Тб при разметке металла
Обновлено: 07.05.2024
- Тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их следует точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно).
- Изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников.
Для окраски используют различные составы. Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Состав доводят до кипения, затем в него добавляют жидкий столярный клей из расчета 50 г на 1 кг мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время) в раствор можно добавить немного льняного масла и сиккатива. Такой краской покрывают черные необработанные заготовки. Окрашивание производится малярными кистями, однако этот способ малопроизводителен. Поэтому, когда это возможно, окрашивание следует выполнять с помощью распылителей (пульверизаторов), которые, кроме ускорения работы, обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На стакан воды берут три чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью. На поверхности заготовки осаждается тонкий слой меди, на котором хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивается.
Нанесение рисок
Риски наносят в такой последовательности: сначала проводят все горизонтальные риски, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления.
При нанесении рисок пользуются чертилкой, плотно прижимая к линейке или угольнику (рис. 84) с небольшим наклоном в сторону от линейки и в направлении перемещения чертилки. Угол наклона должен составлять 75—80° и не должен изменяться в процессе нанесения рисок, в противном случае риски будут непараллельны линейке.

Рис. 84. Приемы иаиесеиия рисок:
а — с помощью лииейки, б — с помощью угольника, в — установка чертилки
Вторичное проведение линии не разрешается. На небольших заготовках риски проводятся по угольнику, а на больших — по линейке.
В том случае когда разметочная линия в процессе обработки может исчезнуть, на расстоянии 5—10 мм от нее наносят контрольные риски. Для контроля правильности обработки отверстия (увод сверла) вокруг него проводят контрольную окружность радиусом, большим на 2—8 мм. Контрольные риски не накерниваются.
Накернивание разметочных линий
При работе кернер берут тремя пальцами левой руки, ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски (рис. 85).

Рис. 85. Установка кернера (а), кериеиие (б)
Сначала наклоняют кернер в сторону от себя и прижимают к нужной точке, затем быстро ставят в вертикальное положение, после чего по нему наносят легкий удар молотком весом 100—200 г.
Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались половины кернов. Обязательно ставят керны на пересечениях рисок и закруглениях. На длинных линиях (прямых) керны наносятся на расстоянии от 20 до 100 мм, на коротких линиях, перегибах, закруглениях и в углах — на расстоянии от 5 до 10 мм. Линию окружности достаточно накернить в четырех местах — в местах пересечений осей. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля. На обработанных поверхностях деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые грани и накернивают там.
Приемы разметки
Разметка по чертежу. Разметку гаечного ключа (рис. 86) выполняют в такой последовательности:

- изучают чертеж;
- проверяют заготовку;
- окрашивают места разметки купоросом или мелом;
- забивают в зев ключа планку;
- проводят осевую линию вдоль ключа;
- наносят окружность и делят ее на шесть частей;
- выполняют эти же операции для второй головки ключа;
- переносят все размеры, указанные на чертеже.
Разметка по шаблону. Для разметки даже малых партий сложных изделий целесообразно пользоваться шаблонами (рис. 87).

Рис. 87. Разметка по шаблону
Шаблоны изготавливаются по одному или серией из листового цинка толщиной 0,5—1 мм или тонкой листовой стали, а в тех случаях, когда деталь имеет сложную форму или ряд различных отверстий, — толщиной 3—5 мм.
При разметке шаблон накладывают на окрашенную заготовку и проводят чертилкой риску вдоль контура шаблона.
Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого шаблон накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности.
Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона. Разметочные шаблоны могут также использоваться и для контроля детали после обработки.
Разметка карандашом. Такая разметка производится как и чертилкой по линейке на заготовках из алюминия и дюралюминия. Размечать алюминиевые и дюралюминиевые детали при помощи чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точная разметка выполняется теми же приемами, как и обычная разметка, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется, так как он быстро стирается, прилипает к рукам и загрязняет инструмент.
При нанесении рисок пользуются штангенрейсмасом с точностью 0,05 мм, а установку и выверку заготовок производят по индикатору. Более точную установку можно получить, применяя плоскопараллельные меры длины (плитки), закрепляя их в специальные державки. Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под углом 90°.
Брак при разметке
- несоответствие размеров размеченной заготовки данным чертежа, что происходит из-за невнимательности разметчика или неточности разметочного инструмента;
- неточность установки рейсмаса на нужный размер. Причиной такого брака является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
- небрежная установка заготовки на плите в результате неточной выверки плиты;
- установка заготовки на невыверенную плиту.
Техника безопасности
Необходимо надежно устанавливать плиту. После работы на чертилки рейсмасов должны быть надеты защитные пробки, пользоваться исправными приспособлениями.
Правила техники безопасности при плоскостной разметке
1. Не класть чертилку и разметочный циркуль в карман халата; их можно держать только на верстаке.
2. Чтобы не поранить руки, подавать чертилку товарищу надо ручкой от себя, а класть на рабочее место - ручкой к себе.
3. Надежно устанавливать разметочную плиту на столе.
4. Не работать на неисправном заточном станке, при отсутствии кожуха, зазоре между кругом и подручником более 2..3мм, биение круга.
5. Установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах.
6. Проверять надежность крепления молотка на рукоятке.
Типичные дефекты при выполнении разметки, причины их появления и способы предупреждения
| Дефект | Причина | Способ предупреждения |
| Раздвоенная риска. | Линейка слабо прижималась к детали. Риска проводилась по одному и тому же месту. Разметка проводилась тупой чертилкой. | Линейку плотно прижимать к детали, риску проводить только один раз. Заточить чертилку. |
| Керновое углубление не на риске. | При установке кернера его острие не попало на риску. Кернение производилось тупым кернером. Кернер сместился с риски перед ударом молотком. | Точно устанавливать кернер в углубление риски, прочно удерживать его при кернении. При необходимости кернер заточить. |
| Раздвоенная или смещенная риска размеченной дуги или окружности. | Опорная (неподвижная) ножка циркуля тупая. Малая глубина кернового углубления в центре окружности или дуги. Сильное нажатие на подвижную ножку циркуля в процессе разметки. | Разметку производить только циркулем с остро заточенными ножками, плавными несильными движениями циркуля, наклоняя его в сторону движения. |
| Риски не сопряжены друг с другом. | Неточно установлена линейка по рискам. Смещение линейки во время нанесения риски. Неточно установлен размер циркуля; опорная ножка циркуля выскочила из кернового углубления при проведении риски. | Точно соблюдать все правила разметки. Прочно удерживать линейку и циркуль в процессе разметки. |
| Непараллельные или неперпендикулярные друг другу риски. | Керновые углубления на исходных рисках смещены. Неточно установлена линейка по рискам и дугам. Слабо закреплен зажимной винт циркуля. | Точно устанавливать линейку по исходным рискам. Прочно прижимать ее к детали. Следить за зажимом ножек циркуля. |
| Углы между рисками не соответствуют заданным. | Керновые углубления на исходных рисках смещены. Нарушена последовательность построения угла. Неточно установлена линейка по рискам и керновым углублениям. | Керновые углубления наносить только по углублению риски. Следить за заточкой кернера и чертилки. Точно устанавливать линейку по рискам и керновым углублениями. |
| Размеченный контур не соответствует шаблону. | Шаблон во время разметки был неплотно прижат к поверхности заготовки, в результате чего сместился при нанесении разметочных рисок. | Плотно прижимать шаблон к поверхности заготовки в процессе разметки. При возможности закреплять шаблон на заготовке при помощи струбцины. |
| При разметке при помощи рейсмаса риска не прямолинейна | Неустойчиво установлена размечаемая деталь. Слабо закреплена игла рейсмаса на стойке. На разметочную плиту под основание рейсмаса попала грязь. | Проверить прочность (без качки) установки детали на разметочной плите. Тщательно протереть разметочную плиту перед разметкой. Прочно закреплять разметочную иглу на штанге рейсмаса. |
| Не совпадают центры отверстий и цилиндрических частей деталей. | Некачественно определены центры отверстий и цилиндрических частей детали. | Проверить разметку центров. |
Вопросы для самоконтроля:
1. Для чего служит плоскостная разметка?
2. Для чего размечаемую поверхность окрашивают?
3. В какой последовательности нужно наносить разметочные линии?
4 Почему точность измерительного инструмента должна быть выше, чем точность изготовления детали, которая этим инструментом проверяется?
5. Какую точность можно получить при обычных методах разметки?
6. Из каких материалов изготавливают чертилки, циркули, кернеры?
7. Как определить годность заготовки?
8. Перечислите правила техники безопасности при разметке.
9. Какие встречаются дефекты при выполнении разметки?
Практическое занятие№7.
Тема: «Гибка металлов»
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.007)
Правила техники безопасности при резке металлов ножовкой
2. Запрещается выполнять резание со слабо или чересчур сильно натянутым полотном, так как это может привести к поломке полотна и ранению рук.
3. Во избежание поломки полотна и ранения рук при резании не следует сильно нажимать на ножовку вниз.
4. Запрещается пользоваться ножовкой со слабо насаженной или расколотой рукояткой (ручка должна быть плотно насажена на хвостовик).
5. При сборке ножовочного станка следует использовать штифты, которые плотно, без качки, входят в отверстия головок.
6. При выкрошивании зубьев ножовочного полотна работу прекратить и заменить полотно на новое.
7. Во избежание соскакивания рукоятки и ранения рук во время рабочего движения ножовки не ударять передним торцом рукоятки о разрезаемую деталь.
8. Заканчивая резание, необходимо соблюдать нажим на ножовку, поддерживать часть заготовки, которую отрезаем.
9. Оберегать руки от ранения о режущие кромки ножовки или заусенцы на металле.
10. Не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук.
11. Не загромаждать рабочее место ненужными инструментами и деталями.
Правила техники безопасности при резке металлов ручными ножницами
1. Резание необходимо производить в рукавицах во избежание пореза рук.
2. Разрезание следует производить острозаточенными ножницами.
3. Не держать левую руку близко к ножницам и кусачкам, чтобы пальцы не попали под лезвие.
4. Подавать ножницы и кусачки товарищу нужно ручками от себя, а класть на стол ручками к себе.
5. Если кусачками отрезается небольшой кусок проволоки, откусываемую часть направлять в сторону защитного экрана верстака.
6. Необходимо следить за состоянием оси-винта ножниц. Если ножницы начинают «мять» металл, нужно слегка подтянуть винт.
7. Следить за положением пальцев левой руки, поддерживая лист снизу.
8. Оберегать руки от ранения о режущие кромки или заусенцы на металле.
9. Не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук.
10. При резании материала толщиной более 0,5мм (или при затрудненном нажатии на ручки ножниц) необходимо одну из ручек прочно закрепить в тисках.
Правила техники безопасности при разрезании труб труборезом
1. Надежно закреплять заготовки в тисках.
2. Смазать место реза.
3. Следить за перпендикулярностью рукоятки оси трубы.
4. Внимательно следить за тем, чтобы режущие диски располагались точно, без перекоса, по линии реза.
5. Не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков.
6. В конце разрезания поддерживать труборез обеими руками; следить за тем, чтобы отрезанный кусок трубы не упал на ноги.
7. Не загромождать рабочее место ненужными инструментами и деталями.
Контрольные вопросы:
1. Чем вызвана необходимость использования рукавиц при резании металла ножницами?
2. Зачем нужна смазка зубьев ножовочного полотна при работе?
3. На каком расстоянии от края губок тисков или прижима должна быть линия разметки при резке трубы ножовкой или труборезом?
4. Какие встречаются дефекты при резании металла?
5. Какие правила по технике безопасности необходимо соблюдать при резке металла
5. С какой целью разводят зубья ножовочного полотна?
6. На ножовочном полотне имеется маркировка: 250; 13; 1,6; Р9. Расшифруйте её.
Сгибание листового металла
Практическое занятие№6.
Тема: «Разметка пластины»
ПМ.04 Выполнение работ по профессии Слесарь-ремонтник
специальность 21.02.03 Сооружение и эксплуатация газонефтепроводов и газонефтехранилищ
Выполнил: студент гр. ДНГ Фамилия И.О.
Цель: Научиться применять слесарный инструмент и производить разметку деталей из металла
Время: 2 часа.
Оборудование и материалы.
1. Металл для разметки, слесарный верстак, разметочная плита, чертилка, измерительный инструмент
3. Учебная литература.
Задание.
1.Произвести разметку пластины.
2. Ответить на контрольные вопросы.
Сведения из теории
Правила выполнения приемов разметки
При выполнении разметочных работ необходимо придерживаться следующих основных правил.
1. Слой окрашивающего состава, наносимого на поверхность заготовки, должен быть тонким, равномерным по толщине и полностью покрывать размечаемую поверхность. К разметке следует приступать только после его полного высыхания.
2. При проведении риски точно совмещать линейку с исходными отметками на детали и плотно прижимать к заготовке.
3. Прежде чем провести риску, следует убедиться, что чертилка (циркуль) хорошо заточена. Тупую чертилку (циркуль) необходимо повторно заточить.
4. Риску проводить одним непрерывным движением чертилки вдоль линейки, не наносить риску дважды по одному и тому же месту, так как это приводит к ее раздвоению.
5. При кернении разметочных рисок:
· убедится в правильности заточки кернера, при необходимости заточить повторно;
· кернение производить легкими ударами молотка по кернеру так, чтобы глубина кернового углубления составляла примерно 0,5мм. При накернивании длинных рисок (более 150мм) расстояние между углублениями должно быть 25..30мм, при накернивании коротких рисок (менее 150мм) расстояние между углублениями должно быть 10..15мм, линии малых окружностей диаметром до 15мм накернивают в четырех взаимно-перпендикулярных точках;
· линии больших окружностей диаметром более 15мм накернивают равномерно в 6..8 местах, дуги в сопряжениях следует накернивать с меньшими промежутками между углублениями, чем на прямолинейных участках;
· точки сопряжения и пересечения рисок необходимо обязательно накернивать; центр отверстия или дуги накернивают глубже, чем риску, диаметр отверстия при этом должен быть равен приблизительно 1,0мм.
6. При разметке отверстия или дуги точно устанавливать раствор циркуля на требуемый размер, прочно фиксировать раствор циркуля прижимным винтом дуги циркуля. При проведении дуги циркуль слегка наклонять в сторону движения.
7. Если при сопряжении прямолинейных и криволинейных рисок они не совпали, размечаемое место детали закрасить заново и разметку повторить.
8. При разметке по шаблону (образцу) плотно прижимать его к детали, следить, чтобы он не сместился в процессе разметки. При возможности закреплять шаблон на поверхности размечаемой заготовки (например, струбциной).
9. При разметке центра на торце цилиндрической детали кернером-центроискателем следить за установкой центроискателя строго по оси детали, точность разметки проверять раздвижным центроискателем.
10. При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием полок центроискателя к цилиндрической части детали.
11. При разметке центра отверстия детали с помощью раздвижного центроискателя следить за перпендикулярностью установки деревянного бруска с пластиной оси отверстия (центр отверстия при этом определяют «на глаз» внутри четырех дуг – засечек на пластине), проверять точность разметки по внутренней поверхности отверстия или контрольной риске на торце детали.
12. При разметке «от кромки» обработанной детали следует плотно прижимать полку угольника с широким основанием к кромке детали.
13. При разметке «от осевых линий» размеры отсчитывают от двух контрольных керновых углублений, расположенных на краях этих линий.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.01)
Техника Безопасности при разметке металла
Название профессии "слесарь" имеет немецкое происхождение. Слесарь (по-немецки "Schlosser" от Schloss – замок) квалифицированные рабочие по обработке металлов, сборке машин и оборудования и производства других работ по металлу, профессия широко распространенная во всех отраслях народного хозяйства. Слесари бывают: инструментальщики, лекальщики, сборщики, по ремонту станков, автомобилей, нефтегазоперерабатывающего оборудования, аппаратуры, водопроводчики и т.д. Слесари выполняют разнообразные работы по обработке металлов обычно дополняющие механическую обработку или завершающие изготовление металлических изделий, сборкой машин и механизмов, а также их регулировкой.
Слесарные работы включают разнообразные технологические операции: разметку с целью нанесения границ обработки, рубку для разделения листового металла или грубого удаления излишнего металла с заготовки, правку и гибку металла, резку металла ножовкой и ножницами, опиливание заготовок с целью исправления неточностей формы размеров и относительного расположения поверхностей деталей, сверление, зенкерование и развертывание отверстий, нарезание резьбы, шабрение, притирку и доводку для получения плотного прилегания сопрягаемых поверхностей деталей и требуемой по условиям работы точности формы и размеров, клепку и пайку для получения неразъемного соединения деталей. Сварка обычно не относится к слесарным работам.
Для выполнения слесарных работ различают следующие виды слесарного инструмента, для рубки металла (зубила, крейцмейсели), ударные (молотки, кувалды), для опиливания (напильники, рашпили, надфили), для шабровки (шаберы), для резки металла (острогубцы, ножницы, ножовки, труборезы), для обработки отверстий (дрели, сверла, зенкеры, развертки), для нарезания резьбы (метчики, плашки, воротки).
В качестве крепежно-зажимных слесарных инструментов применяются тиски, прижимы, струбцины, плоскогубцы, для сборки неразъемных соединений – клепальные молотки, клепальные машины, поддержки, роликовые вальцовки, паяльники, паяльные лампы, для сборки резьбовых соединений – гаечные ключи, отвертки, шпильковерты, фитинги; контрольно-измерительными и разметочными слесарными инструментами служат циркули, нутромеры, рейсмасы, линейки измерительные, рулетки, щупы, штангенциркули, штихмасы, микрометры, резьбомеры угольники, угломеры, уровни, поверочные линейки, поверочные плиты и др.
Организация рабочего места слесаря
1.Рабочее место — участок производственной площади, закрепленный за определенным рабочим, имеющий необходимое оборудование, приспособления и инструменты. От правильной организации рабочего места в значительной степени зависят качество и производительность обработки. Выработаны следующие положения научной организации рабочих мест при выполнении слесарных работ.
Высота установленного на рабочем месте верстака должна обеспечить наиболее удобную рабочую позу для каждого работающего. Предметы труда и инструменты необходимо располагать в зоне досягаемости вытянутых рук, чтобы исключить лишние движения. Для человека среднего роста оптимальная зона досягаемости в горизонтальной плоскости — 350 мм для каждой руки, наибольшая — 500 мм без наклона корпуса и 600 мм с наклоном корпуса па 30°(рис. 9). Удобная зона в вертикальной плоскости — 1000. 1600 мм.

2.Предметы труда-должны располагаться в строго определенном порядке и на одном месте, это вырабатывает автоматизм в движениях, уменьшает напряжение и утомляемость, дает возможность использовать обратные движения рук: положив один предмет, рабочий при обратном движении руки может взять и переместить другой предмет.
Глава 2
Разметка плоских поверхностей. Пространственная разметка
Разметкой называется операция нанесения на обрабатываемую поверхность детали или заготовки разметочных рисок, определяющих контуры профиля детали и места, подлежащие обработке. Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Для экономии времени простые заготовки часто обрабатывают без предварительной разметки. Заготовки поступают на обработку в виде отливок (получают из металла, заливаемого в предварительно подготовленные формы - земляные, металлические и т. п.), поковок (получают ковкой или штамповкой), либо в виде прокатного материала - листов, прутков и т. д. (получают путем пропуска металла между вращающимися в разные стороны валиками, имеющими профиль, соответствующий получаемому прокату).
При обработке с поверхности заготовки удаляется определенный слой металла (припуск), в результате чего уменьшаются ее размеры и масса. При изготовлении детали на заготовке откладывают точно по чертежу ее размеры и отмечают их линиями (рисками), обозначающими границы обработки, до которых следует снимать слой металла.
Разметка применяется преимущественно в единичном и мелкосерийном производствах. Применяют три основные группы разметки: машиностроительную, котельную и судовую. Машиностроительная разметка является самой распространенной операцией слесарной обработки. Плоскостная разметка - это нанесение на поверхности плоских заготовок на листовом и полосовом металле, а также на поверхностях литых и кованых деталей различных линий.
Инструменты для разметки
1.Чертилка- идеальный инструмент для нанесения различных обозначений на металлические поверхности. Высокое качество изготовления и большой срок службы выгодно выделяют чертилку по металлу среди других средств маркировки. Наконечник из карбида вольфрама оставляет ровную линию на любой поверхности. Небольшая толщина, примерно 0,4 мм, позволяет наносить обозначения как на окрашенных, так и на покрытых ржавчиной, поверхностях. При необходимости, наконечник можно заточить в специальной заточной машинке. Чертилка поможет безошибочно определить наличие железа в определённом материале с помощью вмонтированного магнита.
Незаменимая вещь при любых сварочных работах, работах с металлом, ковке, гибке, прокатке. Нанесённые обозначения стойки к и стиранию, влаге. Являясь простейшим способом нанесения обозначений на металлические поверхности, чертилка всегда востребована как во всех областях металлообрабатывающей промышленности, так и в тех сферах, где есть работа с металлом.
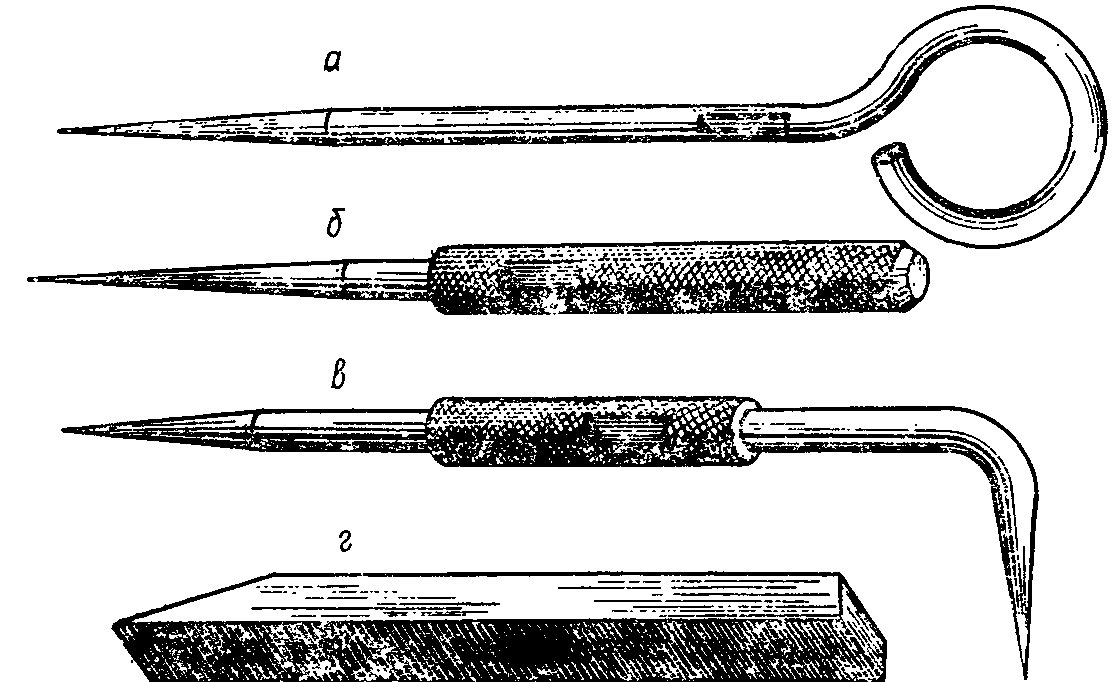
а) проволочные; б) точеные; в) двусторонние; г) плоские.
2.Угольники- предназначены для контроля отклонения от взаимно перпендикулярного расположения деталей при сборке изделий, при контроле или разметке углов 90°, для проверки точности станков. Угольники оснащены теплоизоляционными накладками. Твердость рабочих поверхностей угольников не ниже HV 655, шероховатость измерительных и опорных поверхностей не ниже соответственно 12 и 11 классов чистоты.

а) плоский слесарный угольник; б) угольник с широким основанием;
в) угольник с Т-образной полкой.
3. Разметочные (слесарные) циркули- используют для разметки окружностей и дуг, деления окружностей и отрезков на части и других геометрических построений при разметке заготовки. Их применяют также для переноса размеров с измерительной линейки на заготовку. По устройству они аналогичны чертежным циркулям-измерителям.

а) с дугой; б) с пружиной.
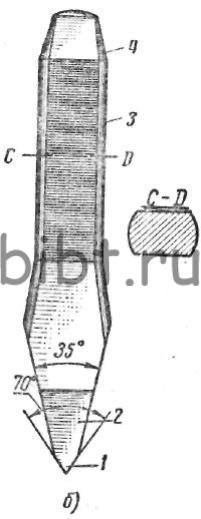
4. Кернер- ручной слесарный инструмент, предназначен для разметки центральных лунок (кернов) для начальной установки сверла и иной визуальной разметки. Представляет собой стержень круглого сечения, один конец которого (рабочая часть) заточен на конус с углом при вершине 100°-120°. Кернение производится ударами молотка по противоположной части кернера — затыльнику. Использование кернера позволяет избежать проскальзывания сверла по материалу и помогает добиться большей точности расположения отверстий.

а) обыкновенный кернер; б) механический; в) электрический.
5.Центроискатель-представляет собой очень точный инструмент для определения осей отверстий и валов, а также контроля их эксцентричности на фрезерных станках. Центроискатель зажимается в оправку, устанавливается в шпиндель фрезерного станка и, вращаясь, позволяет точно выставить ось шпинделя по оси вала или отверстия.

а) угольник-центроискатель; б) центроискатель-транспортир; в) центр отверстия.
Меры по предупреждению брака
Ошибки, допущенные при разметке, приводят к браку.К техническим требованиям разметки относится, прежде всего, качество ее выполнения, от которого во многом зависит точность изготовления деталей.
Разметка должна отвечать следующим основным требованиям: 1) точно соответствовать размерам, указанным на чертеже; 2) разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки детали; 3) не портить внешний вид и качество детали, т. е. глубина рисок и керновых углублений должна соответствовать техническим требованиям, предъявляемым к детали.
Техника Безопасности при разметке металла
1. Передавать шило или циркуль допускается только тупой частью вперед.
2. Запрещается класть шило, ножницы, циркуль в карман.
3. После работы инструменты необходимо укладывать в специальный ящик, острием на себя.
4. Не допускается разметка деталей на весу.
Глава 3
Рубка метталов
Рубкой называется операция, при которой с помощью зубила и слесарного молотка с заготовки удаляют слои металла или разрубают заготовку.
Физической основой рубки является действие клина, форму которого имеет рабочая (режущая) часть зубила. Рубка применяется в тех случаях, когда станочная обработка заготовок трудно выполнима или нерациональна.
С помощью рубки производится удаление (срубание) с заготовки неровностей металла, снятие твердой корки, окалины, острых кромок детали, вырубание пазов и канавок, разрубание листового металла на части.
Рубка производится, как правило, в тисках. Разрубание листового материала на части -может выполняться на плите.
Основным рабочим (режущим) инструментом при рубке является зубило, а ударным - молоток.
Инструмент для рубки

Зубило представляет собой, в большинстве случаев, продолговатый стержень, в сечении имеющий прямоугольную, круглую, овальную или многогранную форму. Зубило затачивается с одного конца (рабочая часть), а другой конец его тела (затыльник) предназначен для ударов молотком. Для обеспечения безопасной работы и защиты рук от случайных ударов молотка, на тело зубила может надеваться «грибок» — полая рукоятка с бортиком, выполненная из резины, дерева, пластмассы или металла. Рабочая часть зубила имеет двухстороннюю заточку с главным и вспомогательным углами резания; для повышения стойкости режущая кромка слегка затуплена. Хвостовик и рабочая часть зубила обязательно подвергается термоулучшению.
В зависимости от условий работы для изготовления зубил применяют следующие материалы:
2.Крейцмейсель – разновидность зубилы. Крейцмейсель предназначен для прорубки шпоночных пазов, узких канавок и углублений в твёрдых материалах. Также при помощи крейцмейселя вырезают бороздки при разрезании больших металлических поверхностей.
Крейцмейсели бывают нескольких видов: прямоугольные, круглые и специальные.
3.Слесарные молотки- являются наиболее распространенным ударным инструментом, который служит для нанесения ударов при рубке, правке, гибке и других операциях. Конструкции молотков бывают различные: с квадратным бойком, круглым бойком и др.

а) из круглого сталя; б) из квадратного сталя
Требования безопасности труда при разметке
Приступая к обучению разметке плоских поверхностей, инструктор обязан внимательно осмотреть весь инструмент и приспособления. Запрещается работать неисправным и неправильно заточенным инструментом.
Инструменты, находящиеся в работе, должны соответствовать следующим требованиям.
Молотки должны быть прочно насажены на рукоятки и расклинены в отверстии стальными клиньями. Рукоятка молотка должна иметь овальное сечение с равномерным утолщением к концу.
Поверхность рукоятки должна быть чистой и гладкой, без сучков, трещин и отколов. Длина рукоятки для разметочных молотков массой 200 г должна быть 250—300 мм. Рабочие поверхности молотка должны иметь гладкую, ровную поверхность, без трещин и отколов.
Ударная часть кернеров не должна быть сбита или скошена от ударов. Поверхность ударной части должна быть гладкой и слегка выпуклой. Длина кернера должна быть не менее 70 мм, чтобы ударная часть взятого в руку инструмента находилась на 20 мм выше пальцев.
Рабочая часть кернера должна представлять собой заточенное на конус острие с углом при вершине 60°, а для наметки центров отверстий, подлежащих сверлению, с углом при вершине 45°. Нельзя применять притуплённый кернер, так как при ударе по нему молотком острие соскальзывает с разметочной плоскости и может послужить причиной травмы рук. Удары следует наносить по ударной части вдоль оси кернера при его перпендикулярном расположении к плоскости заготовки.
Для предупреждения травм рук необходимо осторожно обращаться с заостренными концами циркуля, чертилки и кернера. Эти инструменты класть в карманы одежды запрещается.
Рассмотрим требования безопасности труда при работе на заточных станках.
1. Работать только на станке, к которому вы допущены, выполняя работу, которая вам поручена.
2. Запрещается работать на станке в рукавицах или перчатках, а также с забинтованными пальцами.
3. При перерыве в подаче электроэнергии немедленно выключить электрооборудование станка.
- строго выполнять все требования безопасности труда;
- содержать в чистоте рабочее место в течение всего рабочего дня;
- не мыть руки в масле, эмульсии и керосине;
- не принимать пищу у станка.
Перед началом работы.
5. Перед каждым включением станка убедиться, что пуск станка никому не угрожает опасностью.
6. Привести в порядок свою спецодежду.
7. Проверить прочность закрепления ограждения: работать без ограждений шлифовального круга и ременной передачи запрещено.
8. Проверить надежность и правильность закрепления подручника (зазор между подручником и шлифовальным кругами должен быть не более 3 мм), проверить состояние этих кругов наружным осмотром с целью определения заметных трещин и выбоин.
Пользоваться кругами, имеющими трещины и выбоины, запрещается.
9. Проверить исправную работу станка на холостом ходу в течение 3—5 мин, находясь в стороне от опасной зоны возможного разрыва шлифовального круга, и убедиться в отсутствии сверхпредельного радиального или осевого биения круга.
10. При обнаружении неисправности станка или возможной опасности немедленно сообщить инструктору или мастеру.
Во время работы.
11. При затачивании инструмента необходимо подавать инструмент на круг плавно, без рывков и сильного нажима. Следует стоять в стороне от плоскости вращения шлифовального круга.
12. При работе рабочий обязательно должен пользоваться защитными очками или экранами.
13. Затачивание и доводку инструмента шлифовальными кругами производить только с охлаждением.
- Оберегать инструмент от механических повреждений (забоин и царапин рабочих кромок, масштабной шкалы, измерительных поверхностей).
- При пользовании циркулем стопорные винты следует отвинчивать только на один оборот.
- Поверхность разметочной плиты должна быть всегда чистой и гладкой; необходимо оберегать ее от забоин, царапин и других повреждений.
После окончания работы необходимо:
1. Инструмент во избежание появления коррозии протереть чистой тряпкой насухо, а затем смазать тонким слоем масла.
2. Измерительный инструмент хранить в футлярах (для каждого инструмента должно быть предусмотрено свое место). Запрещается хранить инструмент «навалом».
3. Разметочную плиту промыть керосином и протереть сухой чистой тряпкой, смазать маслом и покрыть предохранительной деревянной крышкой.
Читайте также: