Сверло круговое по металлу
Обновлено: 16.05.2024
При монтаже металлоконструкций, обслуживании дорожной и строительной техники, ремонте станочного оборудования возникает необходимость сверления отверстий. Для выполнения отверстия быстро, качественно и с минимальными затратами, необходимо купить корончатые сверла (кольцевые фрезы).
На сегодняшний день число производителей корончатых сверл достаточно велико, но для удобства их можно разделить на две категории :
- кольцевые фрезы европейских производителей (преимущественно Германия);
- кольцевые фрезы азиатских производителей (Китай, Тайвань и т.д.).
В свою очередь, фрезы первой категории обладают значительно более высоким качеством исполнения , а также большим ресурсом использования в сравнении с инструментом, предлагаемым рынком стран Азии.
Необходимо также отметить, что работа с качественным инструментом продлевает жизнь оборудования, а также экономит время и силы оператора.
Если Вы планируете купить корончатое сверло, и сравниваете стоимость инструмента, то Вы должны понимать, что цены европейских производителей несомненно будут несколько выше, чем у их азиатских коллег. НО! Попробуем разобраться. Существует такое понятие как «стоимость выполнения отверстия». Средний ресурс кольцевой фрезы при сверлении обыкновенной «черной» стали корончатыми сверлами немецкого производства составляет около 300 отверстий (при толщине металла 10-15 мм), в то время как средний ресурс сверла азиатского производства 70-80 отверстий. Несложно посчитать, что при стоимости немецкой фрезы в 1500,00 руб. и азиатской в 900,00 руб. стоимость выполнения отверстия получается, соответственно: 5,00 руб. за отверстие выполненное более дорогой фрезой и 11,25 руб. выполненное более доступным в стоимости сверлом. Выгода на каждом отверстии, выполненном европейским производителем, составляет 225%!
Модельный ряд корончатых сверл достаточно широк, поэтому сейчас мы поговорим о том, как правильно подобрать и купить корончатые сверла (кольцевые фрезы).
Чтобы упростить выбор потенциальному покупателю, отметим, что подавляющее большинство работ по сверлению можно выполнить тремя основными видами корончатых сверл :
- корончатые сверла из быстрорежущей стали HSS (близко к российской P6M5);
- корончатые сверла с твердосплавными напайками ТСТ ;
- кольцевые фрезы для сверления рельс.
Корончатые сверла HSS
Корончатые сверла из быстрорежущей стали HSS покупают, как правило, для выполнения отверстий в конструкционных и низколегированных сталях. Наиболее популярны сверла серии Gold-Line, которые производят с применением специальной технологии упрочнения поверхности Gold-Tech , которая, в свою очередь, придает инструменту характерный золотистый цвет. Сверла такого типа выдерживают до 12 заточек.
Серии корончатых сверл Eco и Silver Line
В качестве экономичного варианта для небольших объемов сверления, а также разовых работ можно купить кольцевые фрезы серий Eco , либо Silver-Line.

Корончатые сверла Karnasch с твердосплавными напайками (Hard-Line)
Корончатые сверла с твердосплавными напайками
А вот серия Hard-Line — имеет наибольший эффект для сверлении легированных сталей, титана, труднообрабатываемых сплавов и т.д. Прекрасные результаты достигаются при сверлении и конструкционных сталей. В сверлах данного типа применяются твердосплавные напайки Sandvik Coromant (Швеция) . Стойкость и универсализм применения — вот причины, по котором многие потребители покупают корончатые сверла серии Hard-Line немецкой фирмы Karnasch.

Корончатые сверла Karnasch для сверления рельс (Rail-Line)
Рельсосверлильные корончатые сверла
Cерия Rail-Line, как следует из названия, применяется в основном для сверления железнодорожных рельс. Имеет прочный корпус и твердосплавные напайки фирмы Sandvik .
Многое расскажет о качестве инструмента его внешний вид. Качественное сверло не имеет каких-либо дефектов: сколов, царапин на шлифованных поверхностях и прочих повреждений. Режущие кромки инструмента заточены и окрашены равномерно по всей длине.
Стоит справедливо отметить, что при выборе инструмента не последнюю роль играет фирма — производитель. Наиболее приоритетными являются именитые компании, находящиеся на рынке не один год и зарекомендовавшие себя наилучшим образом. Общепризнанным лидером в этом сегменте является компания Karnasch (Германия).
Как купить корончатое сверло? Кольцевые фрезы следует приобретать, исходя из оптимального соотношения «цена-качество».
Специалисты компании «К2» грамотно проконсультируют и помогут купить корончатое сверло компании «Karnasch» , которое точно подойдёт под ваше техническое задание.
В отдельной статье мы расскажем о корончатых сверлах серий Blue-Line, Blue-Line Pro, Sandwich.
Продукция в статье
Корончатые сверла Silver-line Karnasch, длина 50 мм, Weldon 19, арт. 20.1265
- Рабочая длина: 50 мм
- Материал: HSS-XE
- Хвостовик: Weldon 19
- Диаметры: 12-60 мм
от 1 846 ₽ · В наличии

Корончатые сверла Rail-line Karnasch, длина 30 мм, Weldon 19, арт. 20.1306
Корончатые сверла с напайными твердосплавными пластинами для сверления железнодорожных рельс.
Выбор корончатого сверла
Корончатые сверла и кольцевые фрезы по металлу
Корончатые сверла (кольцевые фрезы) — уникальный инструмент для быстрого и легкого сверления отверстий. Чаще всего используются при работе со станками на магнитном основании. Основные типы корончатых сверл Karnasch — фрезы из быстрорежущей стали HSS (Gold-Line) и фрезы с твердосплавными напайками (Hard-Line, для сверления труднообрабатываемых материалов). Самым распространенным типом крепления является хвостовик Weldon 19. Подробнее о выборе читайте в нашей статье.
Также смотрите наборы корончатых сверл всех серий, доступные как с готовым содержимым, так и для индивидуального подбора.
Корончатые сверла Hard-line Karnasch, длина 40 мм, Weldon 19/32, арт. 20.1315
- Рабочая длина: 40 мм
- Материал: твердый сплав
- Хвостовик: Weldon 19 / 32
- Диаметры: 12-120 мм
от 3 351 ₽ · В наличии
Корончатые сверла Hard-line Karnasch, длина 55 мм, Weldon 19/32, арт. 20.1316
- Рабочая длина: 55 мм
- Материал: твердый сплав
- Хвостовик: Weldon 19 / 32
- Диаметры: 12-120 мм
от 3 824 ₽ · В наличии

Корончатые сверла Hard-line Karnasch, длина 80 мм, Weldon 19/32, арт. 20.1650
- Рабочая длина: 80 мм
- Материал: твердый сплав
- Хвостовик: Weldon 19 / 32
- Диаметры: 14-120 мм
от 5 871 ₽ · В наличии

Корончатые сверла Hard-line Karnasch, длина 110 мм, Weldon 19/32, арт. 20.1660
- Рабочая длина: 110 мм
- Материал: твердый сплав
- Хвостовик: Weldon 19 / 32
- Диаметры: 14-120 мм
Цена по запросу · В наличии

Корончатые сверла Hard-line Karnasch, длина 150 мм, Weldon 19/32, арт. 20.1665
Корончатые сверла Gold-line Karnasch, длина 30 мм, Weldon 19, арт. 20.1260U
- Рабочая длина: 30 мм
- Материал: твердый сплав
- Хвостовик: Weldon 19
- Диаметры: 12-60 мм
от 1 767 ₽ · В наличии
Корончатые сверла Gold-line Karnasch, длина 55 мм, Weldon 19, арт. 20.1270U
- Рабочая длина: 55 мм
- Материал: HSS-XE
- Хвостовик: Weldon 19
- Диаметры: 12-60 мм

Корончатые сверла Gold-line Karnasch, длина 80 мм, Weldon 19, арт. 20.1285U

Корончатые сверла Gold-line Karnasch, длина 110 мм, Weldon 19, арт. 20.1280U
от 5 468 ₽ · В наличии

Корончатые свёрла BDS Maschinen, серия HKL
- Рабочая длина: 55 мм
- Материал: твердый сплав
- Хвостовик: Weldon 19/Weldon 32
- Диаметры: 14-100 мм
от 145 250 ₽ · В наличии
Корончатые сверла Silver-line Karnasch, длина 25 мм, Weldon 19, арт. 20.1255
- Рабочая длина: 25 мм
- Материал: HSS-XE
- Хвостовик: Weldon 19
- Диаметры: 12-60 мм
от 1 399 ₽ · В наличии

Корончатые сверла Blue-line Karnasch, длина 30 мм, Weldon 19, арт. 20.1312
- Рабочая длина: 30 мм
- Материал: HSS-XE
- Хвостовик: Weldon 19
- Диаметры: 12-60 мм

Корончатые сверла Blue-line Karnasch, длина 55 мм, Weldon 19, арт. 20.1313

Корончатые сверла Blue-line Karnasch, длина 80 мм, Weldon 19, арт. 20.1285

Корончатые сверла Blue-line Karnasch, длина 110 мм, Weldon 19, арт. 20.1280
от 6 369 ₽ · В наличии

Корончатые сверла ECO-line Karnasch, длина 50 мм, Weldon 19, арт. 20.1225
- Рабочая длина: 50 мм
- Материал: HSS-XE
- Хвостовик: Weldon 19
- Диаметры: 13-29 мм
от 1 407 ₽ · В наличии
от 4 721 ₽ · В наличии

Корончатые сверла Rail-line Karnasch, длина 55 мм, Weldon 19, арт. 20.1309
от 5 653 ₽ · В наличии
Корончатые сверла Hardox-line Karnasch, длина 25 мм, Weldon 19, арт. 20.1680
Для сверления Hardox, закаленной стали, железнодорожных рельс.
- Рабочая длина: 25 мм
- Материал: твердый сплав
- Хвостовик: Weldon 19
- Диаметры: 14-40 мм
от 5 462 ₽ · В наличии
Корончатые сверла Karnasch Hardox-line, длина 50 мм, Weldon 19, арт. 20.1690
Для сверления Hardox, закаленной стали, железнодорожных рельс.
- Рабочая длина: 50 мм
- Материал: твердый сплав
- Хвостовик: Weldon 19
- Диаметры: 14-60 мм
от 6 289 ₽ · В наличии

Корончатые сверла Blue-line Pro Karnasch, длина 30 мм, Weldon 19, арт. 20.1284
Корончатые сверла (кольцевые фрезы), изготовленные из порошковой стали с покрытием DURABLUE.
- Рабочая длина: 30 мм
- Материал: ASP
- Хвостовик: Weldon 19
- Диаметры: 12-36 мм
от 5 977 ₽ · В наличии

Корончатые сверла Blue-line Pro Karnasch, длина 55 мм, Weldon 19, арт. 20.1317
- Рабочая длина: 55 мм
- Материал: ASP
- Хвостовик: Weldon 19
- Диаметры: 12-36 мм

Корончатые сверла Silver-line Rail Karnasch, длина 30 мм, Weldon 19, арт. 20.1460
- Рабочая длина: 30 мм
- Материал: HSS-XE
- Хвостовик: Weldon 19
- Диаметры: 13,5-36 мм
Цена по запросу

Корончатые сверла Silver-line Rail Karnasch, длина 55 мм, Weldon 19, арт. 20.1480

Корончатые сверла Hard-line Karnasch, длина 40 мм, Nitto + Weldon 19, арт. 20.1315N
- Рабочая длина: 40 мм
- Материал: твердый сплав
- Хвостовик: Nitto + Weldon 19
- Диаметры: 12-65 мм

Корончатые сверла Hard-line Karnasch, длина 55 мм, Nitto + Weldon 19, арт. 20.1316N
- Рабочая длина: 55 мм
- Материал: твердый сплав
- Хвостовик: Nitto + Weldon 19
- Диаметры: 12-60 мм

Корончатые сверла Hard-line Karnasch, длина 80 мм, Nitto + Weldon 19, арт. 20.1650N
- Рабочая длина: 80 мм
- Материал: твердый сплав
- Хвостовик: Nitto + Weldon 19
- Диаметры: 14-50 мм

Корончатые сверла Hard-line Karnasch, длина 110 мм, Nitto + Weldon 19, арт. 20.1660N
- Рабочая длина: 110 мм
- Материал: твердый сплав
- Хвостовик: Nitto + Weldon 19
- Диаметры: 14-50 мм

Корончатые сверла Gold-line Karnasch, длина 30 мм, Nitto + Weldon 19, арт. 20.1260N
- Рабочая длина: 30 мм
- Материал: HSS-XE
- Хвостовик: Nitto + Weldon 19
- Диаметры: 12-60 мм

Корончатые сверла Gold-line Karnasch, длина 55 мм, Nitto + Weldon 19, арт. 20.1270N
- Рабочая длина: 55 мм
- Материал: HSS-XE
- Хвостовик: Nitto + Weldon 19
- Диаметры: 12-60 мм

Корончатые сверла Gold-line Karnasch, длина 80 мм, Nitto + Weldon 19, арт. 20.1285N

Корончатые сверла по металлу, которые также называются кольцевыми фрезами, применяются с целью высверливания сквозных отверстий диаметром 12–150 мм и глубиной до 110 мм в металлических деталях. Купить корончатое сверло по металлу в Санкт-Петербурге можно в компании K2 по доступным ценам.
Принцип работы корончатых сверл
Работает кольцевая фреза следующим образом: высверливается не весь диаметр отверстия, а только его контур, потом сердцевина удаляется, а стружка отводится. Благодаря такому принципу работы она обладает существенными преимуществами перед другими инструментами данного ряда:
- значительно увеличивается скорость проведения операции за счет специальной заточки и большого количества зубьев (как правило, от 4 до 16);
- позволяет добиться точности и бесшумности сверления;
- обеспечивается высокое качество работы, отверстия производятся без неровностей;
- как итог — существенная экономия финансовых средств и времени.
Производятся корончатые сверла по специальной технологии, благодаря которой данный инструмент приобретает особую прочность, что обеспечивает высокую эффективность его использования.
При эксплуатации корончатых сверл необходимо использовать штифты для безопасного и качественного сверления.
Модификации кольцевых фрез
- Коронки из быстрорежущей стали с особым покрытием, увеличивающим их износостойкость — Gold-Line.
- Фрезы повышенной прочности и твердости, разработанные для сверления рельсов — Rail-Line.
- Сверла по металлу с твердосплавными напайными пластинками (ТСТ) — Hard-Line.
Корончатые сверла используются при проведении следующих разновидностей работ:
- ремонт крупногабаритной техники;
- операции по монтажу металлоконструкций;
- работы по металлообработке на производстве.
Единственным недостатком данного инструмента является то, что он предназначен только для проделывания сквозных отверстий, а глухие им просверлить нельзя.
При уменьшении эффективности и скорости сверления, кольцевые фрезы можно заточить на специальном станке. Проводить подобную процедуру можно до 10-15 раз для фрез из быстрорежущей стали и до 4-5 раз для твердосплавных.
Вопросы о категории Корончатые сверла и кольцевые фрезы по металлу
Ваш вопрос
Сверла по металлу

В соответствии с правилами, принятыми в нормативной литературе по техническому регулированию сверло определяется как осевой режущий инструмент для получения отверстий, увеличения их диаметра в сплошном материале (ГОСТ 25751-83 Инструменты режущие, термины и определения).
Напомним, что осевым считается режущий инструмент, размеры которого вдоль оси вращения больше, чем размеры в перпендикулярном направлении.
В целом, эти два признака служат главными критериями, согласно которым инструмент относят к обширному виду «сверла».
В машиностроении классификация по этим двум признакам, плюс требования по точности и производительности, объединили в классе «сверла по металлу» несколько различных режущих инструментов.
Они значительно отличаются по форме и характеристикам, но разными способами решают одни и те же задачи сверления:
- резка металла в плоскости отверстия;
- формирование стенок в соответствии с заданными допусками;
- удаление стружки.
В итоге в общий раздел «сверла по металлу» вошли классы:
- перовые сверла;
- спиральные сверла;
- корончатые сверла (кольцевые фрезы);
- центровочные сверла;
- глубокого сверления (эжекторные, ружейные)
- комбинированные сверла.
Несмотря на все отличия сверло каждого класса состоит из корпуса с рабочей частью и хвостовика.
Дальнейшее деление на различные типы связано с размерами и формой этих частей, требованиями по точности и способами установки в металлорежущее оборудование.
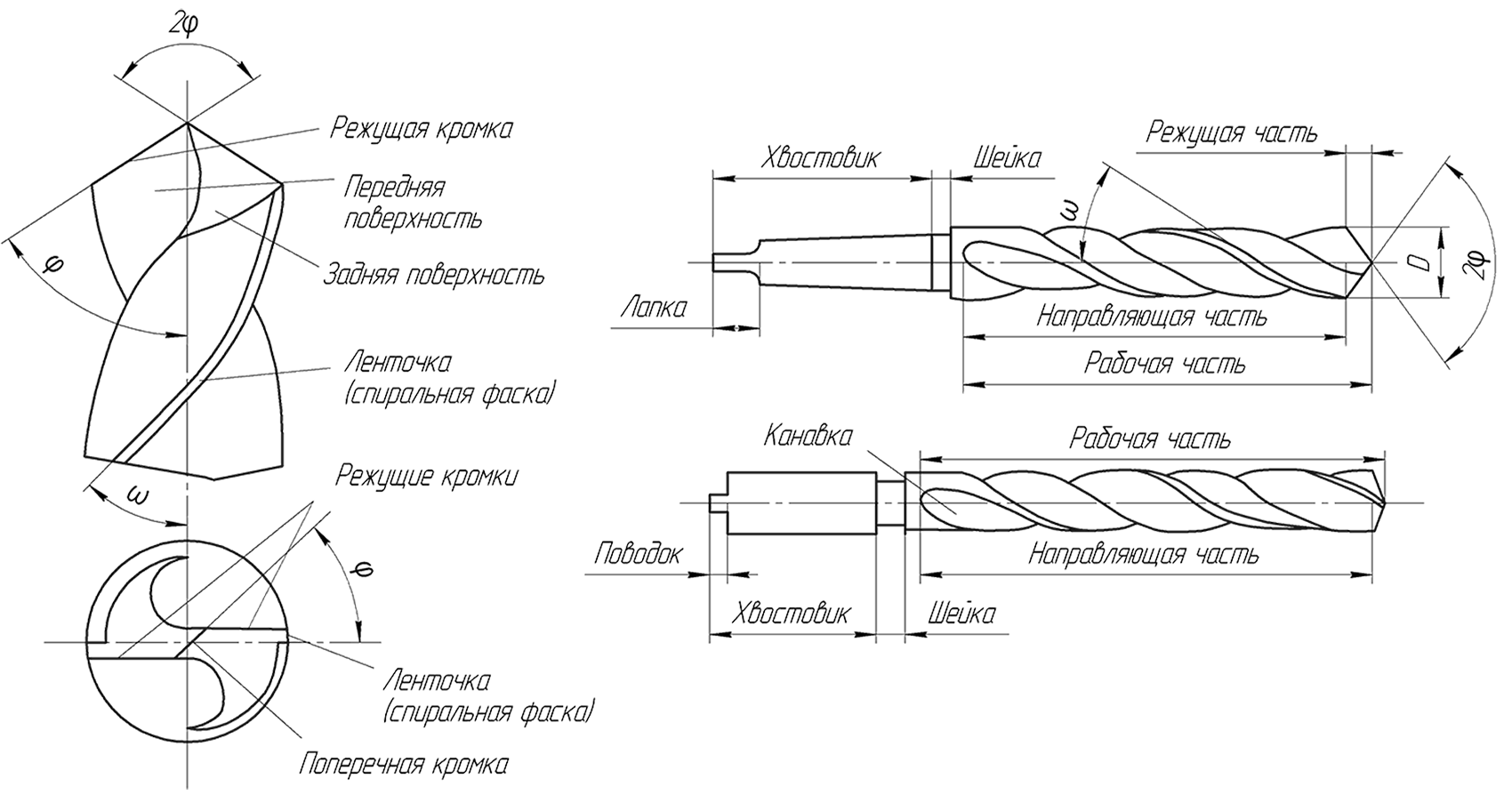
Общие обозначения и характеристики свёрл по металлу
Большинство типов сверл изготавливаются из быстрорежущих сталей (HSS), легированной стали Р6М5 и др.
Твердосплавные элементы выполняются из сплавов ВК6, ВК6-М, ВК8 и пр. Несмотря на разнообразие типов большинство «сверл для металла» имеет сходное строение с общими обозначениями.
На следующем рисунке обозначены части сверла по металлу с соответствующими названиями.
Помимо маркировки важным общим показателем является класс точности.
Для стандартных изделий он приводится в ГОСТ и ГОСТ Р. Класс точности задается посредством соответствующих квалитетов, указывающих на величину допусков при изготовлении продукции.
Сверла повышенной точности выполняются с применением фрезеровки и шлифовки, нормальной точности методом проката.
Точность задается с помощью квалитетов. Например, для отверстий в широко применяемом интервале диаметров 6 – 10 мм квалитеты точности имеют значения:
| квалитет | допуск (мм) | квалитет | допуск (мм) |
| 10 | 0,058 мм | 14 | 0,36 |
| 13 | 0,22 мм | 15 | 0,58 |
Из таблицы следует, что сверло с квалитетом 10 в 10 раз точнее сверла с квалитетом 15.
Спиральные сверла по металлу
Наиболее разветвленный и обширный класс. Выпускаются трех классов точности (указываются в маркировке по ГОСТу на соответствующий тип).
Сверла повышенного класса точности А1 предназначены для сверления отверстий 10 - 13 квалитетов точности, класса точности В1 - для сверления отверстий до 14 квалитета точности, класса точности В - для сверления отверстий до 15 квалитета точности.
Применяются в машиностроении, авиации, судостроении, производстве строительных конструкций и пр. Разнообразие применений привело к появлению различных вариантов этого инструмента.
Классическими представителями этого класса следует считать спиральные сверла с цилиндрическим хвостовиком по ГОСТ 10902-77. Большинство существующих разновидностей спиральных свёрл являются модификациями этого типа, разработанными для решения конкретных технологических задач.
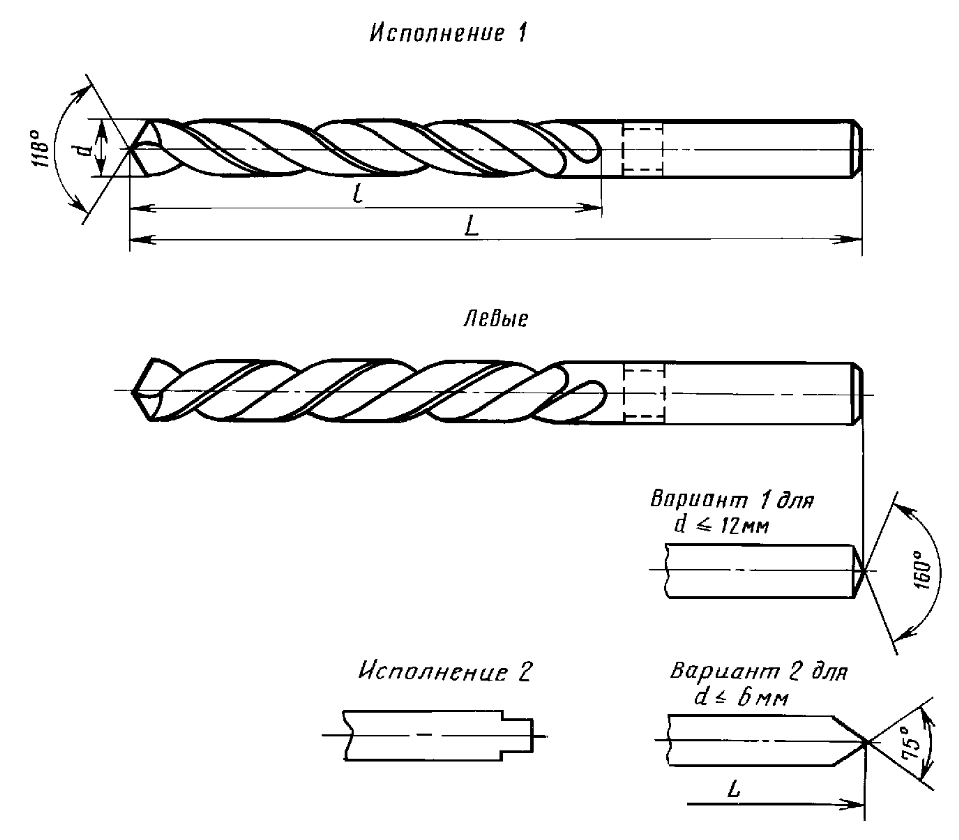
Рисунок 2 Спиральное сверло средней серии по ГОСТ 10902
Так, для обеспечения более надежной фиксации, постоянного и точного позиционирования, особенно в оборудовании с автоматической сменой инструмента применяются сверла с хвостовиком в виде конуса.
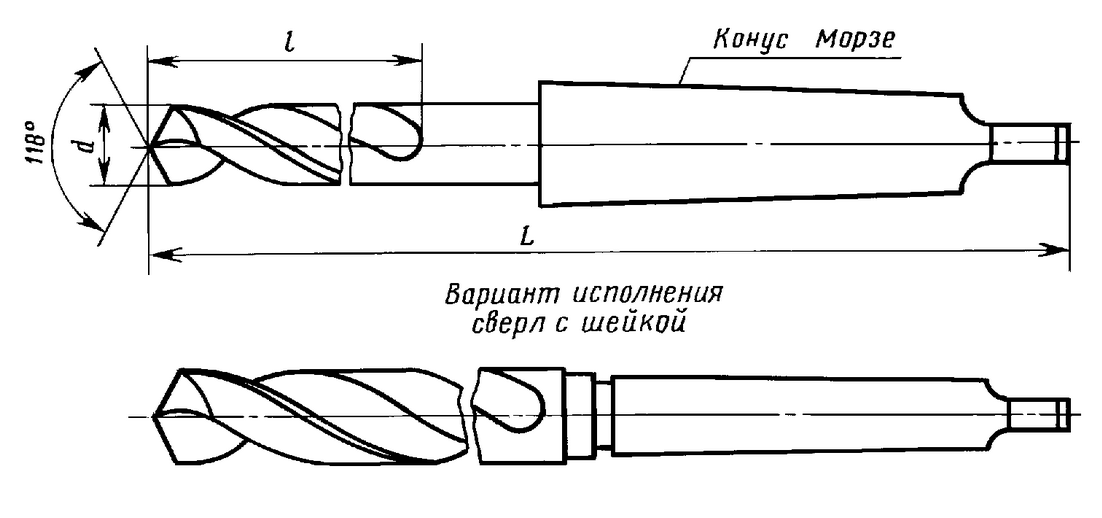
Рисунок 3 Спиральное сверло с хвостовиком Конус Морзе
Для сверления глубоких отверстий применяются сверла с удлиненной рабочей частью, аналогично для «короткого» сверления используются сверла с укороченной рабочей частью.
Примеры различных решений по длине рабочей части и хвостовика, а также с разной формой хвостовика показаны далее:
Рисунок 4 Спиральное сверло короткой серии (ГОСТ 4010)

Рисунок 5 Спиральное сверло длинной серии (ГОСТ 886-77)

Рисунок 6 Спиральное сверло длинной серии с коротким цилиндрическим хвостовиком (ГОСТ 12122, ГОСТ 2092-77)

Рисунок 7 Спиральное сверло длинное с хвостовиком "конус Морзе" (ГОСТ 12121)
Спиральные сверла по металлу с пластинами из твердого сплава
В качестве отдельной технологической задачи можно выделить сверление твердых сталей чугунов твердостью более 170НВ.
Для таких операций применяются спиральные сверла с твердосплавными пластинами. Сверла подобного типа выпускаются с цилиндрическими и коническими хвостовиками, сварными и цельнотянутыми.

Рисунок 8 Спиральное сверло с пластинами из твердого сплава и хвостовиком "конус Морзе" (ГОСТ 22736, ТУ по ГОСТ 5756-81)
Ступенчатые спиральные сверла по металлу
В последнее десятилетие на российском рынке активно продвигаются ступенчатые («конические») сверла зарубежного производства. Продукт позиционируется как новинка, ранее неизвестная в РФ. В действительности ступенчатое сверло уже давно производится и применяется в России. В частности, такой инструмент используется для сверления отверстий под метрическую резьбу с одновременным снятием фаски. До 2008 года геометрические характеристики ступенчатых сверел описывались в ГОСТ 20320, после 2008 г. действовал стандарт ГОСТ Р 52966-2008, с 1 января 2019г введен в действие ГОСТ 28320-2017.
С помощью одного ступенчатого сверла можно выполнять за один заход сразу две (или больше) технологических операции. Также возможно сверление одним сверлом отверстий разного диаметра (в зависимости от числа ступенек). Однако при этом глубина отверстия не может превышать суммарной высоты ступенек предыдущего диаметра.
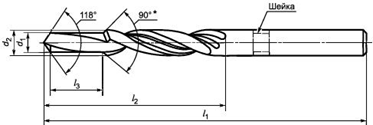
Рисунок 9 Ступенчатое сверло с цилиндрическим хвостовиком для отверстия под резьбу и снятия фаски (ГОСТ Р 52966-2008)

Рисунок 10 Импортное ступенчатое сверло (HSS) по металлу
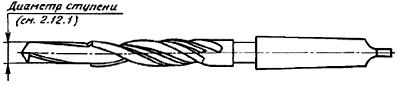
Рисунок 11 Ступенчатое сверло с хвостовиком "конус Морзе" по ГОСТ Р 52966-2008
Центровочные сверла
В процессе сверления самый ответственный этап – это касание поперечной кромки сверла с поверхностью металла. Поскольку поверхность не идеально плоская, а поперечная кромка не идеально перпендикулярна оси сверла при касании возникают моменты сил, отклоняющие сверло от теоретического центра отверстия.
Очевидно, что величина таких моментов возрастает с увеличением размеров поперечной кромки (диаметров сверла). Обратное так же верно, поэтому для сверления центровых отверстий разработаны специальные центровочные сверла с уменьшенным началом рабочей части.
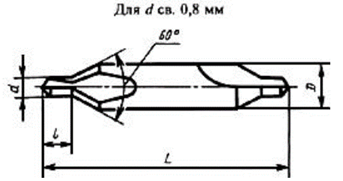

Рисунок 12 Центровочное сверло для центровых отверстий без предохранительного конуса тип А по ГОСТ 14952-75
Такой инструмент сначала касается металла только небольшой поперечной кромкой.
Незначительные моменты, возникающие при этом гасятся массивной рабочей частью номинального диаметра.
Соотношения малого и большого диаметров стандартизированы. В соответствии с ГОСТ 14952 эта величина меняется в диапазоне от 3 до 5.
Центровое отверстие имеет треугольное сечение в зависимости от величины угла между стенками и наличия предохранительного конуса центровочные сверла делятся на 4 типа.
| A | B | C | R | |
| Угол, град. | 60 | 60 | 75 | дуга |
| конус | - | + | - | - |
Класс точности для центровочных свёрл не вводится.
Сверла для глубокого сверления
В ряде источников по металлообработке отверстие с глубиной в 5 раз превышающей его диаметр уже считается глубоким.
В то же время в ГОСТ 12122-77, где представлены типовые размеры «длинной серии», показано, что отношение длины рабочей части к диаметру l/d колеблется в диапазоне от 15 до 20.
Таким образом глубоким можно считать сверление отверстий с глубиной, превышающей диаметр в 10 – 15 раз и более.
В начале этого диапазона и при диаметрах до 10 мм задача решается с помощью спиральных сверл стандартной «длинной серии» (класса точности А1, В1 и В).
В этом случае используется традиционный наружный подвод СОЖ и наружный отвод стружки.
При отношении l/d ≈ 20 – 30 и диаметрах до 30 мм проблема решается применением шнековых сверел и длинных спиральных сверел с каналами для СОЖ и канавками для дробления стружки (внутренняя подача СОЖ и наружное удаление стружки).
С дальнейшим увеличением l/d и/или увеличением диаметра отверстий проблемы с подачей СОЖ и удалением стружки делают использование спиральных сверл невозможным.
Такие отверстия получают с помощью сверл одностороннего резания с внутренней подачей СОЖ или наружной подачей СОЖ, внутренним или наружным отводом стружки. К ним относятся ружейные (пушечные) и эжекторные сверла.
Ружейное сверло
Данный вид не относится к спиральному типу. Ружейное сверло представляет собой полую конструкцию с одной или двумя режущими кромками на рабочей части. Точность обработки по диаметру соответствует 7 – 9 квалитету.
Широкая и глубокая выемка по всей длине корпуса сверла обеспечивает эффективный наружный отвод стружки. Она вымывается СОЖ, поступающей под высоким давлением из внутренней полости в каналы в рабочей части.
Сверлом такого типа получают отверстия диаметром до 30мм.
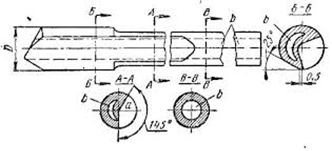
Рисунок 13 Ружейное сверло

Фото ружейное сверло
Для более крупных отверстий применяют сверла с внутренней подачей СОЖ и не наружным, а внутренним отводом стружки.
Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
При глубоком сверлении отверстий с l/d≫20 и диаметрами более 30 мм проблемы с подачей СОЖ и особенно с удалением стружки значительно усложняются. Наружное удаление становится практически не возможным, поэтому приходится использовать специальное составное сверло.
Инструмент представляет собой стальную трубу с навинчивающейся рабочей частью. Рабочая часть изготавливается в виде полого толстостенного цилиндра с площадками для установки режущих пластин и каналами для СОЖ. Конструкция позволяет использовать большую часть пространства отверстия для отвода стружки.
На рисунке ниже представлен усовершенствованный вариант такой конструкции – эжекторное сверло. У него пустотелая рабочая часть (2) с наружной смазкой и охлаждением.
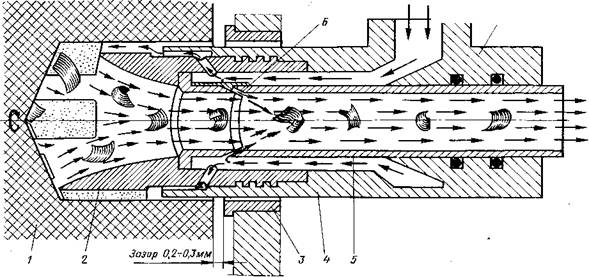
Рисунок 14 Эжекторное сверло
В процессе сверления стружка дробится и попадает вместе с СОЖ в полость рабочей части. Далее смесь поступает в полость трубы (5) и уходит в стружкоприемник, где стружка отделяется от СОЖ.
Главное отличие эжекторной схемы от обычной заключается в дополнительных каналах (6). Они обеспечивают возврат 1/3 поступающей СОЖ сразу в полость стебля сверла. Благодаря этому возникает эффект эжекторного насоса, который создает дополнительное разрежение в полости рабочей части. Эффект обеспечивает усиленную откачку СОЖ вместе со стружкой из зоны резания.
Для эжекторного сверла необходим специальный патрон, обеспечивающий подачу СОЖ. Такие патроны разработаны и могут устанавливаться на универсальных станках (токарных, сверлильных, фрезерных и т. п.).
В итоге глубокое сверление может выполняться на обычном оборудовании, дополненном стационарной или мобильной насосной станцией. При этом требуемое давление СОЖ в 2 раза ниже, чем при глубоком сверлении с наружной подачей СОЖ без эффекта разрежения.
Также применение эжекторного сверла избавляет от герметизации зазоров между заготовкой и кондукторной втулкой (3). что упрощает наладку и обслуживание станка.
Перовые сверла по металлу
Перовые сверла получили свое название благодаря форме рабочей части. В зависимости от конструкции рабочей части они делятся на цельные и составные.
Цельные конструкции могут быть ступенчатыми, что позволяет за один заход получить отверстие с переменным диаметром. Цельные сверла выпускаются определенных стандартных номеров (6, 7, 8, 10 … мм). Составные перовые сверла состоят из универсальной державки и сменных режущих пластин по ГОСТ 25526-82.
Основное применение этого типа связано с неглубоким или предварительным сверлением сталей, чугунов и др. металлов в операциях с большими значениями квалитета.

Рисунок 15 Перовое сверло
Корончатые сверла (кольцевые фрезы, кольцевые сверла) по металлу
При больших диаметрах сквозных отверстий сплошное сверление представляется нецелесообразным c точки зрения затрат времени и ресурсов. Гораздо эффективнее не переводить весь металл в стружку, а вырезать только кольцо заданного наружного диаметра. С такой операцией успешно справляются корончатые сверла.

Рисунок 16 Корончатое сверло по металлу
Корончатое сверло дает значительное преимущество при сверлении листового материала, обработке торцевых кольцевых канавок, сверлении на криволинейной поверхности и получении отверстий большого диаметра. Корончатое (кольцевое) сверление позволяет оптимизировать производство не только за счет роста производительности.
Применение такого инструмента позволило значительно уменьшить габариты сверлильных станков, получить эффективное передвижное оборудования для сверления металлопроката, рельсов, труб.
В настоящее время на российском рынке представлены корончатые сверла из быстрорежущей стали (HSS) и с напаянными твердосплавными резцами. Диаметры от 10 мм до 150 мм.
К сожалению, в РФ нет стандарта для кольцевых сверл по металлу. Такой стандарт имеется только для кольцевых сверл по бетону, керамике и т.п. (ГОСТ 17013-71). В отсутствии стандарта говорить о классах точности некорректно.
Первые модели корончатых сверл имели свои недостатки. В первых образцах отмечались проблемы с центровкой, при l/d~5 ухудшалось удаление стружки.
Кроме того, корончатое сверло имеет большую поверхность контакта с обработанными поверхностями, которые с трех сторон окружают лезвия инструмента. В таких условиях увеличивается сила трения, растет тепловыделение, затрудняется отвода тепла.
В современных конструкциях корончатых сверл решены задачи с центровкой отверстий, проблемы с отводом тепла и удалением стружки устраняются эффективной подачей СОЖ.
Комбинированные сверла по металлу
Сверла такого типа являются комбинацией двух различных инструментов металлообработки. Соответственно, их применяют для совмещения некоторых последовательных технологических операций.
Поскольку сверление часто предшествует нарезанию резьбы, зенкованию, то вполне логично появление комбинаций сверло-метчик, сверло-зенкер. Для объединения используются как правило сверла спирального типа.
Корончатые сверла по металлу

Применение корончатых (кольцевых) сверл стало технологическим ответом на ряд проблем при сверлении сквозных отверстий диаметром более 12 мм. В таких операциях существенное значение приобретают следующие недостатки традиционных спиральных сверл:
- Необходимость сплошного резания по всей площади отверстия;
- Практически нулевые линейные скорости режущих поверхностей на поперечной кромке (металл фактически «выдавливается» в зону резки)»;
- Сложность центровки при сверлении перекрывающихся отверстий;
Перечисленные недостатки с ростом диаметров отверстий неизбежно приводят к нелинейному росту усилий резания и подачи, необходимости дополнительных операций центровки или предварительного рассверливания. Вследствие этого неизбежным становится рост затрат, увеличение мощности, массы и габаритов оборудования.
Кольцевая резка металла только по краям отверстия избавляет от указанных проблем. Для такой операции создан особый инструмент – корончатое сверло (кольцевое сверло, кольцевая фреза, Annular Cutters). С помощью корончатого сверла, представляющего собой пустотелый цилиндр с режущей торцевой кромкой, эффективно выполняются сквозные отверстия диаметром 12 – 180 мм, глубиной до 180 мм.
Видео обзор корончатые сверла по металлу
Инструмент является наиболее подходящим для сверления отверстий диаметром от 11 до 150 мм в различных металлах и сплавах, включая конструкционные стали, нержавеющую сталь, чугуны различных марок.
Конструкция современного корончатого сверла
Конструкция корончатых (кольцевых) сверл совершенствуется более 50 лет. Прогресс в данном направлении связан главным образом с улучшением охлаждения, удаления стружки, повышением стойкости режущих кромок. На сегодняшний день все эти задачи решены. В частности, для установки сверла был разработан специальный патрон с подачей СОЖ и гнездом для центрирующего штифта (pilot pin). В итоге промышленность получила передовой высокопроизводительный инструмент. Его типовая схема изображена на рис.1.
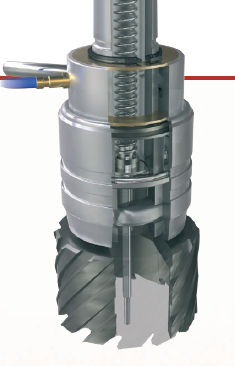
Важной особенностью современных кольцевых сверл является коническая форма внутренней поверхности. Внутренний диаметр цилиндра возле режущей части несколько больше, чем его диаметр у хвостовика. Такая форма позволяет компенсировать тепловое расширение части металла, остающейся внутри сверла, и обеспечивает ее легкое удаление после завершения операции сверления.
Функции центрального штифта и патрона
При кольцевом сверлении роль центрального штифта и патрона не ограничивается центровкой и зажимом сверла. Штифт дополнительно выполняет функцию клапана, открывающего и запирающего канал СОЖ, а патрон обеспечивает подачу СОЖ внутрь корончатого сверла. Взаимодействие этих элементов показано на рис.2.
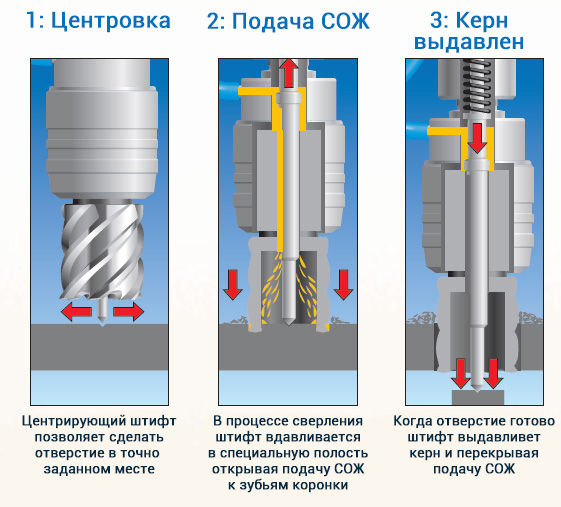
На изображении показаны три этапа:
- Начало сверления. Сверло опускается, штифт касается металла в точке, соответствующей центру отверстия, открывается канал подачи СОЖ;
- Процесс сверления, штифт утоплен внутрь сверла, полностью открыт канал СОЖ;
- Сверление завершено, штифт полностью выдвинулся, выдавил остаток металла из полости сверла, канал СОЖ закрыт. Система готова к новому циклу сверления.
Согласно описанной схеме, работает подавляющее большинство современного оборудования с корончатыми сверлами.
Точность и скорость резания
Сверление корончатым сверлом может быть выполнено с достаточно высокой точностью. Например, в диапазоне диаметров 11 – 18 мм точность порядка 0,1мм, что соответствует 11 квалитету для указанного диапазона. Т.е. точность кольцевого сверла занимает промежуточное положение между повышенной и нормальной точностью для спиральных сверл.
В пункте о точности нельзя не сказать о градации диаметров. Диаметр кольцевых сверл меняется с шагом 1/16 дюйма, или с шагом 1мм в зависимости от производителя и серии изделий. По этому показателю серийные образцы этого типа уступают спиральным, диаметр которых в диапазоне до 70 мм подбирается с шагом в несколько раз меньшим.
Оптимальная скорость резания меняется в зависимости от обрабатываемого металла, материала и формы режущей части сверла. Так, например, при использовании инструмента Bohre рекомендуются следующие значения скоростей резания:
Инстр., нерж. сталь
Скорость резания, м/мин
Примерный вид зависимости оборотов и диаметра сверла, позволяющей выдерживать постоянную оптимальную скорость резания показан на рис.3.
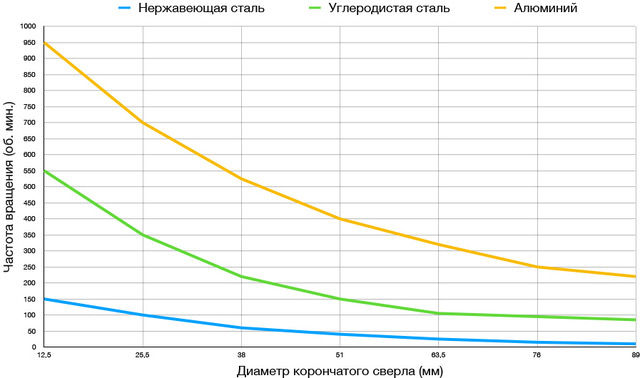
Рис.3 Выбор оборотов для оптимальной скорости резания при заданном диаметре сверла
В целом корончатое сверло может работать на оборотах и подачах больших по сравнению с другими видами сверл. Причина в резке только узкой полоски металла (3 – 5 мм) по краю отверстия и распределении нагрузок на большее количество режущих кромок. Благодаря таким свойствам корончатые (кольцевые) сверла обеспечивают производительность в три – четыре раза большую по сравнению с традиционными типами.
Основные типы корончатых сверл
Корончатые (кольцевые) сверла различных производителей могут отличаться формой, количеством зубьев и канавок, маркой стали (включая порошковую сталь), составами покрытий, но при всем этом их можно уверенно разделить на три типа:
- Сверла из быстрорежущей стали (HSS);
- Сверла с твердосплавными вставками (ТСТ-сверла);
- Сверла с покрытиями, увеличивающими стойкость инструмента (кобальт, нитрид алюминия-титана (Al,Ti)N)
Центрирующие штифты также предлагаются в нескольких модификациях к каждой модели. Разница заключается в форме острия. Оно может иметь треугольную форму в сечении, сферическую, вогнутую и др. Широкий выбор конструкций позволяет подобрать оптимальный вариант для обработки всевозможных деталей из различных металлов.
Благодаря технологии кольцевого сверления, инновационной конфигурации режущих элементов и свойствам покрытий современным корончатым сверлом выполняется в пять – шесть раз больше отверстий, чем спиральным аналогом идентичного диаметра. При этом независимо от типа кольцевой инструмент всегда обеспечивают быстрое получение качественных отверстий без заусенцев.
Возможность перемещать станок к заготовке
Характеристики корончатых (кольцевых) сверл стали основой для создания качественно нового оборудования для сверления металлов. Небольшие усилия резания и подачи, простое засверливание в криволинейные поверхности, малый вес и потребляемая мощность позволили разработать компактные переносные магнитные сверлильные станки. Они могут использоваться для ремонта как в стационарных условиях – цехах, мастерских, так и в полевых условиях – непосредственно на строительных площадках.
В итоге появилась возможность получать точные отверстия больших диаметров в металлопрокате, рельсах, трубах непосредственно на месте сборки металлоконструкций, трубопроводов и пр. Корончатое сверло изменило традиционные технологические схемы, вместо сложного движения заготовки к станку, стало возможным быстрое перемещение станка к заготовке.
Читайте также: