволоки соединяют и сваривают встык.
Плюсы и минусы сварки внахлест
Достоинства сварки нахлесточным соединением заключаются в:
- простоте сборки, возможности изменять габариты изделия за счет размера нахлеста;
- отсутствии скошенных краев заготовки;
- небольшой усадке металла при сварке внахлест.
Среди недостатков сварки нахлесточным соединением отметим:
- небольшую эффективность при динамической и переменной нагрузке;
- больший расход металла для формирования соединения;
- повышенной вероятности появления коррозии из-за проникновения влаги в зазор между элементами изделия.
Виды нахлесточных сварных соединений
Выделяют четыре основных вида сварных соединений:
- Одностороннее, при котором шов проваривают только с одной стороны. Сварка односторонним нахлесточным соединением подходит для изделий, которые предполагается использовать для работы с минимальными нагрузками в нормальных условиях.
- Двустороннее, при котором шов проваривают с двух сторон. Это наиболее распространенное нахлесточное соединение сварки. Данный тип шва прочнее, надежнее, выдерживает большие нагрузки по сравнению с односторонним.
- Со скошенными кромками, при котором кромки соединяемых заготовок срезают под определенным углом в зависимости от толщины металла. Такой прием помогает лучше сваривать шов.
- Без скошенных кромок. Сварка таким нахлесточным соединением подходит для заготовок из тонколистовых металлов. Нахлест должен быть достаточно большим.
Подготовка металла к сварке внахлест
До начала сварных работ нахлесточным способом металлические заготовки нужно соответствующим образом подготовить.
Поверхность должна быть очищена от загрязнений, ржавчины, остатков краски, грунта, смазки, антикоррозионных составов.
Рекомендуем статьи:
Если поверхность будет грязной, то нахлесточное соединение при сварке получится некачественным. В ряде случаев сварные работы будут невозможны, поскольку:
- загрязнения могут препятствовать прохождению тока;
- некоторые загрязнения могут спровоцировать разбрызгивание жидкого металла при работе, что влечет вероятность получения ожогов мастером или возникновения пожара;
- газы, образующиеся при определенных видах загрязнений, могут спровоцировать пористость соединения с существенным снижением его качества;
- повышается вероятность задымления при работе.
При сварке проволоки нахлесточным соединением ее необходимо выровнять и обрезать.

Соединяемые детали должны быть прочно прижаты друг к другу с помощью зажимов, временных креплений саморезами, болтами и пр.
Для получения качественного нахлесточного соединения деталей при сварных работах нужно четко соблюдать названные выше несложные правила.
2 метода нахлесточных соединений при сварке
1. Электродуговая сварка.
Выбор типа сварки для нахлесточного соединения зависит от расположения деталей в пространстве. Во избежание коррозии шов лучше проваривать с обеих сторон.
Электродуговой способ нахлесточного сваривания элементов используют при проведении монтажных и сборочных работ стальных конструкций. Если положение заготовок можно менять, то сложностей в работе у сварщика не возникает.
Например, при необходимости соединения внахлест листовой заготовки с металлическим потолком формирование потолочного шва будет затруднено.
Использование одного или двух нахлесточных швов зависит от конкретных требований, предъявляемых к изделиям.
Формирование сварного шва с края заготовки практически полностью исключает появление прожигов металла. Края деталей не нуждаются в тщательной подготовке, как, к примеру, при стыковой технологии сварочных работ.
Детали могут немного не совпадать по размерам, главное условие – соответствие требованиям внешних габаритов.
Сварка внахлест может выполняться по технологии углового соединения деталей, если свариваемые заготовки соединяют под углом друг к другу.
2. Контактная сварка.
Для металлических листов обычно используют сваривание нахлесточным способом при помощи специальных выступов – рельефов. Для работы берут сферические рельефы. Такую сварочную технологию относят к контактным видам крепления деталей.
Для сварных работ используют рельефы, изготовленные методом холодной штамповки с образованием лунок. Высокопластичные материалы позволяют создавать рельефы различной формы и сложности. При невозможности применения рельефы заменяют специальными вставками.
Разница между обычной контактной и рельефной сваркой заключается в способе формирования шва. Во втором случае шов образуется за счет пластической деформации, а не плавления материала заготовки.
Такая сварка нахлесточным соединением позволяет получать эстетичные и привлекательные швы, на которых отсутствуют следы плавления электродов, кроме того, она не требует предварительной тщательной обработки поверхностей заготовок, поскольку они соединяются по краям кромок. Технологию применяют в массовом производстве.
При контактной технологии сварных работ нельзя располагать точки сварки в непосредственной близости от краев стыка. Также они не должны быть близко друг к другу из-за воздействия шунтирующих токов.
Тем не менее контактную нахлесточную сварку широко используют в автомобиле- и приборостроении, для производства бытовой техники. При этой технологии детали всегда соединяются внахлест.
Нюансы нахлесточного соединения при сварке арматуры
Для придания строительным конструкциям прочности и долговечности используют бетонные элементы, прочность которых увеличена каркасами из арматуры. Арматурные пруты соединяются при помощи сварки.
Создать прочный армированный металлический каркас достаточно сложно. Качество готовых арматурных стержней во многом зависит от соблюдения технологии и нормативных требований при проведении работ.
Сварка арматуры нахлесточным соединением применима в тех случаях, когда нагрузка должна быть равномерно распределена по поверхности конструкции. Нахлест образуют в местах наименьшего напряжения. Арматурные пруты должны иметь одинаковый диаметр, толщина стержней не должна превышать 2 см.
При соединении арматуры учитывают рельефы и швы, сварные работы выполняют ручным электродуговым способом.
Тавровые сварочные соединения должны соответствовать инвентарной форме, при работе используется один электрод. При применении флюса отсутствует необходимость в дополнительном использовании присадочной проволоки.
Внахлест сваривают арматурные прутья марок А400С и А500С, поскольку они хорошо соединяются сваркой.
Сталь этих марок относится к дорогостоящей, поэтому чаще всего используют арматурные стержни марки А400. Однако при нагревании ее прочность и коррозионная устойчивость снижаются.
Места перекрещивания арматурных прутьев сваривать запрещено в соответствии с западными нормативными документами и разрешено российскими стандартами при условии, что толщина арматуры составляет не более 2,5 см.
Сварка нахлесточным соединением выполняется с учетом диаметра электродов. В соответствии с требованиями ГОСТ 14098 и ГОСТ 10922 при длине нахлеста свыше десяти диаметров арматурных прутов используются электроды толщиной 4,4–0,5 см.
Нахлесточные соединения формируются электрошлаковым полуавтоматическим способом, при помощи ручной электродуговой, ванно-шовной, контактной технологий сварных работ.
Горизонтальные и вертикальные крепления арматурного каркаса выполняют длинными швами внахлест или с помощью накладок.
Помимо длинных швов, используются также дуговые точки. Нахлест может быть длинным или коротким, шов проваривают с одной или двух сторон.
Длина сварного стыка накладки и арматурного стержня может различаться. Допустимо смещение накладок по длине. Для сварки нахлесточным соединением арматуры используют различные фланговые швы.
При сварочных работах с вертикально расположенными арматурными прутами требуется снижение тока на 10–20 %. Если нахлесточное соединение формируется за счет двустороннего шва, возникает риск появления горячих трещин. Во избежание подобных дефектов важно строго следовать технологию работы и тщательно подходить к выбору электродов.
Технологические требования к нахлесточным соединениям
Для того чтобы выполнить сварку нахлесточным соединением и получить качественный шов, важно правильно настроить сварочное оборудование. В нижеприведенной таблице указаны рекомендуемые параметры работы оборудования при сваривании различных заготовок:
| Толщина заготовки, мм | Сила сварочного тока, А | Диаметр электрода, мм |
|---|---|---|
| 1 | 25–40 | 1,5 |
| 2 | 60–70 | 12 |
| 3 | 90–140 | 4 |
| 4 | 120–160 | 4 |
| 5 | 150–180 | 4 |
| 6 | 160–220 | 4 |
| 7 | 220–300 | 5 |
| 8 | 280–340 | 5 |
| более 10 | от 400 | 5 |
Если края заготовок предварительно не разделывались, то при выборе размера стержня необходимо руководствоваться данными, приведенными в таблице. Если кромки срезаны, то для формирования шва подойдет электрод диаметром 0,2–0,4 см. При применении электродов большей толщины повышается вероятность возникновения дефектов, включая непровары, шлаковые вкрапления.
Для верхних слоев шва используют электродные стержни диаметром 0,4 см. Если обработке подвергаются заготовки толщиной более 12 мм, то можно пользоваться электродами диаметром 0,5 см.
Применение электродов диаметром 0,2 см уменьшает риск появления трещин за счет меньшего нагревания основного металла. Шов при этом будет иметь вид тонкого валика.
Соединяемые детали помечаются определенными отметками, означающими тот или иной способ их крепления друг к другу. Так, для обозначения нахлесточного сварного шва используется буква Н. Она указывается на схематичном рисунке с параметрами собираемой конструкции. На схеме также могут встречаться параметры Н1, Н2, в которых цифрой обозначают номер соединения в чертеже.
Сварка нахлесточным соединением используется в тех случаях, когда другие варианты не применимы, например, из-за пространственного расположения элементов конструкции. Для усиления прочности таких соединений необходимо использовать дополнительные детали, повышающие жесткость изделий.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: