Сверлильный станок по металлу 2н135
Обновлено: 19.04.2024
Вертикально-сверлильные станки 2А135 в большинстве своем использовались в мелкосерийном производстве или на предприятиях, занимающихся ремонтом и восстановлением крупных агрегатов и машин.
Завод станочного оборудования города Стерлитамак прекратил выпуск данной модели станков 1965 году. Несмотря на это, вертикально-сверлильные станки 2А135 до сих пор в строю.

Вертикально-сверлильный станок 2А135
Заводская маркировка и обозначение
На основании буквенно-цифрового индекса, расшифровать маркировку станка можно так:
- 2 – группа – сверлильные станки;
- А – прошедший модернизацию;
- 1 – тип – одношпиндельное исполнение;
- 35 – параметр, характеризующий станок – максимальный диаметр отверстия в стали 35 мм.
Краткое описание
Конструктивно предусмотрена механическая подача инструмента на станке. Это положительно сказывается на производительности, а управление не вызывает сложностей. Глубина обработки контролируется визуально (шкала нониуса) или задается ограничителем перемещения.
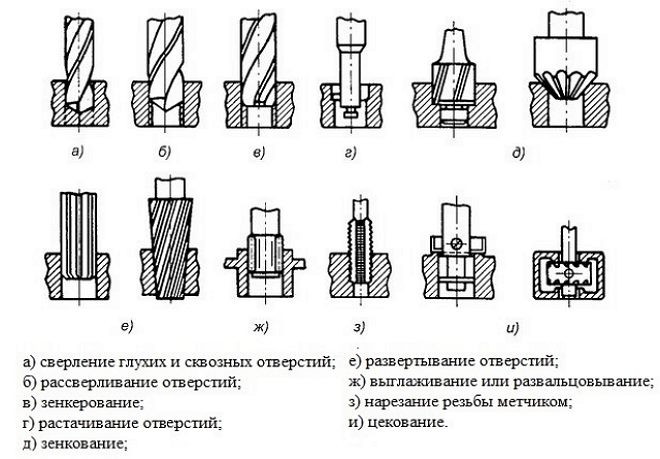
Выполняемые на вертикально-сверлильном станке 2А135 работы по обработке отверстий можно условно разделить по типу обработки:
- Черновая:
- сверление (глухие, сквозные);
- рассверливание;
- растачивание;
- зенкование;
- зенкерование;
- цекование;
- развертывание;
- развальцовывание;
- выглаживание;
Общий вид сверлильного станка 2А135 Станок 2А135 — вид спереди Вертикально-сверлильный станок 2А135 — вид сбоку
Дооснащение дополнительными агрегатами и приспособлениями позволяло использовать станок в крупносерийном и массовом типах производства.
Технические характеристики
Технологические возможности и рабочие характеристики вертикально-сверлильного станка 2А135 показаны в параметрах конструктивного исполнения:
Основные данные
- установочная плита ШхД – 450х500;
- ход стола по вертикали – 325;
- пазы Т-образные, количество – 3.
Шпиндельная бабка
- посадочный конус под инструмент в шпинделе – Морзе 4 по ГОСТу 24644-81;
- количество скоростей оборотов – 9;
- установочные скорости:
- 68 об/мин;
- 100 об/мин;
- 140 об/мин;
- 195 об/мин;
- 175 об/мин;
- 400об/мин;
- 530 об/мин;
- 750 об/мин;
- 1100 об/мин;
Параметры электрических элементов
- питающий ток — трехфазный, переменный;
- мощность электрических двигателей:
- главного — 4500 Вт;
- станции сож (Х14-22М) — 125 Вт.
Габариты
- габаритные размеры станка, ДхШхВ — 1240х810х2500 мм;
- вес оборудования в сборе — 1,3 т.
Конструкция
Вертикально-сверлильный станок 2А135 в своей конструкции не имеет узлов повышенной сложности. Тем не менее, инновационные идеи того времени заложили такой запас прочности, что поражает до сих пор.
![Основные узлы вертикально-сверлильного станка 2А135]()
Основные узлы вертикально-сверлильного станка 2А135
- Опорная плита для стола;
- рабочий стол; ;
- бабка шпиндельная или коробка скоростей;
- головка шпиндельная;
- электропривод;
- штурвал;
- стойка (станина);
- рукоятка подъема и опускания рабочего стола.
Устройство узлов
Основную нагрузку вертикально-сверлильный станок 2А135 воспринимает колонной и плитой. Но благодаря корпусному исполнению и большой массе нагрузки и вибрации гасятся, а жесткость увеличивается.
Шпиндель
Шпиндельный узел – жесткая конструкция, поэтому для повышения точности обработки в нем установлены прецизионные подшипники. Его конструкция позволяет выполнять следующие действия:
- включение подвода после произведения быстрого подвода (автоматически);
- отключение подвода по достижению установленной глубины обработки;
- ручное перемещение осуществляется штурвалом;
- штурвал оборудован устройством автоматического включения привода.
![Шпиндельный узел вертикально-сверлильного станка 2А135]()
Шпиндельный узел вертикально-сверлильного станка 2А135
Охлаждение
Система охлаждения инструмента и обрабатываемой детали аналогична тем, которые установлены на других вертикально-сверлильных станках. Емкостью является внутренняя полость установочной плиты. На ней смонтирована помпа, а по корпусу идет разводка трубопроводов с кранами, регулирующими подачу СОЖ.
![Устройство системы охлаждения вертикально-сверлильного станка 2А135]()
Устройство системы охлаждения вертикально-сверлильного станка 2А135
Коробка скоростей и подач
Совмещенная коробка скоростей и подач образует все рабочие движения станка. Основное, главное движение – круговое вращение шпинделя с рабочим инструментом. Вращение от электрического двигателя посредством ременной передачи переходит в коробку. На шпинделе вращение с заданной скоростью образуется двум комплектам блоков шестерен.
Вспомогательное движение – перемещение инструмента. Вращение снимается с вала, передающего вращение шпинделю. Выбор подачи и ее включение осуществляется муфтами. Согласно схеме возможны 12 скоростей движения, но из-за того, что две совмещены, в итоге получается 11.
![Устройство коробки скоростей сверлильного станка 2А135]()
Устройство коробки скоростей сверлильного станка 2А135
Шпиндельная бабка имеет ручное перемещение для увеличения расстояния между плоскостью стола и торцем шпинделя. Это позволяет устанавливать габаритные детали. Вращение рукоятки приводит в движение шестерню, перемещающуюся по зубчатой рейке. Тем самым осуществляется перемещение шпиндельной бабки.
Кинематика
Схема кинематики предусматривает организацию двух цепей движения:
- главное, основное движение – обороты режущего инструмента и шпинделя;
- второстепенное движение — рабочие перемещения инструмента во время обработки.
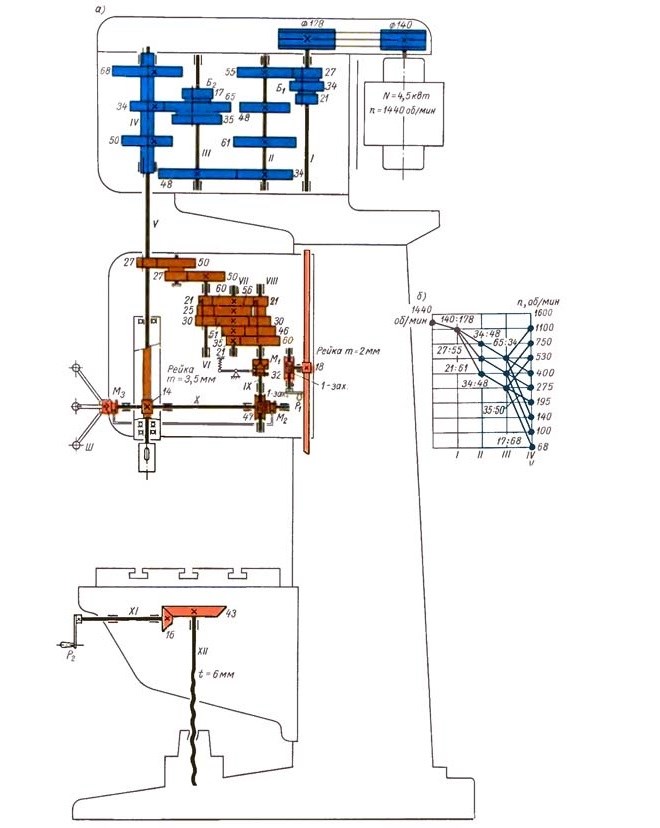
![Кинематическая схема вертикально-сверлильного станка 2А135]()
Кинематическая схема вертикально-сверлильного станка 2А135
Электрооборудование
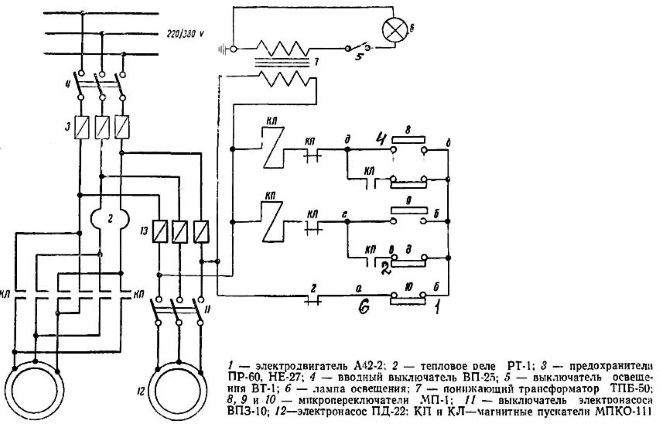
Электрическая схема показывает как производится управление отдельными рабочими органами на вертикально-сверлильном станке 2А135.
Подача питания осуществляется включением пакетника 4. Командоаппарат кнопочный, с раздельным включением электродвигателей. Питание на освещение рабочей зоны взято с одной фазы и проходит через трансформатор.
![Электрическая схема вертикально-сверлильного станка 2А135]()
Электрическая схема вертикально-сверлильного станка 2А135
Паспортные данные
Перечень поставляемого инструмента и оборудования в комплекте станка, а также электрические и механические чертежи содержит паспорт на станок. Там же находятся требования к:
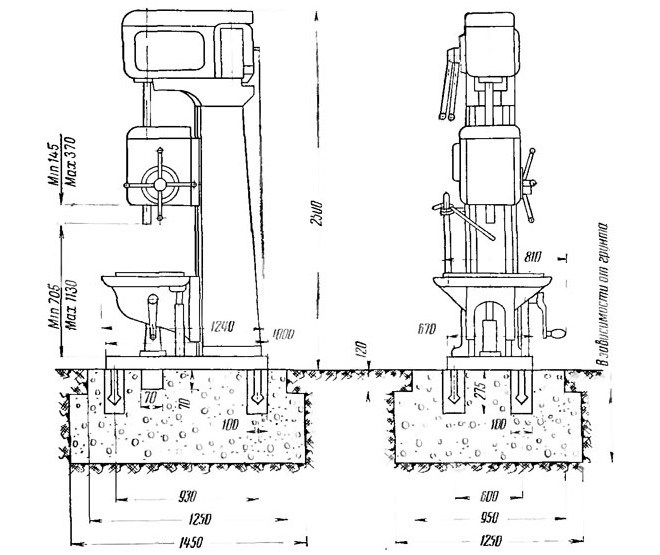
На рисунке указаны размеры фундаментной подушки и установочные размеры.
![Монтажные размеры станка 2А135]()
Монтажные размеры станка 2А135
Руководство по эксплуатации содержит сведения:
- о точках смазки;
- периодичности осмотров и ремонтов;
- возникших неисправностях и вариантах их устранения;
- о перечне подшипников;
- о материалах, использующихся для изготовления и ремонта деталей, вышедших из строя.
Достоинства и недостатки
На протяжении 50-ти лет вертикально-сверлильные станки 2А135 работают в цехах предприятий и в мастерских. Этому способствует заложенный советскими конструкторами запас прочности. Современные модели требуют дорогого ремонта уже по истечении 5-и лет активного использования.
2Р135Ф2 станок вертикально-сверлильный с ЧПУ
Описание, характеристики, схемы![2Р135Ф2 вертикальный сверлильный станок]()
Сведения о производителе вертикально-сверлильного станка 2Р135Ф2
Изготовитель сверлильных станков моделей 2Р135Ф2, 2Р118Ф2, 2Н125, 2Н135, 2Н150, 2Г175 - Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого - токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры.
Продукция Стерлитамакского станкостроительного завода
2Р135Ф2 станок вертикально-сверлильный с ЧПУ. Назначение и область применения
Вертикальный сверлильный станок 2Р135Ф2 с шестишпиндельной револьверной головкой, с крестовым столом и числовым программным управлением (ЧПУ) предназначен для сверления, рассверливания, зенкования, развертывания, нарезания резьбы и фрезерования в мелкосерийном и серийном производстве различных отраслей промышленности.
Сверлильный станок 2Р135Ф2 применяют при обработке корпусных деталей и деталей типа «фланец», «крышка», «плита», «рычаг», «кронштейн».
Электросхема и ЧПУ позволяют осуществить на станке следующие тнхнологические операции:
- Сверление;
- Подрезка торца (цекование);
- Расточка;
- Нарезание резьб;
- Глубокое сверление;
- Фрезерование.
Принцип работы и особенности конструкции станка
Наличие на станке шестишпиндельной револьверной головки для автоматической смены инструмента, крестового стола с программным управлением позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей без предварительной разметки и применения кондукторов.
Вертикально-сверлильный станок 2Р135Ф2 имеет большие диапазоны частоты вращения шпинделя и подач, которые полностью обеспечивают выбор нормативных режимов резания при обработке различных конструкционных материалов.
Станки 2Р135Ф2 обеспечивают точность межосевых расстояний обрабатываемых отверстий до 0,10—0,15 мм и могут работать в автоматическом цикле (в этом режиме выполняется многооперационная обработка деталей с большим числом отверстий).
Конструкция станка 2Р135Ф2. На основании станка смонтирована колонна, по прямоугольным вертикальным направляющим которой перемещается шпиндельная бабка (суппорт), несущий револьверную головку. На колонне жестко смонтированы коробка скоростей и редуктора подач. Крестовый стол имеет основание, по которому перемещаются в поперечном направлении салазки, несущие собственно стол. Последний в свою очередь может перемещаться в продольном направлении по направляющим салазок. Перемещение салазок и стола осуществляют от редукторов.
Система числового программного управления. Станок модели 2Р135Ф2 оснащен устройством числового программного управления "Координата С70-3", станок модели 2Р135Ф2-1 устройством ЧПУ 2П32-3, которые обеспечивают одновременное перемещение стола по осям X и У при позиционировании управления перемещением по оси (от координаты), дает возможность управлять поворотом револьверной головки, выбирать величину рабочей подачи и частоты вращения шпинделя. Устройство имеет цифровую индикацию, предусмотрен ввод коррекций на длину инструмента.
Позиционная прямоугольная система ЧПУ замкнутая, в качестве измерительного используют кодовые преобразователи. Точность позиционирования стола и суппорта составляет 0,05 мм, дискретность программирования и цифровой индикации равна 0,05 мм. Число управляемых координат: всего — три; одновременно — две.
Проектная организация — Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС) и Стерлитамакский станкостроительный завод им. В. И. Ленина.
Станок 2Р135Ф2 принят к серийному производству в 1979 г.
Класс точности станка — Н по ГОСТ 8—77. Категория качества — высшая.
Габарит рабочего пространства сверлильного станка 2Р135Ф2
![2Р135Ф2 Габарит рабочего пространства сверлильного станка]()
Габаритные размеры рабочего пространства станка 2р135ф2
Общий вид сверлильного станка 2Р135Ф2
![2Р135Ф2 Общий вид сверлильного станка]()
Фото вертикально-сверлильного станка с ЧПУ 2р135ф2
Расположение основных частей сверлильного станка 2Р135Ф2
![2Р135Ф2 Общий вид и органы управления сверлильного станка]()
Расположение основных узлов станка 2р135ф2
Обозначение основных частей сверлильного станка 2Р135Ф2
- Основание станка
- Салазки стола
- Револьверная головка
- Шпиндельная бабка (суппорт)
- Коробка скоростей
- Редуктор подач
- Подвесной пульт управления
- Шкаф с аппаратурой управления электрооборудованием
- Шкаф с аппаратурой ЧПУ
- Колонна
- Крестовый стол
На основании (станине) 1 станка размещены салазки 2 крестового стола, имеющего телескопическую защиту направляющих. По вертикальным направляющим колонны перемещается шпиндельная бабка, на которой смонтирована шестишпиндельная револьверная головка, позволяющая осуществлять автоматическую смену инструмента по управляющей программе. Для ускорения ручной замены инструмента в револьверной головке предусмотрено специальное выпрессовочное устройство. Управлять станком можно с подвесного пульта.
Движения в станке
- Главное движение - вращение шпинделя с инструментом
- Перемещение по осям станка:
- Ось Х - продольная подача - продольное перемещение стола по направляющим салазок
- Ось Y - поперечная подача - поперечное перемещение салазок по направляющим станины
- Ось Z - вертикальная подача - вертикальное перемещение шпиндельной бабки (суппорта) по направляющим стойки
Для управления перемещениями стола (координаты X и Y) от программы, записанной на перфоленту, станки оборудуются различными устройствами ЧПУ (одно из наиболее распространенных — УЧПУ «Координата С-70»). Подача по координате Z осуществляется в режиме циклового управления. Для координатных перемещений стола может быть также использован ручной ввод данных на пульте ЧПУ. Наличие цифровой индикации позволяет вести визуальное наблюдение за положением стола, а также контролировать правильность записи программы на перфоленте.
В станках предусмотрена обратная связь по положению рабочих органов на каждом из двух управляемых от перфоленты перемещений. В качестве датчиков обратной связи используются круговые электроконтактные кодовые преобразователи. Перемещения револьверной головки на быстрых и рабочих ходах в обоих направлениях ограничиваются настраиваемыми кулачками, воздействующими на переключатели (электроупоры).
Кинематическая схема сверлильного станка 2Р135Ф2-1
![2Р135Ф2 Схема кинематическая сверлильного станка]()
Кинематическая схема сверлильного станка 2р135ф2-1 с УЧПУ 2П32-3
Кинематическая схема станка (рис. 4.6) состоит из следующих независимых кинематических цепей: привода главного движения (вращение шпинделей револьверной головки); привода подач крестового стола; привода суппорта с револьверной головкой; поворота револьверной головки; выпрессовки инструмента из шпинделей.
Цепь главного движения
Цепь главного движения: двухскоростной асинхронный электродвигатель M1 (N=4/4,5 кВт; n = 1470/990 об/мин) — зубчатая передача 29/41—вал I — вал II (через передачи 24/48 и 36/36 при включенных муфтах М1 и М2 или через передачу 14/36 при включенной муфте М3) —вал III (через передачи 14/36 и 48/24 при включенных муфтах М4 и М5) —вал V через коническую зубчатую передачу 21/21 — на один из шпинделей револьверной головки через передачи 35/42; 31/49; 49/47; 47/35.
Цепь привода подач крестового стола
Цепь привода подач крестового стола имеет два редуктора, один из которых осуществляет движение стола по салазкам (ось X), а второй — движение салазок по станине (ось У).
Кинематическая цепь привода салазок
Кинематическая цепь привода салазок обеспечивает их быстрое, среднее и медленное перемещения. Быстрое перемещение (со скоростью 7000 мм/мин): электродвигатель М4 (N=0,6 кВт; п= 1380 об/мин) — передачи 16/40; 34/22; 22/52; 52/34 — шариковый винт.
Перемещение со средней скоростью (200 мм/мин): электродвигатель М4 — передачи 16/64; 25/55; 25/55; 38/42; 22/52; 52/34 — шариковый винт. Медленное перемещение (со скорость 50 мм/мин): электродвигатель М4 — передачи 16/64; 25/55; 25/55; 16/64; 22/52; 52/34 — шариковый винт. На шариковом ходовом винте смонтирован датчик обратной связи.
Перемещение стола по салазкам происходит от электродвигателя М5 (N = 0,6 кВт; n=1380 об/мин); кинематическая цепь привода этого перемещения аналогична кинематической цепи привода перемещения салазок.
Цепь привода суппорта с револьверной головкой
Цепь привода суппорта с револьверной головкой: электродвигатель М2 постоянного тока (N = l,3 кВт; n = 50..2600 об/мин) — передача 13/86 (или передача 37/37 — червячная передача 4/25 — ходовой винт, оснащенный тормозной муфтой (предотвращающей произвольное опускание суппорта при отключении электродвигателя) и датчиком обратной связи ДЗ.
Цепь привода поворота револьверной головки
Цепь привода поворота револьверной головки: электродвигатель М3 (N=0,7/0,9 кВт; n= 1400..2700 об/мин) — передача 23/57 — червячная передача 1/28 — передача 16/58 — корпус револьверной головки.
Выпрессовка инструментов из шпинделей
Выпрессовка инструментов из шпинделей: электродвигатель М3 — передача 18/52 (при включенной муфте) — червячная передача 1/28 — передача 21/21 — эксцентрик, смонтированный в пазу оси поворота револьверной головки и выпрессовывающий инструмент.
Смазывание суппорта револьверной головки
Смазывание суппорта револьверной головки осуществляется принудительно по следующей схеме: электродвигатель МЗ — передачи 18/52; 52/75 — эксцентрик ЭЗ, приводящий в действие плунжерный насос.
Смазывание коробки скоростей
Смазывание коробки скоростей осуществляется от шестеренчатого насоса, приводимого в действие электродвигателем коробки скоростей через клиновой ремень. Подаваемое насосом масло поступает в распределительную камеру, где оно распределяется для смазывания всех подвижных частей коробки скоростей и электромагнитных муфт, а затем сливается в резервуар. Уровень масла контролируют маслоуказателем.
Смазывание редукторов подачи суппорта и крестового стола
Смазывание редукторов подачи суппорта и крестового стола осуществляется разбрызгиванием масла зубчатыми передачами. Уровень масла контролируют визуально с помощью маслоуказателей.
Смазывание направляющих и винтовых пар крестового стола
Смазывание направляющих и винтовых пар крестового стола осуществляют вручную с помощью лубрикатора. Подшипники шпинделей револьверной головки смазывают пластичным смазочным материалом.
Подача охлаждающей жидкости
Подача охлаждающей жидкости осуществляется от центробежного насоса. Для охлаждения инструмента в зоне резания предусмотрен индивидуальный привод, позволяющий направлять струю охлаждающей жидкости в нужное место. Подача охлаждающей жидкости в автоматическом цикле начинается при движении суппорта вниз (начало рабочей подачи) и прекращается с началом возврата суппорта в исходное положение (при этом на пульте управления должен быть включен соответствующий тумблер).
Электрооборудование станка
Электрооборудование станка состоит из отдельно стоящих шкафа релейной автоматики и УЧПУ, а также из элементов, установленных непосредственно на станке. Электрические соединения между узлами станка и УЧПУ выполнены жгутами в металлорукавах, оканчивающихся разъемами.
Электрическая схема станка обеспечивает следующие режимы его работы:
- наладочный;
- полуавтоматический с вводом задания от переключателей УЧПУ;
- полуавтоматический с вводом задания от перфоленты;
- автоматический с вводом задания от перфоленты.
Режим выбирают с помощью переключателей, расположенных на пультах управления станка и УЧПУ.
Наладка станка
Независимо от положения переключателя режимов работы на пульте УЧПУ наладочный режим включают переключателем 23, расположенным на пульте управления станка (рис. 4.7). В наладочном режиме, осуществляемом посредством органов управления, расположенных на пульте станка, производят: поворот револьверной головки в заданную позицию; выпрессовку инструмента; включение и выключение вращения шпинделя; перемещение стола по осям X и Y в соответствии с выбранной скоростью и направлением; перемещение суппорта револьверной головки по оси Z в соответствии с заданием.
![Пульт управления станком 2р135ф2]()
Пульт управления станком 2р135ф2-1
Установка рабочих органов станка в нулевое положение
Установку рабочих органов станка в нулевое положение производят в автоматическом режиме перед командой «Ввод программы». При нажатии кнопки 15 суппорт револьверной головки быстро поднимается до срабатывания конечного выключателя по координате Z. Стол движется до срабатывания конечных выключателей по координатам X и У, одновременно подаются команды в УЧПУ об исходном положении рабочих органов. Цикл установки закончен.
Поворот револьверной головки
Для выбора позиции револьверной головки переключатель 24 устанавливают в нужную позицию. Нажатием кнопки 6 начинают цикл поворота револьверной головки в заданную переключателем 24 позицию. При нажатии на кнопку 6 и отсутствии задания головка совершает безостановочное движение.
Включение шпинделя в режиме «Наладка»
Включение шпинделя в режиме «Наладка» для всех операций, (кроме резьбонарезания) производят кнопкой 21, а выключение — кнопкой 22 (при резьбонарезании кнопки 21 и 22 не работают). Частоту вращения шпинделей устанавливают переключателем 27.
Перемещение рабочих органов по осям X, Y, Z
Перемещение рабочих органов по осям X, Y, Z. Выбор работающей оси производят переключателем 4.
Выбор быстрого, среднего или медленного перемещения производят переключателем 7, а выбор направления перемещения — переключателем 5.
Настройка начала программы в плоскости XY
Для настройки начала программы в плоскости XY используют оправки-ловители или центроискатели. В ручном режиме совмещают ось шпинделя с началом программы, набирают на пульте УЧПУ такие значения смещения нуля по осям X и Y, которые дают нулевые показания цифровой индикации.
Настройку станка по оси Z производят после установки режущего инструмента в шпинделе револьверной головки. В исходном положении суппорта проверяют, чтобы револьверная головка при вращении не задевала приспособление с зажатой в нем заготовкой.
Вертикально-сверлильный станок 2Н135
Традиции выпуска качественного металлорежущего оборудования были заложены в СССР в послевоенный период. Очень часто конструкторам удавалось создать станки, которые длительный срок использовались производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические характеристики которого долгое время были эталоном.
![Вертикально-сверлильный станок 2Н135]()
Вертикально-сверлильный станок 2Н135
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
Назначение, принцип действия, устройство станка 2Н135
Историческая справка
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка отличается максимальной простотой и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка до сих пор не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на заводе города Стерлитамак. После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.
![Внешний вид станка 2Н135]()
Внешний вид станка 2Н135
Техническая характеристика сверлильного станка 2Н135
Расшифровка названия оборудования может быть произведена следующим образом. При расшифровке первая цифра условного обозначения указывает на группу металлорежущего оборудования – сверлильное, буква дальше свидетельствует о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т.д.). Следующая после буквенного индекса цифра при расшифровке указывает на тип станка (1 – вертикальный), а две последних сообщают основные технические характеристики для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в обычном состоянии после прокатки. Поэтому для деталей, изготовленных из других материалов с большей или меньшей прочностью, приведенная выше кинематическая характеристика может изменяться соответственно в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию основной модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Изготовитель вправе вносить в модель некоторые дизайнерские, технические или иные изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 технические возможности и габариты общего вида агрегата описываемой модели.
В комплект к поставляемому оборудованию обычно прилагается паспорт, инструкция по эксплуатации, также вкладывают кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм производит и специальные исполнения – например, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и пр. (обзор вариантов достаточно длинен).
![Электрическая схема 2Н135]()
Электрическая схема 2Н135
Основное назначение агрегата – выполнять разнообразные сверлильные и зенковочные операции, однако на 2Н135 можно также нарезать резьбу, резать торцы, производить развёртывание, вертикальную запрессовку и даже использовать специальный инструмент для фрикционной осадки изделий, прочностные характеристики которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из следующих механизмов:
- Электродвигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может функционировать как в ручном, так и в автоматическом режиме.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрическое оборудование.
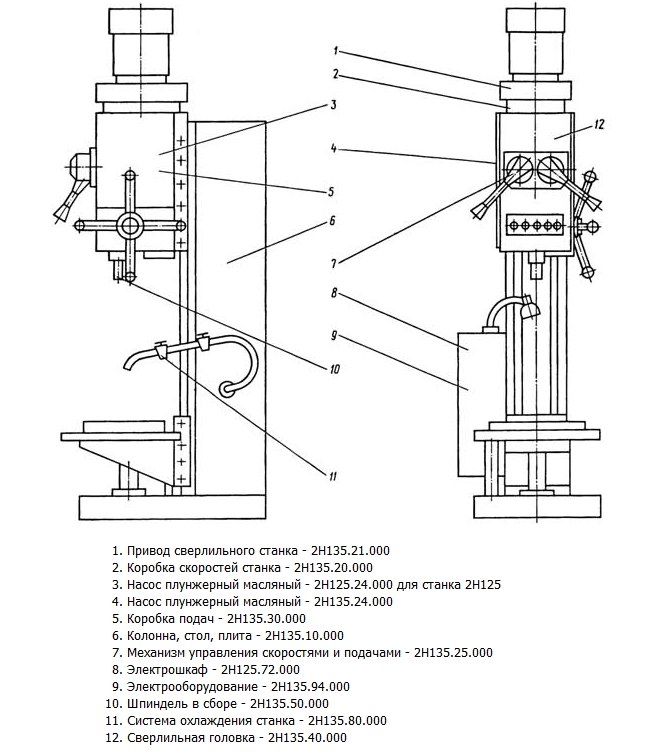
![Расположение составных частей сверлильного станка 2Н135]()
Расположение составных частей сверлильного станка 2Н135
Принцип действия
Кинематика агрегата определяет возможности изменения числа оборотов для шпинделя. Конструктивные решения и габариты коробок скоростей и подач позволяют реализовать различную производительность операций, настройку которых определяет материал изделия, подвергаемого мехобработке, и отверстие в заготовке. Кроме того этот процесс зависит от габаритов детали.
Расшифровка и описание не вносят ясность в некоторые эксплуатационные и кинематические показатели, которыми располагает оборудование, поэтому далее приводится технические характеристики станка (касается только базового исполнения):
- Возможный вертикальный вылет станины, м – 0,3.
- Эксплуатационный рабочий габарит между шпинделем и столом, мм – 30…750.
- Шпиндель: число оборотов, мин-1 – 31.5…1400;
- Наибольшее количество скоростей в коробке скоростей – 12.
- Максимальный сверлильный ход коробки подач, мм – 250.
- Электрический двигатель: работа/номинальный крутящий момент, Нм – 400.
- Наибольшее усилие, развиваемое коробкой подач, Н – 15000.
- Размеры рабочего стола, мм — 500×450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм.
- Точность устройства ручного управления для коробок: подачи, мм ± 0,05, скоростей, мм ± 0,05…0,8 (ручной отсчёт – по лимбу).
- Мощность приводного двигателя, кВт – 4.
- Габарит, м – 2,535×0,835×1,030.
- Вес, кг – 1200.
Полную информацию о любых станках можно почерпнуть из паспортов интересующих изделий. Паспорт содержит схему установки агрегата, и план фундамента под его основание. Габариты сверлильного станка 2Н135 говорят о том, что он может устанавливаться в небольших помещениях.
Эксплуатация механизма в рабочем режиме заключается в следующем. Деталь, подлежащую обработке, следует расположить и зафиксировать на координатном столе. Шпиндель с установленным сверлом (или иным инструментом согласно чертежу) при этом должен находиться в крайнем нижнем положении. Шпиндель можно зацентровать, используя устройство продольного перемещения стола.
Убедившись в соосности взаимного расположения шпинделя и торца заготовки и, выбрав подходящую скорость из кинематических возможностей в коробке скоростей, включают вертикальный двигатель главного привода. Когда кинематическая схема управления коробки подач настроена, осуществляют подачу инструментальной головки к торцу изделия, и производят необходимую технологическую операцию.
Особенности устройства
Основой всего агрегата выступает сверлильная головка. Это отливка, выполненная в форме коробки, в которой установлены основные узлы станка:
- шпиндель;
- механизм переключения;
- коробка скоростей;
- механизм подачи;
- коробка подач.
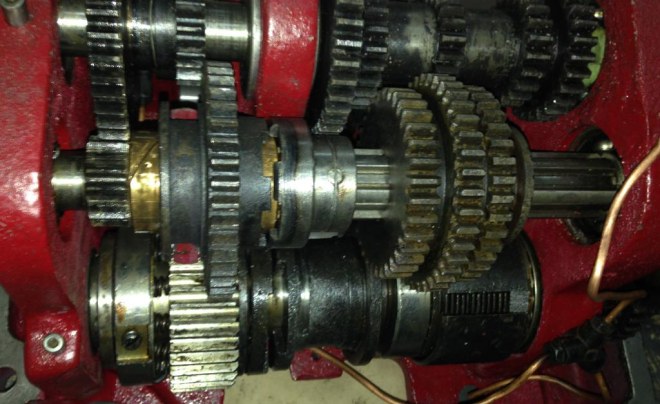
Коробка подач станка 2Н135 Коробка скоростей станка 2Н135
Головка расположена на опоре, и на нее установлен двигатель. Он посредством муфты и зубчатой передачи передает вращательный момент на коробку скоростей станка 2Н135. В ней имеются специальные блоки, способные изменять вращение режущего инструмента. Зубчатая пара на выходе, придает движение коробке подач, ее конструктивные особенности позволяют производить девять подач. В конечном итоге начинает работать механизм подачи.
![Кинематическая схема станка 2Н135]()
Кинематическая схема станка 2Н135
На переднюю панель сверлильной головки вынесены все кнопки, отвечающие за управление электрической схемой станка 2Н135. При включении основного пускателя загорается лампочка, сигнализирующая, что электрический ток запитал цепи. Схема позволяет изменять направление вращения шпинделя, и производить динамическое торможение. Кроме того, ее устройство облегчает переключение скоростей.
От перегрузки защищают тепловые реле. Для устранения возможной опасности поражения оператора током электрическая схема агрегата предусматривает применение защитного заземления.
Нельзя начинать эксплуатацию механизма без детального изучения паспорта. Только так вы сможете избежать поломок и аварий.
Технические характеристики вертикально-сверлильного станка 2Н135
Отличным вариантом оснащения промышленных предприятий, выпускающих продукцию единично и мелкими сериями, является вертикально-сверлильный станок 2Н135, с помощью которого могут одинаково успешно выполняться операции сверления, рассверливания и развертывания отверстий, а также подрезки торцов и зенкерования.
![Вертикально-сверлильный станок 2Н135]()
Особенности станка 2Н135
Модель вертикально-сверлильного станка 2Н135, характеризующегося условным диаметром сверления 35 мм, была в свое время спроектирована и разработана специалистами Одесского конструкторского бюро. Выпуском станка 2Н135, которым оснащались преимущественно небольшие предприятия, занимался станкостроительный завод в Стерлитамаке. Схожими с данной моделью техническими характеристиками обладают еще несколько типов станков, которые выпускали следующие предприятия:
- Стерлитамакский станкостроительный завод (2С125, 2С125-01, 2С125-04, 2Н132, 2С132);
- Гомельский завод станочных узлов (2Т140, 2ТС140);
- Киевский станкостроительный завод (КА-232);
- Краснореченский станкостроительный завод (2Н135Л);
- завод «Zmm Metalik» в Болгарии (РК032).
![Вертикально-сверлильный станок 2Т140]()
Вертикально-сверлильный станок 2Т140
Станок 2Н135 был использован в качестве базы для создания нового, более усовершенствованного оборудования. На его основе, в частности, были разработаны следующие модели станков:
- 2Н135-1 и 2Н135К – координатный вертикально-сверлильный станок и модель, оснащенная круглым поворотным столом;
- 2Р135Ф2 – автоматизированный сверлильный станок, оснащенный револьверной головкой и крестовым столом (работу данного станка в автоматизированном режиме обеспечивает система ЧПУ);
- 2Н135С – вертикально-сверлильный станок с пинолью, на которой может крепиться рабочая головка с несколькими шпинделями;
- 2Н135А – еще одна автоматизированная модель станка, управление в которой обеспечивается за счет системы кнопок и кулачков;
- 2Н135Н – станок многопозиционного типа, который в зависимости от необходимости может оснащаться поворотными столами и рабочими головками с несколькими шпинделями.
![Расположение основных частей сверлильного станка 2Н135]()
Расположение основных частей сверлильного станка 2Н135
Технические возможности станка 2Н135 обеспечиваются, в первую очередь, особенностями его конструкции, состоящей из таких элементов, как:
- рабочая головка, в которой закрепляется инструмент;
- масляный насос плунжерного типа;
- привод;
- система, обеспечивающая охлаждение зоны обработки;
- коробка подач;
- шпиндель;
- элементы системы электроснабжения станка, включая электрический шкаф;
- коробка скоростей;
- элементы системы, обеспечивающей контроль за подачами и скоростями;
- рабочий стол, плита-основание, колонна.
Характеристики станка 2Н135 свидетельствуют о его высокой универсальности. С его помощью можно выполнять обработку заготовок из разных материалов и с размерами, находящимися в достаточно широком диапазоне. Вариативность материалов, которые можно обрабатывать на данном станке, достигается за счет использования инструментов, изготовленных из быстрорежущих сталей или сплавов, обладающих высокими показателями твердости.
Станки 2Н135 удобны в использовании и благодаря тому, что при помощи коробки подач и скоростей шпинделя можно подбирать оптимальные режимы получения и обработки отверстий с различными параметрами и в материалах с разными характеристиками. Что примечательно, станки 2Н135 могут быть использованы и для нарезки резьбы при помощи машинных метчиков. Выполнение такой технологической операции становится возможным за счет того, что шпиндель станка может вращаться в обе стороны, за что отвечает специальный механизм реверсирования.
Вертикально-сверлильные станки 2Н135 отличаются следующими конструктивными особенностями и техническими характеристиками:
- расстояние между осью вертикального шпинделя и направляющими – 300 мм;
- максимальный диаметр отверстий, которые можно получать при помощи данного станка, – 35 мм;
- максимальное расстояние между торцом шпинделя и плитой-основанием – 1120 мм, минимальное – 700 мм;
- максимальное расстояние между торцом шпинделя и рабочим столом – 750 мм, минимальное – 30 мм;
- наибольший крутящий момент, который может развивать шпиндель, – 400 Нм, частота вращения – 31,5–1400 об/мин, количество скоростей вращения – 12, максимальный ход шпинделя – 250 мм, за один оборот маховичка-рукоятки шпиндель совершает ход на 122,46 мм, передвижение на одно деление лимба соответствует ходу шпинделя на 1 мм;
- размеры рабочего стола – 450х500 мм, в вертикальной плоскости стол может перемещаться на 300 мм, на поверхности рабочего стола есть три паза Т-образной формы;
- подача может выполняться с максимальным усилием в 15кН, за один оборот шпиндель может совершать подачу в диапазоне 0,1–1,6 мм, для регулировки подач предусмотрено 9 ступеней, все режимы работы станка задаются вручную, в конструкции оборудования предусмотрена система динамической остановки шпинделя;
- станок 2Н135 имеет габариты 2535х825х1030 мм;
- двигатель, отвечающий за основную подачу, имеет мощность 4 кВт;
- для подачи охлаждающей жидкости в зону обработки используется отдельный электрический насос серии Х14-22М;
- общая масса станка – 1200 кг.
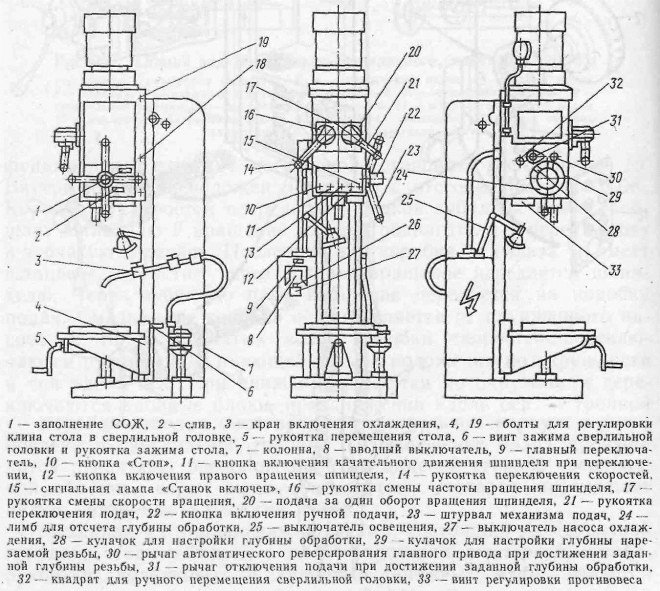
![Расположение органов управления сверлильного станка 2Н135]()
Расположение органов управления сверлильного станка 2Н135
Несущим элементом всей конструкции станка 2Н135 является его колонна, изготавливаемая из чугунной отливки. Перемещение рабочего стола и сверлильной головки, осуществляемое за счет ручного привода, выполняется вдоль несущей колонны. Плита-основание выполняется с внутренней полостью, в которой размещаются емкость с охлаждающей жидкостью и отстойник. На верхней поверхности основания закрепляется электрический насос для охлаждающей жидкости.
Коробка подач станка 2Н135 помещена в отдельный корпус, который находится непосредственно в рабочей головке. Вал коробки, передающий вращение червяку механизма подач посредством специальной муфты, сцентрирован с опорой этого механизма. Для того чтобы выбрать одну из девяти возможных подач, оператор станка 2Н135 совершает манипуляции с двумя тройными блоками, состоящими из шестерен с разными параметрами.
Важнейшим элементом станка 2Н135 является коробка скоростей, которая может сообщать шпинделю 12 различных частот вращения. Находится это техническое устройство в верхней части станка, непосредственно под электродвигателем, расположенным вертикально.
![Шпиндель станка 2Н135]()
Шпиндель станка 2Н135
Изменение частоты вращения шпинделя осуществляется за счет передвижных блоков коробки скоростей, которые собраны из зубчатых колес с разными параметрами. С электродвигателем коробка скоростей соединяется при помощи зубчатой передачи и эластичной муфты, а с узлом вращения шпинделя – посредством шлицевого соединения. За смазку всех элементов коробки передач отвечает плунжерный масляный насос, а контроль за его работой можно осуществлять при помощи маслоуказателя, расположенного на лицевой части станка.
Следует отметить, что основные элементы станка 2Н135, отвечающие за его технические характеристики, располагаются в сверлильной головке. В частности, там расположены:
- устройство, отвечающее за переключение скоростей и подач;
- коробки подач и скоростей;
- основной рабочий орган – шпиндель – и его противовес;
- узел подачи станка.
Для переключения подач и скоростей в станке 2Н135 предусмотрена специальная рукоятка, которая может принимать шесть различных положений:
- три – вдоль оси станка;
- три – по окружности.
![Коробка скоростей 2Н135]()
Коробка скоростей 2Н135
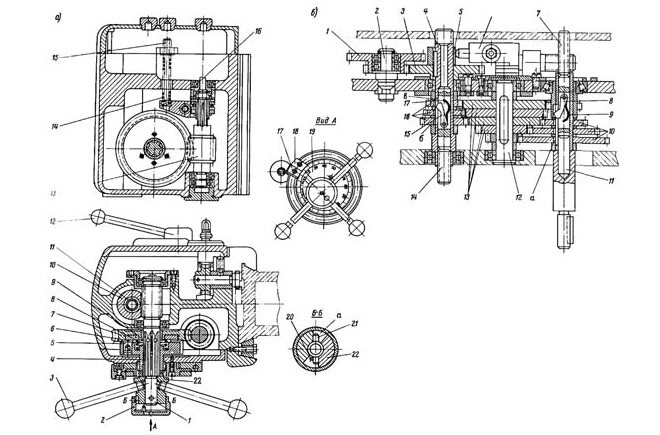
Механизм подачи – принцип действия
Конструкция механизма подачи станка 2Н135, который является важнейшим рабочим органом сверлильной головки, состоит из следующих основных элементов:
- управляющего штурвала;
- червячной передачи;
- двух муфт – обгонной и храповой;
- лимба с делениями;
- расположенной на горизонтальном валу реечной шестерни.
Механизм подачи позволяет выполнять целый ряд технических операций в процессе обработки заготовки:
- в ручном режиме выполнять опережение подачи;
- нарезать внутреннюю резьбу в заготовке при помощи ручной подачи;
- в ручном режиме подводить к заготовке рабочий инструмент;
- включать и выключать подачу;
- отводить шпиндель вверх от заготовки.
![Коробка подач к вертикально-сверлильному станку 2Н135]()
Коробка подач к вертикально-сверлильному станку 2Н135
Несмотря на относительную сложность конструкции механизма подач, принцип его работы достаточно несложен. За счет вращения штурвала сообщается движение кулачковой муфте, которая, в свою очередь, через полумуфту-обойму задействует вал-шестерню, входящую в соединение с рейкой (рейка обеспечивает вертикальное перемещение (подачу) шпинделя в ручном режиме).
В тот момент, когда инструмент касается заготовки, вал-шестерня начинает вращаться, но это вращение не может быть передано зубцами муфты кулачкового типа, в результате чего обойма-полумуфта начинает двигаться вдоль оси вала до тех пор, пока кулачки муфты не расположатся друг против друга. Только в этот момент муфта проворачивается на 200 (поворот на больший угол невозможен, так как этого не допустят конструктивные элементы самой муфты).
В конструкции полумуфты предусмотрен двухсторонний храповый диск, который при ее перемещении сообщает движение зубчатому колесу, связанному червячной передачей. Движение этой муфты, соответственно, приводит к вращению червяка и продольному перемещению вала-рейки. Именно так обеспечивается механическая подача шпинделя, которую можно опередить, если и дальше продолжать вращать штурвал.
В паспорте на станок также оговорена возможность ручного перемещения рабочей головки. Для этого в коробке предусмотрены реечная и червячная пары, которые можно задействовать, если отключить механическую подачу при помощи штурвала.
Технические характеристики и возможности вертикально-сверлильного станка 2А135
Вертикально-сверлильный станок модели 2А135 успешно используется многими современными специалистами по металлообработке, но немногие из них знают, что выпуск данного оборудования Стерлитамакский станкостроительный завод прекратил еще в 1965 году. Конечно, на смену станку 2А135 пришли усовершенствованные, более современные модели, но, несмотря на это, он и по сей день пользуется большой популярностью.
![Внешний вид станка 2А135 60-х годов выпуска (нажмите для увеличения)]()
Внешний вид станка 2А135 60-х годов выпуска (нажмите для увеличения)
Где применяется станок 2А135
Станок 2А135, относящийся к категории универсального вертикально-сверлильного оборудования, применяют не только для сверления отверстий, но и для эффективного выполнения ряда других технологических операций:
- рассверливания;
- развертывания;
- зенкерования;
- нарезания внутренней резьбы;
- подрезки краев деталей (для этого используются специальные инструменты).
На данном вертикально-сверлильном станке из-за небольших габаритов его рабочего стола могут обрабатываться заготовки относительно небольших размеров. Технические возможности станка 2А135 позволяют обрабатывать на нем заготовки из чугуна, различных сортов стали и цветных металлов. В качестве режущего инструмента при работе на таком станке можно использовать стандартные сверла, резьбонарезные метчики и специальный инструмент для обработки краев деталей (снятие фасок).
![Типы работ, выполняемых на станке]()
Типы работ, выполняемых на станке
Среди технических особенностей, которыми отличается станок 2А135, следует выделить следующие.
- Коробка скоростей позволяет выполнять их регулировку по 9 ступеням. Скорость вращения шпинделя, которую обеспечивает такая коробка, может варьироваться в интервале 68–110 об/мин.
- На этом вертикально-сверлильном станке можно сверлить отверстия диаметром до 50 мм.
- Управление станком осуществляется полностью в ручном режиме, для данного оборудования не предусмотрена возможность установки автоматизированных управляющих систем.
- В конструкции станка есть реверсивное устройство, дающее возможность шпинделю вращаться в разных направлениях. Такая техническая особенность позволяет использовать на вертикально-сверлильном станке 2А135 машинные метчики для нарезания резьбы.
![Обработка заготовки на сверлильном станке 2А135]()
Обработка заготовки на сверлильном станке 2А135
При обработке твердых материалов на данном станке понадобятся твердосплавные режущие инструменты. Учитывая не слишком высокую мощность оборудования, обработку таких материалов следует выполнять на невысоких оборотах вращения режущего инструмента.
Вертикально-сверлильный станок модели 2А135 можно оснащать дополнительными механизмами и приспособлениями, что дает возможность использовать его для оснащения предприятий, выпускающих свою продукцию крупными сериями.
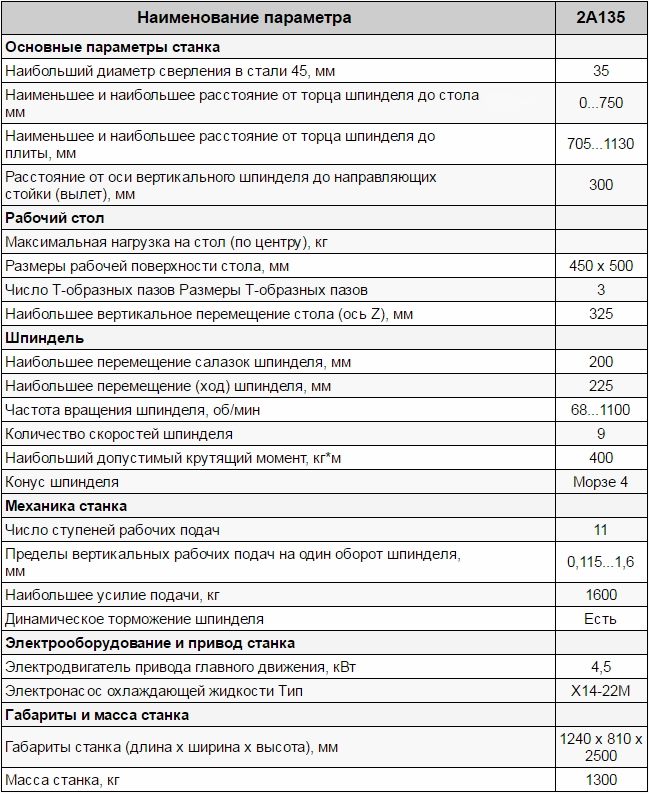
Технические характеристики станка 2А135
![Характеристики станка]()
Ниже вы можете бесплатно скачать техническую документацию по станку 2А135, а именно паспорт станка или руководство по эксплуатации.
Конструктивные особенности модели
На момент, когда рассматриваемый станок был запущен в производство, в его конструкции было реализовано несколько технологических инноваций, что лучшим образом отразилось на его технических характеристиках. Однако наиболее примечательной характеристикой данного устройства, благодаря которой оно и сегодня пользуется большой популярностью, является надежность.
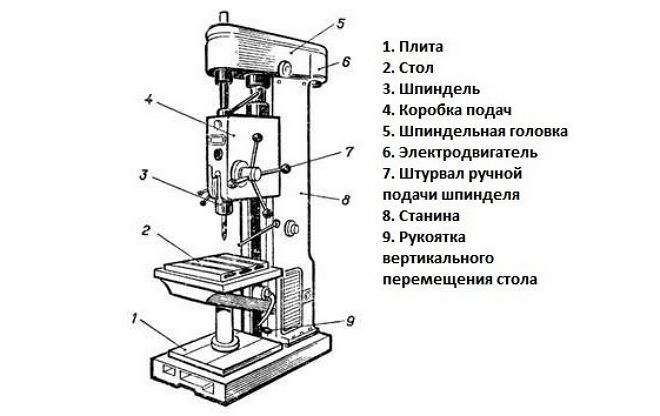
![Устройство сверлильного станка 2А135]()
Устройство сверлильного станка 2А135
Несущими элементами вертикально-сверлильного станка модели 2А135 являются массивная опорная плита и вертикальная колонна. Для придания конструкции жесткости, массивности и невосприимчивости к вибрационным нагрузкам используются чугунные элементы.
Шпиндельная головка станка смонтирована на вертикальной несущей колонне, на которой также располагаются приводной электродвигатель и механизм, отвечающий за переключение передач. Несмотря на то, что вертикально-сверлильный станок данной модели сложно назвать современным, все его конструктивные элементы и органы управления расположены эргономично, благодаря чему на нем очень удобно работать.
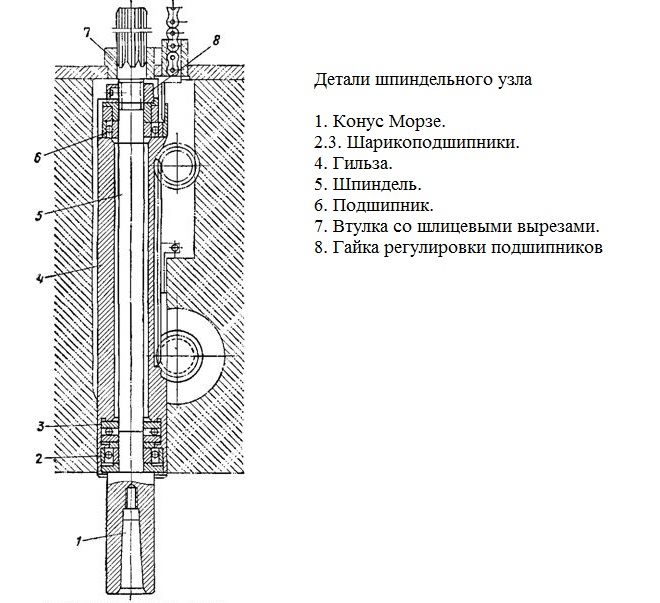
![Шпиндельный узел станка]()
Шпиндельный узел станка
Среди конструктивных особенностей вертикально-сверлильного станка модели 2А135 стоит выделить следующие.
- Подача режущего инструмента после его быстрого подвода к поверхности детали включается автоматически. Автоматическое выключение подачи происходит тогда, когда инструмент достиг требуемой глубины сверления.
- Автоматическое выключение подачи инструмента при достижении им требуемой глубины сверления возможно благодаря специальному механизму останова с упором, выполняющему в том числе и защитные функции (предохранение инструмента от поломок при критических нагрузках).
- Для обеспечения высокой точности и плавности работы шпиндель станка 2А135 закрепляется в опорах с прецизионными подшипниками.
- Согласно руководству по эксплуатации, приводные шкивы клиноременной передачи можно менять и тем самым устанавливать такие пределы скорости вращения шпинделя, которые оптимально подходят для решения определенной технологической задачи.
- Включение и выключение подач может выполняться тем же штурвальным устройством, которое отвечает за быстрое перемещение шпинделя. Это позволяет сократить время на выполнение вспомогательных операций.
- Стол станка, на котором фиксируется заготовка, может перемещаться в горизонтальной плоскости. Это перемещение можно задать и в процессе выполнения обработки, без выключения устройства.
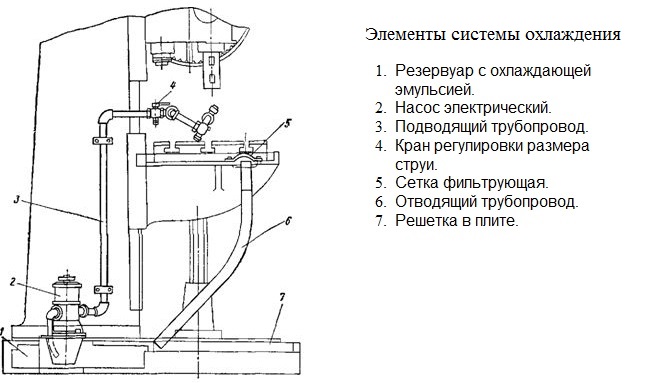
![Схема охлаждения станка]()
Схема охлаждения станка
Принцип действия отдельных узлов и агрегатов станка
Позиционирование режущего инструмента относительно обрабатываемой детали и быстрый ход шпинделя осуществляются за счет основного движения, совершаемого рабочей головкой в вертикальном направлении. Менять положение детали можно также за счет движения рабочего стола, совершаемого им в горизонтальной плоскости. Характеристики вертикально-сверлильного станка 2А135, как и любого другого оборудования, определяются особенностями кинематической схемы.
![Кинематическая схема вертикально-сверлильного станка модели 2А135]()
Кинематическая схема вертикально-сверлильного станка модели 2А135
За вращение шпиндельной головки отвечает электрический двигатель, мощность которого составляет 4,5 кВт. Передача крутящего момента от электродвигателя, изменение параметров вращения сверлильной головки осуществляются за счет коробки передач и элементов клиноременной передачи. Максимальная скорость вращения шпинделя, обеспечиваемая данными элементами кинематической схемы, может достигать 1070 об/мин.
![Электрическая схема станка]()
Электрическая схема станка
Согласно паспорту станка, при работе на нем можно выбрать одну из 12 рабочих подач. Поскольку две из них идентичны по своим параметрам, то фактически их всего 11. За изменение их параметров отвечает специальная коробка, которая через ряд зубчатых передач и предохранительную муфту приводится в действие от шпинделя установки. Для управления движением подач используются штурвальный механизм и специальная рукоятка, позволяющая изменять параметры такого движения.
![Коробка подач и коробка скоростей вертикального сверлильного станка 2А135]()
Коробка подач и коробка скоростей вертикального сверлильного станка 2А135
Рассмотрим конструктивные особенности основных узлов вертикально-сверлильного станка данной модели.
- Коробку передач станка составляют 4 вала с расположенными на них подвижными блоками зубчатых колес, что позволяет регулировать скорость вращения шпиндельного узла оборудования по 9 ступеням.
- В приводе коробки подач предусмотрена кулачковая муфта, которая защищает элементы узла от поломок в случае критических нагрузок. Этот конструктивный элемент необходим также для того, чтобы автоматически отключать подачи при работе по упорам.
- В электрической схеме существует защита от короткого замыкания, имеется специальный кронштейн, при помощи которого оборудование подключается к заземляющему контуру.
- В конструкции станка не предусмотрен механизм для быстрой остановки электродвигателя, что является одним из недостатков устройства. Чтобы выполнить такую остановку, рукоятку коробки скоростей необходимо перевести в нейтральное среднее положение.
Технические возможности устройства
Вертикально-сверлильный станок данной модели отличается относительно небольшими габаритами (124х81х250 см), но достаточной массой (1300 кг) для того, чтобы была обеспечена его устойчивость при установке и использовании.
![Установочные размеры и схема фундамента]()
Установочные размеры и схема фундамента
Габариты деталей, которые могут быть обработаны на таком станке, определяются следующими характеристиками оборудования. Расстояние от торца шпиндельного узла до поверхности рабочего стола варьируется в пределах 0–750 мм, при этом шпиндельный узел может находиться от плиты-основания на расстоянии 705–1130 мм. Вылет станка (расстояние от оси шпиндельного узла до направляющих стойки оборудования) составляет 300 мм, а размеры рабочего стола – 450х500 мм.
Для обеспечения фиксации заготовки на поверхности рабочего стола предусмотрены три Т-образных паза. Как говорилось выше, он может перемещаться в горизонтальной плоскости (максимальная величина такого перемещения составляет 325 мм).
Согласно паспорту станка 2А135, данное оборудование характеризуется следующими параметрами.
Читайте также: