Сварка трещины в металле
Обновлено: 18.05.2024
Трещины при сварке – это один из видов дефектов, приводящий к разрушению сварного соединения. Возникают такие элементы сразу после окончания накладки шва или впоследствии, по мере остывания металла. Каждый сварщик должен знать виды сварных трещин, причины их появления и методы устранения, а также предупреждения, чтобы создавать надежные соединения.
Виды трещин по форме и локации
Трещины при сварке могут иметь различную форму, ориентацию в материале и локацию. Различают следующие виды трещин:
продольные в шве (обычно длинные, иногда через весь стык);
поперечные в шве (зачастую короткие и зигзагообразные);
продольные в околошовной зоне (длинные и тонкие, как нитка, едва заметные);
поперечные в околошовной зоне (расходятся от краев шва по материалу заготовки);
поперечные внутри основного материала под швом (короткие);
продольные внутри толщи присадочного металла.
Порой наружные трещины могут образовываться в кратере, при завершении шва, если резко разорвать электрическую дугу. Тогда они расходятся «паутинкой» от центра и ослабляют «замок» сварного соединения. Если стык выполнялся «под воду», высокая вероятность протекания в этом месте. В конструкциях, где герметичность не важна, трещины ослабляют надежность соединения, влекут разрушение стыка, ускоряют разрыв шва.
Виды трещин по времени появления

Трещины в сварочном шве и околошовной зоне условно делятся по времени появления на горячие и холодные. Горячие возникают при температуре металла около 1000-1300 С, когда одни части начинают застывать, а другие еще остаются жидкими. Визуально их можно увидеть на красном металле шва и в темной околошовной зоне.
Холодные трещины образуются позже. Сразу после отрыва электрода, дуга гаснет и соединение выглядит целостным. Но потом слышится треск и появляются дефекты. Обычно это происходит при температуре детали 200-300 С.
Причины появления горячих трещин
Различают несколько причин возникновения горячих трещин при сварке:
Жесткая фиксация заготовок. Если детали плотно зафиксированы, то при нагреве от сварки и последующем остывании возникает напряжение, влекущее разрыв материала. Поскольку участки, где велась сварка, наиболее разогреты и мягче других, трещины возникают именно в них.
Включения посторонних веществ. В сварочную ванну попадают окислы (пленка с поверхности заготовки), краска, шлак, сера, фосфор, что делает сплав неоднородным. При кристаллизации вещества застывают с разной скоростью. В результате одни элементы уже твердые, а другие – жидкие. Последние рвутся от стягивания и усадки металла, приводя к трещинам. Особенно дефекты возникают из-за наличие кислорода и водорода.
Неправильные пропорции дополнительных легирующих элементов. Когда в присадочный металл добавляют хром, молибден, ниобий, бор и другие элементы для компенсации выгоревших, завышенные пропорции делают кристаллическую решетку отличной от основного материала, что вызывает разницу по твердости и температуре остывания, приводя к трещинам.
Разная температура плавления соединяемых деталей. При соединении углеродистой и малоуглеродистой стали, у которых температура плавления 1535 и 1300 С, один металл уже твердый, а второй – еще жидкий, поэтому появляются горячие трещины. Еще больше дефект проявляются при соединении чугуна со сталью (температура плавления чугуна 1147-1200 С). Этот же эффект будет, если сваривать две половинки чугуна обычными электродами для углеродистой стали.
Причины появления холодных трещин
Холодные трещины менее заметны, поскольку раскрываются не так сильно, как горячие. У них не широкая «паутина», а тонкие «ниточки». Зачастую образуется дефект из-за включения водорода, накапливающегося в определенных зонах. Он делает металл более хрупким, вызывая разрывы при остывании, когда заготовка достигает температуры 200 С. Среди других причин образования холодных трещин:
Малый диаметр электрода. Приводит к недостаточному количеству наплавленного металла. В результате шов получается тонкий и легко рвется от внутренних термических деформаций.
Низкая сила тока. Не позволяет достаточно глубоко проплавить место соединения. Шов получается поверхностным и трескается от напряжения.
Слишком узкий сварочный шов. Слабо захватывает стороны заготовки, поэтому когда они расходятся при остывании, нередко возникает трещина рядом со швом.
Быстрое охлаждение детали после сварки. Если после отрыва дуги сразу полить деталь водой, кристаллическая решетка не успевает полноценно сформироваться и возникает разрушение связей в структуре металла.
Внутренние напряжения. Когда деталь многократно нагревалась в одном и том же месте, внутри возникает напряжение. Оно возрастает, если остальные части конструкции были соединены перед сваркой с применением силы, а не сведены без усилий. Тогда, по мере остывания, возможны трещины как самого шва, так и прилегающей зоны.
Методы контроля сварного шва
После окончания сварки и остывания металла сварщик самостоятельно осматривает швы на наличие трещин. Для этого необходимо очистить соединение от шлака и пыли щеткой. Порой применяется обдув сжатым воздухом. Чтобы отличить риску наплыва металла от трещины, используют увеличительное стекло.
Остальные методы проверки применяются по необходимости, если того требуют условия выпуска продукции. Это может быть просвечивание швов рентгеновским излучением, которое покажет внутренние трещины, а не только наружные. Для трубопроводов, сосудов и других конструкций, по которым будет протекать жидкость или газ, применяется опрессовывание сжатым воздухом, проверка керосином или аммиаком. Все это помогает выявить скрытые трещины, поры и свищи.

Как устранить трещины
Если после сварки выявлена трещина в шве или околошовной зоне, необходимо выполнить подготовительные действия для ее устранения. Распространенная ошибка – просто наложить шов сверху. Это устраняет дефект лишь поверхностно и косметически. Внутри разрыв материала остается. В таком случае высокая вероятность, что соединение снова треснет при остывании или под нагрузкой.
Для начала нужно понять, что привело к дефекту. Если это разная температура плавления металлов, то используют другие электроды, обеспечивающие лучшую свариваемость и кристаллизацию веществ в месте стыковки. Когда причина в напряжениях, изделие предварительно прогревают при помощи резака, газовой горелки или паяльной лампы.
Стоит уделить внимание и самой трещине. Если дефект 10 см и более в длину, то, чтобы он не разошелся дальше, пока будет накладываться новый шов, необходимо зафиксировать края трещины. Для этого их засверливают на всю глубину стыка сверлом по металлу и дрелью. Далее нужна разделка трещины, выполняемая болгаркой и отрезным диском. Углубитесь кругом на 5 мм. Это создаст достаточно места для проплавления и заполнения новым присадочным металлом.
Концу шва уделяют дополнительное внимание. Важно настроить спад силы тока, чтобы сварочная ванна постепенно застыла, а кристаллическая решетка правильно сформировалась. Если возможности сварочного аппарата не поддерживают такие настройки, просто постепенно увеличивайте воздушный зазор. Электрическая дуга станет выше, а температура воздействия ниже.
Заканчивайте шов всегда на другом шве, создавая своего рода «замок». Здесь меньше вероятности образоваться кратерным трещинам. Некоторые опытные сварщики выводят конец шва на цельный металл (в бок, где не велась сварка), поскольку там сплошное сечение стали и гарантированно не появится сквозная трещина или свищ.
Как не допустить появления трещин
Важно изначально соблюдать режимы сварки и правильно готовить детали. Ведь устранение трещин ведет к потере времени, перерасходу материалов, удорожанию конечного изделия или снижению получаемой за его изготовление прибыли. Для предупреждения проблемы соблюдайте следующие рекомендации:
Подбирайте правильно сварочный ток и диаметр электрода. Сила тока и диаметр проволоки или электрода должны соответствовать сечению металла. Ориентировочная таблица по настройке аппарата в зависимости от пространственного положения шва и диаметра электрода присутствует на каждой упаковке расходных материалов.
Используйте присадочные материалы, соответствующие основному металлу заготовки. Для этого вникайте в состав проволоки и стержня электрода, обмазки. Для сварки нержавейки выбирайте электроды и проволоку для легированной стали. Чугун варится отдельными электродами со специальным покрытием. Для медных сплавов выпускают проволоку и прутки из меди. Если хотите сваривать алюминий, задействуйте электроды и проволоку для полуавтомата, рассчитанные для такого применения.
Подавайте в зону сварки флюсы с минимальным количеством серы и фосфора. Лучше использовать флюсы на кремниевой основе.
Выполняйте предварительный прогрев заготовок. Это уменьшит перепад температур между зонами, где будет вестись сварка и другими участками, предупредит деформацию и напряжение металла.
Разделывайте кромки толстых деталей. При сечении от 5 мм и выше снимайте фаску под 45⁰, чтобы стороны имели V или Y-образное соединение. Это увеличит глубину шва и площадь соприкосновения наплавленного и основного металла, повысив прочность стыка.
Варите многопроходными швами. Выполните несколько проходов на средней скорости. Это лучше, чем один высокий шов на медленной скорости. Допускается чередование ведения горелки или электрода в разные стороны при многопроходных швах, что только усиливает структуру наплавленного металла.
Не охлаждайте детали сразу после сварки водой, не бросайте их в снег или на лед.

К охлаждению водой прибегают, когда нет времени дожидаться естественного остывания и нужна дальнейшая сборка конструкции. Используйте для удержания горячих деталей сварочные рукавицы повышенной толщины или специальные приспособления для сварки. Есть много зажимов, позволяющих захватить круглую или профильную заготовку разных диаметров и присоединить ее к другой конструкции для сборки и прихватки. Магнитные фиксаторы помогут обойтись без посторонней помощи, ведь некоторые модели выдерживают до 34 кг.
Как сварить ГБЦ или блок ДВС без трещин
Трещины в головке блока цилиндров возникают, как правило, между седлами клапанов, и приводят к перепусканию картерных газов. Герметичность нарушается при резком перегреве и охлаждении ГБЦ, например в момент долива антифриза в работающий мотор. Блок двигателя может лопнуть в любом месте, если использовалась охлаждающая жидкость с небольшой температурой замерзания. Встречаются характерные повреждения при ДТП.
Чтобы заварить трещины ГБЦ или блока ДВС, необходим инвертор TIG, способный переключаться с постоянного тока на переменный. Обозначаются такие аргонодуговые аппараты как AC/DC и могут быть на 220 и 380 В. Именно переменное напряжение в аргоновой сварке вольфрамовым электродом обеспечивает разрушение высокотемпературной оксидной пленки снаружи алюминия и аккуратную сварку основного металла. При работе постоянным током качественно выполнить стык не получится.

Используйте присадочную проволоку для алюминия. Необходима разделка трещины отрезным кругом болгарки, чтобы увеличить глубину проплавления. Если повреждение имеет длину 1-2 см, можно сразу вести сварку после расшивки и обезжиривания. При более крупных трещинах ГБЦ необходим предварительный подогрев металла, чтобы снизить напряжение и температурные деформации. Тогда шов не лопнет по мере остывания.
Дождитесь охлаждения металла до 50-60 ⁰С, после чего приступайте к шлифовке, удаляя лишний металл. Обязательно опрессуйте блок, чтобы убедиться в герметичности. В случае ГБЦ некоторые перестраховываются и выполняют гильзовку каналов.
Правильно подготавливая металл под сварку и выбирая соответствующий режим, получится избежать трещин в шве. Используйте присадочные расходные материалы близкие по составу к основному металлу. Если трещина все же возникла, воспользуйтесь советами из этой статьи по ее удалению, а главное проанализируйте, почему образовался дефект, чтобы предупредить его появление в будущем.
Ответы на вопросы: борьба с трещинами в сварочном шве
Когда нет электроинструмента, трещину можно расшить при помощи зубила и молотка. Устанавливайте зубило не строго вертикально, а под наклоном 60-70⁰. Меняйте сторону наклона. Так получится вырубить канавку, куда будет затекать присадочный металл.
Трещина может появиться как при сварке покрытым электродом, горелкой полуавтомата, так и вольфрамовым электродом. Здесь больше сказывается состав основного и присадочного металлов, режим сварки, наличие внутренних напряжений, включения посторонних веществ с поверхности заготовки и пр.
Такое нередко бывает при сварке чугуна или нержавейки с неправильно подобранными электродами/проволокой. Замените расходные элементы, счистите болгаркой предыдущий наплавленный металл до основного. В случае чугуна прогрейте деталь паяльной лампой или газовой горелкой.
Металл шва более прочный и быстрее застывает, чем основной материал. Выберите менее тугоплавкий электрод или проволоку, хорошо очистите поверхность от краски, масла, ослабьте фиксацию детали.
Если при опрессовке через шов с трещиной не проходит жидкость, значит дефект не глубокий, а поверхностный. Но от вибрации, ударов, перепадов температур трещина может расти как в длину, так и в глубину, поэтому соединение лучше переделать.
Каталог

Заварка трещин
Рекомендации
При выполнении ремонтных работ ручной дуговой сваркой приходится заваривать различные виды трещин, а также всевозможные технологические отверстия, в том числе резьбовые. Посоветуйте, пожалуйста, как это делать правильно и эффективно?
Заварка трещин. Как показывает опыт, заварка (ремонт) трещин без соответствующей подготовки может вызвать их мгновенное распространение даже при незначительных нагрузках и снижении температуры. Поэтому подготовку кромок под сварку и наложение сварных швов при заварке ручной дуговой сваркой проводят в соответствии с требованиями ГОСТ 5264 и ГОСТ 11534. Если форма и размеры ремонтных швов не вписываются в стандартные, то в каждом конкретном случае их вычерчивают с учетом особенностей и размеров элементов, а затем заносят в КТД и паспорт изделия.
Перед разделкой необходимо тщательно осмотреть трещину, точно определить ее концы (границы трещины хорошо проявляются при нагреве их газовой горелкой до температуры 100-150°С), накернить их, затем засверлить сверлом диаметром 6-10 мм, а при толщине детали более 100-125 мм — сверлом диаметром 20-25 мм. Сверление выполнять так, чтобы центр отверстия совпадал с концом трещины или был на 3-5 мм дальше трещины. Когда отверстия на концах трещины высверлить невозможно (дрель не помещается в конструкции), по согласованию с технологами, на полностью разгруженных или сжатых элементах отверстия прожигают газокислородным пламенем, отступив от конца трещины на 50-80 мм. Для лучшего провара отверстия в конце трещины следует раззенковать на 1/2-1/3 толщины стенки. Разделку трещин и выборку металла можно производить как механически, так и дуговым способом — специализированными электродами марки АНР-2 без зачистки кромок разделки или воздушно-дуговой строжкой угольными электродами, что требует обязательной абразивной зачистки. Несквозные трещины необходимо разделывать на глубину, превышающую глубину их залегания не менее чем на 3 мм.
При заварке защемленных трещин (не выходящих на кромку) даже в конструкциях из низкоуглеродистых сталей рекомендуют перед сваркой произвести подогрев газовой горелкой мест, расположенных непосредственно за концами трещин. В отдельных случаях при высокой жесткости конструкции, большой толщине элементов, отсутствии специализированных сварочных материалов сварочные работы следует производить, если позволяют размеры, с предварительным подогревом до температуры 200-250°С всей детали с последующим замедленным охлаждением в песке или путем укрытия асбестовой тканью.
Если трещина имеет длину более 300 мм, ее следует заваривать обратноступенчатым способом с длиной отдельной ступени 150-200 мм (рис. 1). При этом каждую отдельную ступень заваривают в направлении от кромки к концу трещины. После полной заварки трещины производят подварку корня шва с обратной стороны, предварительно подрубив вершину шва до полного удаления наплывов, шлака и черновин.
Рис. 1. Схема заварки трещины длиной более 300 мм
Если невозможно подварить шов с обратной стороны, то разрешается выполнять швы без подварки с обязательным соблюдением проектного зазора между кромками. Во время сварки таких швов нужно внимательно следить за проваром кромок на всю толщину, применяя в таких случаях по возможности остающиеся подкладки, плотно прилегающие к стенкам.
При многослойной сварке заполнение участков производят «горкой» или «каскадным способом». При заполнении участков шва «горкой» вначале наплавляют первый слой на небольшом участке, затем второй, который полностью перекрывает начало первого слоя. Затем в таком же порядке наплавляют третий и четвертый слои, образуя таким образом «горку» (рис. 2).

Рис. 2. Последовательность наложения валиков способом «горка»
Разница по ширине и высоте сварного шва в разных сечениях допускается не более 2 мм при условии плавного перехода от одного размера к другому. В случае заварки дефектного участка шва (после вырубки) допускается разница по ширине до 4 мм относительно невырубаемого шва. При этом должен быть обеспечен плавный переход от одного размера к другому. При заварке трещины по сварному шву концы ее должны быть засверлены, а ранее наплавленный металл — полностью удален.
При заварке трещин, проходящих по заклепочным соединениям или в конструкциях, укрепленных жесткими связями, необходимо удалить по одному ряду заклепок или связей с обеих сторон трещины. После заварки трещины поставить удаленные заклепки или связи. Если трещина доходит до заклепки, то последняя также должна быть удалена перед сваркой.
Заварка и обварка отверстий. Заварку отверстий в зависимости от их диаметра и глубины можно производить путем вварки вставок, сплошной заплавки и приварки накладки.
Отверстия диаметром 50 мм и более следует заваривать путем вварки конусообразной вставки (рис. 3), изготовленной из того же металла, что и деталь. Вставку перед вваркой необходимо прихватить в трех местах, затем обварить по периметру.

Рис. 3. Схема вварки конусообразной вставки в отверстие диаметром более 50 мм
Рис. 4. Схема подготовки отверстия под заварку зенкованием
Рис. 5. Схема подготовки отверстия под заварку путем установки перегородки
Отверстия, глубина которых больше двух диаметров, перед заваркой следует раззенковать (рис. 4) или перегородить пластиной толщиной 2-4 мм (рис. 5) из малоуглеродистой стали. Разрешается заваривать такие отверстия, применяя пробки в последовательности, указанной на рис. 6.
Рис. 6. Схема заварки отверстия с помощью пробок
Перед сваркой стенки отверстия должны быть очищены от ржавчины, грязи и масла. Если отверстие не перегораживают пластиной, то его с одной стороны необходимо закрыть огнеупорной подкладкой, флюсовой подушкой и т. п.
Заварку отверстий рекомендуют производить в нижнем положении наложением круговых валиков электродом, наклоненным к стенке под углом 30-40°. Если отверстие перекрывают с одной стороны накладкой, то последнюю приваривают с двух сторон по периметру (снаружи и со стороны отверстия).
Обварку отверстий с целью уменьшения размеров по диаметру производить электродуговой сваркой в один слой по всей толщине стенки с напуском на кромки.
При вертикальном положении стенки с обвариваемым отверстием сварку целесообразней производить по окружности в два приема с движением электрода снизу вверх (рис. 7).
Заварка трещин и усиление поврежденных мест.
1.25.1. Длина трещин, допускаемая для их заварки, в каждом случае устанавливается в зависимости от места ее расположения, характера эксплуатационной нагрузки данной детали или узла и возможности качественного выполнения сварочных работ.
1.25.2. Перед разделкой необходимо тщательно осмотреть трещину, точно определить ее концы, затем засверлить их сверлом диаметром 6-12 мм. Засверловку производят так, чтобы центр отверстия совпадал с концами трещины или был на 3—5 мм дальше трещины. Границы трещины выявляются при нагреве ее газовой горелкой до температуры 100-150 °С. Отверстия засверловки концов трещины для лучшего провара следует раззенковать на
1/2—1/3 толщины стенки. Допускается разделка трещин воздушно-дуговой строжкой в соответствии с указаниями, изложенными в п. 1.17, или электродуговой резкой электродами типа ОЗР.
1.25.3. Подготовку кромок под сварку и наложение сварных швов при заварке трещин выполняют аналогично сварке встык. Перед заваркой производят зачистку до металлического блеска прилегающего к трещине металла на ширину 25 мм с каждой стороны. Подготовленные к заварке места должны быть проверены ОТК или мастером.
Трещины в конструкциях и деталях, изготовленных из низкоуглеродистой, среднеуглеродистой или низколегированной стали, необходимо заваривать электродами типа Э42А или Э50А, при механизированной сварке - сварочными материалами, обеспечивающими свойства металла шва не ниже получаемых при сварке указанными типами сварочных электродов. Перед заваркой трещины сварочные электроды и проволоки следует прокалить.
Заварку трещин в деталях с толщиной стенки более 8 мм выполняют в несколько слоев, перед наложением очередного слоя поверхность предыдущего должна быть очищена от шлаковой корки.
1.25.4. При ремонте замкнутых трещин рекомендуется перед сваркой произвести подогрев до температуры 200-250 °С разделки трещины и прилегающего к ней металла шириной не менее 50 мм с каждой стороны трещины.
1.25.5. При длине трещины более 300 мм ее следует заваривать обратноступенчатым способом с длиною ступени 150-200 мм. После заварки дефекта производят подварку корня шва с обратной стороны, предварительно удалив наплывы и шлак.
Для обеспечения полного провара сквозной трещины необходимо, где это возможно, производить двустороннюю сварку или сварку на остающейся подкладке.
1.25.6. При заварке трещины на одной из полок коробчатой конструкции рекомендуется предварительно удалить прилегающие к концам трещины участки угловых швов 1 (рис. 1.36) длиной 100-150 мм, затем заварить стыковой шов 2, после чего заварить удаленные участки углового шва.
Заварку трещин рекомендуется выполнять в нижнем и вертикальном положениях. В первом случае шов имеет ровную поверхность, вероятность образования подрезов мала. Сварка в вертикальном положении дает возможность получить лучшее проплавление кромок, особенно в вершине разделки.
Заварка трещин в горизонтальном положении на вертикальной плоскости и в потолочном положении, как правило, не рекомендуется.
Рис. 1.36. Схема подготовки к заварке трещины в элементах типа сварных балок коробчатого сечения
1.25.7. Первый слой шва и обратный валик при двусторонней сварке сквозной трещины рекомендуется выполнять электродами диаметром 3 мм, остальные валики - электродами диаметром 4 и 5 мм.
Несквозные трещины с U-образной разделкой можно заварить во всех слоях электродами диаметром 4 и 5 мм.
1.25.8. Место с заваренной сквозной трещиной подлежит усилению путем постановки накладки, если этому не препятствует конструкция узла или детали.
Плоские накладки должны перекрывать заваренный стык или трещину не менее чем на 100 мм, при невозможности этого перекрытие может быть уменьшено до 50 мм. При приварке двусторонних плоских накладок необходимо, чтобы противоположные швы были смещены не менее чем на 30 мм (рис. 1.38).
1.25.10. Если накладка имеет размер по одной из осей более 300 мм, то для плотного прилегания ее вначале приваривают дуговой точечной сваркой швами, расположенными на расстоянии 150— 200мм друг от друга. Отверстия для швов при необходимости сверлят только в накладке до постановки на место. Накладка с обеих сторон в зоне отверстий и основной металл в местах приварки накладки предварительно следует зачистить до металлического блеска на участке 15—20 мм от кромки отверстия.
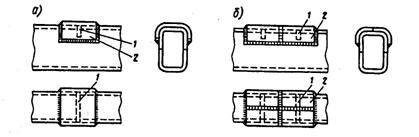
Рис. 1.37.Схемы конструктивных усилений после заварки трещин:
а — простое уси нии дает возможность получить лучшее проплавление кромок, особенно в вершине разделки.ение; б — сложное усиление, состоящее из нескольких деталей: 1 — заваренная трещина; 2—накладка

Рис. 1.38. Приварка двусторонних накладок со смешением противоположных швов
1.25,11. Накладки рекомендуется приваривать по всему контуру. Угловые швы должны иметь вогнутую поверхность с плавным переходом к основному металлу. Лобовые и косые угловые швы рекомендуется выполнять с отношением большего катета к меньшему от 1,5 до 2. Большой катет должен быть направлен вдоль линии действия усилия, воспринимаемого этими швами.
В случае необходимости производят обработку швов механическим, аргонодуговым или комбинированным способом.
1.25.12. Усиливающие накладки должны быть изготовлены из сталей тех же марок, что и вагонные детали или конструкции, или из других сталей, приведенных в чертежах и инструктивных указаниях. Для усиления элементов вагонных конструкций рекомендуется также использовать низколегированные стали марок 09Г2Д, 09Г2СД и 10Г2БД.
Направление прокатки в накладках при их приварке должно совпадать с направлением действия основного силового потока при эксплуатации конструкции.
1.25.13. Перед приваркой накладку необходимо очистить, прилегание к усиливаемому элементу должно быть плотным, допускаются местные зазоры до 1,5мм для угловых и коробчатых накладок и не более 1 мм для плоских.
1.25.14. Угловые швы накладок выполняют ручной сваркой электродами типов Э42А и Э50А, а также в смеси СО2 + О2 в процентном соотношении 80:20. Допускается сварка в СО2 проволокой диаметром 1,2 мм.
Рекомендуется, в первую очередь, сваривать в свободном состоянии стыковые швы ремонтируемой сваркой конструкции, расположенные перпендикулярно силовому потоку, затем остальные стыковые швы и, в последнюю очередь, угловые швы — вначале поперечные, затем продольные. Зажигать дугу на основном металле и выводить Кратер на основной металл запрещается.
1.25.15. Отремонтированные сваркой поврежденные детали и конструкции Должны иметь достаточную прочность и надежность на весь последующий срок их эксплуатации.
Подрезы, расположенные поперек направления действующей силы, не допускаются и должны быть исправлены с последующей зачисткой. Запрещается правка усиленных элементов ударами или наложением ложных валиков.
Контроль качества сварных швов и соединений осуществляют в соответствии с рекомендациями, приведенными в настоящей Инструкции.
Приемка выполненных работ
1.26.1. Все вагонные детали, отремонтированные с применением сварки и наплавки, должны осматриваться контролером ОТК на ремонтных заводах, приемщиком вагонов и мастером цеха вагонного депо (ВЧД) и вагонных колесных мастерских (ВКМ).
1.26.2. На детали, отремонтированные сваркой и наплавкой и подлежащие испытанию на растяжение и неразрушающему контролю, следует наносить личные клейма сварщиков после приемки деталей в соответствии с Технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов 637-96 ПКБ ЦВ и другими инструкциями, утвержденными ЦВ МПС.
1.26.4. На всех усиливающих планках или накладках, приваренных к хребтовым, концевым, шкворневым, продольным, поперечным балкам рам и стойкам вагонов, должны ставиться клейма с указанием условного номера ремонтного предприятия, месяца и двух последних цифр года выполнения работ. Условный номер вагонного депо или завода должен быть помещен в рамке размерами 12х14 или 14х14 мм.
Горячие и холодные трещины при сварке
Согласно ГОСТу 30242 все дефекты разделяют на шесть групп. Первая из них целиком принадлежит трещинам. Дефект шва, называемый трещиной, - это несплошность в виде разрыва металла. В месте образования появляется очаг напряжения, который при эксплуатации изделия приведет к дальнейшему разрушению.
Поэтому трещина считается недопустимым дефектом и подлежит устранению. Место образования трещин бывает, как в самом шве, так и в околошовной зоне, где сохраняется термическое влияние. Увидеть этот дефект нетрудно при визуальном осмотре. Для уточнения вида и ее размеров можно использовать лупу с большим увеличением. Ее приходится применять обязательно для обнаружения микротрещин.

Виды трещин
Существуют две разновидности трещин: первая их них называется горячей или высокотемпературной, а вторая - холодной или низкотемпературной. Каждая из них имеет градацию по другим признакам. Горячие и холодные трещины при сварке делятся по направлению - продольные, поперечные, могут быть радиальными или находиться в кратере валика. Горячие трещины образуются в металле при очень высокой температуре - более 1000°С, а для холодных достаточно более низкого значения в 200-300°С.
Горячие
Горячие трещины - это, по определению, разрушения межкристаллического характера. Цвет излома имеют темный, а форму - извилистую. Окисление является сильным.

Причины образования горячих трещин при сварке:
- Деформации, вызванные укорочением.
- Жидкие прослойки между зернами.
- Невозможность перемещения деталей для правильного остывания, что происходит при их слишком сильной фиксации.
- Нарушение связей между зернами из-за наличия элементов с низкой температурой затвердевания.
- Присутствие примесей и включений. Особенно влияют сера и фосфор.
Горячие трещины при сварке имеют следующую последовательность образования:
- после прекращения нагрева горячий металл начинает понемногу охлаждаться;
- при определенной температуре в сварном шве начинают образовываться кристаллы, между которыми имеются прослойки в жидком виде;
- происходит возрастание напряжений, приводящих к понижению деформационной способности шва и зоны вокруг него.
В результате неодинаковой усадки шва и свариваемого материала после охлаждения возникают внутренние напряжения, вызывающие появление трещин в разных направлениях.
Холодные
Холодные трещины при сварке образуются в теле самого шва и рядом. Они располагаются в продольном и поперечном направлениях под любым углом ко шву. Излом имеет светлый оттенок. Время появления - период остывания деталей. Трещины могут появляться, начиная с температуры 300 °С, поэтому их называют холодными в отличие от горячих.

Наиболее распространенные места появления холодных трещин - корень шва и место, где стыкуются валик и свариваемый металл. Такой вид трещин может появляться не только на поверхности, но и внутри металла. Их протяженность может быть небольшой. Обнаружить внутренние трещины более сложно.
Холодные трещины не имеют такого сильного разветвления, как у горячих. Меньшим является и их раскрытие. При реакции с кислородом воздуха их цвет становится коричневым или голубоватым. Высокопрочные и низколегированные стали являются наиболее уязвимыми.
Холодные трещины при сварке - причины возникновения:
- Слишком сильное соединение свариваемых деталей.
- Маленький диаметр электрода, не соответствующий толщине свариваемых деталей.
- Несоблюдение технологии сварки.
- Повышенное содержание углерода.
- Слишком быстрое охлаждение.
- Наличие внутренних напряжений.
- Неправильный выбор электрода.
При возможности следует избегать ситуаций, когда образуются холодные трещины при сварке.
Кристаллизация
Кристаллизацией называется процесс, состоящий в образовании кристаллов. Это происходит при переходе металла из состояния жидкого в твердое. Именно это и происходит при сварке металлических изделий.
Этот процесс в сварном шве приводит к деформированию металлов и образованию трещин. Какие виды трещин образуются при кристаллизации сварного шва? Горячие, которые имеют второе название кристаллизационные, могут появиться в металлическом шве на последней стадии кристаллизации. При этом температура близка к солидусу, когда происходит исчезновение последних капель жидкого металла.
Предупреждение появления трещин
Существуют определенные меры, уменьшающие вероятность возникновения различных видов трещин:
- Уменьшение жесткости соединения свариваемых деталей.
- Подбирать ширину сварного шва, соизмеримую с толщиной деталей.
- Значение сварного тока должно соответствовать рекомендуемому данному виду соединения. Превышение приведет к перегреву.
- Сварочную проволоку выбирать с небольшим содержанием серы и углерода.
- Соблюдать угол наклона электрода.
- Шов не должен быть слишком узким.
- Применение многопроходного способа сваривания. Однопроходные швы являются менее прочными.
Не лишним будет предварительный нагрев свариваемых деталей.
Ликвидация трещин
В нормативных материалах указаны меры борьбы с дефектами, в том числе трещинами. Основной метод - сварка трещин. Перед заваркой необходимо произвести подготовку. Она состоит в осмотре повреждения и определении его длины. Окончания трещины высверливают, а при невозможности выполнить эту операцию прижигают концы. Перед началом операции исправляемую область можно слегка подогреть. Если длина трещины составляет более 300 мм, то имеет смысл применить обратноступенчатый метод.
Сварка при ремонте автомобиля
Одной из главных частей автомобиля является головка блока цилиндров. От ее исправности зависит работа двигателя. При образовании в этой детали трещины для ремонта применяется ее заварка. Сварка трещин ГБЦ производится электросваркой. Возможно также применение газовой сварки. После окончания сварки шов покрывают эпоксидной пастой.
Интересное видео
Читайте также: