Таблица сверления отверстий под резьбу в металлах советская
Обновлено: 17.05.2024
Примечание . Жирным шрифтом указаны диаметры сверл для отверстий под резьбу с крупным шагом.
ПРИЛОЖЕНИЕ 2 к ГОСТ 19257-73
Рекомендуемое
МЕТОДИКА ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся:
сплавы магния по ГОСТ 804-62;
сплавы алюминиевые по ГОСТ 4784-65;
стали и сплавы высоколегированные, коррозионностойкие, жаростойкие, жаропрочные (на никелевой основе) по ГОСТ 5632-72.
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезание резьбы рассчитывается по формулам (1) . (4).
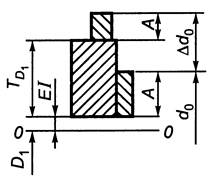
2.2. Номинальный (наименьший) диаметр отверстия d о ном определяют по формуле
где D 1 -номинальный внутренний диаметр резьбы гайки, мм;
EI - нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16993-70, мм;
А - величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия d о наиб определяют по формулам:
а) для конкретного материала
где EI + - верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-70, мм;
А - величина подъема витка, определяемая по табл. 1;
б) для группы материалов
где А - наименьшее значение величины подъема витка для данного шага резьбы.
2.4. Допуск на диаметр отверстия D d o определяют по формуле
2.5. Пример расчета диаметра отверстия под резьбу М10 с полем допуска 6 H (Р = 1,5 мм; D 1 = 8,376 мм; EI = 0; EI + = 0,300 мм) для группы материалов (наибольшее значение величины подъема витка А = 0,255, наименьшее значение величины подъема витка A = 0,110).
1. d o ном = 8,376 + 0 + 0,255 = 8,631 мм. Округляем до d o ном = 8,63 мм.
2. d o наиб =8,376 + 0,300 + 0,110 = 8,786 мм. Округляем до d o наиб = 8,79 мм.
3. D d o = 8,79 - 8,63 = 0,16 мм.
4. Диаметр отверстия 8,63 +0,16 мм.
2.6. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом приведены в табл. 2, для резьб с мелким шагом - в табл. 3.
2.7. Рекомендуется производить уточнение предельных размеров диаметров отверстий на первых 3 - 5 изделиях партии в зависимости от механических свойств обрабатываемых материалов, плавки, термообработки и других технологических факторов.
2.8. Диаметры сверл под нарезание резьбы в материалах повышенной вязкости приведены в табл. 4.
Диаметры отверстий для нарезания резьбы метчиком
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр - P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.

Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— "Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи"
ПРИЛОЖЕНИЕ 1
ПРИЛОЖЕНИЕ 2
МЕТОДИКА
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ
ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
сплавы магния по ГОСТ 804-93;
сплавы алюминиевые по ГОСТ 4784-97;
стали и сплавы высоколегированные, коррозионностойкие, жаростойкие, жаропрочные (на никелевой основе) по ГОСТ 5632-72, ГОСТ 20072-74.
2.2. Номинальный (наименьший) диаметр отверстия d 0 ном определяют по формуле
EI - нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81, мм;
2.3. Наибольший диаметр отверстия d 0 наиб определяют по формулам:
где EI + TD 1 - верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81, мм;
2.4. Допуск на диаметр отверстия D d 0 определяют по формуле
∆d 0 = d 0 наиб - d 0 ном .
2.5. Пример расчета диаметра отверстия под резьбу М10 с полем допуска 6H (Р = 1,5 мм; D 1 = 8,376 мм; E I = 0; EI + TD 1 = 0,300 мм) для группы материалов (наибольшее значение величины подъема витка А = 0,255, наименьшее значение величины подъема витка A = 0,110).
1. d 0 ном = 8,376 + 0 + 0,255 = 8,631 мм. Округляем до d 0 ном = 8,63 мм.
2. d 0 наиб =8,376 + 0,300 + 0,110 = 8,786 мм. Округляем до d 0 наиб = 8,79 мм.
3. D d 0 = 8,79 - 8,63 = 0,16 мм.
Как правильно подобрать сверло под резьбу для метчиков − таблицы диаметров и рекомендации
Как правильно подобрать сверло под резьбу − рекомендации и возможные проблемы

В статье вы найдете таблицы с диаметрами отверстий под популярную резьбу – для метрических, трубных метчиков, UNC/UNF, трапецеидальных метчиков, а также для бесстружечных метчиков-раскатников. Информация представлена для основного шага и мелкого.
Также затронем основные нюансы, которые могут возникнуть при подборе подходящего инструмента для чернового отверстия.
Особенности выбора диаметра сверла под метчик:
- Выбирайте сверло, подходящее под обрабатываемый материал. Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
- Предварительное отверстие нужно дополнительно обработать зенковкой, сделать фаску. Это нужно для лучшего центрирования метчика, а также для дальнейшего лучшего захода в резьбу болтов, шпилек и т.д.
- Учитывайте свойства обрабатываемого материала. У хрупких и твердых металлов и у мягких и вязких значения диаметр отверстия будет отличаться. Например, D сверла под резьбу М8 в мягких материалах будет 6.8 мм, а для твердых металлов рекомендуется уже брать инструмент D 6.7 мм.
Диаметр предварительного отверстия для метрических метчиков
Итак, рассмотрим ГОСТы для метрической резьбы, получаемой стандартными метчиками.
Наиболее популярные размеры: М3, М4, М5, М6, М8, М10 и М12, с основным шагом.
Краткая таблица для самых популярных размеров метрической резьбы с крупным шагом:
Метчик (резьба/основной шаг)
Диаметр отверстия (⌀ сверла), мм
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
М
Шаг, мм
Внутр. диаметр резьбы гайки, мм
(доп. по ISO2 - 6H)
D сверла, мм
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
МхШаг
Рассмотрим способ на примере. Допустим, вам необходимо нарезать резьбу М10х1.5.
- Номинальный диаметр резьбы 10 мм.
- Шаг 1.5 мм.
- Вычитаем из первого значения второе: 10-1.5=8.5 мм.
- Диаметр сверла равен 8.5 мм.
Допускается округлять значение до большего. Например, 9.75 округлить до 9.8. Но это будет приблизительное значение, «дедовский» метод подойдет больше для бытовых нужд. Для производственных задач рекомендуется ориентироваться по таблицам, ГОСТам, с учетом допусков и особенностей обрабатываемого материала.
Как подобрать сверло под метчики-раскатники (бесстружечные)

Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Например, для нарезания М8 с шагом 1.25 нужно взять инструмент диаметром 6.8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
Сначала рассмотрим метрические бесстружечные метчики.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
Читайте также: