Техника безопасности при распиливании металла
Обновлено: 04.10.2024
Цель урока: сформировать знания о процессе опиливания металла.
Задачи урока:
Образовательная : - сформировать умения по опиливанию металла; усвоить ТБ при опиливании.
Коррекционно-развивающая: анализировать рабочую ситуацию, осуществлять текущий контроль, оценку собственной деятельности, развивать умения и навыки выполнения обучающимися ранее изученных трудовых приёмов и операций .
Воспитательная: совершенствовать нравственное воспитание обучающихся;
- продолжить формирование сознательной потребности к труду; воспитание дисциплинированности, бережного отношения к инструментам, экономность использования металла.
Тип урока: урок изучения и закрепления новых знаний.
Оборудование: верстаки слесарные, тиски, напильники для черновой обработки №0 и «№1, напильники для чистовой обработки №2 и№3,
Наглядные пособия: чертеж детали, образцы готовых работ, инструкционные карты, плакаты.
I . Организационно-подготовительная часть.
II . Теоретическая часть.
1. Повторение пройденного материала. Вопросы:
1) Назовите инструменты для отделки металла.
2) Перечислите виды красок?
3) Какие виды жести вы знаете?
4) Перечислите правила техники безопасности при работе слесарной мастерской.
2. Изложение нового материала. План рассказа учителя:
1) Процесс опиливания заготовок.
2) Инструменты для опиливания.
3) Приемы опиливания.
1. Процесс опиливания заготовок.
Опиливание - снятие с заготовок небольших слоев металла (припуска) напильником. Опиливание широко применяется при изготовлении и ремонте, а также сборке деталей изделия. С помощью напильников деталям придаются требуемые формы, размеры и качество поверхностей.
Различают грубое (или черновое), чистовое и отделочное опиливание. Грубым опиливанием снимают значительный слой металла. Чистовым опиливанием добиваются определенной точности изготовления, требуемых размеров детали. Отделочным опиливанием подготавливают поверхность деталей к отделке, делают ее более ровной.
2. Инструменты для опиливания.
Сущность опиливания заключается в резании мелких частиц материала (опилок) отдельными резцами, имеющимися на рабочей части напильника. Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка). Насечка образует мелкие и остроконечные зубья. Насечка на рабочих частях напильников может быть одинарной, или простой, двойной (основной и дополнительной), или перекрестной, а также точечной, или рашпильной. Напильник с рашпильной насечкой так и называют «рашпиль».
Напильниками с одинарной насечкой снимают широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов. Перекрестная насечка размельчает стружку, поэтому напильники с такой насечкой применяют при опиливании твердых металлов.
По числу основных насечек на 10 мм длины рабочей части напильники подразделяют на следующие номера:
О и 1 - драчовые напильники (крупные зубья, служат для грубого опиливания);
2 и 3 - личные напильники (более мелкие зубья, которыми выполняют чистовую обработку);
4 и 5 — бархатные напильники (самые мелкие зубья, предназначены для отделки поверхностей деталей).
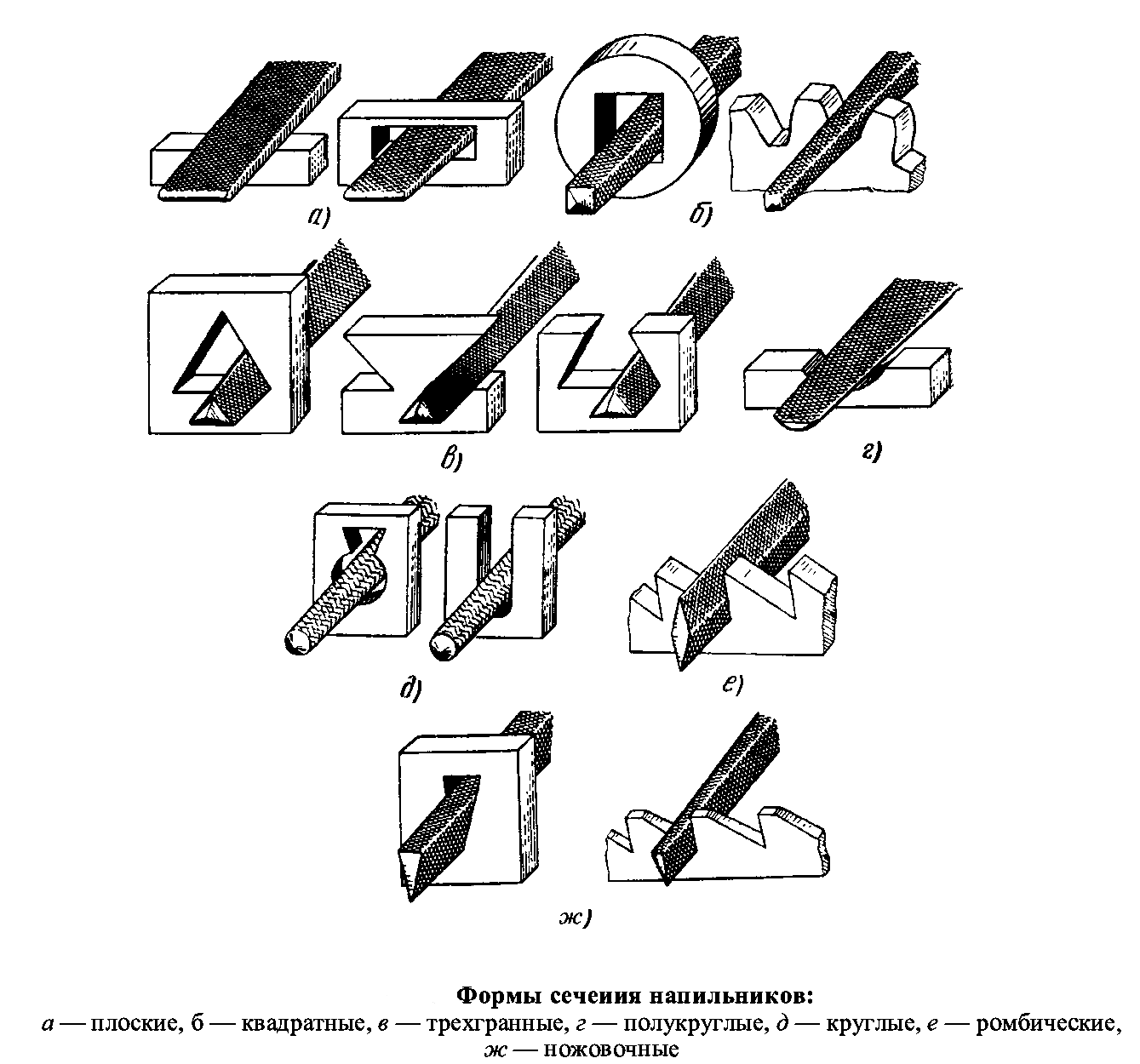
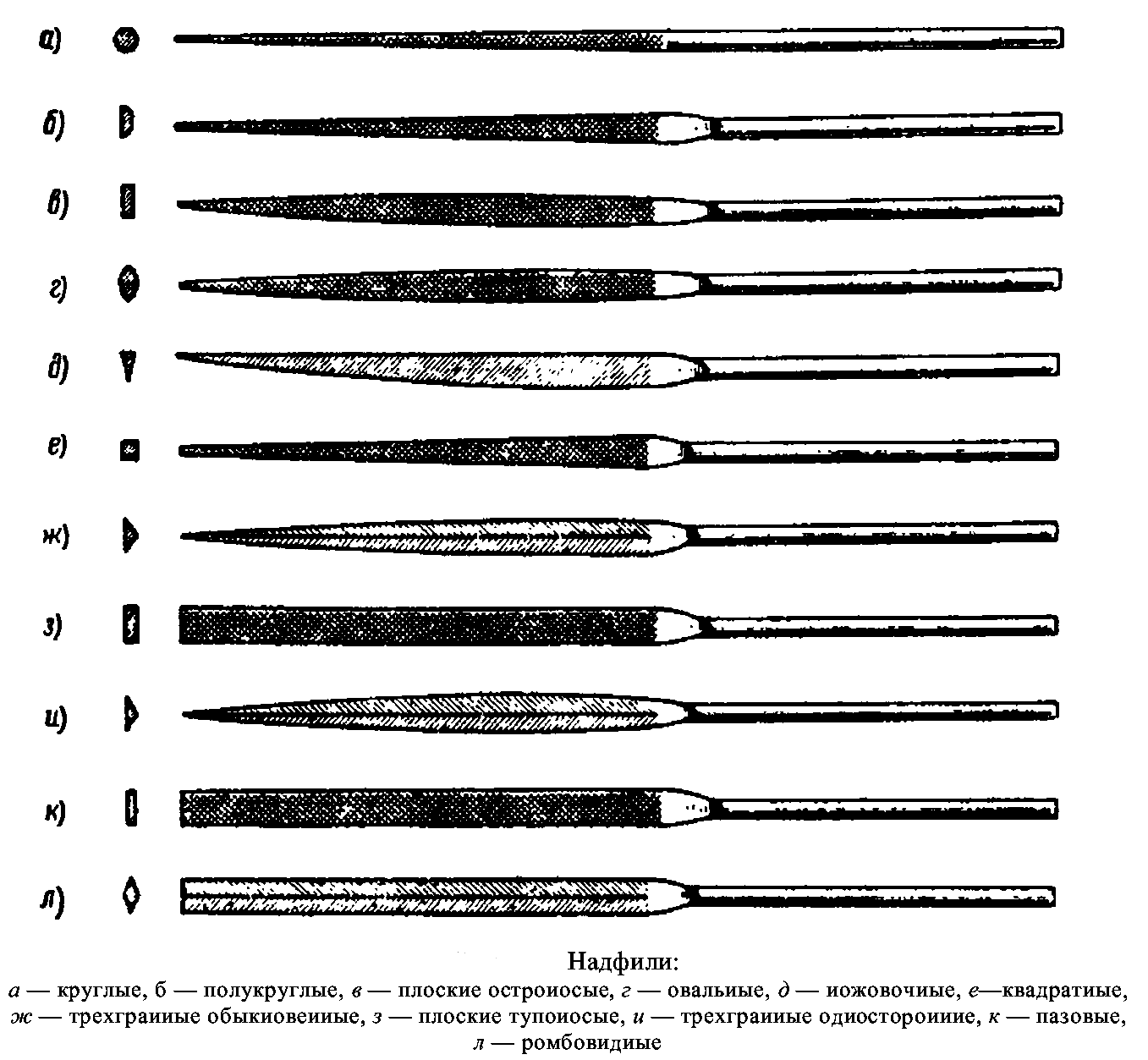
Напильники выпускают в основном длиной от 100 до 400 мм. По форме рабочей части напильники делятся на плоские, квадратные, трехгранные, круглые, полукруглые, ромбовидные и ножевидные.
Небольшие напильники (толщиной или диаметром 2. 3 мм) с мелкой насечкой называют надфилями (приложение 664). Их применяют для обработки в труднодоступных местах: мелких отверстий, в углах и др.
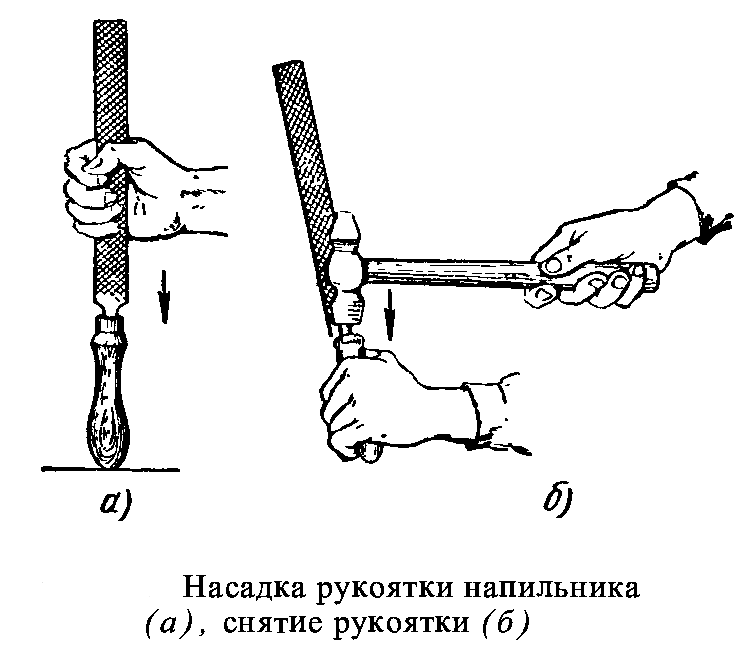
Изготавливают напильники из инструментальной стали. Ручки напильников обычно делают из древесины (березы, клена и др.). Для предохранения ручки от раскалывания на ее конец насаживают стальное кольцо.
3. Приемы опиливания.
(Учитель сопровождает рассказ показом приемов опиливания.) Для выполнения опиливания заготовку закрепляют в тисках. Чтобы предохранить заготовку от вмятин при зажиме, на губки тисков надевают нагубники из мягкого материала. Закрепляют заготовку так, чтобы опиливаемая поверхность выступала над уровнем губок тисков на 8. 10 мм. В зависимости от того, какой вид опиливания будет выполняться - черновое, чистовое или отделочное, подбирается соответствующий напильник: драчовый, личной или бархатный. При выборе напильника надо также учесть, что длина рабочей части должна быть больше размеров обрабатываемой поверхности в направлении опиливания. Длина напильника должна быть такой, чтобы можно было совершать рабочие движения опиливания.
Готовясь к работе, встают вполоборота к тискам, левую ногу ставят на полшага вперед и влево. Высота тисков должна быть такой, чтобы при наложении напильника правой рукой на губки тисков в локтевом сгибе образовался прямой угол. Важное значение имеет правильная хватка инструмента. При опиливании напильник берут правой рукой за ручку, при этом закругленный конец ее должен упираться в ладонь, большой палец располагается сверху и вдоль ручки, а остальные пальцы охватывают ручку напильника снизу. Ладонь левой руки накладывают почти поперек напильника на расстоянии 20. 30 мм от края его носка.
Чтобы напильник срезал стружку, его нужно при движении прижимать к обрабатываемой поверхности обеими руками. При этом усилия нажима на напильник правой и левой рукой должны быть различными. При движении напильника вперед (рабочий ход) постепенно увеличивают вначале небольшой нажим на ручку правой рукой и одновременно уменьшают сильный вначале нажим левой руки на носок напильника. Движение напильника назад (холостой ход) осуществляют без нажима.
Наиболее рациональной скоростью трудовых движений или темпом опиливания считается 40-60 двойных (рабочий и холостой) ходов в минуту.
Для обработки узких плоскостей на тонких деталях применяют поперечное и продольное опиливание. При поперечном опиливании за один проход напильника снимается больший, чем при продольном, слой металла. Однако положение напильника неустойчивое и трудно получить ровную плоскость.
Опиливание широких поверхностей ведут перекрестным способом. При рабочем ходе напильника его зубья срезают небольшие слои металла и оставляют на поверхности заготовки сетку — следы в виде перекрещивающихся рисок. Там, где ровность поверхности нарушена, эта сетка не образуется.
Получают ровную плоскую поверхность детали также с помощью кругового опиливания. Этот способ применяют обычно в тех случаях, когда нужно удалить с поверхности отдельные выпуклости.
При опиливании параллельных плоскостей сначала обрабатывают окончательно одну плоскость, которую принимают за базовую. Затем размечают положение другой плоскости.
Опиливание плоскостей, расположенных под прямым углом друг к другу, также начинают с обработки базовой плоскости. Опилив ее и проверив качество поверхности, опиливают расположенную под углом поверхность.
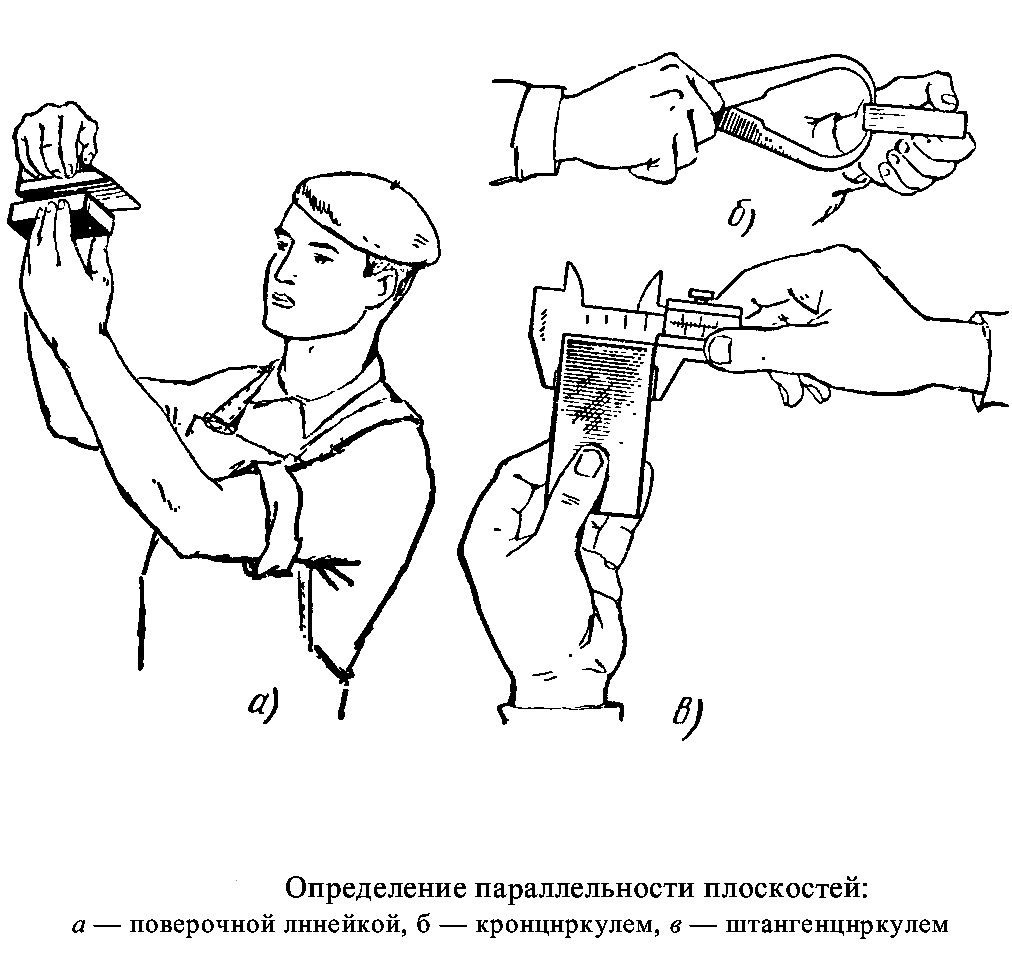
Качество опиливания плоских поверхностей проверяют на просвет с помощью проверочной или обычной линейки, прикладывая ее вдоль, поперек и с угла на угол обработанной поверхности. Просвет везде должен быть одинаковым. Качество опиливания плоскостей, расположенных под прямым углом друг к другу, проверяют угольником, плотно прижимая колодку угольника к базовой поверхности и проводя перо к проверяемой стороне. В случае опиливания параллельных плоских поверхностей точность получаемого размера между этими плоскостями и их параллельность контролируют штангенциркулем. Измерения выполняют в нескольких местах.
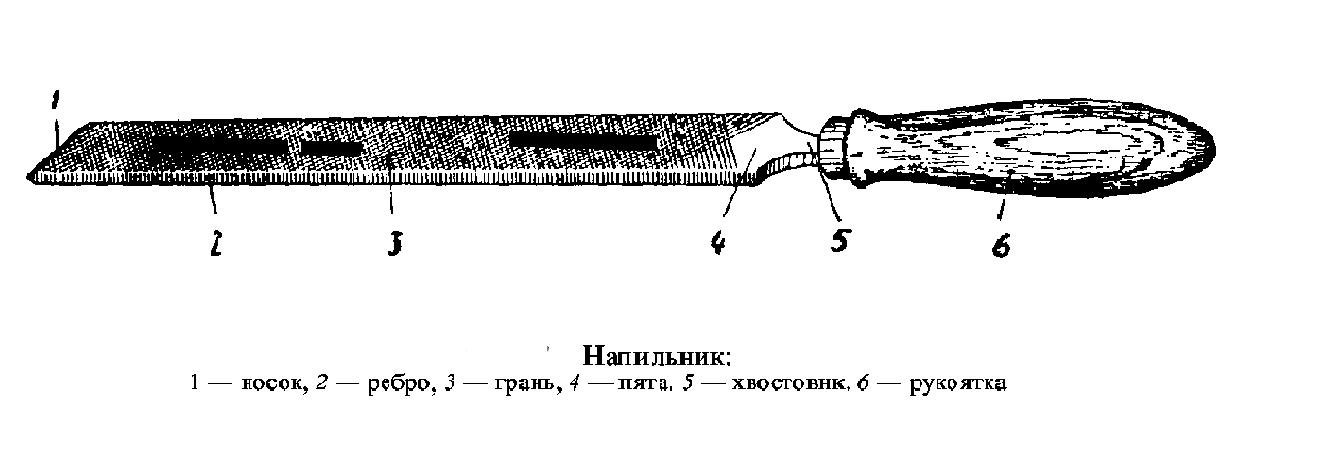
Общее устройство напильника

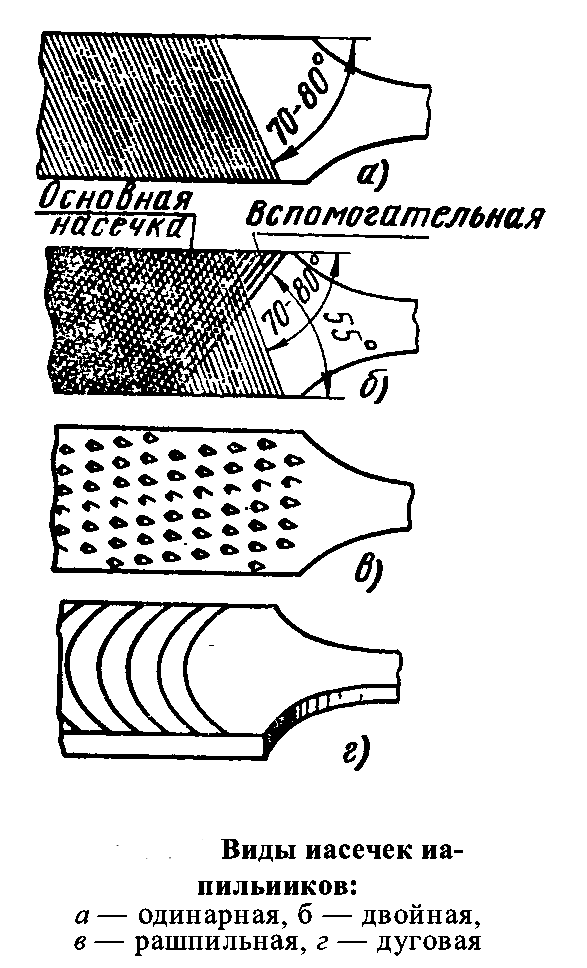
Виды насечек:
Одинарная (простая) – опиливание мягких металлов и неметаллических материалов.
Двойная (перекрестная) – опиливание чугуна, стали и других твердых материалов.
Рашпильная – грубая обработка древесины, кожи и других мягких материалов Дуговая - для мягких материалов (медь ,алюминий)
3)Классификация и виды напильников.
Классификация напильников:
Драчевые напильники – применяются для грубой обработки металлической поверхности, обычно снимают 05-1,0 мм. металла.
Личные напильники – применимы для окончательной точной обработки и получения чистой, не зазубренной поверхности. Точность 0,02 мм.
Брусовки - используют чтобы снимать толстые слои металла.
Надфили – самые точные и маленькие напильники, применяются в основном для мелкой работы и доведения заготовки до конечного результата.
Виды напильников:
1. Круглый напильник – обработка круглых, овальных и вогнутых поверхностей;
2.Полукруглые напильники – имеет две стороны, плоскую и круглую, одной стороной обрабатывает плоскости, другой вогнутые и полукруглые поверхности;
3.Трехгранные напильники – обработка поверхностей и отверстий, недоступных для плоских напильников;
4. Квадратные напильники – обработка узких прямых поверхностей, недоступных для плоских напильников;
5. Плоские напильники с овальными ребрами – служат для обработки различных видов закруглений;
6. Надфили – применяются для проведения точных и мелких работ, обработке мелких поверхностей и прорезей.
4)Техника и приемы опиливания.
Большое значение при опиливании металла имеют рабочая поза (положение корпуса и ног работающего), держание (хватка) инструмента и координация усилий рук.
Корпус держите прямо и с поворотом на пол-оборота к оси тисков. Левую ногу отставьте на полшага вперед и влево, а правую отнесите назад так, чтобы угол между осями ступней был примерно равным 60 - 70 о . Правая рука в локтевом изгибе образует в исходном положении угол 90 о .
Правой рукой возьмите напильник так, чтобы ручка упиралась в ладонь, четыре пальца обхватывали ее снизу, а большой палец находился сверху. Ладонь левой руки наложите на носок напильника на расстоянии 20…30 мм от его края.

Закрепление нового материала. Физкультминутка.
1. Какие напильники мы знаем?
2. Какие напильники нужны для вогнутых поверхностей?
3. Техника безопасности при опиливании?
III . Практическая часть.
Практическая работа «Опиливание металла».
1. Организация рабочего места.
Учащиеся выполняют задание каждый на своем рабочем месте. Для выполнения работы понадобятся верстак, тиски, напильники, слесарные угольники, линейки, заготовки.
2. Вводный инструктаж. Задание:
1) выправьте вырубленные заготовки (объект труда подбирается с учетом разработанной ранее технологической карты изделия из сортового проката);
2) опилите наружные поверхности заготовок;
3) проверьте при помощи линейки и слесарного угольника качество полученных поверхностей.
Правила техники безопасности.
1) Заготовка должна быть надежно закреплена в тисках.
2) Ручка напильника должна быть исправной, без трещин и прочно насажена на хвостовик напильника.
3) При рабочем ходе напильника не допускаются удары ручки о заготовку.
4) Нельзя охватывать носок напильника левой рукой. Особенно это опасно при обратном ходе напильника и может привести к травме.
5) Нельзя сдувать опилки или удалять их голыми руками. Для уборки верстака использовать щетку.
6) Соблюдать правила хранения напильников: хранить на подкладках из мягких материалов; оберегать от попадания воды, масла и наждачной пыли; предохранять от ударов, повреждающих зубья напильника; очищать напильники проволочной щеткой.
3. Текущий инструктаж.
Самостоятельное выполнение учащимися задания. Текущие наблюдения учителя, контроль за соблюдением правил техники безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности выполнения заданий.
Возможные ошибки и их причины:
1) неровности опиленных поверхностей и «завалы» краев заготовки возникают тогда, когда не соблюдаются усилия нажима на напильник левой и правой рукой, то есть от неумения пользоваться рабочим инструментом;
2) вмятины и повреждения необрабатываемых поверхностей заготовки происходят из-за сильного ее зажима в тисках без предохранительных губок;
3) неточность размеров опиленной поверхности - это, как правило, результат неточности измерений, неисправности измерительного инструмента;
4) задиры и грубые царапины на обрабатываемой поверхности возникают из-за работы тупым, забитым опилками напильником.
4. Заключительный инструктаж.
Оценка результатов работы учащихся, выбор лучших работ; разбор допущенных ошибок и анализ причин, их вызвавших; разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.
Законодательная база Российской Федерации

"ТИПОВАЯ ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА ДЛЯ СТАНОЧНИКА ШИРОКОГО ПРОФИЛЯ, ТОКАРЯ, ФРЕЗЕРОВЩИКА, ШЛИФОВЩИКА, ПОЛИРОВЩИКА, ЗУБОРЕЗЧИКА, ЗАТОЧНИКА. ТОИ Р-31-204-97" (утв. Приказом Минтранса РФ от 15.09.97 N 105)
IX. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ РАСПИЛОВКЕ И РЕЗКЕ МЕТАЛЛА
9.1. Работать на станках-пилах разрешается, если режущий инструмент (пильный диск, ленточная пила) укрыт сплошным металлическим кожухом с регулированием величины раскрытия части (зоны) пилы соответственно размеру и профилю разрезаемого металла и имеются экраны, защищающие работающего от стружки, отлетающей из зоны резания.
9.2. Подачу материала при его резании на станках ленточными и дисковыми пилами разрешается осуществлять только с помощью специальных приспособлений, обеспечивающих устойчивое положение разрезаемого материала и устраняющих возможность повреждения рук рабочего.
9.3. Кривошипно-шатунные ножницы с наклонным ножом для резки листового материала должны иметь исправные:
(01) приспособления для укладки разрезаемых листов (столы, рольганги), установленные на уровне неподвижного ножа;
(02) направляющие и предохранительные линейки, позволяющие работающему видеть линию (место) реза;
(03) упоры для ограничения подачи разрезаемого листа, регулирование которых должно быть механизировано и осуществляться с рабочего места резчика;
(04) механические и гидравлические прижимы для фиксации разрезаемого материала;
(05) предохранительные устройства, сблокированные с пусковыми механизмами, исключающие возможность попадания пальцев работающих под ножи и прижимы.
9.4. Кривошипно-шатунные листовые ножницы с наклонным ножом должны быть оборудованы запирающимися разъединительными устройствами для отключения электродвигателя с целью исключения возможности пуска ножниц во время перерыва в работе. Пусковые педали ножниц должны иметь ограждения, исключающие возможность их случайного включения.
9.5. Многодисковые ножницы в зонах разматывающего и приемного устройства должны иметь защитные ограждения.
9.6. Ручные рычажные ножницы должны быть надежно закреплены на специальных стойках, верстаках, столах.
9.7. Эксплуатация ножниц не допускается при наличии вмятины, выщербины, трещины в любой части ножа, затупления режущей кромки, а также при наличии зазоров между режущими кромками выше допустимой величины. Зазор между ножами ножниц должен быть не более 0,05 толщины разрезаемого листового материала.
9.8. При работе на отрезных станках необходимо проверить действие автоблокировки пуска и подачи пилы с зажимом заготовки, исправность диска пилы и надежность ее крепления, затем прочно закрепить заготовку. Диск пилы должен подводиться к заготовке плавно, без ударов.
9.9. В случае обнаружения выкрошенных зубьев или при затуплении диска необходимо остановить станок.
9.10. Работающие на рубке металла должны пользоваться защитными очками. Для предупреждения несчастных случаев с другими лицами у мест проведения работ должны устанавливаться защитные ширмы (экраны).
9.11. Обрезанные заготовки и отходы должны отводиться непосредственно в тарные ящики или тележки при помощи рольгангов, желобов и других приспособлений.
9.12. При работах по распиловке и резке металлов запрещается:
(01) применять дисковые пилы с трещинами на диске или зубьях, с поломанными зубьями или выпавшими пластинками из твердого сплава или быстрорежущей стали;
(02) разрезать гильотинными ножницами узкие полоски, которые не могут быть закреплены прижимами;
(03) стоять в плоскости вращения диска во время работы станка;
(04) поддерживать руками отрезаемый конец заготовки или удержать в руках разрезаемые листы;
(05) закреплять заготовку на отрезном станке во время вращения диска;
(06) применять роликовые ножи диаметром менее тридцатикратной толщины разрезаемого материала;
(07) выталкивать стружку на ходу из сегментов диска;
(08) допускать разбрызгивание на пол масла и охлаждающей жидкости;
(09) исправлять во время вращения диска положения трубки охлаждающей системы.
Тема 6: «Опиливание металла»
Опиливанием называется слесарная операция, при которой снимают тонкие слои материала с поверхности заготовки с помощью напильника.
Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и малую шероховатость обрабатываемой поверхности заготовки (детали).Материалом для напильников всех видов является углеродистая инструментальная сталь, начиная с марок У7 или У7А и кончая марками У13 или У13А.
Опиливанием придают детали требуемую форму и размеры, пригоняют детали друг к другу при сборке и выполняют другие работы. С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия различной формы, поверхности, расположенные под разными углами ,и т. д.
Для того чтобы удобнее держать напильники при работе, на его хвостовик насаживают деревянную ручку (рукоятку), изготовленную из клена, ясеня, березы, липы или прессованной бумаги; последние лучше, так как не раскалываются.
Припуски на опиливание оставляют небольшие — от 0,5 до 0,025 мм. Погрешность при обработке может быть от 0,2 до 0,05 мм и в отдельных случаях — до 0,005 мм.
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка). Насечка образует мелкие и остро-заточенные зубья, имеющие в сечении форму клина. Для напильников с насеченным зубом угол заострения обычно равен 70°, передний угол (у) — до 16°, задний угол (а) — от 32 до 40°.
В зависимости от величины насечек и шага между ними, все напильники делятся на шесть номеров:
Для точных специальных работ применяются напильники с очень мелкой насечкой – надфили. С их помощью выполняют лекальные, граверные, ювелирные работы, зачистку в труднодоступных местах матриц, мелких отверстий, профильных участков изделия и т. п.
Качество опиливания контролируют самыми различными инструментами. Правильность опиливаемой плоскости проверяют поверочной линейкой «на просвет». Если плоская поверхность должна быть опилена особенно точно, ее проверяют с помощью поверочной плиты «на краску». В том случае, если плоскость должна быть опилена под определенным углом к другой смежной плоскости, контроль осуществляется с помощью угольника или угломера. Для проверки параллельности двух плоскостей пользуются штангенциркулем или кронциркулем.
Слесарные угольники
Расстояние между параллельными плоскостями в любом месте должно быть одинаковым.
Контроль криволинейных обрабатываемых поверхностей производят по линиям разметки или с помощью специальных шаблонов.
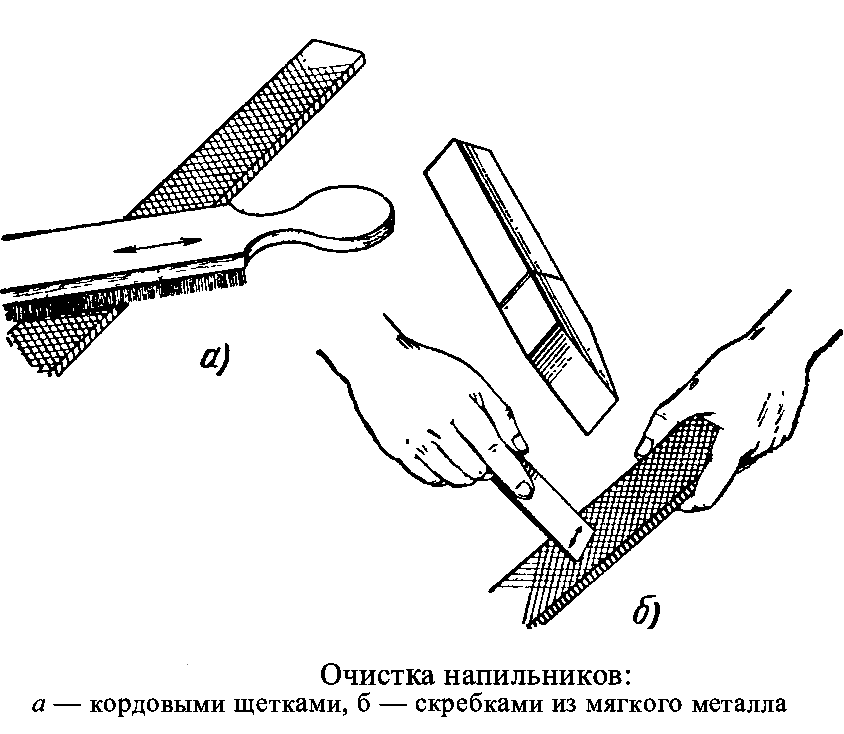
Напильник — очень хрупкий инструмент и быстро портится, если с ним небрежно обращаются. Одним из основных условий при работе напильником является надлежащий уход за ним. Мельчайшие стружки (опилки), срезаемые зубьями напильника, застревают в углублениях, вследствие чего напильник начинает скользить по обрабатываемой поверхности и перестает снимать стружку, как говорят «не берет». Чтобы восстановить его работоспособность, необходимо удалить все застрявшие частицы металла, т. е. очистить зубья напильника.
Для очистки драчевых напильников с крупной насечкой применяют специально заостренную лопатку из мягкого железа, а для очистки личных и бархатных напильников — жесткие щетки из стальной проволоки. Очистку ведут только в направлении верхней насечки, так как в противном случае происходит затупление зубьев напильника в результате воздействия на них твердой проволочной щетки.
Техника безопасности при опиливании металла:
1.Проверить исправность ручек, насаженных на напильниках; не допускается пользование напильником без ручек, с плохо насаженными или треснувшими и расколотыми ручками. 2. Необходимо правильно насаживать ручку, чтобы избежать ранения ладони хвостовиком напильника.
3. Занимать правильное рабочее положение за тисками при опиливании.
4. Следить за правильной хваткой напильника. Пальцы левой руки должны быть полусогнуты, а не поджаты, иначе при обратном ходе напильника их можно легко поранить об острые края1 опиливаемых изделий.
5. Металлическую стружку и опилки с поверхности изделия или тисков нельзя удалять руками или сдувать ртом. При выдувании опилок ртом можно легко засорить глаза, загрязнить волосы. Опилки и стружки следует сметать волосяной щеткой.
6. При опиливании изделий, особенно из чугуна, рекомендуется прикрывать голову от металлической пыли и опилок; удобно работать, например, в беретах. Девочкам обязательно надевать косынки, так как в длинные волосы легче забивается стружка.
Улучшение условий и повышение производительности труда при опиливании металла достигается путем применения механизированных (электрических и пневматических) напильников.
Методическая разработка "Инструкции по безопасной работе в слесарной мастерской"
Слесарь – жестянщик обязан хорошо изучить и в процессе опиливания выполнять правила техники безопасности, содержащие следующие положения:
1. Запрещается работать на неисправных тисках, непрочно закрепленных на верстаке.
2. Верстаки должны быть надежно закреплены на полу.
3. Напильники должны иметь хорошо насаженную деревянную ручку с металлическим обжимным кольцом. Работать напильниками без ручек строго запрещается.
4. Запрещается пользоваться напильниками с треснувшими или расколотыми ручками.
5. При опиливании деталей с острыми кромками нужно быть очень внимательным, чтобы не поранить пальцы и кисти рук, нельзя поджимать пальцы левой руки под напильник при его обратном движении.
6. Нельзя удалять руками металлическую стружку с поверхности изделия или тисков.
7. Запрещается сдувать стружку сжатым воздухом, так как в этом случае стружка и металлическая пыль могут попасть в глаза не только работающему, но и товарищам, находящимся поблизости. Стружку удалять следует специальными щетками (сметками).
8. Укладывать инструмент в инструментальный ящик нужно так, чтобы острые концы его были направлены в сторону внутренней стенки ящика.
9. Тиски по высоте должны быть установлены в соответствии с ростом рабочего.
ИНСТРУКЦИЯ № 1
Правила техники безопасности при рубке металла
1. Инструмент должен располагаться по обе стороны от тисков: зубило, крейцмейселъ - слева, молоток - справа, режущий инструмент - лезвием к учащимся, молоток кладется так, чтобы боек был у тисков. Проверочный инструмент помещается ближе к задней части верстака.
2. Режущий инструмент, молотки, рукоятки молотка должны быть без трещин, забоин, заусениц, молоток надежно закреплен на рукоятке.
3. В процессе рубки следует смотреть на лезвие зубила, а не на ударную часть.
4. Перед окончанием рубки сила удара уменьшается, иначе металл может отколоться, зубило выскользнет и ударит соседа.
5. При обработке хрупких материалов необходимо применять защитные сетки и работать в очках.
6. Листовой материал рубят в тисках по уровню губок.
7. Прутковый материал рубят на плите или наковальне,
8. По окончании рубки рабочее место убирают, верстак очищают волосяной щеткой.
ИНСТРУКЦИЯ № 2
Правила техники безопасности при клёпке
1. Правила техники безопасности при клёпке не отличаются от правил безопасной работы для остальных слесарных операций: не допускается работа плохо насаженным молотком, рукоятки молотков не должны иметь трещин, на обжимках, натяжках не должно быть трещин, сколов, выбоин, не следует сильно сжимать поддержку в руках.
ИНСТРУКЦИЯ № 3
Правила техники безопасности при опиливании металла
1. Нельзя работать напильником без ручек или с расколотыми ручками.
2. Ручки должны иметь полированную поверхность.
3. Не следует охватывать нос напильника снизу: при холостом ходе можно задеть за деталь и повредить руку.
4. При чрезмерном продвижении напильника вперед ручка может задеть за край детали, хвостик выйдет из ручки, что приведет к травме.
5. Стружку, образующуюся при опиливании. нельзя сбрасывать рукой и сдувать, иначе возможны ранения рук, засорение глаз. Стружка удаляется волосяными щетками.
6. Тиски должны быть хорошо закреплены на верстаках. Тиски должны по высоте соответствовать росту учащихся.
7. Во время работы на верстаке не должно быть ничего лишнего. Порядок и чистота на рабочем месте ускоряют и повышают качество работы.
8. По окончании работы тиски, верстаки тщательно убираются.
ИНСТРУКЦИЯ № 4
Правила техники безопасности при нарезании резьбы
1. Резьбонарезной инструмент необходимо правильно и аккуратно хранить. Метчики рекомендуется хранить в деревянных колодках с гнездами, куда их вставляют хвостиками. Плашки хранятся в футлярах или подвешиваются на специальных щитках.
2. После работы метчики и плашки должны начисто протираться и смазываться.
3. При малейшем затуплении резьбонарезного инструмента он отправляется на заточку.
4. При работе резьбонарезным инструментом необходимо быть внимательным, чтобы не ранить руку острыми режущими кромками.
5. При работе резьбонарезным инструментом на станках необходимо соблюдать правила безопасности на станках, для того чтобы получилась полная резьба, нужно, чтобы размер плашки или метчика соответствовал размеру резьбы, когда отверстие под резьбу имеет меньший размер, а стержень больший размер, чем требуется, при нарезании резьбы не будет пространства для выдавливания витков, а это может привести к срыву витков нарезаемой резьбы, поломки метчика, выкрашиванию режущих кромок.
6. Только при правильной эксплуатации и хранении инструмента будет обеспечена высокопроизводительная работа слесаря.
ИНСТРУКЦИЯ №5
Правила техники безопасности при разметке
1. При работе с чертилками нужна осторожность, чтобы не пораниться о ее острые концы.
2. После окончания работы следует надеть на чертилки защитные колпачки или устанавливать их в специальные места.
3. Устанавливать детали на плиты, верстаки, нужно надежно, иначе ири падении их можно получить травму. Работая кернером, нужно перед работой убедиться, что он исправен: боек не разбит, заостренная часть достаточно остра.
4. Кернер во время удара должен стоять перпендикулярно относительно заготовки.
5. Молоток должен быть с целой ручкой, без трещин и заусениц, боек должен быть не разбит.
6. На плите, где ведется разметка, не должно быть ничего лишнего.
7. Инструмент и вспомогательный материал следует располагать таким образом, чтобы то, что берут левой рукой, находилось слева, что правой - справа.
8. Инструмент, применяемый чаше, должен быть ближе.
9. Чертежи следует прикреплять к специальным подставкам.
ИНСТРУКЦИЯ № 6
Правила техники безопасности при работе на токарно-винторезном станке
1. Перед работой осмотреть станок, проверить исправность заземления и всех ограждений.
2. Не приступать к работе до получения инструктажа.
3. Надежно закреплять обрабатываемую деталь и режущий инструмент.
4. Перед включением электродвигателя установи нужную скорость обрабатываемой детали. Режущий инструмент отведи от детали.
5. Во время работы не оставлять станок без надзора.
6. При всяком прекращении работы останови станок, выключив
7. Останавливать станок необходимо при установке и снятии обрабатываемой детали, при смене режущего инструмента, чистке, смазке, а также при уборке стружки.
8. Не удалять стружку во время работы станка руками, а пользоваться спец. крючком и щеткой-скребком.
9. Соблюдать чистоту и порядок на рабочем месте.
10. Не измеряй деталь на ходу станка.
11. Не тормози руками вращающийся патрон.
12. О всех неисправностях станка сообщай учителю.
ИНСТРУКЦИЯ № 7
Правила техники безопасности при склеивании деталей из древесины и отделки поверхности изделия
1. Склеивание деталей надо производить только на подкладной доске.
2. При работе надо избегать попадание клея на кожу рук.
3. После работы надо тщательно вымыть руки и проветрить помещение.
4. После работы инструмент, которым производят зачистку неровностей на поверхности изделия, следует очистить от опилок.
5. Работать можно рашпилем с хорошо, прочно насаженной ручкой.
6. С красителями надо обращаться осторожно, нельзя допускать их попадания на кожу рук, тела, одежду.
7. По окончании работы надо тщательно вымыть руки с мылом.
8. Опилки и шлифовальную пыль с поверхности изделия надо удалять специальной щеткой.
ИНСТРУКЦИЯ № 8
Правда техники безопасности при работе столярной ножовкой
1. Перед распиливанием заготовки следует правильно установить ее на верстаке.
2. Работать пилой или ножовкой надо без рывков и изгибов полотна.
3. Нельзя направлять полотно пилы пальцем, используйте для этих целей деревянные бруски, специальные упоры.
4. Нельзя держать левую руку близко к полотну пилы.
5. Стружки со столярного верстака убирайте щеткой-сметкой.
ИНСТРУКЦИЯ № 9
Правила техники безопасности при работе на сверлильном станке
1. Проверить исправность станка.
2. Проверить станок на холостом ходу.
3. Проверить наличие и исправность спецодежды.
4. Надежно закрепить сверло в патроне.
5. Заготовку закрепляй в тиски.
6. При работе не наклоняй голову к станку.
7. Подачу осуществляй плавно, равномерно.
8. Работай исправным и хорошо заточенным инструментом.
9. По окончании выключи станок и произведи уборку его щеткой-сметкой. Сдувать опилки строго воспрещается.
ИНСТРУКЦИЯ № 10
Правила техники безопасности при работе на Н.Г.Ф. станке
1. Проверить исправность станка и станочного инструмента.
2. Проверить наличие и исправность спецодежды.
3. Проверить работу на холостом ходу.
4. Заготовку прочно закрепить в машинных тисках.
5. Иметь защитное ограждение (очки, экран).
6. Подачу осуществлять плавно, равномерно.
7. Обмер детали производить при полной остановке станка.
8. Передавать инструмент или что-либо через вращающиеся части станка строго запрещается.
9. Не наклоняйся близко к вращающейся фрезе.
10. По окончании выключи станок и произведи уборку его щеткой-сметкой. Сдувать очистки строго воспрещается.
11. Станок сдай дежурному, учителю.
ИНСТРУКЦИЯ № 11
Правила техники безопасности при резании ножницами по металлу
1. Инструмент должен быть исправен (плоскости ножниц не должны иметь зазор, если он есть, то следует подтянуть винт и зафиксировать его гайкой).
2. Проверить, прочно ли закреплена ручка ножниц в тисках.
3. Отрезаемую при резании ножницами заготовку из листового металла придерживайте рукой в перчатке (рукавице).
4. Мелкие стружки не сдувайте и не смахивайте руками, отходы сложите в специальный ящик.
5. Не прикасайтесь пальцами к острым краям заготовки.
ИНСТРУКЦИЯ № 12
Правила техники безопасности при правке металла
1. Проверить исправность инструмента, молоток должен плотно насажан на ручку и расклинен, поверхность бойка молотка должна быть не отбитой.
2. Правку металла выполняй в специальном месте (правочные плиты, наковальни).
3. Заготовку при правке придерживают рукой в перчатке (рукавице).
ИНСТРУКЦИЯ № 13
Правила техники безопасности при электропаянии
1. Подготовьте и проверьте исправность инструмента, электропаяльника и приспособлений.
Особенно убедитесь в исправности ручки электропаяльника и проводов.
2. Проверьте надежность заземления рабочего стола и наличие вытяжки.
3. Используйте электропаяльник по назначению, не роняйте и не используйте его в качестве ударного инструмента.
4. Не касайтесь горячих мест руками, кладите нагретый электропаяльник на специальную подставку.
5. При пайке, лужении и работе с кислотами используйте резиновые перчатки и защитные очки.
6. Не оставляйте включенный электропаяльник без присмотра, при отключении не вынимайте вилку из штепсельной розетки рывком за провод.
ИНСТРУКЦИЯ № 14
Правила техники безопасности при резании ножовкой по металлу
1. Проверить исправность инструмента, (правильно ли закреплено полотно).
2. Надежно закрепить заготовку в тисках.
3. Пиление производить на всю длину полотна.
4. Пиление должно быть равномерным, прямолинейным.
5. По окончании работы убрать рабочее место (опилки не сдувать и не смахивать руками).
ПО ОХРАНЕ ТРУДА ПРИ ЭЛЕКТРОПАЯНИИ
1 . ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К работам по электропаянию допускаются лица прошедшие медицинский осмотр и инструктаж по охране труда.
К работам по электропаянию допускаются учащиеся 5-го класса.
1.2 Опасные производственные факторы:
- ожоги горячим электропаяльником или брызгами расплавленного припоя;
- отравления, повреждения глаз и кожи при работе с флюсами и оловянно-свинцовым припоем;
- поражение электрическим током при неисправности электропаяльника.
1.3. При выполнении работ по электропаянию используется специальная одежда: халат хлопчатобумажный, берет, защитные очки.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ.
2.2. Подготовить и проверить исправность инструмента, приспособлений и электропаяльника, убедиться в целостности ручки электропаяльника и шнура электропитания.
2.3. Проверить надежность заземления рабочего стола.
2.4. Убедиться, что вблизи рабочего места нет легковоспламеняющихся материалов и горючих жидкостей.
2.5. Включить вытяжную вентиляцию.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ
3.1. Осторожно обращаться с электропаяльником, не ронять его и не ударять по нему какими-либо предметами, не использовать его в качестве ударного инструмента.
3.2. Не касаться горячих мест электропаяльника незащищенными руками, остерегаться припайке брызг расплавленного припоя.
3.3. При кратковременных перерывах в работе класть нагретый электропаяльник на специальную термостойкую подставку.
3.4. Не определять степень нагрева электропаяльника касанием нагретых его частей руками. 3.5. При пайке использовать в качестве флюса только канифоль, не использовать для этой цели кислоту.
3.6. Не оставлять без присмотра включенный в сеть электропаяльник.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ.
4.1. При неисправности электропаяльника, подводящего электрического шнура прекратить работу и сообщить об этом учителю
4.2. При возникновении пожара немедленно отключить электропаяльник от сети, эвакуировать учащихся и приступить к тушению очага возгорания первичными средствами пожаротушения.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ.
5.1. Отключить электропаяльник от сети и после его остывания убрать на место.
5.2. Привести в порядок рабочее место и выключить вытяжную вентиляцию
5.3. Снять спецодежду и тщательно вымыть руки с мылом .
ПО ОХРАНЕ ТРУДА ПРИ РАБОТЕ НА ТОКАРНОМ СТАНКЕ
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К работе на токарном станке по металлу допускаются лица, прошедшие медицинский осмотр и инструктаж по охране труда.
К работе на токарном станке по металлу допускаются учащиеся с 7-го класса.
- отсутствие ограждения приводных ремней, защитного кожуха патрона и защитного экрана;
- непрочное закрепление детали и инструмента;
- неисправности электрооборудования станка и заземления его корпуса.
1.3. При работе на токарном станке по металлу используется специальная одежда: халат хлопчатобумажный, берет, защитные очки. На полу около токарного станка должна быть деревянная решетка с диэлектрическим резиновым ковриком.
1.5. После окончания работы на токарном станке по металлу тщательно вымыть руки с мылом.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ
2.2. Проверить наличие и надежность крепления защитных ограждений и соединения защитного заземления с корпусом станка.
2.3. Разложить инструменты и заготовки в определенном установленном порядке на тумбочке или на особом приспособлении.
2.4. Прочно закрепить резец и обрабатываемую деталь, вынуть ключ из патрона и положить его на установленное место.
2.5. Проверить работу станка на холостом ходу.
3.1. Плавно подводить резец к обрабатываемой детали, не допускать увеличения сечения стружки.
3.2. Не наклонять голову близко к патрону, вращающейся детали или режущему инструменту.
3.3. Не передавать и не принимать какие-либо предметы через вращающиеся части станка.
3.4. Не измерять обрабатываемую деталь, не смазывать, не чистить и не убирать стружку до полной остановки станка.
3.5. Не облокачиваться и не опираться на станок, не класть на него инструмент или заготовки.
3.6. Не охлаждать режущий инструмент или обрабатываемую деталь с помощью тряпки или протирочных концов.
3.7. Не останавливать станок путем торможения патрона рукой.
3.8. Не поддерживать и не ловить рукой отрезаемую деталь.
3.9. Не оставлять работающий станок без присмотра.
4.1. При отключении тока в сети во время работы немедленно выключить пусковую кнопку.
4.2. При неисправности резца, его поломке или выкрашивании, а также неисправности заземления корпуса станка прекратить работу, отвести резец от обрабатываемой детали, выключить станок и сообщить об этом учителю (преподавателю, мастеру).
4.3. При загорании электрооборудования станка, немедленно выключить станок и приступить к тушению возгорания углекислотным, порошковым огнетушителем или песком.
4.4. При получении травм сообщить об этом учителю (преподавателю, мастеру), оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение.
5.1. Отвести резец от обрабатываемой детали и выключить станок.
5.2. Убрать стружку со станка при помощи крючка и щетки, не сдувать стружку ртом и не сметать ее рукой.
5.3. Протереть и смазать станок, промасленную ветошь убрать в металлический ящик с крышкой.
Правила безопасной работы при выполнении слесарной операции «Резка металла»
- не переводить ремень со ступени на ступень при работе ножовочного станка.
Контрольные вопросы
1. Почему ножовочное полотно после закрепления его в рамку ножовки всё время находится в натянутом положении?
2. Как держать ножовку правой и левой руками?
3. Какие правила необходимо соблюдать при резании металла?
4. Каковы причины поломки полотна ножовки? Как избежать поломок полотна?
Инструкционно-технологическая карта № 6
ОПИЛИВАНИЕ МЕТАЛЛА
Чугунные или стальные плитки (заготовки)
Заготовки молотков с квадратным бойком
Заготовки державок для резцов
Заготовки шаблонов для проверки углов заточки
Разные фасонные детали
Заготовки шаблонов с криволинейным профилем
Заготовки радиусных гаечных ключей
Различные производственные заготовки
Указания и пояснения
1. Подготовка рабочего места.

1. Разложить заготовки, инструменты и приспособления в порядке выполнения упражнений.
2. Установить высоту тисков по росту.
3. Зажать заготовку в тисках только усилием ручки.
2. Установка высоты тисков по росту.
1. При использовании параллельных тисков согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка.
3. Выбор напильника по профилю, по длине, по номеру и по номеру насечки.

1. Выбрать профиль напильника в зависимости от формы обрабатываемой заготовки (плоский, круглый, полукруглый, квадратный и т. п.).
2. Выбрать длину напильника (она должна быть больше обрабатываемой заготовки на 150 – 200 мм).
3. Выбрать напильник по номеру и по номеру насечки:
Напильник выбирается в зависимости от толщины снимаемого слоя металла и шероховатости поверхности заготовки.
4. Демонстрация рабочего положения при опиливании.


1. Стоять перед тисками прямо и устойчиво вполоборота к ним, под углом 45º к оси тисков.
2. Поставить ступни ног под углом 60–70º одна к другой; расстояние между пятками – 200–300 мм.
3. Установить высоту тисков по росту.
– в случае ослабления нажима правой рукой и усиления левой может произойти завал вперед (см. рисунок).
– при усилении нажима правой рукой и ослабления левой произойдет завал назад (см. рисунок)
5. Демонстрация рабочих движений и балансировки напильника.


1. Взять правой рукой конец ручки так, чтобы ее овальная головка упиралась в мякоть ладони.
2. Наложить большой палец вдоль оси, а остальными пальцами обхватить ручку, прижимая ее к ладони.
3. Наложить левую руку ладонью поперек напильника на расстоянии 20 – 30 мм от его конца. Пальцы слегка согнуть, но не свешивать. Локоть левой руки слегка приподнять.
4. Двигать напильником плавно, делая 40 – 60 движений в минуту, строго горизонтально обеими руками вперед и назад так, чтобы он касался обрабатываемой заготовки всей поверхностью.
Усилия правой и левой рук распределять следующим образом:
– нажимать на напильник только при его движении вперед;
– в начале рабочего хода (вперед) основной нажим выполнять левой рукой;
– в середине рабочего хода усилия нажима обеими руками должны быть одинаковы;
– в конце рабочего хода основной нажим выполнять правой рукой;
– корпус слегка наклонить в сторону тисков, упор делать на левую ногу.
6. Приемы и способы опиливания металла.
6.1. Опиливание параллельных поверхностей.
Опиливание с проверкой кронциркулем.

1. Опилить грань 1 заготовки под линейку с наведением продольного штриха (см. рисунок).
2. Опилить грань 2 (узкую) под линейку (обе узкие грани должны быть взаимно параллельны).
3. Освободить заготовку из тисков и проверить параллельность граней 1 и 2 кронциркулем:
- держать заготовку горизонтально, губки кронциркуля передвигать сверху вниз;
- там, где губки кронциркуля застревают, заготовка толще требуемого, там, где проходит легко, заготовка тоньше, если кронциркуль проходит с легким трением по всем четырем углам, стороны параллельны.
Опиливание с проверкой штангенциркулем.
1. Опилить базовую поверхность с наведением на ней продольного штриха.
2. Проверить плоскостность линейкой.
3. Опилить вторую поверхность (параллельную базовой), выдерживая заданный размер.
4. Проверить параллельность сторон штангенциркулем:
- освободить заготовку из тисков;
- производить замеры в двух-трех местах, не допуская перекоса губок штангенциркуля.
6.2. Опиливание широких поверхностей.
Опиливание продольными штрихами.
1. Встать справа от тисков, правым боком к верстаку.
2. Повернуть корпус на 45º вправо от линии движения напильника.
3. Соблюдать балансировку напильника.
Опиливание поперечными штрихами.
1. Закрепить заготовку на 5-8 мм выше губок тисков.
2. Соблюдать балансировку напильника.
3. Добиваться получения прямого угла между обрабатываемой и прилегающими гранями.
4. Не допускать завалов.
Опиливание перекрестным штрихом.

1. При опиливании соблюдать требования изложенные выше.
2. Переносить движение напильника попеременно с угла на угол.
3. Опилить плоскость слева направо, а затем справа налево путем поворота тисков под углом 30-40º. Выдерживать движение напильника по диагонали.
4. Изменить рабочую позу и положение напильника и перейти к опиливанию по второму диагональному направлению.
Проверка плоскости после опиливания.

1. Освободить заготовку из тисков.
2. Поставить линейку лезвием перпендикулярно проверяемой поверхности (линейку переставлять, отнимая от поверхности плитка).
3. Повернуться к источнику света, поднять заготовку на уровень глаз и поставить линейку перпендикулярно проверяемой поверхности.
4. Проверить опиленную поверхность вдоль, поперек и по диагонали с угла на угол.
5. Проконтролировать качество обработки (если просвет равномерный - поверхность опилена правильно).
6.3. Опиливание поверхностей, расположенных под углом.
Опиливание поверхностей под внешним углом 90º.


1. Разметить и проверить правильность разметки заготовки.
2. Зажать заготовку горизонтально (обрабатываемой поверхностью 1 вверх) в тисках с нагубниками так, чтобы обрабатываемая поверхность выступала выше уровня губок тисков на 8 – 10 мм.
3. Опилить поверхность 1 драчевым напильником перекрестным штрихом.
4. Проверить прямолинейность поверхностей линейкой, а перпендикулярность их базовой поверхности – поверочным угольником.
5. Опилить поверхность начисто по разметке личным напильником.
6. Проверить правильность опиливания линейкой и угольником до точной подгонки к базовой поверхности под угол 90º.
7. В таком же порядке опилить в размер и под угол 90º сторону 2.
8. Провести проверку опиленных поверхностей угольником «на просвет» в нескольких местах на уровне глаз.
Опиливание поверхностей под внутренним углом 90º.
Рис. № 1. Рис. № 2.

Рис. № 3.
 |
Рис. № 4.
Рис. № 5. Рис. № 6.
1. Проверить правильность разметки.
2. Опилить перекрестным штрихом последовательно широкие поверхности 1 и 2 сначала плоским драчевым, а затем личным напильником (см. рисунок № 3).
3. Проверить плоскостность, параллельность и толщину опиленной поверхности.
4. Зажать угольник в тисках с нагубниками и опиливать наружное ребро 3до получения прямого угла между ним и широкими поверхностями 1и 2.
5. Опилить в такой же последовательности ребро 8, проверяя его угольником относительно ребра 3.
6. Просверлить в вершине внутреннего угла отверстие диаметром 3 мм и сделать прорезь к нему шириной 1 мм для выхода инструмента.
7. Опилить последовательно внутренние ребра 5, 6,выдерживая параллельность ребра 5 ребру 3,а ребра 6 –ребру 8 и добиваясь, чтобы внутренний угол между ребрами 5, 6 и наружный угол между ребрами 3, 8были прямыми (см. рисунок № 4).
8. Опилить последовательно торцы 4и 7, выдерживая размеры по чертежу и угол 90º по отношению к ребрам.
9. Снять заусеницы с ребер.
10.Провести контроль на просвет на уровне глаз 2 – 3 раза (при правильном опиливании световой зазор должен быть узким и равномерным, см. рисунок № 5 и № 6).
6.4. Опиливание криволинейных поверхностей.
Опиливание цилиндрического стержня.


1. Разметить стержень и провести на его торце окружности заданного диаметра; нанести разметочную риску вокруг цилиндра.
2. Закрепить заготовку в тисках горизонтально так, чтобы ее конец выступал от края губок немного более длины обрабатываемого стержня.
3. Опилить заготовку:
- при движении напильником вперед (рабочий ход) правая рука с ручкой напильника опускается вниз, а передняя часть (носок) напильника левой рукой поднимается вверх.
- при движении напильника назад (холостой ход) правая рука с напильником поднимается, а левая с концом напильника опускается (см. рисунок).
4. Чередовать при опиливании перемещение в тисках заготовки: поворачивать ее на ¼ - 1 оборот так, чтобы необработанная поверхность находилась в сфере работы напильника:
- опилить цилиндрический стержень на квадрат;
- опилить у квадрата углы для получения восьмигранника;
- опилить восьмигранник до получения шестнадцатигранника;
- опилить до получения цилиндрического стержня.
5. Опилить окончательно цилиндрическую поверхность плоским напильником с насечкой № 2.
6. Проверить диаметр стержня в нескольких местах штангенциркулем, а цилиндрическую поверхность сверху – радиусомером.
Опиливание выпуклых поверхностей.

1. Разметить заготовку по чертежу.
2. Отрезать ножовкой углы заготовки.
3. Опилить драчевым напильником слой металла, не доходя до разметочной риски на 0,8 – 1,0 мм.
4. Опилить личным напильником окончательно по риске.
Опиливание вогнутых поверхностей.

1. Разметить контур заготовки по чертежу.
2. Удалить большую часть металла вырезанием ножовкой, придав вырезу форму треугольника, или высверливанием (см. рисунок).
3. Опилить грани или выступы полукруглым или круглым напильником с насечкой № 1, не доходя до риски разметки 0,3 – 0,5 мм.
4. Опилить окончательно личным напильником.
5. Проверить качество по шаблону «на просвет», а перпендикулярность поверхности – угольником.
6.5. Опиливание по разметке и заданным размерам в приспособлениях.
Опиливание в плоскопараллельных наметках.

1. Нанести разметку всего контура по чертежу.
2. Установить наметку 4в тисках так, чтобы она легла выступом 1на неподвижную губку (см. рисунок).
3. Обрабатываемую заготовку 2расположить между подвижной губкой тисков и плоскостью 3наметки.
4. Зажать тиски и совместить разметочную риску с верхней кромкой наметки (использовать молоток массой 100 гр.).
5. Зажать окончательно наметку с заготовкой.
6. Опилить предварительно драчевым напильником выступающие части заготовки (соблюдать параллельность движения; припуск – 0,3 – 0,5 мм).
7. Опилить окончательно заготовку начисто личным напильником заподлицо с рабочей поверхностью приспособления.
Опиливание в металлической рамке.

2. Вставить обрабатываемую заготовку 6в рамку 5и слегка зажать винтами 7 (см. рисунок).
3. Добиться совпадения риски на заготовке с внутренним ребром рамки.
4. Закрепить окончательно винты 7.
5. Установить рамку с заготовкой в тиски.
6. Опилить заготовку предварительно драчевым напильником (припуск – 0,3 – 0,5 мм).
7. Опилить заготовку окончательно личным напильником до плоскости рамки.
8. Вынуть рамку из тисков.
9. Освободить винты, вынуть заготовку.
Опиливание в универсальной наметке.


2. Установить в тиски раздвижную рамку 8, 9(см. рисунок), которая должна упираться в губки тисков двумя парами штырей 10.
3. Совместить разметочную линию с верхней плоскостью рамки.
4. Зажать заготовку с рамкой в тисках (расстояние между направляющими планками должно быть больше, а между штифтами – меньше ширины губок тисков).
5. Опилить заготовку предварительно драчевым напильником (припуск – 0,2 – 0,3 мм).
6. Опилить заготовку окончательно личным напильником до поверхности рамки.
7. Вынуть рамку из тисков.
8. Снять заготовку.
Опиливание по кондуктору.

1. Точно установить заготовку 12в кондуктор 11 (см. рисунок).
2. Зажать кондуктор вместе с заготовкой в тисках.
3. Опилить выступающую часть заготовки до уровня рабочей поверхности кондуктора.
4. Освободить кондуктор из тисков и снять заготовку.
Правила безопасной работы при выполнении слесарной операции
«Опиливание металла»
- при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
- образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щёткой; строго запрещается сбрасывать стружку обнажёнными руками, сдувать её или удалять сжатым воздухом;
- при работе следует пользоваться только напильниками с прочно насаженными рукоятками;
- запрещается работать напильниками без рукояток или напильниками с треснутыми, расколотыми рукоятками.
1. Как правильно держать напильник?
2. Какие движения называются рабочим и холостым ходом напильника?
3. В каком темпе следует выполнять движения при опиливании?
4. В каких случаях опиливают плоскую поверхность: а) продольным штрихом? б) поперечным штрихом? в) перекрестным штрихом?
5. Как проверить качество опиливания плоской поверхности лекальной линейкой?
Читайте также: