Технология пакетной резки металла
Обновлено: 28.09.2024
Резка стали малых толщин (особенно менее 5 мм) обычно сопровождается значительным перегревом металла подогревательным пламенем, что приводит к усиленному оплавлению верхних кромок и к увеличению в шлаке доли неокисленного (выплавленного) железа. Такой шлак приваривается к нижним кромкам реза и требует значительных затрат труда для его удаления.
Кроме того, при резке стали малых толщин увеличиваются коробления из плоскости разрезаемого листа, приводящие к образованию бухтин, а также к более сильному искажению форм вырезаемых деталей и заготовок.
Нормальный процесс резки с использованием обычной аппаратуры выполняется при толщине листов не менее 4 мм. При более тонких листах лучшие результаты дает резка с последовательным расположением подогревательного пламени и режущего кислорода (см. рис. 78, а), однако и в этом случае резка листов толщиной менее 3 мм затруднительна и не дает хороших результатов. Высокое качество резки листов малых толщин может быть получено при пакетной резке, особенно эффективной при серийном изготовлении одинаковых вырезаемых деталей. Пакетной резкой могут резаться листы толщиной от 1 мм.
Пакетная резка имеет некоторые особенности. При резке обычной аппаратурой весьма важна плотная сборка листов с минимальными зазорами между ними. При наличии зазоров ухудшается прогрев нижележащего листа, и кислородная струя, не прорезая его, начинает распространяться в стороны, увлекая с собой горячий шлак, разогревая при этом и сжигая уже прорезанные детали и нижележащие листы. Во избежание этого листы предварительно выправляются и стягиваются либо струбцинами, либо сварочными валиками, накладываемыми по торцам. При сжатии пакета тонких листов иногда применяются прессы.
В связи с тем, что мощность подогревательного пламени берется в соответствии с суммарной толщиной пакета, верхний лист сильно перегревается и при малой толщине коробится, отходя от нижележащего и создавая зазор. Вследствие этого резка может прекратиться. Поэтому часто на пакет сверху накладывается лист большей толщины (обычно 6-8 мм, даже если детали вырезаются из более тонкого металла).
В некоторой степени поврежденной оказывается и деталь нижнего листа (при толщинах до 3 мм), на которой собирается большое количество стекающего шлака, приводящего к оплавлению кромок. Сборку пакета при резке его от края полезно выполнять со смещением кромок. Пакет можно собирать и без смещения, но тогда резку следует начинать по предварительно наплавленному рина торец кромок валику. В центре пакета резку можно начинать, предварительно просверлив сквозное отверстие. После окончания резки для облегчения разъединения вырезанных деталей рекомендуется их быстрое охлаждение (иногда водой).
Режимы резки стали средних толщин
Наилучшие результаты по качеству резов дает кислородная резка средних толщин (примерно 12-100 мм). Кислородная резка такого металла не вызывает технологических затруднений и легко выполняется обычной газорезательной аппаратурой как ручными, так и механическими способами.
Резку стали средних толщин обычной аппаратурой следует производить при давлении кислорода в рабочей камере редуктора 2,5-6 кгс/см 2 в зависимости от толщины разрезаемого металла.
Ориентировочные технические скорости машинной разделительной резки стали различных толщин при чистоте кислорода не менее 98,5-99% приведены в табл. 20.

Используя лучшую тепловую подготовку верхней кромки для уменьшения вероятности непрорезания, ВНИИавтогенмаш разработал способ скоростной прямолинейной резки «углом вперед» - ф до 50-70° (рис. 105). Скорости резки при перпендикулярном расположении резака (обычная резка) и при расположении резака «углом вперед» (скоростная резка) представлены на рис. 106. Из приведенных данных следует, что этот способ дает повышение производительности резки при толщинах разрезаемой стали до 30 мм.

Экономически весьма целесообразно осуществлять безгратовую резку. В настоящее время разработаны режимы безгратовой резки, основанные на использовании кислорода высокой чистоты (99,5%), выборе оптимального режима, направления и давления струи режущего кислорода, при котором нет затекания шлака по резу в направлении обратном резке (т. е. при малом отставании А), максимальном уменьшении мощности подогревательного пламени и замене ацетилена другими горючими (керосин, пропан и др.).
Режимы безгратовой резки для получения II класса качества реза по рекомендации ВНИИавтогенмаш приведены в табл. 21.

При небольших толщинах (до 12-15 мм) возможна машинная безгратовая резка и с несколько менее чистым кислородом при направлении резака углом вперед (см. рис. 105).
Резка стали средних толщин кислородом низкого давления резаками с увеличенным каналом режущего кислорода нецелесообразна.
Резка стали больших толщин
Обычная газорезательная аппаратура, как правило, рассчитана на резку стали толщиной до 300 мм, однако уже при толщинах выше 200 мм появляются некоторые затруднения при резке. Еще большие затруднения появляются при резке металла толщиной более 300 мм. Резка стали таких толщин применяется в основном в металлургической промышленности и на некоторых предприятиях тяжелого машиностроения.
Затруднения в резке стали больших толщин вызываются трудностью прогрева нижних слоев и эффективного удаления шлака на большом расстоянии от резака, где кинетическая энергия газового потока ослабевает.
Обычная в стальных заготовках большой толщины неоднородность химического состава металла, в частности по углероду, создает дополнительные затруднения в связи с различной температурой воспламенения металла и изменением температуры плавления.
Все это может привести к непрорезанию, образованию внутренних полостей - карманов, зашлаковыванию резов.
В качестве мероприятий по облегчению тепловой подготовки металла применяются: общий предварительный подогрев разрезаемой отливки или проката до температуры 250-500° С, удлиненное подогревательное пламя (в этом случае в качестве горючего применяется водород или пламя с избытком ацетилена), а также специальные конструкции резаков, позволяющие получать «спокойную» на большой длине кислородную струю.
При применении общего подогрева резку следует начинать сразу после выдачи нагретой заготовки из печи, пока не охладилась ее поверхность, так как в противном случае при резке возможно образование карманов в более нагретых внутренних частях.
Во всех случаях очень важно сохранение достаточного запаса кинетической энергии кислородной струи для удаления шлаков. Применение повышенного давления при небольшом диаметре цилиндрического или ступенчато-цилиндрического канала выходного отверстия режущего кислорода, особенно при резке металла толщиной >500 мм, не дает положительных результатов. Для таких больших толщин применяются либо расширяющиеся сопла (в резаках Р-100, разработанных Киевским политехническим институтом, в установке УБТ-1200, разработанной ВНИИавтогенмашем), либо каналы простой формы и больших проходных сечений при использовании кислорода низкого давления 0,6-2,0 кгс/см 2 (в установках УРР-600, ПМР-600, разработанных ВНИИавтогенмашем).
При начале резки очень важной является правильная установка режущей струи кислорода (перпендикулярно) и соответствующее ее расположение относительно кромки, от которой начинается рез.
Ручная резка металла больших толщин является весьма тяжелой операцией, особенно при общем подогреве разрезаемой заготовки. Значительно облегчает труд установка УБТ-1200, освобождающая резчика от основных тяжелых операций.
Все установки для резки больших толщин в связи с большим расходом газов, особенно кислорода (для УБТ-1200 до 700 м 3 /ч), обычно питаются от рамп. Кислородные рампы составляют из 10-32 баллонов. Ацетиленовые рампы имеют до 10 баллонов.
Ориентировочные показатели резки стали толщиной 800 и 1350 мм резаком типа Р-100 приведены в табл. 22.

мас
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Пакетная резка металла. Кислородная резка металла.
Для вырезки большого количества одинаковых по размерам и форме деталей (например, книц, заглушек, бракет и др.) целесообразно применение пакетной кислородной резки. Для этого листы одинаковой толщины складывают в пакет и разрезают как один толстый лист.
Пакетная резка металлов характеризуется высокой производительностью и значительным снижением себестоимости.
Однако основная трудность метода заключается в том, что для получения хорошего качества резки требуется плотное прилегание листов. При наличии воздушных прослоек между листами пакет разрезаться не будет.
Для обеспечения возможно более плотного прилегания листов в пакете поверхность их должна быть совершенно ровной и не иметь ржавчины, грязи, пятен масла. Листы, имеющие вмятины, расслоения и окалину, непригодны для пакетной резки.
Собранные в пакет листы предварительно сжимают обычными винтовыми струбцинами или П-образными скобами с клиньями и простукивают легкой кувалдой от середины к краям пакета, чтобы удалить воздушные прослойки между листами. Затем листы пакета сжимают окончательно. Струбцины или скобы, сжимающие листы, должны быть расставлены с интервалом 150—200 мм и так, чтобы не препятствовать движению резака в процессе резки. Пакетирование листов лучше всего производить под прессом.
Для уменьшения числа зажимов закрепление листов при пакетной резке может осуществляться при помощи электроприхваток, накладываемых в виде валиков на всю высоту торца пакета с интервалом 100—150 мм. Помимо закрепления листов один из валиков служит местом начала резки пакета (рис. 1).

Рис.1. Схема пакетной резки металла.
В случае необходимости резки внутренних контуров для начала резки необходимо просверлить отверстия на станке или дрелью сверлом ø16 мм.
Для получения хорошего реза в верхних листах при резке тонких листов (до 3 мм) рекомендуется поверх пакета укладывать холостой накладной лист из малоуглеродистой стали толщиной 6—8 мм. Этот лист предохраняет кромки верхних листов пакета от оплавления. Иногда для более плотного и равномерного сжатия пакета из тонких листов такой же холостой накладной лист кладется снизу пакета. Накладные листы уменьшают деформацию пакета, что очень важно при резке тонких листов.
Пакетная резка металла.
Для обеспечения плотного сжатия листов в пакете наибольшая толщина отдельных листов при высокого давления (т. е. при обычной резке) практически не должна превышать 10 мм, а общая толщина пакета — 100 мм. При большей толщине пакета и отдельных его листов следует производить резку кислородом низкого давления (т. е. применять пониженное давление режущего кислорода при увеличенных каналах мундштуков и кислородопровода), когда плотность сжатия листов в пакете не оказывает существенного влияния на процесс резки.
При пакетной резке подогрев места реза и начало резки производятся в таком же порядке, как и при резке одного сплошного листа. Чистота кислорода должна быть не ниже 99%. В качестве горючего газа рекомендуется применять ацетилен.
Резка по всей намеченной линии не должна иметь перерывов. В случае перерыва по какой-либо причине резку следует возобновить около места, где она прервалась, на стороне отхода.
В ряде случаев после пакетной резки имеет место сплавление (прилипание) листов, особенно при резке пакета из тонких листов. Отделение тонких листов пакета один от другого после обрезки может быть произведено поливанием горячих кромок пакета холодной водой с одновременным простукиванием молотком по одной из граней. При толщине листов свыше 5 мм отделение их производится только легким простукиванием.
Для обеспечения требуемого качества реза, кислородную резку следует производить на газорезательных машинах.
Статья оказалась полезной?! Поделись с друзьями в социальных сетях.
Кислородная резка металла

Процесс кислородной резки металлов основан на свойстве металлов сгорать в кислороде. Если сталь нагреть до определенной температуры и на нагретое место пустить струю кислорода начнется немедленное окисление, т. е. интенсивное сгорание металла средних и больших толщин, во много раз превышает количество тепла подогревательного пламени. Тем не менее, подогревательное пламя после начала резки выключить нельзя, и оно горит непрерывно, пока передвигается резак. Так как окисление металла происходит не мгновенно, тепло от сгорания металла в кислороде выделяется несколько ниже верхней кромки разреза.
Поэтому недостаток тепла в верхней кромке щели реза надо возмещать подогревательным пламенем резака. Оно же является основным источником нагрева при резке металла малых толщин. Кроме того, подогревательное пламя покрывает охлаждающее действие быстро вытекающей струи режущего кислорода и потери тепла на теплопроводность и лучеиспускание.
Процесс кислородной резки показан на схеме (рис. 1).

Рис. 1. Схема кислородной резки.
1 — режущий кислород; 2 — смесь ацетилена с кислородом; 3 — наружный мундштук; 4 — подогревательное пламя; 5 — шлак; 6 — разрезаемый металл; 7 — режущая струя кислорода; 8 — внутренний мундштук.
Кислородная резка металла
В наружный мундштук резака поступает смесь ацетилена (или другого горючего газа) с кислородом. При выходе из мундштука смесь зажигается, образуя подогревательное пламя, которым место начала реза нагревается до температуры начала горения. Затем на нагретую поверхность металла по каналу внутреннего мундштука направляется струя чистого кислорода, вследствие чего происходит горение металла.
От тепла, выделяющегося при сгорании верхних слоев металла, а также от тепла подогревательного пламени нагреваются нижележащие слои металла, которые также воспламеняются и сгорают. Таким образом металл сгорает на ширину струи по всей своей толщине. Образующийся в результате сгорания металла в кислороде шлак почти полностью выдувается из щели реза кислородной струей, небольшая часть его по окончании резки легко отделяется от кромок разрезаемого металла при ударах.
Сгорание металла будет непрерывным полиции движения резака. Таким образом лист металла может быть разрезан на отдельные детали.
Условия кислородной резки
Металл, обрабатываемый кислородной резкой, должен обладать следующими свойствами.
1.Начальная температура горения металла должна быть ниже температуры его плавления если же это условие не соблюдается, то при резке металл будет не сгорать, а выплавляться, образуя некачественный разрез.
От химического состава стали и чугуна зависит их температура начала горения, а именно от количества углерода. Значит, чем больше содержания углерода, тем выше начальная температура горения, но в то же время понижается температура плавления стали. Таким образом, из сплавов железа с углеродом первому условию осуществления кислородной резки отвечает только та сталь, в которой содержание углерода будет до 0,7%. Температура начала горения меди и алюминия выше температуры плавления, и обычная кислородная резка их невозможна.
2.Температура плавления металла должна быть всегда выше температуры плавления окислов металла. Окислы должны обладать соответствующей легкоплавкостью и жидкотекучестью. При соблюдении этого условия окислы будут легко выдуваться в жидком виде струей кислорода и не будут нарушать процесс резки.
3.При осуществлении процесса непрерывной резки должно выделятся достаточное количество тепла для нагрева прилегающий к месту разреза участков. При сгорании железа — самого распространенного металла, подвергающегося кислородной резке,— выделяется большое количество тепла, достаточное для плавления окислов и нагревания соседних слоев металла.
4.Теплопроводность металла должна быть низкой, иначе будет происходить быстрый отвод тепла и охлаждение места реза. Высокая теплопроводность является одной из основных причин, препятствующих обычной кислородной резке меди и ее сплавов.
5.В разрезаемом металле не должно содержаться примесей, затрудняющих процесс кислородной резки. Металл должен быть плотным, без раковин и пор, поверхность его должна быть чистой.
Всем перечисленным условиям полностью удовлетворяют железо и сталь с содержанием углерода не свыше 0,7%, а также в достаточной степени легированная сталь некоторых марок. Другие металлы или вовсе не подвергаются обычной кислородной резке или требуют специальных методов.
Технология кислородной резки высокоуглеродистой и легированной стали.

Простая углеродистая сталь (с содержанием углерода до 0,3%) режется кислородом без особых предосторожностей, так как она не так чувствительна к резким изменениям температуры. Твердость кромок реза такой стали от высокого нагрева и быстрого охлаждения увеличивается незначительно.
Чувствительность стали к резким изменениям температуры увеличивается по мере повышения содержания углерода или добавления легирующих элементов. При наличии легирующих элементов сталь легко закаливается на воздухе. Поэтому при кислородной резке высокоуглеродистой и легированной стали очень часто по кромке реза образуются трещины от закалки. Наличие в стали многих легирующих элементов замедляет процесс резки.
Влияние различных элементов па условия кислородной резки приведено в табл. 1.
Таблица 1. Влияние химических элементов металла на процесс кислородной резки.
На процесс резки не влияют.
Подготовка металла к резке.
К кислородной резке высокоуглеродистой и легированной стали допускаются резчики, прошедшие специальный техминимум и квалификационное испытание и имеющие соответствующее свидетельство.
Листы перед резкой должны быть выправлены и уложены так, чтобы обеспечить горизонтальность положения и исключить их прогиб от собственного веса, а также падение тяжелых отходов или деталей после резки.
Линия реза должна быть тщательно очищена от окалины и грязи.
Для получения требуемой точности обработки резка высокоуглеродистой и легированной стали должна производиться на газорезательных машинах. Ручную резку следует применять только при невозможности применения машин.
Газорезчик перед началом резки должен подробно ознакомиться с технологической картой на обработку высокоуглеродистой и легированной стали, в которой помимо маркировки детали должны быть указаны оптимальные режимы резки (давление газов, номера применяемых мундштуков, скорость резки и др.), а также последовательность и направление резки.
Особенности резки металла.
Кислородная резка высокоуглеродистой и легированной стали, обладающей повышенной чувствительностью к образованию трещин, требует соблюдения режимов и целого ряда особых технологических мероприятий.
Основной причиной появления трещин при кислородной резке такой стали является большая скорость охлаждения металла в месте реза после сильного нагрева.
Технологические мероприятия при резке высокоуглеродистой и легированной стали сводятся к уменьшению скорости охлаждения, т. е. к предотвращению возможного образования трещин.
Уменьшить скорость охлаждения при резке можно:
а) предварительным и последующим подогревом металла;
б) уменьшением скорости резки;
в) выбором правильного направления и порядка резки с целью рационального использования тепла, выделяемого при резке;
г) оставлением детали в вырезаемом контуре, т. е. удалением отходов после их остывания.
При резке высокоуглеродистой и легированной стали нужно придерживаться тех же режимов, что и при резке малоуглеродистой стали, но давление кислорода должно быть несколько большим. В случае обильного шлакообразования следует уменьшить скорость резки, пока стекание шлака не станет свободным.
Для резки допускается кислород чистоты не ниже 99%, поэтому лучше всего брать кислород из баллонов. В качестве горючего рекомендуется ацетилен.
Для получения чистого реза при снятии фасок с помощью переносных газорезательных машин необходимо соблюдать порядок резки, при этом V-образные скосы с лицевой стороны за один проход нужно делать до 30°, а с обратной стороны — до 20°. При больших углах и при разделках с притуплением необходимо снимать фаски за два прохода резака, при этом второй рез всегда нужно производить при положении резака для резки с обратной стороны (см. рис. 1, б, в).
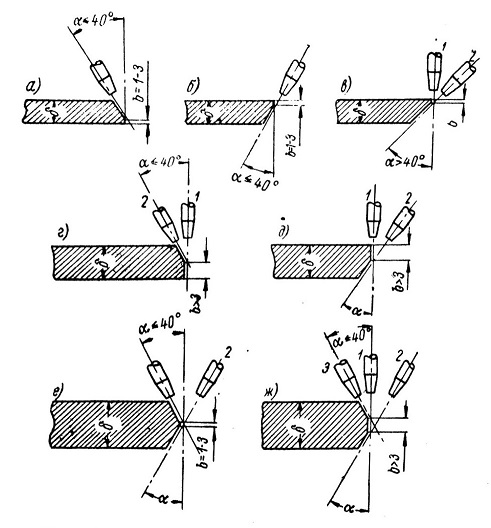
Рис.1. Основные виды односторонних и двусторонних разделок.
Резку стали с повышенной чувствительностью к образованию трещин рекомендуется производить с предварительным нагревом до температуры 150—200°С. Однако метод нагрева и величину температуры необходимо в каждом отдельном случае согласовать с технологическим бюро.
Запрещается производить резку высокоуглеродистой и легированной стали при температуре ниже —5° С. |
Отходы вокруг вырезанной детали уменьшают скорость охлаждения ее, поэтому их нужно удалять после полного остывания.
Рез должен быть непрерывным, без остановок, так как повторные нагревы могут вызвать образование трещин.
Пакетная резка металла. Как правильно резать трубы и профильные заготовки пакетом.
Пути увеличения эффективности распила профильных заготовок


В современном быстроразвивающемся мире множество зданий, сооружений, конструкций (супермаркеты, заводы, ангары, рекламные щиты и т.д.) используют в своей основе колонны, всевозможные фермы, связи и т.д. Перечисленные металлоконструкции изготовлены из металлопроката – листа, швеллера, балки, трубы различных длин и сечений.
Для получения требуемых размеров металлопрокатную заготовку необходимо распилить.
Использование ленточнопильного оборудования для этих целей подходит наилучшим образом. В тоже время распил, уложенных сразу по несколько штук, обеспечивает увеличение производительности. Остается только правильно подобрать шаг зуба и тип ленточнопильного станка.
Особенности ленточнопильного станка при пакетной резки труб и профильных заготовок
Производительные станки сконструированы так, что ленточное полотно располагается под небольшим углом относительно заготовки. Именно в таком положении нагрузки на режущую часть пилы снижаются. Данный эффект особенно хорошо работает при порезке труб, профилей. Буквально 2-3 градуса наклона относительно заготовки и сразу же снижается максимальная длина реза а вместе с ней и нагрузки на пилу.
Но важно не только правильно располагать ленту пилы в отношении заготовки. Также важно правильно зажать материал в зоне реза. Это обеспечивают зажимные тиски. Их задача обжать материал со всех сторон реза, включая сверху и снизу. Т.к. внизу расположена мощная станина станка, то прижимать необходимо только сверху. В таких случаях лучше использовать станок, имеющий в своей конструкции верхний прижим для распиливаемых заготовок.
Верхний прижим ленточнопильного станка
на выходе заготовок
Некоторые производители, экономя на покупке станка, прибегают к различным методам, например, прихватки точечной сварки на концах заготовок, которые могут фиксироваться стропами или цепями. Эти способы является довольно сложными и не эффективными, и на сварку уходит и время и электроды.
Кроме этого важным пунктом при обжатии пакета является зажим отпиленных заготовок, чтобы снизить вероятность возникновения вибраций, заусенцев и увеличить стойкость пилы.
Рекомендации по расположению заготовки и ее фиксации при пакетной резке и распиле по несколько штук сразу


Размеры заготовки влияют и на тип применяемого станка и на геометрию зубьев пилы.
Геометрия зубьев ленточного полотна для распила труб и профильных заготовок
Для решения задач по распилу профильных заготовок, заводы-производители пил создали варианты пил, имеющие увеличенную производительность.
Сконструирован зуб с увеличенной разводкой зубьев, имеющий уникальную форму межзубной впадины для эффективного выноса стружки. При распиле больших пакетов заготовок существует риск заклинивания ленточного полотна. Для устранения проблем заклинивания пилам по профилю создается увеличенная разводка зубьев. Благодаря этим особенностям, пилы с этими конструктивными особенностями используются для резки профильных заготовок.
От параметров труб и толщины стенки трубы зависит вариант шага зуба, который следует использовать. Если для распила тонкой стенки (3-5мм) взять пилу с достаточно крупным шагом (2/3) то при резе одновременно будет находиться только 1 зуб. Это повлечет чрезмерную нагрузку и скалывание.
Советуем, чтобы подобранный шаг зуба обеспечивал нахождение в материале заготовке минимум 3м зубьям. Рекомендуется, чтобы выбранный шаг зуба позволял находиться в отрезаемой заготовке, по крайней мере, 3 зубьям одновременно, но не более 24. Переменный шаг зуба 10/14 и 8/12 рекомендован на заготовки с толщиной стенок 1-2 мм. Переменные шаги зуба 6/10 и 5/8 на стенки средней толщины - 3-6 мм; еще более крупные шаги 4/6 или 3/4 должны использоваться на трубах с еще более толстыми стенками. Необходимо помнить, что при пакетной резке толщину стенки надо удваивать. Чтобы правильно выбрать шаг зуба используйте нашу таблицу с рекомендациями.
Кроме шага зуба необходимо подобрать и соответствующий тип (форму) зуба. Для резки профильных заготовок применяют пилы со специальным профильным зубом.
Наша компания предлагает обе формы зубьев: РТ и ТТ
Тип зуба PT имеют усиленную форму зуба, которая позволяет избежать скалывания зубьев и, как следствие, эффекта «домино» при резке труб, металлоконструкций и пакетов из заготовок малых размеров

Тип зуба TT . имеет также усиленную форму зуба в виде трапеции. Отличный вариант для небольших станков по резке различного стального профиля (фасонного проката) как по одной заготовке, так и пакета

С целью увеличения производительности распила профильных заготовок применяется пакетная резка. Однако это более сложный процесс, так как требуется не только правильно уложить все заготовки в зону резания, верно закрепить, но и обеспечить корректные режимы резания. Основной проблемой при пакетной резке являются еще более высокие вибрации, чем при распиле по одной заготовке, поэтому для ленточнопильного оборудования следует проводить плановые осмотры узлов и замену элементов станка.
С нашей помощью вы сможете правильно выбрать не только станок для распила профильных заготовок, но и ленточную пилу со специализированной формой зуба.
Читайте также: