Сварка тонких листов металла
Обновлено: 04.05.2024
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.

При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.

Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
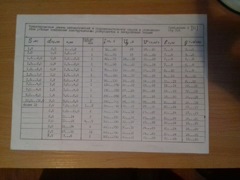
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм - 2 мм | 2 мм | 2,0 мм - 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.

Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.

Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
сварка тонких листов инвертором(конспектная запись)

Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги.
Электрод должен иметь малую толщину
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
PS: тока что попробвал варить МР-3С 3 мм с рутиловым покрытием, сразу скажу что "+" на массе-прожёгов значительно меньше чем когда "+" на электроде! Варил тонкое железо.



Комментарии 420
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

эх-хе хе…, Что же я раньше Вашу статью не прочёл… Попробовал по рекомендованной методе…, и вуаля! Всё получилось, ну почти всё. Спасибо огромное!

рутиловые элетроды ESAB 63.20 для точечной сварки тонких листов
Сварочный электрод ESAB OK 63.20. Тип покрытия — кисло-рутиловое. Электрод рекомендован для сварки тонкостенных изделий (с толщиной стенки около 2 мм) работающих в контакте с жидкими агрессивными неокислительными средами при температуре до 350ºС из коррозионностойких хромоникелевых и хромоникельмолибденовых сталей марок 03Х18Н10, 08Х18Н10Т, 02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, AISI 304L, 316L, 318, 321, 347 и им подобных, когда к металлу шва предъявляются жесткие требования по стойкости к межкристаллитной коррозии. Стабильная и мягкая дуга на малых токах и напряжениях позволяет выполнять сварку изделий, как на спуск, так и на подъем. Шлаковая система формирует швы с минимальным усилением, что сокращает расход сварочного электрода на единицу длины шва. Минимальное количество сварочных брызг, великолепная отделяемость шлака и отличная смачивание кромок стыка сокращают потери времени на последующую зачистку шва после сварки. Устойчивость к коррозии отвечает самым жестким требованиям при эксплуатации в агрессивных средах, как, например, в нефтехимической или целлюлозно-бумажной промышленности. Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии составляет 1,5…6% (FN 3-10).
Ток: ~ / = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 5, 6
Напряжение холостого хода: 50 В
Режимы прокалки: 330-370°С, 2 часа

Ох и дорогие они! За 650 грамм 2000 рублей!
Спасибо за пост. Очень много интересного нашел для себя. Я ни разу не сварщик, но балуюсь этим уж лет 20. Верно сказали, что надо бы курсы закончить, что бы теорию наложить на практику.
Территория сварки — сварка тонкого металла


Встык варили тонкие листы полуавтоматом (подкладывали графитовые пластины у тройлебусников брали), это так, для общего развития Сварщика))

Можно еще медную подкладку использовать . Или если в нижнем положении — флюсовую подушку
медь приваривается иногда(

интересно и познавательно! Ждем следующих роликов. Думаю многим интересно будет узнать о проволках и их особенностях

Буду ждать с нетерпением следующий видеоролик!
В этом ролике показано то, что я понял на практике в первый день испытания своего новенького полуавтомата.
Перед покупкой много видео пересмотрел но, на практике сразу становится ясно без всяких видеороликов.
Изначально для меня была проблема с флюсовой проволкой (знакомый посоветовал), потом приобрел баллон с Аргон+углекислота и все пошло ка по маслу))))
Очень хотелось бы увидеть ролик о разных проволках (какая фирма лучше, какой диаметр подбирать а также о газе (какой для чего и чем он лучше).

УВАЖАЕМЫЙ АЛЕКСАНДР.Огромное спасибо Вам за очередной расказ.И не слушейте пожалуйста дерьмометов.Есть очень много людей, которые с огромным удовольствием смотрят Ваши уроки.Для многих это огромное подспорье, а коменты помогут .

А чего же тогда его в сообществе Сварной не видно?

Что-то я в машине такого толстого металла не видел

Добавлю свои пять копеек — в общем-то, всё верно, но я не услышал даже и напоминания про подачу. Бог с ней, с "силой тока", но вот скорость подачи — тоже важное значение. ИМХО если уж варить тонкоту, то подачу нельзя делать низкой — будет дырка с большей вероятностью.
И ещё ИМХО — эфемерные значения тока действительно лучше бы перевести в вольты, а ещё лучше в вольты/подачу (не спорю, у разных аппаратов подача может обозначаться и регулироваться по-разному, но всё же) Я лично для себя приловчился и знаю, что для металла (к примеру) 1.5-2 мм ставлю напряжение от 15 до 20в (в зависимости нужно заварить дырку или большое пространство или шов встык)
гаражные новечки варят бытовыми сварочными аппаратами, и на некоторых вообще значения силы тока регулируется ступенями . о каких точных значениях может идти речь — когда в сет сегодня 200 вольт а завтра 170 .
Аппарат, на котором не регулируются выходные параметры — это не СА, а дерьмо, простите за выражение. А уважающий себя человек не должен пользоваться дерьмовым инструментом
если б все наши мастера — пользовались тем что хочется — то наверное б и жилось лучше . тогда и напряжение в сети должно быть и не 165 а 220 . как нибудь покажу как варит трансформаторный аппарат для РДЗ, который намотал мне дедушка, где ток регулируется вообще нихромовой спиралью .
Ну зачем же обижаться? Я тоже начинал с трансформатора, потом был ПДГ нашенский. Сейчас имею ростовчанина Контур 180-ый. Если их сравнивать (пдг и контур), то варить можно и тем и тем, а вот ХОРОШО варить — только последним :) Он и дугу держит, и выход мощнее даёт, и напряжение ему побоку (на 21 вольте спокойно варит при 170-180 в сети). Да, он стоит денег. бОльших, по сравнению с пдг, но оно стОит того. Тем более, если речь идёт о работе "для кого-то", а не только "турничок раз в год для себя сварить"
вот пожалуйста вам режимы
Открою Вам и всем остальным небольшой секрет. В полуавтоматической сварке существует две, подчеркиваю две регулировки: это вольтаж или напряжение, и регулировка скорости подачи проволоки т.е. по-другому все обзывают током. Что для чего предназначено я эмпирическим путём для себя сформулировал так. Регулируя напряжение задаём ширину шва. Регулируем ток или скорость подачи тем самым воздействуем на глубину провара. В последнее время в инверторные п. автоматы стали добавлять регулировку жёсткости дуги, но как я не экспериментировал в том числе изучал различные источники, в итоге четкого определения так и не нашёл. По большому счёту забил на неё. Вообще п. автоматическая сварка проста как кирзовый сапог. Если человек не смог освоить даже её, то думаю остальные способы и методы сварки не для него.
А про данные ролики думаю чел просто нарабатывает себе подписчиков на своем канале. Можно так растянуть данную тему что на полгода хватит, но это бредт. И ещё почему его не видно в профильном сообществе Сварной, думаю там его не раз бы «поправили».
Территория сварки — сварка тонкого металла электродом

Электродом каким сварить 0,6 мм вертикальный лист и лежащий металл в 3 мм получится?
что то не понял вопрос — вы хотите сварить метал 0,6 с 3 мм ?
Да, вертикально стоящий металл 0,6 мм на пластину 3 мм. Думаю как и не придумаю.:-(
а полуавтомата нет ?
Перевёрнутая т верх 0,6
kravchonok26
В фургоне, к каркасу тонкий лист приварить надо, есть полуавтомат и электродная сварка.
так полуавтоматом и приварите. можно посверлить отверстия в тонком листе и через них поприваривать !
вертикально 0,6 лист, основание 3 и по середине трубы вверху, не сбоку в нахлёст!

Подскажите метал 0.5мм можно заварить электродом?ну скажем крыло на машине, сплошным швом?
крыло 0,8 мм можно — но сложно

Электродом 3 мм., можно сварить пластину в 1 мм
Я бы не назвал металл в 1мм тонким (разве что если ты только учишься ). По идее его можно проварить качественными электродами в 3 и даже 4 мм повторю только качественными и только прихватками.
Да и варите Вы на подложке а это облегчает сварку (отвод излишнего тепла и удержание проплавленого металла). В жизни все по другому.
по поводу электродами в 3, 4 мм проварить качественно лист в 1 мм не согласен . а вот по поводу подложки и отведения тепла на подложку соглашусь. позже как потеплеет буду снимать на реальных конструкциях, что б было как в жизни ))))

ну, миллиметр-не миллиметр, а полуторку более-менее набитой рукой можно трешкой варить без прожогов спокойно.
можно и 1 мм тройкой варить — но только это не очень комфортно

а ведь я знал! я знал, что это вполне реально и у меня руки пока что просто не заточены под сварку:))) собственно, я и варил всего два раза в жизни — вваривал гайку под датчик кислорода и пытался отремонтировать ручку двери со стороны салона. в первом случае были: выхлопная труба 2 мм, ступичная гайка и электроды 3 мм, все получилось просто изюмительно:) а вот ручку в 1мм толщиной электродом 2 мм я просто сжег…
огромное спасибо за видео, теперь в голове будет побольше исходных данных для дальнейших попыток!:)))

Никто не заметил что в видео металл 3 мм а он рассказывает что варит 1мм

Тогда электрод какой в диаметре? 😂 Звыняй, но по условиям мы снимаем аз ит…

Очень хочу научиться варить. Как раз и подопытный имеется, но сварочника пока нет. Многие говорят что нельзя варить тонкий кузовной металл электродами, но судя по вашему видео — это не так. Теперь я в сомнениниях. Хотелось бы полуавтомат, но я так понимаю можно обойтись и обычным инвертером под электроды? Смогу ли я поварить кузов дуговой сваркой или только полуавтомат?
Понимаю что лучше, и шовчик красивее и ровнее, и металл не так прожигается, но вопрос цены! Самый простой полуавтомат, по крайней мере у нас, — 3700 грн., а инвертер можно новый и до 1700 грн купить. Двушка денег на дороге не валяется. Опять же, понимаю что полуавтомат лучше, НО! если можно варить дуговой, электродом двойкой или если есть даже меньше, и так же, и не спалив металл, то для меня такой вариант был бы куда интереснее. Вопрос как раз и был задан с целью выяснить, возможно ли поварить кузов авто дуговой сваркой, если аккуратно конечно и уже принаровившись.
ПыСы опытный музыкант сможет сыграть красивую мелодию на гитаре которая "не стрОит", всего навсего приноровившись играть на ней, а новичёк и "кузнечика" не сыграет на супер отстроенной гитаре…

купи простой инвертор, но желательно с цифровым отображением тока на экране, повари-попробуй. после к нему проволочно-протяжный механизм купи отдельно, либо сам собери.

PlazmoCutter
варил ниву электродом МР3 1.5мм. можно но долгий процесс. полуавтоматом та же работа в пять раз быстрее (теперь имею в наличие и то и то)

Сначала попробуйте найти электроды 1.6мм ;)
А 2мм, для металла авто который обычно тоньше 1мм — многовато.
Лучше таки полуавтомат.
Давно собираю инфу по сварочникам, видел у нас на рынке тонкие электроды, тётка, что продавала их, сказала что есть 1,2мм, 1,5мм, 1,8мм, 2мм и так далее, но первые два очень редкие, но достать сможет. Вот по этому-то я и зацепился.
Лучше-то лучше, но бла-бла на него нет… Ищется что побюджетнее, по крайней мере пока что…
просто это может закончится тем что вы купите аппарат для РДС, у вас что то не получится и потом все равно прийдется покупать полуавтомат
Электрдом мало того что неудобно варить в ограниченном пространстве, так еще и небезопасно, там где есть горящие составы, например антикор. Ну и область прогрева металла больше чем при сварке полуавтоматом, который еще и пламя затушить может углекислотой.
Хотя мой отец в 80-тых, варил свой 412-ты й именно электродом, самодельным трансом с резисторами "пружинами".
Матерился и варил.

Полуавтомат бери, с углекислотой варить одно удовольствие, качественнее шов, подача проволоки позволяет варить держа пистолет в одном положении, для сварки автомобиля — полуавтомат наверное идеален . пускай и стоит дороже изначально, у меня и дуговая и полуавтомат, дуговую использую только для металлов 3-4мм, для всего что меньше — полуавтомат)
Сварка тонкого металла
Сварка тонкого металла — очень важная и актуальная область деятельности в наши дни. Обязательно важно знать, как варить тонколистовой металл 1, 2 и 3 мм, какие электроды лучше. Технология сварки листов включает не только определение необходимой полярности, но и ряд других тонкостей.


Особенности
Разговор про сварку тонкого металла стоит начать с того, что это очень сложная процедура. Даже опытные специалисты сталкиваются с серьезными трудностями. Что уж говорить про тех, кто только начинает свою профессиональную карьеру. Сварочные работы с изделиями из тонколистового металла отличаются в корне от работ с более толстыми предметами. Нюансы касаются и режимов, и применяемого оборудования, и электродных инструментов.
Чаще всего на практике применяются инверторные системы. Сильный разогрев в любом случае противопоказан — из-за него материал будет прогорать, начнут возникать дырки.


Чем быстрее работает сварщик, тем лучше достигаемый результат. Времени на вождение электродами в разных плоскостях нет вообще. Их надо двигать строго по той линии, по которой формируют шов.
Важно также и то, что сварка тонкостенного металла должна вестись на слабом токе. Это позволяет сократить выделение тепла и исключить перегрев. Однако побочным эффектом оказывается необходимость делать укороченную дугу. В результате она будет затухать даже при небольшом отрыве от поверхности. Проблемы вызывает и розжиг электрической дуги, что вынуждает применять оборудование с приличной вольт-амперной характеристикой и с плавно регулируемым сварочным током.


Проблемы может доставить искажение геометрии при повышенном нагреве. Со стороны смотрится, как будто изделие начало выгибать волнами. Избежать подобной проблемы или устранить ее достаточно трудно. Придется тщательно бороться с перегревом или же заботиться об усиленном отводе тепла. Это можно сделать только путем применения подкладок с повышенной теплопроводностью.
Особенно сложно сварить максимально тонкий (менее 1 мм или примерно того же уровня) металл. Но при умелом подходе эта задача вполне решаема (даже с зазором). Обязательно необходимо применять держатели. Оптимально в таком случае применять 3-миллиметровый электрод, имеющий рутиловое покрытие.


Для изделий толщиной 2 мм целесообразно также ограничиться сравнительно «слабыми» решениями.
Если толщина металла составляет до 1,5 мм, то лучше брать 2-миллиметровый электродный инструмент без покрытия. Похожим образом поступают и при работе по металлу толщиной до 3 мм. Рекомендуется ток силой от 40 до 60 А. Важнейший момент, о котором надо заботиться обязательно, это профилактика прожига. Другие отклонения случаются редко, особенно при строгом соблюдении режимов.
Способы
Максимальные трудности, конечно, вызывает работа не с обычной сталью, а с особо тонкой жестью (толщиной от 0,01 до 0,03 см). Ее стараются варить «с проводником». Эта методика, несмотря на трудности, весьма востребована. Действовать придется максимально аккуратно, иначе велик риск прожечь обрабатываемый слой. Если же слишком неплотно окажется прижатие электрода, соединение будет низкого качества.
Сократить опасность прожига помогает работа «внахлест». Но иногда приходится соединять фрагменты листового металла встык. В этом случае до обработки требуется фиксировать заготовки, исключая их сдвиг в ходе манипуляций. Немного иначе обстоит дело при работе с легированными сталями. Для их сварки лучше пользоваться фторированным электродом с добавкой кальция.

Но некоторые специалисты рекомендуют для тонких легированных листов применять газовый сварочный аппарат. Да, пользоваться им сложнее, но зато можно сформировать более качественное соединение.
Для неопытных сварщиков, несмотря на это достоинство, правильнее будет пользоваться все же традиционной электрической техникой. И все-таки постепенно можно будет начать экспериментировать, как только хоть немного «набита рука».
Варить жесть ручной дуговой сваркой или полуавтоматическим аппаратом — дело личного вкуса. Однако второй вариант позволяет эффективнее работать на слабом токе, сокращая деформацию. Стальной лист сваривают прерывисто (точечно), при использовании инвертора. На обрабатываемом изделии формируют сварочные точки, соединяя часто. Главное — перемещать проводник максимально быстро, упреждая остывание металла.
Жесть можно иногда варить и непрерывно. В этом варианте аппарат должен иметь ограничение по силе тока до 60 А. Кроме того, не все могут правильно подобрать темп прохода электрода, обеспечивающий общее сплавление без возникновения дыр. Если выбирают плавкий электрод, то его наибольший диаметр составляет 2 мм, при этом лучше всего ориентироваться на показатель 1,6 мм.
Максимальное внимание сварщик должен уделять профилактике чрезмерного нагрева, что достигается только тщательной тренировкой.
Инверторная сварка тонкого металла подразумевает применение неплавкого электродного инструмента. Она делится на два ключевых подтипа: в одном плавятся (и в жидком виде стыкуются) кромки, а в другом применяется присадочная проволока. Первый вариант пригоден для особо «утонченных» конструкций, когда добавление даже небольшого количества постороннего металла не допускается. Что касается сварки рессорных сталей, то она требует термической обработки как до начала процедуры, так и после ее окончания.


Инструменты и материалы
В случае с газовой сваркой наиболее оправданным решением будет выбор ацетиленовой технологии. Из дополнительных компонентов в таком случае понадобятся лишь проволока и флюс. Чтобы влиять на интенсивность огня, применяют специальный редуктор. Газосварщики используют:
- специальные сварочные столы;
- баллоны с полученным на заводе газом и/или газогенераторные установки;
- шланги для подачи газообразных компонентов;
- принадлежности для сборки свариваемых изделий;
- прочий инструментарий, который сочтут необходимым для себя.



При ручной дуговой сварке требуются:
- аппарат;
- электроды;
- питающие провода;
- специальные трансформаторы;
- защитные маски, перчатки и щитки;
- шлакоотбойный молоток;
- магнитный угольник;
- тележки для аппаратов;
- стандартизированные образцы для ультразвуковой дефектоскопии;
- сварочные массы;
- цангодержатели.



Технология
Чтобы правильно варить тонкий металл электрической дугой, требуется верно выбирать полярность тока. Этот параметр прямо влияет на степень разогрева обрабатываемого участка. Прямая полярность показана в тех случаях, когда желательно углубить шовный корень. Но для тонкого слоя это едва ли подходит, гораздо правильнее выбирать обратную поляризацию. Придется, правда, мириться с повышенным расходованием электродов — и тут уже ничего не сделаешь.
В первую очередь требуется очищать связываемый участок, там не должно оставаться даже следов краски и коррозионных очагов. Дальнейшее обезжиривание производится произвольно выбранным растворителем. Максимально тщательно очищают места, где монтируют «массу» сварочного агрегата. Если они будут испачканы, вероятно нарушение контакта.
Наконечники электродов желательно очищать от флюса на 0,5-0,6 см, чтобы дуга проще разжигалась.
Вдоль создаваемого шва формируют заранее точечные прихватки с шагом 10-12 см. В противном случае элементы конструкции будут двигаться. Разжигать дугу можно, ведя стержнем по поверхности, как будто чиркают спичкой. Если предстоит работать на труднодоступном участке, придется стучать стержнем по поверхности. Темп движения электрода должен соответствовать условиям выполняемой работы, при этом тщательно контролируется глубина прогреваемого участка.
Критически важно контролировать плавность хода дуги и предотвращать резкие движения. Даже компенсационные способности современной техники не всегда позволяют исключить деформирование шва из-за колебаний дуги. Сварочная ванна должна подвергаться непрерывному визуальному контролю, электрод можно наклонять минимум на 60 и максимум на 90 градусов. Зигзагообразное поступление присадочного материала гарантирует оптимальные результаты.
Когда соединение кристаллизовано, его очищают от шлака и осматривают, чтобы не было дефектов. Тонкий металл иногда варят шахматным способом, чтобы равномернее распределять тепло. Важно: в качестве подложки под шов использовать металлическую деталь нельзя — она приварится. Если надо увеличивать силу тока ненадолго, то придется использовать прерывистую дугу.
Как делается сварка тонкого металла, смотрите далее.
Читайте также: