Технология кислородной резки металла
Обновлено: 04.10.2024
Суть кислородной резки заключается в сгорании разрезаемого металла под воздействием струи кислорода и удалении из разреза шлаков, образованием которых неизбежно сопровождается этот процесс (рис. 95).
Рис. 95. Схема выполнения газовой резки: 1 – рез; 2 – газовая смесь; 3 – внутренний мундштук; 4 – наружный мундштук; 5 – струя режущего кислорода; 6 – грат (излишек металла)
Углеродистые, а также низколегированные стали режут с помощью исключительно чистого кислорода, а высоколегированные стали, чугун и сплавы меди, помимо кислорода, требуют применения специальных флюсов.
Резка осуществляется вручную или машинным способом. При этом необходимо обеспечить соблюдение определенных условий:
– температура плавления металла должна быть выше температуры, при которой он воспламеняется в кислороде. При нарушении этого условия металл будет расплавляться еще до того, как он начнет гореть в струе кислорода. Низко– и среднеуглеродистые стали удовлетворяют данному условию, поскольку имеют температуру плавления 1500 °C, а для горения в кислороде достаточно довести их до 1300–1350 °C. Повышенное содержание углерода в стали снижает температуру ее плавления и затрудняет резку. То же самое относится к сталям, в которых имеются такие трудно окисляющиеся легирующие элементы, как хром и никель;
– температура плавления шлаков должна быть ниже температуры горения металла в кислороде. Кроме того, шлаки должны быть жидкотекучими и без проблем удаляться при воздействии на них давления режущей струи;
– в процессе сгорания металла выделяющейся теплоты должно быть достаточно для поддержания горения металла в кислороде;
– теплопроводность металла не должна быть чересчур высокой, чтобы не препятствовать поддержанию высокой температуры на кромке разреза.
Перечисленным условиям соответствуют стали, в которых содержание углерода не превышает 0,5 %, хрома – 5 %, марганца – 4 %. Что касается остальных примесей, они не оказывают существенного влияния на процесс резки.
До начала резки сталь нагревают до температуры ее воспламенения в кислороде. От общего количества тепла, необходимого для выполнения резки, приблизительно 54 % идет на доведение температуры стали до температуры воспламенения; 22 % – на нагрев шлака; 24 % – на покрытие потерь.
Для осуществления резки требуется кислород, причем максимально возможной чистоты, поскольку от этого зависит его расход: чем качественнее газ, тем меньше его потребуется. Как правило, для резки используют кислород чистотой 98,5-99,5 %. При снижении этого показателя даже на 1 % падает скорость резки и возрастает расход кислорода.
Кислородная резка бывает двух типов (рис. 96):
Рис. 96. Схема выполнения различных видов резки: а – разделительной; б – поверхностной
– разделительная, посредством которой вырезают различные заготовки, раскраивают листовой металл и осуществляют разделку кромок под сварку. Собственно процесс резки состоит в том, что материал вдоль линии предполагаемого реза доводят до температуры его воспламенения в кислороде. Металл сгорает в режущей струе, которая одновременно вытесняет из зоны разреза образующиеся оксиды.
– поверхностная. Для этого предназначаются специальные резаки, с помощью которых с металла снимают поверхностный слой. При небольшом угле наклона резака к металлу (15–20°) его поверхностный слой сгорает в кислородной струе, оставляя после себя углубление овального сечения. Для выполнения такой резки скорость истечения кислорода должна быть меньше, а скорость перемещения резака выше, чем при осуществлении разделительной резки. Этот вариант резки используют для удаления трещин, различных пороков сварных швов, литья и пр. Например, резак РАП-62 делает канавку шириной 6-20 мм и глубиной 2–6 мм со скоростью 1–6 пог. м/мин.
При резке изделие подогревается горючими газами – заменителями ацетилена. Обычно это природный, коксовый, нефтяной, пиролизный газ, пропан или пары керосина.
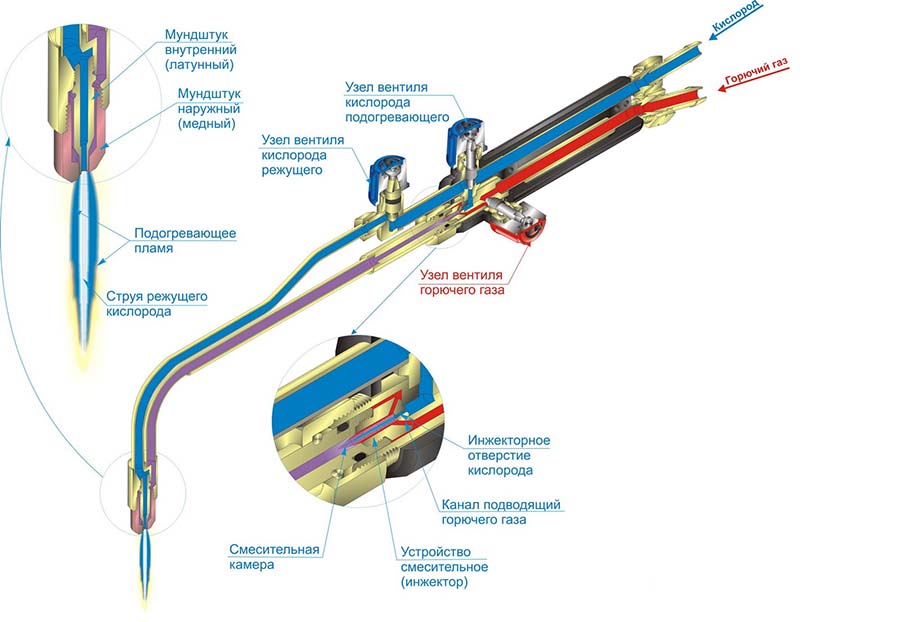
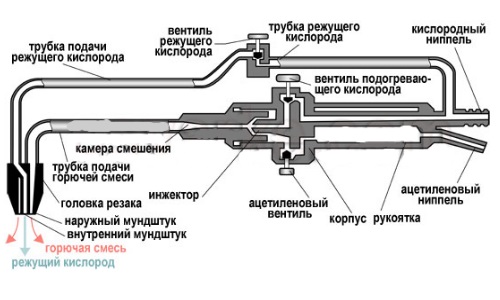
Резка невозможна без специального инструмента – универсального инжекторного резака (рис. 97), основные технические характеристики которого представлены в таб. 45.
Рис. 97. Схема устройства инжекторного резака: 1 – головка; 2 – трубка; 3, 4 – вентиль; 5 – кислородный ниппель; 6 – ацетиленовый ниппель; 7 – наружный мундштук; 8 – внутренний мундштук; 9 – инжектор; 10 – кислород; 11 – ацетилен; 12 – горючая смесь; 13 – режущий кислород
Таблица 45. ПАРАМЕТРЫ УНИВЕРСАЛЬНОГО РЕЗАКА
В отличие от инжекторной горелки в резаке имеется дополнительная трубка с вентилем, через которую подается режущий кислород.
Мундштуки резаков бывают двух типов (рис. 98):
Рис. 98. Схема устройства мундштуков для кислородной резки: а – щелевой; б – многосопловый; 1 – внутренний; 2 – наружный
– щелевыми, состоящими из наружного и внутреннего мундштуков, при смене которых можно регулировать расход газов и мощность подогревающего пламени. В промежуток между ними поступает смесь газов подогревающего металл пламени, а режущий кислород проходит по центральному каналу.
– многосопловыми, в которых выход отверстий подогревательного пламени не параллельный, а фокусируется в точке, которая находится примерно в 12 мм от торца. При этом пламя всех выходов ориентировано на одну зону, благодаря чему скорость резки возрастает.
Мундштук – самая главная деталь резака. Для качественной резки необходимо заботиться о герметичности соединений и не допускать прилипания к нему металлических брызг. В связи с этим лучшим материалом для изготовления мундштуков является бронза БрХ0,5. Наличие в ней хрома препятствует оседанию капель металла на поверхности мундштука.
При необходимости переходить от сварки к резке, что нередко требуется при монтажных или ремонтных работах, применяют вставные резаки. По своей конструкции они однотипны, основное отличие заключается в устройстве мундштуков. Вставные резаки подключают к стволу газовой горелки, предварительно сняв сменный наконечник. Вставной универсальный инжекторный резак РГС-70 массой 600 г используют для ручной раздельной резки стали толщиной от 3 до 70 мм.
Резаки бывают малой, средней, а также большой мощности, которые предназначаются для резки металла толщиной 3-100, 100–200 и 200–300 мм соответственно. Последние используют исключительно газы – заменители ацетилена, поскольку имеют большие проходные каналы для них. К каждому резаку прилагается набор мундштуков с номерами от 0 до 6.
При отсутствии горючего газа для кислородной резки применяют пары керосина, и такие устройства называются керосинорезами (рис. 99). В комплект к нему входит бачок для керосина, работающий по тому же принципу, что и садовый опрыскиватель.
Рис. 99. Устройство керосинореза РК-71: 1 – гайка крепления головки; 2 – асбестовая набивка; 3 – гайка; 4 – кожух-экран; 5 – трубка-испаритель; 6 – инжекторная трубка; 7 – вентиль
При работе с резаками необходимо соблюдать несколько правил:
1. Перед использованием резака, следует внимательно прочитать прилагающуюся инструкцию.
2. Проверить исправность инструмента, правильность подсоединения всех шлангов, инжекцию в каналах горючих газов и герметичность соединений (при необходимости подтянуть их).
3. Установить рабочее давление ацетилена и кислорода согласно инструкции.
4. Зажечь резак, для чего на четверть оборота открутить кислородный вентиль и создать разряжение в газовых каналах, после чего открыть вентиль подачи газа и зажечь горючую смесь.
5. Прогреть металл (он должен окраситься в соломенный цвет), открыть кислородный вентиль и выполнить рез.
6. В процессе работы надо поддерживать нормальное подогревающее пламя. Для охлаждения мундштука можно использовать воду, при этом следует закрыть только газовый вентиль (кислородный должен быть открыт).
7. Чтобы прекратить резку, надо перекрыть сначала вентиль горючего газа, а потом кислородный.
То, насколько качественным получится рез, зависит от положения резака. При резке стали толщиной 50 мм действуют следующим образом:
1. Разогревают кромку до температуры плавления, направив на нее подогревающее пламя горелки.
2. Держат мундштук строго под прямым углом к поверхности металла, чтобы подогревающее пламя, а потом и струя режущего кислорода были направлены вдоль вертикальной оси листа. Только прогрев металл, открывают кислородную струю.
3. Прорезав металл сначала на всю толщину, резак перемещают вдоль линии реза. При этом угол наклона устройства изменяют на 30° (10–15°, если режут сталь толщиной 100200 мм) в сторону, противоположную направлению движения, а скорость движения уменьшают.
Если требуется разрезать несколько листов, прибегают к пакетированию (рис. 100), уложив их таким образом, чтобы кромки располагались под углом.
Рис. 100. Газовая резка пакетированных листов стали
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
ТЕХНОЛОГИЯ И МАТЕРИАЛЫ
ТЕХНОЛОГИЯ И МАТЕРИАЛЫ Главное при пошиве бескаркасного предмета мебели — не нарушить технологию и правильно подобрать материалы.ТканьВнутренний чехол-капсулу, куда засыпается наполнитель, нужно делать из достаточно прочной и плотной ткани, желательно скользкой. Если
Технология строительства
Технология строительства При рационально организованном процессе возведение конструкции дома идет размеренно, быстро и без простоев. Оптимальная технологическая последовательность предполагает организацию и компоновку работ по их видам в соответствии с этапом
Технология дуговой резки
Технология дуговой резки Разработано и используется несколько способов резки металлов (стали, чугуна, цветных металлов) электрической дугой.1. Дуговая резка металлов осуществляется с помощью:1) металлического плавящегося электрода. Этот способ состоит в том, что металл
Технология применения затирки
Технология применения затирки Еще совсем недавно было принято класть кафель исключительно встык. Однако практика показала, что лучше между плитками оставлять швы. Благодаря этому облицовка не только надежнее держится, но и более эстетично выглядит. Это объясняется тем,
Технология
Технология Потом залили это все шампанским. Он говорит: «Вообще, ты кто таков? Я, например, наследник африканский!» «А я, говорю, – технолог Петухов!» Юрий Визбор Один мой хороший знакомый, ювелир и оружейник высочайшей квалификации, рассказывал, что когда он преподавал в
Технология рубки
Технология рубки Стены рубленых бревенчатых домов состоят из бревен, уложенных друг на друга горизонтальными рядами и связанных в углах врубками. Каждый ряд бревен в стене называют венцом. Их укладывают комлями попеременно в разные стороны. Первыми укладывают два
Технология создания фундамента
Технология создания фундамента
Технология обеззараживания почвы
Технология обеззараживания почвы Администрация тепличного хозяйства организует подготовительные работы.Осмотр герметичности теплиц и проводит дополнительно остекление, при необходимости – изоляцию теплиц от производственных помещений с помощью полиэтиленовой
Технология кислородно-флюсовой резки металла
В отличие от других способов техника кислородно-флюсовой резки на 15-20% результативнее благодаря мощности пламени, а также отсутствия дополниельного прогрева маталла и сплавов. Данный метод значительно эффективнее ранее применяемых способов. Высокая скорость обработки, используемая в данной технологии позволяет получить чистый срез высокого качества. Чаще всего используют флюс с термомеханическими или механическими свойствами. В отдельных случаях для улучшения теплоотдачи в железную стружку добавляют 10% алюминия.
Сущность процесса
В момент образования кислородной струи медленно и непрерывно подается флюс, чаще всего – железный порошок. Сгорая, порошок выделяет необходимое дополнительное количество тепла, тем самым повышая температурный диапазон резки. Такой способ позволяет образовавшимся окислам не затвердевать. Кислородную резку с использованием флюса применяют для:
- • высоколегированных сталей с содержанием хрома и никеля, компоненты которых в процессе сварки образуют тугоплавкие окислы, не ликвидирующиеся кислородной струей;
- • работы с чугуном и цветными металлами, чувствительным к температурным колебаниям.
Виды флюсов – железный и алюминиевый порошки, кварцевый песок, силикокальций и ферросилиций – керамические флюсы (для низколегированной стали), феррофосфор (для чугуна).
Виды кислородно-флюсовой резки
Технологией кислородно-флюсовой резки производят обработку металлов напором газового пламени, смешанного со струёй кислорода, которая выполняет функцию «режущего пламени». Таким способом резку прочных металлов можно делать и вручную, и как механически. Для автоматической кислородно-флюсовой резки используют газорезательные устройства, в которые устанавливают резаки. Аппаратами мастер может делать поверхностную резку или разделительную. При ручном раскрое используют специальные держатели, в которых также под напором подаётся газ и кислород. И ручным, и машинным способами можно обработать высокопрочные металлы толщиной до двухсот миллиметров на большой скорости (около 300-700 мм/мин).
Аппараты для кислородно-флюсовой обработки металлов
Обработку металлоизделий кислородно-флюсовым способом совершают на специальных устройствах. В конструкции аппарата предусмотрены такие элементы как резак, флюсопитатель, передатчик флюса в резак. Металлорежущий инструмент в устройстве имеет больший диаметр, по сравнению с аналогичным аппаратом для резания только кислородом. В роли горючего сырья выступают окислители, пропан, азот, флюсонесущие газы, СО2. В ручном процессе разрезания помогает аппарат копьедержатель "КД-1". Машинную резку флюсом и кислородом осуществляют на портальных автоматических устройствах и установках УКФР-6М. Аппаратами для ручной и автоматической резки обрабатывают такие материалы как стали, чугун, бетон, алюминий, различные сплавы цветмета.
Процесс кислородно-флюсовой резки высокохромистых сталей
Изделия из высокохромистой и хромоникелевой стали невозможно обработать одним кислородом из-за того, что, окисляясь, хром становится тугоплавким, и его сложно удалить из среза заготовки. Для таких материалов была изобретена технология кислородно-флюсовой резки. Стальные заготовки с высоким содержанием хрома режут струёй кислорода, в которую добавлен порошок (флюс). Порошковое вещество сгорает, соприкасаясь с кислородом, тепловая отдача усиливается, и хромистая сталь начинает плавиться точно в местах резки. Работа по такой технологии получают чистую поверхность разреза.
Кислородно-флюсовая резка чугуна
Чугунные изделия плавятся при очень высоких температурах, поэтому для чугуна также применяют процесс обработки кислородным флюсом. Кислородная резка не подойдет из-за того, что в составе чугуна содержится кремний, который образует под воздействием СО2 прочную плёнку. Расплавить её, чтобы получить аккуратный рез на изделии можно только с добавлением флюсового порошка. Кислородно-флюсовая резка чугуна предотвращает загрязнение кислородной струи и не даёт произойти окислению в местах разреза.
Кислородно-флюсовая резка цветных металлов
Резка металла газом
Копьевая резка - с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов. Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м 3 | Расход кислорода, м 3 |
|---|---|---|---|---|
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом. Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.
Расход газа при резке металла
| Рабочий диапазон, мм | Резательное сопло NX | Кислород (давление, bar) | Горючий газ (давление, bar) | Кислород (потребление, m3/h) | Горючий газ (потребление, m3/h) |
|---|---|---|---|---|---|
| 3-5 | 000 NX | 1,0-2,0 | 0,5 | 1,5-2,0 | 0,20 |
| 5-10 | 00 NX | 1,5-2,0 | 0,5 | 2,0-3,0 | 0,30 |
| 10-15 | 0 NX | 2,0-3,0 | 0,5 | 3,0-3,5 | 0,35 |
| 15-25 | 1 NX | 2,5-3,5 | 0,5 | 3,5-4,5 | 0,40 |
| 25-50 | 2 NX | 3,5-4,0 | 0,5 | 4,0-4,8 | 0,40 |
| 50-75 | 3 NX | 3,0-4,5 | 0,5 | 5,0-6,5 | 0,40 |
| 75-150 | 4 NX | 3,5-5,5 | 0,5 | 6,5-9,5 | 0,50 |
| 150-200 | 5 NX | 4,5-5,5 | 0,5 | 10,0-14,0 | 0,60 |
| 200-300 | 6 NX | 5,5-6,5 | 0,5 | 15,0-19,0 | 0,70 |
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
- ● быстрота и универсальность
- ● оптимальная стоимость и высокое качество
- ● любой уровень сложности
- ● любая конфигурация реза
- ● возможность работы с металлом разной толщины
Возможность деформации
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол - 84-85 градусов), сторона - противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
Устройство ручного газового резака
Устройство инжекторного резака
От чего зависит расход газа:
● квалификации мастера
● технических характеристик оборудования
● вида и толщины разрезаемой детали
● глубины и ширины реза
Технология кислородной резки
Суть кислородной резки заключается в сгорании разрезаемого металла под воздействием струи кислорода и удалении из разреза шлаков, образованием которых неизбежно сопровождается этот процесс (рис. 21).
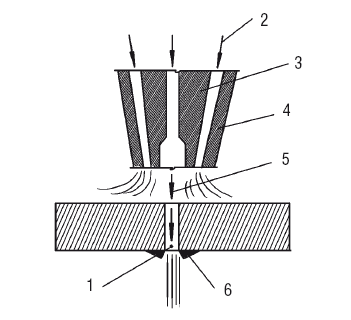
Рис. 21. Схема выполнения газовой резки: 1 – рез; 2 – газовая смесь; 3 – внутренний мундштук; 4 – наружный мундштук; 5 – струя режущего кислорода; 6 – грат (излишек металла)
? температура плавления металла должна быть выше температуры, при которой он воспламеняется в кислороде. При нарушении этого условия металл будет расплавляться еще до того, как он начнет гореть в струе кислорода. Низко-и среднеуглеродистые стали удовлетворяют данному условию, поскольку имеют температуру плавления 1500 °C, а для горения в кислороде достаточно довести их до 1300–1350 °C. Повышенное содержание углерода в стали снижает температуру ее плавления и затрудняет резку. То же самое относится к сталям, в которых имеются такие трудно окисляющиеся легирующие элементы, как хром и никель;
? температура плавления шлаков должна быть ниже температуры горения металла в кислороде. Кроме того, шлаки должны быть жидкотекучими и без проблем удаляться при воздействии на них давления режущей струи;
? в процессе сгорания металла выделяющейся теплоты должно быть достаточно для поддержания горения металла в кислороде;
? теплопроводность металла не должна быть чересчур высокой, чтобы не препятствовать поддержанию высокой температуры на кромке разреза.
Для осуществления резки требуется кислород, причем максимально возможной чистоты, поскольку от этого зависит его расход: чем качественнее газ, тем меньше его потребуется. Как правило, для резки используют кислород чистотой 98,5–99,5 %. При снижении этого показателя даже на 1 % падает скорость резки и возрастает расход кислорода.
Кислородная резка бывает двух типов (рис. 22):
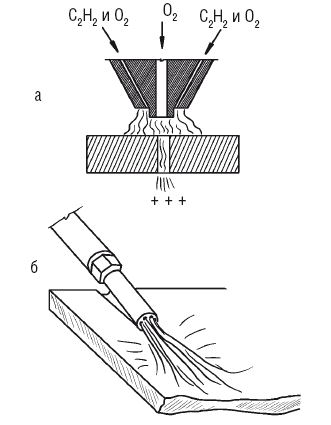
Рис. 22. Схема выполнения различных видов резки: а – разделительной; б – поверхностной
? разделительная, посредством которой вырезают различные заготовки, раскраивают листовой металл и осуществляют разделку кромок под сварку. Собственно процесс резки состоит в том, что материал вдоль линии предполагаемого реза доводят до температуры его воспламенения в кислороде. Металл сгорает в режущей струе, которая одновременно вытесняет из зоны разреза образующиеся оксиды.
? поверхностная. Для этого предназначаются специальные резаки, с помощью которых с металла снимают поверхностный слой. При небольшом угле наклона резака к металлу (15–20°) его поверхностный слой сгорает в кислородной струе, оставляя после себя углубление овального сечения. Для выполнения такой резки скорость истечения кислорода должна быть меньше, а скорость перемещения резака выше, чем при осуществлении разделительной резки. Этот вариант резки используют для удаления трещин, различных пороков сварных швов, литья и проч. Например, резак РАП-62 делает канавку шириной 6–20 мм и глубиной 2–6 мм со скоростью 1–6 пог. м/мин.
Резка невозможна без специального инструмента – универсального инжекторного резака (рис. 23), основные технические характеристики которого представлены в таб. 9.
Параметры универсального резака

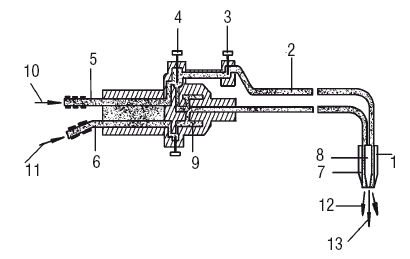
Рис. 23. Схема устройства инжекторного резака: 1 – головка; 2 – трубка; 3, 4 – вентиль; 5 – кислородный ниппель; 6 – ацетиленовый ниппель; 7 – наружный мундштук; 8 – внутренний мундштук; 9 – инжектор; 10 – кислород; 11 – ацетилен; 12 – горючая смесь; 13 – режущий кислород
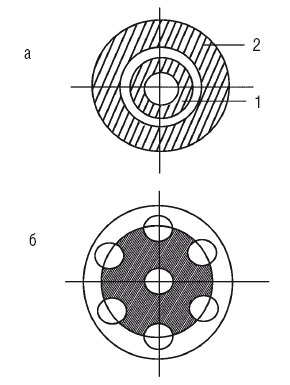
Рис. 24. Схема устройства мундштуков для кислородной резки: а – щелевой; б – многосопловый; 1 – внутренний; 2 – наружный
Мундштуки резаков бывают двух типов (рис. 24):
? щелевыми, состоящими из наружного и внутреннего мундштуков, при смене которых можно регулировать расход газов и мощность подогревающего пламени. В промежуток между ними поступает смесь газов подогревающего металл пламени, а режущий кислород проходит по центральному каналу.
? многосопловыми, в которых выход отверстий подогревательного пламени не параллельный, а фокусируется в точке, которая находится примерно в 12 мм от торца. При этом пламя всех выходов ориентировано на одну зону, благодаря чему скорость резки возрастает.
Резаки бывают малой, средней, а также большой мощности, которые предназначаются для резки металла толщиной 3–100, 100–200 и 200–300 мм соответственно. Последние используют исключительно газы – заменители ацетилена, поскольку имеют большие проходные каналы для них. К каждому резаку прилагается набор мундштуков с номерами от 0 до 6.
При отсутствии горючего газа для кислородной резки применяют пары керосина, и такие устройства называются керосинорезами (рис. 25). В комплект к нему входит бачок для керосина, работающий по тому же принципу, что и садовый опрыскиватель
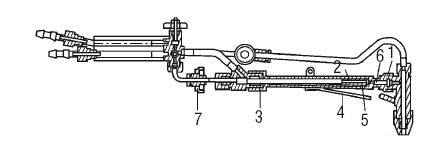
Рис. 25. Устройство керосинореза РК-71: 1 – гайка крепления головки; 2 – асбестовая набивка; 3 – гайка; 4 – кожух-экран; 5 – трубка-испаритель; 6 – инжекторная трубка; 7 – вентиль
3. Прорезав металл сначала на всю толщину, резак перемещают вдоль линии реза. При этом угол наклона устройства изменяют на 30° (10–15°, если режут сталь толщиной 100–200 мм) в сторону, противоположную направлению движения, а скорость движения уменьшают.
При резке важно выдерживать ширину разреза, что также свидетельствует о качестве работы. Каждой толщине металла соответствует определенная ширина реза: 5–50 мм – 3–5 мм; 50– 100 мм – 5–6 мм; 100–200 мм – 6–8 мм; 200–300 мм – 8–10 мм.
Если требуется разрезать несколько листов, прибегают к пакетированию (рис. 26), уложив их таким образом, чтобы кромки располагались под углом.
Рис. 26. Газовая резка пакетированных листов стали
Глава 3 ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И ХРАНЕНИЯ СТЕКЛА
Глава 3 ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И ХРАНЕНИЯ СТЕКЛА 1. Оборудование и инструменты для резки стекла Для выполнения стекольных работ, в том числе для раскроя, бригады должны быть обеспечены следующими оборудованием и инструментами (рис. 164): столами для раскроя
1. Оборудование и инструменты для резки стекла
1. Оборудование и инструменты для резки стекла Для выполнения стекольных работ, в том числе для раскроя, бригады должны быть обеспечены следующими оборудованием и инструментами (рис. 164): столами для раскроя стекла, стеклорезами, линейками, угольниками, метрами, рулетками
Технология копчения
Технология копчения Суть копчения состоит в том, что мясо приготавливается с применением горячего дыма, который выделяется из топки тлеющими (категорически не горящими) дровами, щепой или опилками. Тление вызывается открытым пламенем под дном коптильной камеры. Для
Технология ремонта
Технология ремонта Устранения растрескивания швов Перед тем, как приступать к заделыванию трещин в швах, желательно разобраться, из-за чего они образовываются. Если печь имеет солидный возраст и выкладывалась на кустарно изготовленном глинопесчаном растворе, то,
Технология работы
Технология работы При составлении рисунка можно использовать как геометрические фигуры, так и произвольные элементы. Среди первых большой популярностью пользуются треугольники, квадраты и прямоугольники, из которых можно составлять разнообразные сложные
Читайте также: