Сверление сверхглубоких отверстий в металле
Обновлено: 05.07.2024
Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.

Процесс глубокого сверления на токарно-фрезерном центре
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра.

В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
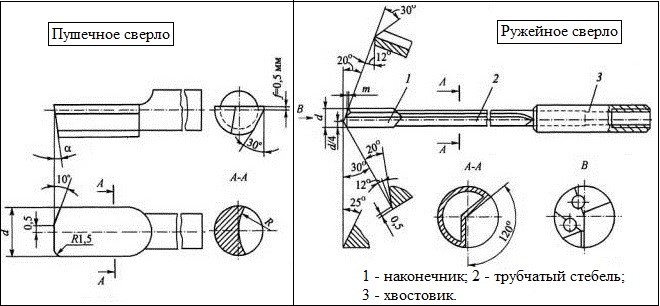
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
Ознакомиться с требованиями ГОСТ к сверлам длинной серии можно, скачав документ в формате pdf по ссылке ниже.
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.

Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности они отличаются высокой жесткостью.
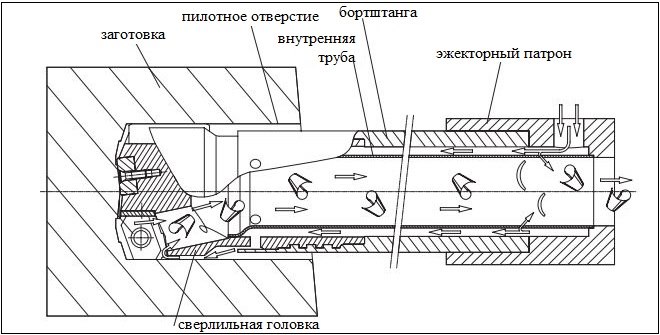
Принцип работы эжекторным сверлом
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
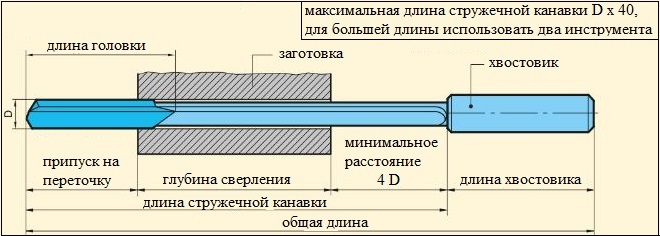
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
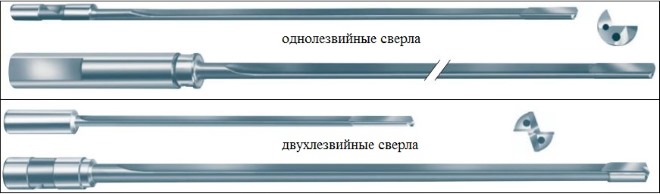
Сверла ружейные могут быть одно- или двухстроннего резания
Этапы технологии
Сам процесс глубокого сверления отверстий выполняется в следующей последовательности.
- В первую очередь с допуском H8 выполняют пилотное отверстие.
- Инструмент, вращающийся с небольшой частотой, подводят к поверхности обрабатываемой заготовки.
- Включают требуемую частоту вращения сверла и скорость его подачи, обеспечивают подачу СОЖ в зону обработки.
- Отверстие сверлят на требуемую глубину без отвода инструмента.
- Если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия обрабатывают на пониженных режимах резания – 75% от номинальных.
- После достижения требуемой глубины сверления отключают подачу СОЖ в зону обработки.
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Существует еще несколько технологий сверления глубоких отверстий, но выше приведена наиболее распространенная из них, которая используется в большинстве случаев.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях. Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.

Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
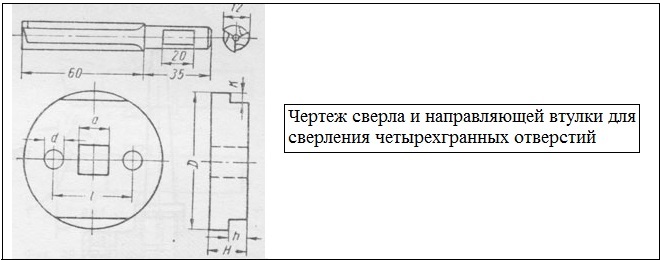
Чертеж деталей приспособления для сверления квадратного отверстия
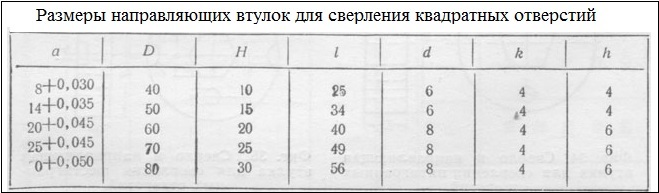
Таблица 1. Размеры направляющих втулок
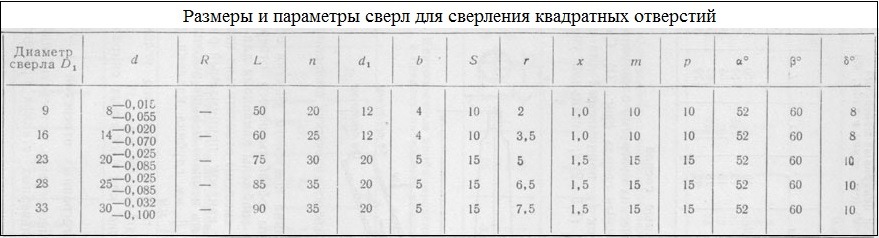
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
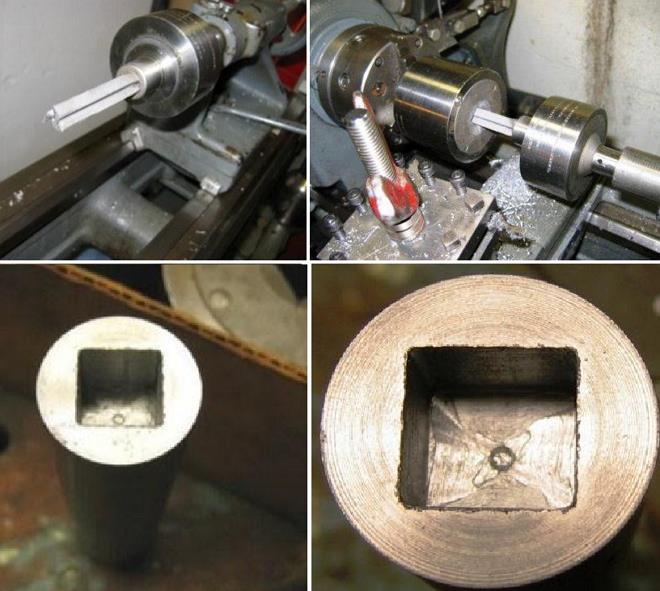
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Сверление глубоких отверстий

Сверление глубоких отверстий достаточно сложная операция, особенно если вам необходимо просверлить не одно и даже не десять отверстий, а сотни и тысячи. Сложность заключается в том, что при такой операции очень легко сломать сверлоэ
В этой статье рассматриваются различные необходимые методы, в том числе ступенчатое сверление, сверление с параболической канавкой, основные циклы G-кода и так далее.
Большинство специалистов с ЧПУ знают, что сверление «Peck Drilling» или ступенчатое сверление помогает при обработке глубоких отверстий. Некоторые используют высокопроизводительную геометрию, например, сверла с параболической кромкой.
Но оказывается, что существует целый ряд известных методов, которые помогут вам добиться успеха при сверлении глубоких отверстий. Я собрал ряд методов, которые могут вам очень помочь при сверлении глубоких отверстий.
Как «глубина» влияет на выбор метода
Большинство производителей инструмента рассматривают любую глубину, которая более чем в 3–4 раза превышает диаметр спирального сверла, как глубокое отверстие. Существуют различные причудливые геометрические формы, такие как сверла с параболической канавкой, которые помогут вам погрузиться глубже, но они также имеют предел.
Вот график, который поможет вам выбрать наиболее подходящую технику для сверления глубоких отверстий:

Глубина отверстий
Параболические канавки для более глубоких отверстий
При сверлении на глубину более 7 диаметров спиральные сверла с параболической канавкой полезны для удаления стружки. Вы можете пойти намного глубже с помощью сверла с параболической канавкой — 20 x диаметр против только 7 x диаметра.
Роль охлаждающей жидкости и стружкодробления
Самым большим препятствием при проделывании глубоких отверстий является стружка:
- Как их вытащить без заклинивания?
- Как предотвратить повреждение поверхности отверстия?
Выбор инструментов, метода сверления и подачи СОЖ имеет значение.
Определенные виды инструментов имеют неотъемлемые преимущества для глубоких отверстий. Спиральные сверла с параболической канавкой изменяют геометрию, чтобы оптимизировать удаление стружки из более глубоких отверстий. Пистолетные сверла и сверла BTA предназначены для обработки глубоких отверстий и особенно для удаления стружки.
Охлаждающая жидкость имеет решающее значение для удаления стружки. Наилучший подход — подача СОЖ с максимально возможным давлением на наконечник инструмента. Охлаждающая жидкость под высоким давлением прямо у наконечника создает значительную силу для выталкивания стружки вверх и из отверстия.
Охлаждающая жидкость через шпиндель подает охлаждающую жидкость под давлением через отверстия, просверленные по длине сверла. Это помогает удалять стружку из отверстия снизу и действительно облегчает сверление глубоких отверстий.
Циклы сверления Peck — это ломка и удаление стружки. Каждый шаг обычно ломает стружку. Длинные волокнистые стружки цепляются за все, и их труднее удалить. Компактная стружка может более эффективно удаляться из более глубоких отверстий. Чем глубже отверстие, тем чаще спиральное сверло должно клевать, чтобы стружка оставалась компактной.
Кроме того, важна высота выхода из отверстия. Большая высота помогает вытягивать стружку из отверстия. Но это замедляет работу по мере того, как сверло заглубляется, и, кроме того, следует проявлять осторожность, чтобы не выходить из отверстия полностью. Открытое отверстие — это попадание стружки до самого дна, откуда ее необходимо удалить во второй раз.
Циклы глубоких отверстий используют пользовательский g-код для оптимизации стратегии, по мере того, как отверстие становится все глубже и глубже.
Введение в индивидуальные циклы сверления глубоких отверстий
К сожалению, стандартные циклы сверления часто имеют ограничения, когда дело доходит до сверления очень глубоких отверстий. Часто необходимо иметь, индивидуальный цикл сверления глубоких отверстий.
Чем индивидуальный цикл отличается от обычного стандартного цикла сверления?
Во-первых, это стратегия заглубления. Важно иметь возможность начать с небольшого шага и переходить к более крупным по мере того, как отверстие становится глубже. Выполнение полного выхода раньше, чем отверстие станет глубоким, — это бесполезное движение. В идеале вы должны опуститься, до пары диаметров или около того, а затем начать «клевать». Частота заглубления должна увеличиваться, чем глубже просверливается отверстие. Характер движения тоже должен меняться в зависимости от глубины отверстия. Мы начинаем с небольшого короткого шага — ровно такого, чтобы сломать стружку. Но по мере того, как мы становимся все глубже, необходимы более длинные и продолжительные отводы, поскольку нам нужно не только сломать стружку, но и облегчать ее извлечение. Наконец, мы хотим, чтобы спиральное сверло не выходило полностью из отверстия, чтобы стружка не смывалась обратно в отверстие.
Во-вторых, наши подачи и скорости. По мере того, как отверстие становится глубже, мы получаем преимущество за счет уменьшения скорости подачи и частоты вращения шпинделя. Нет необходимости делать это, пока отверстие не достигнет пороговой глубины, но когда мы находимся на этой глубине, это очень помогает.
Наконец, пока мы программируем индивидуальный цикл, мы хотим решить, использовать ли быстрые скорости или скорости подачи для клевки и отвода из отверстия. Это обратное движение, которое ничего не режет, и у нас есть потенциал для экономии времени по сравнению с постоянными циклами сверления, которые поддерживают все движения на скорости подачи.
Используя специальный g-код для реализации всех этих соображений, мы тратим как можно меньше времени на заглубление, гарантируя, что, когда дела станут тяжелыми, мы делаем достаточно, чтобы наш инструмент оставался целым. Хотя стандартные циклы различаются от контроллера к контроллеру, очень немногие из них предлагают гибкость для управления всеми этими переменными.
Формат цикла сверления G83 Peck
G83 X_ Y_ Z_ R_ Q_ F_;
XY — данные положения отверстия
Z — глубина Z (подача до глубины Z, начиная с плоскости R)
R — положение плоскости R
Q — глубина резания для каждой подачи резания (глубина каждого выступа)
F — скорость подачи резания
Второй формат цикла сверления глубоких отверстий Haas CNC G83 с откликом представлен ниже.
Формат постоянного цикла сверления G83 Peck — Опции IJK
Цикл сверления G83 Peck с опциями IJK
G83 X_ Y_ Z_ I_ J_ K_ R_ F_;
XY — данные положения отверстия
Z — глубина Z (подача на глубину Z, начиная с плоскости R)
R — положение плоскости R
I — размер первой глубины резания
J — величина уменьшения глубины резания при каждом проходе
K — минимальная глубина резания
F — Скорость подачи при резке Первый проход будет врезаться на I, каждый последующий проход будет уменьшаться на величину J, а минимальная глубина резания — K.
Сверление квадратных отверстий в металле
К сожалению, мы не можем предложить Вам “Сверло для квадратных отверстий (Уаттса/Рело)”, но вы можете выбрать другой инструмент в нашем каталоге.
Содержание
Сверление квадратных отверстий в металле
- Инструмент для сверления квадратных отверстий
- Особенности применения сверл для квадратных отверстий
- Что используют на производстве
- Что используют в быту
Тема этой статьи — сверление квадратных отверстий в металле. Для этого есть различные способы. О том, как сделать квадратное отверстие в металле, мы расскажем ниже.
![01_Квадратное отверстие в металлической заготовке.jpg]()
Фотография №1: квадратное отверстие в металлической заготовке
Инструмент для сверления квадратных отверстий
Для сверления квадратных отверстий применяют специальные сверла Уаттса. Они отличаются от обычных инструментов рабочими частями, имеющими особую конструкцию. В ее основе – треугольник Рело.
![02_Трегуольник Рело и его свойства.jpg]()
Изображение №1: треугольник Рело и его свойства
Эта фигура представляет собой пересечение трех равных кругов. Самое важное свойство треугольника Рело заключается в том, что если провести к такому треугольнику пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Как видно на рисунке выше, если вращать треугольник Рело по траектории, описываемой 4-мя эллипсоидными дугами, получается квадрат с незначительными скруглениями в углах.
Наработки Рело использовал английский инженер Г. Уаттс. Именно он создал сверло для квадратных отверстий, названное в его честь — сверло Уаттса. Рабочая часть имеет вот такой профиль.
![03_Сверло Уаттса и профиль его рабочей части.jpg]()
Изображение №2: сверло Уаттса и профиль его рабочей части
Особенности применения сверл для квадратных отверстий
Стандартные сверла Уаттса, предназначенные для сверления квадратных отверстий в металле, изготавливают из стали У8. Закалка производится до получения твердости инструментов в пределах от HRC 52 до HRC 56. В тяжелых условиях эксплуатации используют инструменты из легированной стали Х12. Твердость материала варьируется в пределах от HRC 56 до HRC 60.
Самая важная особенность применения этих сверл для квадратных отверстий на производстве и в быту заключается в необходимости использования дополнительных приспособлений для фиксации инструментов и перемещения рабочих частей по вышеописанной траектории.
Что используют на производстве
Для фиксации сверл для квадратных отверстий в металле на станках используют специальные шпиндели-переходники. Они состоят из:
- корпусов;
- зубчатых венцов;
- переходников под основные шпиндели;
- приводных шестерней;
- шестерней зацепления;
- качающихся втулок.
![04_Сверление квадратного отверстия в металле на станке.jpg]()
Изображение №3: сверление квадратного отверстия в металле на станке
Что используют в быту
При использовании дрелей сверла для квадратных отверстий закрепляют при помощи специальных рамок. Их соединяют с патронами карданными передачами. Для этого используют особые переходники, состоящие из:
- корпусов;
- плавающих хвостовиков;
- качающихся колец;
- сменных втулок;
- опорных шариков;
- крепежных винтов.
![05_Принцип получения квадратных отверстий сверлами Уаттса в домашних условиях с применением обычных дрелей.jpg]()
Изображение №4: принцип получения квадратных отверстий сверлами Уаттса в домашних условиях с применением обычных дрелей
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
- Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
- В углах квадрата при помощи керна намечают центры вспомогательных отверстий.
- Их высверливают сверлом малого диаметра.
- При помощи крупного сверла удаляют большую часть материала внутри отверстия.
- Углы и поверхности будущего квадратного отверстия выравнивают напильником.
![06_Лазерная резка - наиболее эффективная технология!.jpg]()
Фотография №2: лазерная резка — самая эффективная технология!
Где купить приспособления для сверления квадратных отверстий в металле
К сожалению, мы не можем предложить Вам “Сверло для квадратных отверстий (Уаттса/Рело)”, но вы можете подобрать и купить другие сверла по металлу или подобрать другой инструмент из нашего каталога.
Сверление глубоких отверстий: на что обратить внимание
Станки глубокого сверления применяются практически в любом машиностроении: при производстве автомобилей и тракторов, речных и морских судов, в приборостроении. Большинство деталей с глубокими отверстиями изготовлены из отливок, гибкой и последующей сваркой в трубы, прокаткой и т.д., т.е. более производительными технологиями.
![]()
Станок глубокого сверления токарного типа![]()
Станок для глубокого сверления вертлюжного типа![]()
Многошпиндельный станок для сверления глубоких отверстийГлубокое сверление
Глубокое сверление применяется, главным образом, при обработке шпинделей металлообрабатывающих станков для. сверления центрального сквозного отверстия, концентричного по отношению наружной поверхности и предназначенного для, облегчения веса конструкции, контроля внутренней части шпинделя от возможных раковин и других дефектов и для выполнения работ из прутка на револьверных «ганках и автоматах, в которых отверстие служит для пропуска шлифованной штанги, приводящей в движение цангу с прутком.
В револьверных станках и автоматах это отверстие выполняется более тщательно, чем в токарных станках.
Глубокое сверление производится или на токарных станках (короткие отверстия), или на станках типа 2953 и 268, специально предназначенных для глубокого сверления (фиг. 105).
![Станок для глубокого сверления]()
Фиг. 105. Станок для глубокого сверления.
Станок типа 2953 двухшпиндельный, предназначен для сверления отверстий диаметром от 20 до 40 мм, длиной до 1000 мм; число оборотов шпинделя от 335 до 9350 в 1 мин.; мощность мотора — 15,6 Квт.
Станок типа 268 может производить сверление на глубину 2600 мм 1: до 3700 мм.
Числа оборотов шпинделя от 15 до 172,
Мощность трёх моторов 11,6 Квт.
Преимущества специальных станков:
1) осуществление механической подачи сверла, закрепляемого в задней бабке;
2) подвод охлаждающей жидкости к режущей кромке с давлением 5—6 aтм и более, что обеспечивает удаление стружки из глубокого отверстия.
Применяемый для глубокого сверления инструмент — сверло ( фиг. 106) — состоит из штанги 2 длиной L — 1,5—2 м (в зависимости от длины шпинделя), имеющей две канавки для отвода стружки и две канавки для трубок, подводящих охлаждение.
![Сверло для глубокого сверления]()
Фиг. 106. Сверло для глубокого сверления.
На конце штанги закрепляется клином с винтами специальная режущая пластина из быстрорежущей стали, имеющая на режущей грани канавки для разламывания и размельчения стружки; эти канавки облегчают удаление стружки охлаждающей жидкостью.
Такие свёрла применяются для диаметров от 28 до 145 мм.
Для меньшего увода оси отверстия рекомендуется сверлить шпиндели с двух сторон. Обычно применяются следующие режимы: скорость резания 18 — 22 м/мин, подача 0,12 — 0,20 мм/об шпинделя.
Для изготовления небольших отверстий можно применять токарные и револьверные станки со спиральными свёрлами, по с подводом охлаждения (фиг. 107);
![Спиральное сверло с охлаждением]()
Фиг. 107. Спиральное сверло с охлаждением.
однако работать спиральным сверлом при глубоких отверстиях трудно, так как его приходится часто извлекать для удаления застрявшей стружки и, кроме того, оно недостаточно прочно и не обеспечивает соблюдения направления отверстия.
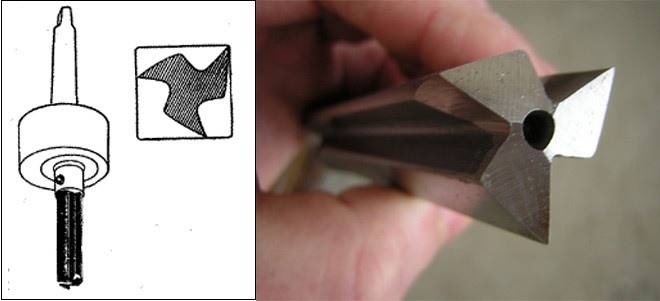
Вместо спиральных свёрл лучше применять пушечные свёрла (фиг. 108), которые не имеют центральной перемычки, что облегчает резание. Вершина сверла смещена на 1/4 диаметра, благодаря чему образуется конус, направляющий сверло.
Сверлению пушечным сверлом предшествует предварительное засверливание на некоторую глубину спиральным или перовым сверлом, что должно быть выполнено как можно тщательнее во избежание увода сверла в сторону.
Режимы резания при работе пушечными свёрлами:
скорость 30 — 40 м/мин, подачи 0,01—0,02 мм/об; при таком режиме получается мелкая стружка, которая легко удаляется охлаждающей жидкостью.
Существенный недостаток пушечных свёрл — это малая производительность.
![Пушечное сверло]()
Фиг. 108. Пушечное сверло.
![]()
![]()
![]()
Обработка глубоких отверстий / Deep hole drilling
Механическая обработка глубоких отверстий это получение отверстий глубиной до 150 диаметров режущего инструмента сверлением или растачивание
Механическая обработка глубоких отверстий это получение отверстий глубиной до 150 диаметров режущего инструмента сверлением или растачиванием. Данная операция может выполняться с использованием различных инструментальных наладок. Наиболее распространенным методом является обработка вращающейся заготовки при одновременной продольной подаче невращающегося инструмента. Альтернативным методом является обработка вращающимся инструментом. Возможно также одновременное вращение инструмента и заготовки. Независимо от применяемого метода, основные принципы обработки остаются неизменными, при этом огромную роль играет выбор корректных значений скорости резания и подачи. Необходимо обеспечить удовлетворительное стружкодробление и эвакуацию стружки из зоны резания без повреждения инструмента или обрабатываемой детали. Одним из наиболее важных факторов успешной обработки является эффективная система подачи СОЖ. Обработка глубоких отверстий может выполняться с использованием трёх различных систем системы STS (одноштанговой), эжекторной системы (двуштанговой) или с применением ружейных свёрл. Система STS Для материалов с затрудненным стружкообразованием, таких как нержавеющие и низкоуглеродистые стали Для материалов с неоднородной структурой при возникновении проблем со стружкодроблением Рекомендуется для обработки больших партий деталей Рекомендуется для обработки отверстий большого диаметра Необходимо специализированное оборудование для обработки глубоких отверстий Эжекторная система Не требует уплотнения между заготовкой и кондукторной втулкой Легко встраивается в существующее оборудование универсальные токарные станки, токарные центры, обрабатывающие центры и горизонтально-расточные станки Рекомендуется при обработке деталей, с которыми возникают проблемы герметизации Позволяет использовать предварительно изготовленное пилотное отверстие для направления вместо кондукторной втулки, что часто встречается на обрабатывающих центрах Ружейные свёрла Для обработки отверстий небольшого диаметра Могут применяться на обрабатывающих центрах при наличии предварительно изготовленного пилотного отверстия для направления сверла в начальный момент врезания Внимание требуется подача СОЖ под высоким давлением 4 SANDVIK Coromant ОБРАБОТКА ГЛУБОКИХ ОТВЕРСТИЙ Системы для обработки глубоких отверстий Обработка глубоких отверстий инструментами Sandvik Coromant
Характеристики процесса глубокого просверливания
При глубокой обработке соблюдают основные принципы технологического процесса.
Изначально выполняют подбор вращательной скорости сверлильной части оборудования либо максимально возможной скорости резания (подачи сверл).
Следят за обеспечением нормального дробления стружки, выводом содержимого из углублений полностью.
Важным нюансом в момент иссечения отходов считается сохранность резца инструмента. В этой части сверло повреждений иметь не должно, равно как и заусенцев и прочих изъянов. Еще одним ключевым критерием эффективной обработки поверхностей металла является подача охладительно-смазывающей жидкости по правилам.
Поскольку детали сверлятся в сопровождении подачи охладительно-смазывающей жидкости с некоторым давлением и с заданной величиной расхода, в систему вводят работу насосных устройств – маслонасосов либо насосов для перекачивания вязких веществ.
Мощность системы подбирают, основываясь на расходовании жидкости и необходимой величине давления для подачи смазочного средства.
Подача жидкости – непременный пункт технологии:
- Выполняется правильный вывод стружки из рабочей зоны по выводным каналам.
- Понижается сила трения между соприкасающимися элементами.
- Осуществляется выведение излишков тепла, образующегося при процедуре длительного сверления, при этом обеспечивается сохранность сверла.
- Производится дополнительная обработка выемки.
Некоторые сложности процесса
С увеличением заглубления появляется больше сложностей с обработкой выемки.
При глубоком просверливании задействуют специализированный инструмент, оснащенный технически с дополнительными возможностями применения режущих и других типов приспособлений. Это необходимо по той причине, что использование стандартных приспособлений не позволяет получить высокой производительности процесса, а иногда делает его невозможным.
Для решения технологических задач нередко требуется участие нестандартных приспособлений, коими может оснащаться спецоборудование.
Осторожность – добродетель
При сверлении глубоких отверстий наращивание до полной скорости и подач может создать проблемы безопасности и поставить под угрозу работу.Таким образом, многие из стандартных рекомендаций по универсальным сверлам T-A можно обобщить в одной фразе: осторожно подходите к пилотному отверстию.
Приближение к уже существующему отверстию осторожно помогает избежать образования рубцов или повреждений. Это позволяет полям сверла взаимодействовать с материалом до того, как вы наберете скорость. Отверстие начинает действовать как втулка, которая удерживает сверло в центре и обеспечивает качество деталей.
Предварительная настройка процесса сверления
Чем глубже отверстие, тем длиннее сверло. Чем длиннее сверло (чем больше расстояние между острием инструмента и шпинделем), тем больше степень влияния биения на результаты. В некоторых операциях с глубокими отверстиями малейшее колебание может привести к преждевременному износу инструмента и нарушить как прямолинейность, так и чистоту поверхности.
Тем не менее, необходимость тщательной настройки не освобождает от необходимости тратить непомерное количество времени на определение и корректировку биения при каждом изменении инструмента или пластины. В частности, в современной производственной среде нет места для лазания по рабочим зонам для установки индикаторов или для удержания кусочков бумаги на месте для прикосновений инструмента. Скорее всего, сборка инструментов в автономном режиме с устройством предварительной настройки сэкономит значительное количество времени при любой операции глубокого бурения.
В современной производственной среде нет места ни для работы оператора в рабочей зоне, ни для установки индикаторов, ни для удержания кусочков бумаги в месте соприкосновения инструмента и детали.
На объекте одного клиента в начале каждой смены в инструментальном магазине устанавливаются три сверла «Stealth» со сменным пластинами Allied Machine. Этот процесс занимает менее 10 минут. Установка трех инструментов на линии обработки может занять до 30 минут, что составляет 90 минут потерянного времени в течение трех смен. В производственной среде, работающей круглосуточно и без выходных, это составляет почти 2200 часов в год (показатель, не учитывающий простои станков при смене инструмента). Предварительная настройка, вероятно, составляет 5% от стоимости этих потерянных часов.
Это сверло имеет регулируемый штифт, который перемещает пластину в радиальном направлении, чтобы уменьшить набор допусков, общий для всех сверл со сменным наконечником. В результате этого для набора номера больше не требуется разбирать и чистить сборку инструмента, регулировать смещения, добавлять прокладки в револьверные головки или полагаться на опытных машинистов, которые пытаются найти неортодоксальное решение. Предварительная установка помогает уменьшить время наладки за счет предварительной установки сверла в магазин в оправке с минимальном биением.
Читайте также:















