Сверление металла по кондуктору
Обновлено: 16.05.2024

Кондуктор для сверления отверстий
Конструкционные особенности и виды кондукторов
Кондуктор для сверления фактически представляет собой шаблон отверстий, которые позволяют сделать их с максимальной точностью. Их можно разделить на два вида:
- когда ось сверления находится под прямым углом к поверхности материала;
- когда ось проходит под острым или тупым углом по отношению к плоскости.

Инструмент обладает такой универсальностью, что находит применение в разных сферах индустрии. Уже на протяжении нескольких десятилетий он очень активно применяется в машиностроительной, строительной отрасли. Ведь он позволяет не только высверливать отверстия в нужных заготовках под разным углом и превосходной точностью, имеющих разную конфигуративную особенность. С его помощью легко сверлятся отверстия в различных строительных конструкциях, а также трубах из любого материала и т. д. Кондуктор часто используется в мебельной индустрии, так как значительно упрощает процесс крепежа фурнитуры и самой сборки разных ее деталей. На самом деле, это лишь малый фронт задач, которые способен решить кондуктор.
Классификация инструментов
По функционалу и конструктивному функционалу кондуктор для сверления делится на виды:
- накладные. Название исходит из их функционального способа работы, то есть он накладываются на заготовительную часть или обрабатываемую поверхность, крепятся к ней специальными зажимами или придерживается рукой. Такой прибор применим для высверливания плоских поверхностей, например, досок, МДФ-плит и ДСП. Его так и называют мебельный кондуктор для сверления отверстий. Благодаря применению кондуктора, сами отверстия получается очень аккуратными и выверенными;
- поворотные. Такие шаблоны прекрасно применяются для высверливания округлой или цилиндрической поверхности. Благодаря такой конструкции ось занимает горизонтальное, вертикальное и наклонное положение к поверхности. Это возможно благодаря втулкам, которые могут направлять линию сверления;
- универсальные. Подобной конструкции средства пользуются широкой популярностью в небольших промышленных производствах, где важную роль играет быстрая подстройка под существующую поверхность. В силу своей уникальности, они также востребованы в домашнем хозяйстве, когда приходится работать с разными материалами, плоскостями и поверхностями;
опрокидываемые. По функционалу напоминают чем-то универсальные. Они необходимы, когда требуется сделать отверстие в разных плоскостях и под разным уклоном. Это очень удобно для проведения каких-то ремонтных работ, когда требуется просверлить в стене отверстие без больших затрат по времени и под конкретным углом; - скользящие. Согласно своему названию, такой кондуктор не обязательно крепить к той поверхности, куда его предполагается прикладывать. Следует отметить неудобство такого кондуктора в обращении, так как требует постоянного удерживания рукой;
- закрепляемые. В отличие от скользящих кондукторов, они крепятся к тому месту, где их намерены использовать. Крепить их гораздо проще, но в силу своей конструкции ограничивают простор работ человека. Это можно наглядно увидеть при проведении работ на стенах или вертикальных плоскостях, имеющих всего один шпиндель.
Кондуктор для сверления отверстий накладной Кондуктор для сверления отверстий универсальный Кондуктор для сверления отверстий закрепляемый Кондуктор для сверления отверстий поворотный
Сфера применения
Следует отметить, что кондуктор для сверления используется практически повсеместно, где есть необходимость регулярно сверлить отверстия. Такими областями могут быть:
- производство мебели. При изготовлении мебели очень часто приходится сверлить отверстия под крепежные материалы, фитинги и фурнитуру. От точности и корректности выполненного отверстия зависит дальнейший вид мебели, ее презентабельность и продаваемость;
- строительство. При проведении строительных и ремонтных работ зачастую приходится сверлить стены, трубные и иные поверхности. Не имея шаблонов, это делать очень сложно, а исправление последующих ошибок заберет кучу времени. Благодаря шаблонам все высверливаемые отверстия будут иметь нужную форму, и находится под нужным наклоном;
- машиностроение. Работать без шаблонов здесь тоже достаточно сложно, так как все заготовки и детали проходят стандартизацию, то есть они все должны иметь одинаковые размеры, одинаковое положение каких-то частей, в том числе отверстий;
- серийное производство. Штамповое производство также требует унификации некоторых компонентов. Шаблоны упрощают задачи в этом плане. Можно быть уверенным, что все высверливаемые отверстия будут иметь одинаковые размеры и одинаковый наклон, или будут прямо перпендикулярно относительно поверхности;
- домашнее хозяйство. Дома часто приходится что-то ремонтировать, поэтому возникает такая необходимость, как высверлить отверстия в стенах, деталях или каких-то заготовках, где особая точность отверстий является весьма критичной.
В наше время кондукторы выпускаются как универсальные, так и специализированные под конкретные области производства работ. Цена некоторых невелика, поэтому нет необходимости изготавливать такие средства самостоятельно.
Кондуктор для перпендикулярного сверления отверстий
Кондуктор для перпендикулярного сверления отверстий применяется чаще всего в мебельной индустрии, где нужно сверлить плиты, доски, бруски, ДСП и прочие детали из разных материалов. И где от точности расположения отверстия будет зависеть облик будущей мебели. Для этих целей подходят конудкторы любых видов.
Кондуктор для цилиндрических заготовок или труб
Для цилиндрических поверхностей больше всего подходят поворотные или универсальные виды, так как во время сверления трубы или любой другого предмета, имеющего сферическую форму, сверло может смещаться, отчего отверстие окажется неправильной формы.

Кондуктор для цилиндрических заготовок или труб
Такие шаблоны позволяют выдерживать перпендикулярность между трубой или сферой и непосредственно сверлом. Это очень важно.
Отдельного описания заслуживают мебельные кондукторы для сверления отверстий

Мебельный кондуктор для сверления отверстий
Они используются, когда требуется просверлить отверстия для крепежей. В этом случае применяется кондуктор для конфирмантов или шкантов. Без них просверлить такие отверстия просто невозможно. А как часто бывает такое, что при сборке мебели обнаруживается нехватка некоторого количества отверстий, необходимой для окончательной сборки.
Кондуктор для отверстий под углом
Кондуктор для сверления отверстий под углом применяется для сборки мебели. Зачастую его используют для сверления не слишком толстых МДФ-плит или ДСП, фанеры. Используются также на производстве. Могут изготавливаться как в специализированном исполнении, под конкретные операции, или в более универсальном виде. Они сокращают время по изготовлению наклонных отверстий. Тем более, на глаз сделать их так же одинаково точно не получится.
В домашних условиях сверлить под углом приходится не часто, но такая необходимость возникает. Такого рода кондуктор можно изготовить самостоятельно, а можно купить. Причина в том, что если не заниматься серийным производством, то подготовка шаблонов под нестандартные отверстия, скорее всего не оправдает затраты на себя. Проще и дешевле будет постараться рассверлить отверстие как нужно, но небольшими отклонениями, чем заниматься изготовлением шаблонов. Возможно, он больше никогда не пригодиться. Решать владельцу.
Кондуктор отверстий под шканты
Кондуктор для сверления отверстий под шканты один из наиболее простых шаблонов в своем варианте исполнения. Однако следует знать, что такие шаблоны должны упрощать работу мастера, а не усложнять ее, когда он вынужден применять сложные приборы.

Кондуктор отверстий под шканты
Применяется для сбора мебели. Должен обеспечивать одновременное сверление отверстий без смены прибора. Для изготовления используются разные материалы, имеющих разные прочностные характеристики. Самым прочным можно считать агрегат из стали.
Кондуктор под конфирмат разновидности и возможность изготовления
Также самый простой кондуктор для сверления отверстия под конфирмат. Сбирается такой кондуктор дома без особого труда. Имеет смысл его собрать самостоятельно, если занимаетесь профессионально изготовлением мебели. Для высверливания одного или двух отверстий нецелесообразно.

Кондуктор под конфирмат
Более сложные чертежи можно взять из любых источников в Интернете. С усложнением конструктивности устройства расширяется его спектр использования. Чтобы не заморачиваться с конструктивно сложными устройствами, можно сделать из легкодоступных материалов, как пластины из металлов, брусья из дерева, арматура или уголки. Для работы с металлом может понадобиться сварочный материалы, хотя можно крепить фиксирующие элементы на резьбовые болты.
Преимущества и недостатки
По своему функциональному назначению кондуктор выступает как шаблон, по которому необходимо высверлить отверстие в требуемом материале с максимальной точностью к оригиналу. Такой шаблон очень облегчает работу мастера, когда нужно просверлить строго вертикальное, горизонтальное или наклонное отверстие.
Мастеру уже не нужно делать зарисовки, замеры, имея при себе такой инструмент. Сверло располагается строго под требуемым углом, который необходим в процессе работы и не сможет отклониться. Это повышает точность работы, которую видно на примере глубоких отверстий.
Для работы с мебелью кондуктор должен отвечать следующим требованиям:
- он должен помогать и ускорять процесс сборки мебели, не требовать использования сложного оборудования;
- позволять делать сразу несколько отверстий без необходимости нанесения ручных разметок;
- повышать работу со сверлом;
Материалы, из которых производятся кондукторы, имеют разные прочностные характеристики. В основном это пластик и стекло из органического сырья. Но самые прочные получаются из металлов, а именно стали. Поэтому при выборе следует обращать на такие характеристики:
- минимальные деформации при больших нагрузках;
- четкая ось направления сверла;
- отсутствие нагрева во время работы.
В мебельном производстве применяют более легкие кондукторы, которые просты в обращении. Могут использоваться заводские или самодельные варианты.
Следует заметить, что у настоящего мастера глаз наметан, поэтому зачастую все эти приспособления, чтобы сделать отверстие верным, ему не нужны.
Явным преимуществом таких средств является удобство в эксплуатации. С их помощью даже неопытный человек сможет выполнить всю работу на уровне квалифицированного рабочего. Здесь даже не нужно делать какие-то сложные расчеты и иметь колоссальный опыт. Его главное назначение это ускорять процесс работы во много раз.
Самодельные кондукторные аппараты
Кондуктор для сверления отверстий своими руками является прекрасной альтернативой магазинным вариантам. Поскольку не всегда в магазине имеется именно тот вариант, который требуется в данный момент. Его можно собрать самому дома.
Рассмотрим более популярный и стандартизированный вариант, пригодный для более часто выполняемых работ, как сборка мебели..
Схема для сборки кондуктора Схема устройства кондуктора для сверления отверстий
Потребуется арматура диаметром от 10 мм. При помощи режущего инструмента, например, болгарки, нарезать на отрезки, требуемой длины. Зачистить заготовки наждачкой. По стандарту все высверливаемые отверстия имеют расстояние между собой в 32 см. Сделать отметки и просверлить дырки. На следующем этапе предполагается создание опорных точек для наших заготовок. Для этих целей прекрасно подходит пластина из любого металла. Толщина от 1 мм. Более толстую пластину использовать неразумно, так как она только утяжеляет вес всего устройства. Они соединяются вместе и далее намечаются места для резьбового крепления. Их соединяют и крепят друг с другом. Вот и все, устройство готово к использованию.
Основное предназначение кондуктора, оно же самое главное, это упрощать работу со сверлом и сокращать время сборки мебели. Отличием покупного от самодельного устройства является его подгонка под конкретные нужды мастера.
Кондуктор для сверления отверстий
Достаточно часто возникает необходимость просверлить отверстие под определённым углом, на точно заданную глубину или с нормируемым отступом от края. В условиях оборудованной мастерской это сделать несложно, а вот на выездных работах приходится использовать различные приспособления.

Устройство и сфера применения
Вариантов приспособлений для сверления существует очень много, но все их объединяет наличие трёх конструктивных элементов. Первый — направляющая втулка, которая изготовлена из стали с повышенной твёрдостью, имеет шлифованную внутреннюю поверхность и отличается прецизионными допусками по диаметру. Даже при длине втулки в 10 мм обеспечивается отклонение от заданного направления не более 0,5°, особенно если втулка отстоит от поверхности обрабатываемой детали на некотором расстоянии.

Второй конструктивный элемент — устройство фиксации кондуктора на заготовке или обрабатываемой поверхности. Как правило, в роли такого элемента выступает одна или несколько винтовых струбцин, что позволяет надёжно обездвижить кондуктор относительно заготовки. Если речь о приспособлении для сверления стен, в роли элемента фиксации может выступать рукоять, вакуумная присоска или перфорация для установки на временный точечный крепёж. В любом случае необходимость обездвиживания кондуктора явно диктуется не только требованиями к высокой точности, но также необходимостью обеспечить чистоту обработки и исключить повреждение прилегающих к отверстию поверхностей, в особенности скользких.

Третий конструктивный элемент — система позиционирования кондуктора по разметке или базовым поверхностям. Область сверления при использовании кондуктора, как правило, не видна, поэтому на корпусе кондуктора могут иметься дополнительные отверстия с метками, центры которых точно совмещены с осью направляющей сверла. Также могут использоваться боковые упоры для деталей, имеющих базовые плоскости — такой принцип позиционирования реализован в кондукторах для сверления торцов.
Для сборки корпусной мебели
Наиболее известный кондуктор, который массово используется при изготовлении присадок корпусной мебели — KWB Dubelprofi. Это достаточно универсальное приспособление, которое имеет регулируемый упор для сверления точно в центр торца и с определённым отступом от края, что делает кондуктор отличным подспорьем при изготовлении отверстий под конфирмат по раздельной схеме с высокой точностью юстировки. Также имеется револьверная шайба с направляющими разных диаметров, благодаря чему изделие может быстро перенастраиваться также для выполнения соединений на шкантах или корпусных стяжках. Особенно приятно наличие направляющего выступа для наглядного совмещения торцевых и ответных отверстий.
Для монтажа корпусной мебели существует большое число более простых кондукторов. Наибольшую сложность представляет сверление торцов деталей: необходимо выдержать не только центровку, но и параллельность основным плоскостям, иначе при затяжке крепежа возникнет вздутие. Для решения этой задачи могут использоваться такие кондукторы как LUXTools, Wolcraft, NAREX а также СМТ656 и множество других безымянных, но менее эффективных в работе линейных кондукторов, у которых направляющие расположены с фиксированными отступами, что также сильно упрощает выполнение схем присадки. Особенно продвинутой в этом отношении считается серия кондукторов и шаблонов «Черон», с использованием которых сборка мебели на конфирматах ускоряется в разы. Для установки петель отлично подходят кондукторы СМТ333 и СМТ334, но такая технология сверления подразумевает необходимость установки 8мм резьбовых втулок.
Для столярных работ
Наиболее разнообразен перечень кондукторов для подготовки столярных соединений. В этих целях успешно используются как одиночные изделия, так и целые серии приспособлений, использование которых существенно расширяет спектр выполняемых операций.
Один из наиболее распространённых видов кондукторов позволяет быстро и точно выполнить сверловку для выполнения потайных соединений на косых шурупах. Из примеров можно привести Wolcraft Undercover Jig, Kreg Jig Mini и Kreg Jig K Master. Эти приспособления сильно отличаются по конструкции, некоторые могут не иметь штатных средств фиксации и требуют применения быстрозажимных струбцин. Тем не менее техническое исполнение всех кондукторов находится на высоком уровне.

В целом продукция таких брендов как Kreg, Wolcraft и CMT это полноценные системы для выполнения столярных соединений на шкантах и стяжках minifix/rafix, а также разметки и сверления совмещённых отверстий, в том числе и глухих. В линейках можно встретить направляющие приспособления для выполнения ящичных соединений на пазах типа «ласточкин хвост» и кондукторы, заменяющие ламельные фрезеры.

Системы Assistant и KWB Linemaster это практически самостоятельное оборудование рабочего места столяра, сильно упрощающее разметку и изготовление присадочных отверстий с высокой точностью. Кроме того, у Kreg имеется уникальные в своём роде шаблоны для быстрого крепления выдвижных ящичных направляющих и газовых стоек, а также кондуктор для ручного сверления под установку дверных петель.
Общего назначения
Область применения кондукторов для сверления не ограничивается столярным делом и сборкой мебели. Так, уже упомянутый KWB Dubelprofi и аналогичные ему приспособления идеально подходят для сверления отверстий на плоских поверхностях, например для крепежа в стенах. Кондукторы, имеющие V-образный паз на подошве — это практически единственный инструмент, позволяющий быстро и точно засверлиться в круглую трубу или в прямоугольное ребро детали.

Необходимость сверления строго перпендикулярных отверстий в бетонных и кирпичных стенах часто возникает при изготовлении проёмов или необходимости обойти скрытые технологические каналы или арматуру. В простейшем случае для этих целей можно применить сверлильные стойки Wolcraft Tecmobil или KWB 7778, эти приспособления рассчитаны также и на настольное использование. В случае изготовления отверстий значительного диаметра хорошо помогают приспособления типа Mechanic Distar, рассчитанные в том числе и для сверления победитовыми коронками, в этой же серии имеются удобные кожухи-пылеуловители.

Наиболее серьёзные и узкоспециализированные кондукторы называются стойками для алмазного бурения. В этом сегменте можно встретить как бюджетные варианты, такие как Титан НС 1000, так и дорогостоящие приспособления от Bosch и AGP. Отличительная особенность таких кондукторов — наличие разрезной муфты для крепления шпиндельной шейки дрели или перфоратора, либо специализированной бурильной машины. Также кондукторы имеют устройство механической подачи, что при использовании алмазных коронок является обязательным требованием.
Самостоятельное изготовление кондукторов
В качестве заключения следует отметить, что большинству мастеров не обязательно тратиться на достаточно дорогие приспособления для сверления. Для разовых технических операций не требуется, чтобы кондуктор был рассчитан на сверление сотен отверстий, поэтому в ряде случаев достаточно обычного деревянного бруска, в котором на сверлильном станке проделан ряд отверстий нужного диаметра, а также сверл с удлинённым хвостовиком.
Для более технологичных решений можно использовать систему из бесшовной трубы, перпендикулярно закрепленной на металлической пластине, и расположенного внутри нее подшипника подходящего размера. Такая конструкция может быть с минимальными усилиями дополнена упорами, винтовыми прижимами и центрирующими отверстиями.
Выбираем кондуктор для сверления отверстий
В процессе выполнения целого ряда работ возникает необходимость точно просверлить отверстия для установки крепежей. Нужно соблюсти угол и глубину, точно отступить от края изделия. Чтобы всё прошло быстро и чётко используются специальные кондукторы, о выборе которых расскажет сайт RMNT.

Все кондукторы для сверления состоят из трёх частей:
- Направляющая втулка, которая не даёт сверлу отклоняться от нужного угла. Обычно втулок несколько, разного диаметра, под различные свёрла.
- Фиксатор, чтобы установить кондуктор на поверхности, которую нужно просверлить. Это может быть струбцина, рукоять, присоска, перфорация.
- Система разметки, линейка, дополнительные отверстия, чтобы точно провести работы на поверхности, которая, собственно, под кондуктором не видна.








Выбирая кондуктор под сверление для своей домашней мастерской, нужно обращать внимание на следующие критерии:
- Сфера применения. Есть универсальные приспособления, есть только для столярных работ, сборки мебели. Определитесь, какие проекты вы будете реализовывать чаще всего, с какой целью нужно будет просверливать отверстия.
- Цена. Диапазон широк. Есть простые базовые кондукторы для новичков, которые стоят не более 10 долларов. Есть модели в средней ценовой категории — порядка 20–30 долларов. И есть «продвинутые», профессиональные, которые стоят более 50 долларов.
- Репутация бренда, качество от производителя, наличие гарантии.
- Размеры и количество втулок. Есть приспособления, рассчитанные только на два-три вида свёрл, а есть с шестью и даже девятью втулками. Конечно, чем их больше, тем большие возможности предоставляет кондуктор.
- Материал втулки. На эту часть устройства приходится самая большая нагрузка. Втулки делают из прочной закалённой стали, чтобы служили долго. Алюминий — плохая замена!
- Простота использования. В целом кондукторы обычно достаточно простые сами по себе, но есть модели, которые сложно центрировать и настраивать.
- Прочность корпуса, в который вставлены втулки. Есть недорогие пластиковые модели, но понятно, что прочный литой алюминий прослужит долго.
- Что идёт в комплекте. Обычно это не только сам кондуктор, но и дюбели, другие крепежи, несколько вариантов зажимов, которые можно менять, и ограничители глубины. Чем шире комплектация, тем больше возможностей для сверления предоставляет инструмент.




Что касается брендов, то популярны кондукторы для сверления от AGP, Bosch, Kreg, KWB, Worcraft, «Титан», CMT. Можно ли обойтись без такого приспособления в процессе просверливания отверстий? В ряде столярных работ — практически нет. Кроме того, кондуктор ускорит процесс, сделает его точнее и проще, что важно для новичков.
Сверление отверстий в металле. Кондуктор. Спиральное сверло. Заточка сверл. Подбор сверла под резьбу.

Сверление отверстий в отличие от продавливания производится особым режущим инструментом, называемым сверлом.
Сверло при постоянном вращении и постоянном осевом движении своими режущими кромками снимает стружку с поверхности и, постепенно углубляясь в толщу металла, выбрасывает стружку наверх, образуя отверстие цилиндрической формы. Процесс образования отверстия сверлом приведен на рис. 1.
Главное движение резания. Подача сверла.
Вращательное движение сверла называется главным рабочим движением или движением резания. Поступательное движение, направленное вдоль оси сверла, называется подачей сверла.
Виды сверления отверстий.
Различают следующие виды сверления:
- — сквозное, когда отверстие просверливается насквозь;
- — глухое, когда отверстие просверливается на определенную глубину детали и имеет дно;
- — рассверливание уже имеющегося отверстия.
Точность сверления.
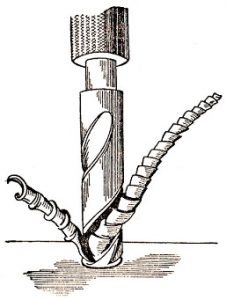
Рис. 1. Получение отверстия при вращении сверла с образованием стружки.
Точность сверления обеспечивается тем, что центр просверливаемого отверстия совпадает с центром, намеченным по разметке и намеченный диаметр отверстия соответствует диаметру сверла. Последнее требование достигается правильной заточкой сверла, проверяемой специальными шаблонами. Что касается совпадения центра отверстия с намеченным, то оно зависит от правильной установки и прочности закрепления изделия на станке, от качества металла, от правильной заточки сверла и от точности станка. Изделие должно быть прочно закреплено на столе станка или в тисках. Только крупные и тяжелые изделия могут не закрепляться, если их тяжесть обеспечивает им неподвижность при сверлении.
При разметке отверстий намечается центр отверстия, вокруг которого прочерчивается и накернивается контрольная окружность. Перед началом сверления центр размеченного отверстия необходимо углубить, а для диаметров свыше 25 мм и выше засверлить мелким сверлом.
Если требуется сверлить несколько глухих отверстий одинаковой глубины, пользуются указателем, представляющим собой металлический стержень, укрепленный на патроне. Нижний конец стержня, доходя до верхней поверхности детали, указывает, что глубина сверления достаточна.
Сверление отверстий, удаленных от патрона станка, производится с помощью удлинителей, которые на одном конце имеют конусное отверстие для вставки в него хвоста сверла, а на другом — конус Морзе для закрепления удлинителя в шпинделе станка.
Если требуется сверлить отверстия в нескольких одинаковых деталях, то вместо разметки каждой выгоднее произвести разметку одной детали и просверлить на ней отверстия, а затем уже по первой детали производить сверление остальных. Этот прием носит название сверления деталей по детали.
Кондуктор для сверления отверстий.
При сверлении большого количества деталей пользуются специальным приспособлением, называемым кондуктором. Кондуктор – приспособление с требуемым количеством отверстий, в которые вставлены закаленные кондукторные втулки для направления сверла. Форма и устройство кондукторов зависят от формы обрабатываемой детали. Кондуктор скрепляется с изделием, в котором необходимо просверлить отверстия, и затем производится сверление. При сверлении отверстий по кондуктору предварительная разметка не требуется. Втулки кондуктора должны соответствовать диаметру сверла. Сверление тонких деталей, например из листового металла, выполняется пачками. Листы скрепляются струбцинами, а затем производится сверление.
Сверление отверстий на наклонных плоскостях.
При сверлении деталей с наклонными плоскостями отверстий к оси сверла необходимо предварительно сделать засверловку. Для этого деталь с наклонной плоскостью первоначально устанавливают таким образом, чтобы наклонная плоскость ее была расположена в горизонтальном положении, и засверливают, а затем деталь устанавливают в нормальное для нее положение и производят сверление. Сверление отверстий в боковой части круглых деталей (валиков), когда ось валика не находится в одной плоскости с осью сверла, выполняется в такой же последовательности, т. е. валик поварачивают так, чтобы оси его и сверла находились в одной плоскости, и засверливают, а затем, повернув валик в исходное положение, производят сверление.
Вместо засверловки в том и другом случае можно сделать подрубку наклонной плоскости детали или валика с расчетом получить полную устойчивость сверла при нажатии.
Сверление глубоких отверстий в металле.
При сверлении глубоких отверстий канавки сверла, погружаясь в изделие, забиваются стружкой, вследствие чего сверло сильно нагревается, отпускается, затупляется и ломается. Для предотвращения этого сверло приходится часто вынимать из отверстия и освобождать от стружки. Но лучше делать иначе. Сверление выполняют двумя сверлами разного диаметра: вначале сверлят отверстия сверлом заданного диаметра на некоторую длину, затем продолжают сверлить до конца сверлом, диаметр которого примерно в 2 раза меньше заданного диаметра, а заканчивают операцию сверлом заданного диаметра. При сверлении большим сверлом стружка выходит из изделия в просверленное малым сверлом отверстие.
При сверлении диаметр получаемого отверстия всегда больше диаметра сверла, но при сверлении вязких металлов, как, например, стали, разработка (расширение) отверстий меньше, чем при сверлении хрупких металлов—чугуна, бронзы. Поэтому при сверлении надо учитывать разработку отверстий, которая при диаметре сверла до 10 мм увеличивает отверстие на 0,02—0,03 мм, а при диаметре сверла больше 10 мм достигает 0,05—0,1 мм. Чтобы получить более точный размер отверстия, следует сверлить за два раза: сначала сверлом меньшего диаметра, а затем сверлом нужного диаметра.
Причины поломки сверла.
Поломка сверл может произойти вследствие наличия неметаллических включений, пустот или раковин в просверливаемом изделии. При выходе сверла механическую подачу необходимо уменьшать вдвое или переходить на ручную. Переход на ручную подачу необходим при сверлении тонких листов и деталей, имеющих у выхода наклонную плоскость к оси сверла, в целях предупреждения поломки сверла вследствие одностороннего давления на него.
При работе тупым сверлом также может произойти поломка вследствие большой подачи и недостаточного врезания сверла в металл.
Классификация сверл по конструкции.
По конструкции сверла разделяются на перовые и спиральные.
Перовое сверло.
Рис. 2. Перовое сверло.
Перовое сверло (рис. 2) изготовляется из прутка инструментальной стали, один конец которого оттягивается и расплющивается, а второй конец имеет цилиндрическую или пирамидальную форму. Первое сверло применяется только в исключительных случаях при сверлении одного-двух отверстий. После каждой заточки размер сверла уменьшается, и отверстия получаются неодинаковыми.
Спиральное сверло.

Рис. 3. Спиральное сверло.
1 – рабочая часть; 2 – шейка; 3 – хвост; 4 – поводок; 5 – передний конус; 6 – канавка; 7 – перо; 8 – направляющая фаска (ленточка); 9 – режущая кромка (лезвие); 10 – поперечная кромка (лезвие); 11 – поверхность задней заточки.
Широкое применение для сверления отверстий получили спиральные сверла (рис. 3).
Спиральные сверла имеют значительные преимущества перед перовыми. Они обеспечивают высокую производительность сверления, образуют более точные отверстия, сохраняют размер своего диаметра после любого числа заточек, хорошо отводят стружку и хорошо центрируются и направляются в отверстие.
Конструкция спирального сверла.
По конструкции спиральное сверло состоит из:
- заборного конуса с углом при вершине α, равным 116— 120°. Угол при вершине для мягких металлов затачивается от 50 до 140° в зависимости от материалов, например, для пластмассы 50—60°, для латуни 100—110°, для меди 125—130°, для алюминия 140°. Заборный конус вследствие того, что при заточке режущих кромок образуется поверхность задней заточки, оканчивается поперечным ребром-перемычкой. Для отвода стружки и подвода охлаждающей жидкости-эмульсии цилиндрическая часть имеет винтовую канавку с углом наклона винтовой линии 26°;
- цилиндрического или конического хвоста сверла с конусом Морзе для закрепления сверла в шпинделе или патроне станка;
Заточка сверл. Правильная заточка сверла.
Заточка сверла требует определенного навыка. Поэтому в современных, хорошо оборудованных цехах заточку сверл производят в централизованном порядке на специальных станках с применением приспособлений. Это гарантирует получение правильных граней и углов резания сверла.
Шаблон для заточки сверл.
Качество заточки сверла, угол при вершине и угол заточки проверяют шаблоном (рис. 4). При заточке необходимо следить, чтобы режущие кромки были наклонены под одинаковым углом к оси сверла, чтобы режущие кромки были одинаковой длины, и середина перемычки находилась на оси сверла.

Рис. 4. Проверка заточки сверла шаблоном.
Охлаждающая жидкость при сверлении.
Стойкость сверла, т. е. время работы сверла от одной заточки до другой, зависит от правильного охлаждения сверла при работе. Без охлаждения режущие кромки сверла нагреваются, получают отпуск, и сверло быстро затупляется. Охлаждающей жидкостью, гак называемой эмульсией при сверлении стали, ковкого чугуна, красной меди и латуни служит мыльная вода и минеральное масло, а при сверлении алюминия — мыльная вода и керосин.
Серый и белый чугун, а также бронза сверлятся без охлаждения (всухую), так как мелкая стружка, образуя вязкую массу увеличивает трение и вызывает нагревание инструмента.
Подбор сверла.
Сверление отверстий может быть сквозное и глухое под резьбу и под развертку. Выполнение того или другого вида сверления не влияет на выбор сверла, станка и способ закрепления изделия. Разница заключается лишь в подборе диаметра сверла.
Необходимо учесть твердость обрабатываемого металла и в зависимости от нее подобрать диаметр сверла, приняв во внимание, что сверло разрабатывает отверстие, т. е. делает его шире своего диаметра.
Средняя разработка отверстий принимается следующая:
Подбор сверла под резьбу таблица.
При сверлении отверстий под резьбу также надо иметь в виду твердость металла и соответственно с нею подбирать сверла. Для правильного подбора сверла имеются специальные таблицы. Одна из этих таблиц приводится ниже (табл. 1).
Таблица 1. Подбор сверла под резьбу.
| Диаметр резь бы в мм | Диаметр сверла в мм | Диаметр резьбы в мм | Диаметр сверла в мм | ||
| в чугуне | в стали | в чугуне | в стали | ||
| 5 | 4,1 | 4,1 | 13 | 10,8 | 11,0 |
| 6 | 4,9 | 5,0 | 14 | 11,7 | 11,9 |
| 7 | 5,9 | 6,0 | 15 | 12,7 | 12,9 |
| 8 | 6,6 | 6,7 | 16 | 13,7 | 13,9 |
| 9 | 7,6 | 7,7 | 17 | 14,3 | 14,6 |
| 10 | 8,3 | 8,4 | 18 | 15,1 | 15,3 |
| 11 | 9,3 | 9,4 | 19 | 16,1 | 16,3 |
| 12 | 10,0 | 10,1 | 20 | 17,1 | 17,3 |
Ручное сверление.
Для сверления отверстий вручную применяются дрели и трещотки.
Коловорот ручной.
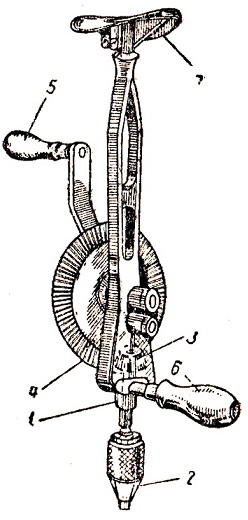
Рис. 5. Дрель с коническими шестернями.
Ручная дрель (коловорот) (рис. 5) с коническими зубчатыми шестернями состоит из шпинделя 1, патрона 2, двух шестерен 3 и 4, ручек 5 и 6 и головки 7. Шпиндель 1 вращается от горизонтально расположенной конической шестерни 3, соединенной с вертикальной кони ческой шестерней 4. Шестерня 4 приводится в движение ручкой 5. Сверло закрепляется в патроне 2. Дрель вовремя удерживается за ручку 6 и головку 7.
Трещотка.
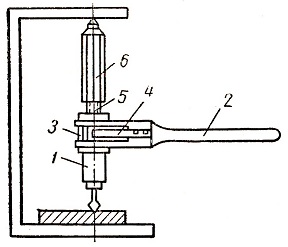
Рис. 6. Трещотка.
Трещотка (рис. 6) имеет шпиндель 1, который приводится в движение ручкой 2. На шпинделе насажено храповое колесо 3, которое приводится в движение ручкой 2 через собачку. Собачка прижимается к храповому колесу пружинкой 4. При движении рукоятки в одну сторону собачка вращает храповое колесо, которое в свою очередь вращает шпиндель со вставленным в него сверлом. При движении ручки в обратную сторону собачка скользит по храповому колесу, но не вращает его. Подача осуществляется путем вывертывания винта 5 из гайки 6 во время движения ручки в обратную сторону.
Сверление дрелью или трещоткой проходит медленно и требует значительной затраты сил. В связи с этим широкое распространение получили электрические и пневматические дрели.
Пневматическая дрель.
Пневматическая дрель работает сжатым воздухом давлением в 5 – 6 ат. Пневматические дрели хорошо работают при сверлении малых отверстий. Воздух подводится шлангом к хвостовику рукоятки дрели. Через клапан воздух поступает в статор, воздействует на лопатки ротора и сообщает ротору вращение. Вращение от ротора через редуктор передается на шпиндель с патроном для сверла.
Электрическая дрель.
Электрические дрели по сравнению с пневматическими имеют следующие преимущества. Они имеют сравнительно малый вес и снабжены сильными приводами в виде электродвигателей, что предохраняет их от перегрузки. Для монтажных работ особенно пригодны электрические дрели с однофазным электродвигателем, который снабжен коллектором.
Виды сверлильных станков.
В котельном производстве широко применяются:
- — вертикально-сверлильные одношпиндельные и многошпиндельные станки;
- — горизонтально-сверлильные одношпиндельные и многошпиндельные;
- — специальные сверлильные станки.
Радиально-сверлильные станки.

Рис. 7. Радиально-сверлильный станок.
1 – станина; 2 – колонка; 3 – траверса; 4 – суппорт с электродвигателем; 5 – стол.
Из вертикально-сверлильных станков наибольшее распространение получили радиально-сверлильные станки (рис. 7). Они очень удобны при сверлении деталей с многочисленными отверстиями, расположенными на различных расстояниях друг от друга. Радиально-сверлильные станки изготовляются с поворотным плечом на 180 и 360°.
Вертикально-сверлильные станки (рис. 8) строятся со свободно стоящей стойкой. Радиально-сверлильные станки с поворотным плечом на 360° имеют вращающуюся колонку, с большим расстоянием между ее опорами. Поэтому поворот вращающейся колонки происходит легко и плавно. Кроме того, достигается весьма устойчивое положение плеча при сверлении. Во всех типах радиальных станков перемещение плеча вверх и вниз происходит от электродвигателя, от которого получает вращение и шпиндель станка. Вал электродвигателя располагается вертикально и непосредственно сцепляется с зубчатым перебором станка.
Рис. 8. Вертикально-сверлильный станок.
Радиально-сверлильный станок назначение.
Радиально-сверлильные станки применяются для сверления трубных решеток, котельных листов и других деталей. Для сверления отверстий по кривым поверхностям головка шпинделя имеет возможность поворачиваться по кривой.
Сверло в шпинделе сверлильного станка крепится конусной частью (хвостом). Каждому диаметру сверла соответствует определенный размер конуса Морзе. Конусы Морзе делаются пяти номеров от 1 до 5. Для сверл диаметром до 15 мм применяется конус Морзе № 1, для сверл до 23 мм — № 2, до 32 мм — № 3, до 50 мм — № 4, до 80 мм — № 5. Если нужно сверлить отверстие сверлом, имеющим конус № 1, в станке с конусом № 4, то для этого применяют переходные втулки с таким расчетом, чтобы втулка имела наружный конус № 4.
Читайте также: