Технология производства благородных металлов
Обновлено: 21.09.2024
В связи с бурным развитием электротехники, электроники, радиотехники, химии резко возросло потребление драгоценных металлов для промышленных изделий.
Актуальными стали вопросы разработки новых технологических процессов, новых материалов с использованием драгоценных металлов, экономии и рационального их использования, повышения качества изделий из них.
Плавильным и литейным агрегатам по производству драгоценных металлов и сплавов присущи, с одной стороны, практически все основные черты и закономерности, характерные для пирометаллургического производства других металлов и сплавов, а с другой — особые черты и закономерности, характерные лишь для пирометаллургии драгоценных металлов и сплавов, а именно:
- значимость и незаменимость драгоценных металлов в ряде сфер общего и специального назначения для удовлетворения непрерывного возрастающих нужд технического прогресса;
- повышенная и высокая термохимическая стойкость к воздействию многих элементов и их соединений, входящих в состав огнеупоров и флюсов;
- малотоннажность, доходящая до миниатюризации пирометаллургических и других производств.
Драгоценные металлы обладают довольно широким диапазоном относительно высоких температур плавления от 960,5 до 3050 °С, плотностей от 10500 до 22650 кг/м 3 , большой растворимостью в них водорода, кислорода и другими специфическими свойствами, от которых зависит выбор тех или иных способов плавки и литья. Вследствие небольших масс получаемых слитков (от нескольких грамм до нескольких десятков килограмм) технологию плавки и литья драгоценных металлов можно отнести к области микрометаллургии.
Современные требования, предъявляемые к качеству деформированных профилей из драгоценных металлов и их сплавов, определяют необходимость качественного заготовительного литья. Одними из наиболее эффективных, в условиях мелкосерийного производства профилей из ДМ, являются метод вертикального непрерывного литья заготовок. Многофункциональные установки вертикального непрерывного литья (УВНЛ) хорошо зарекомендовали себя на отечественных предприятиях, выпускающих продукцию из ДМ. Использование такого оборудования существенно повышает выход годного готовой продукции, снижает потери ДМ и себестоимость изделий.
Металлографическими исследованиями серебряных сплавов установлено, что металл профилей, отлитых на установке вертикального непрерывного литья, является плотным, без пор и инородных включений. Диоксида меди в медьсодержащих сплавах не обнаружено. Морфология структурных составляющих сплавов в непрерывнолитых заготовках отличается от заготовок, разлитых в металлические кокили наполнением, дисперсностью выделений и их ориентацией в соответствии с направленным фронтом кристаллизации при непрерывном литье (рис. 1). Различий в фазовом составе изучаемых сплавов, отлитых в металлические кокили или на УВНЛ, не обнаружено. Макро- и микроструктура сплавов в непрерывнолитых
заготовках характеризуются технологически благоприятной морфологией структурных составляющих для дальнейшей обработки давлением. Результаты металлографических исследований подтверждаются результатами испытаний механических свойств серебряных сплавов.

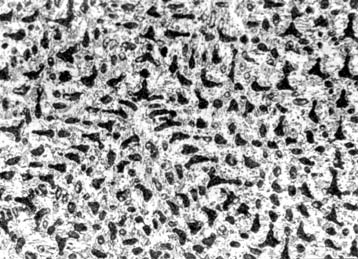
а) – литье в металлический кокиль, б) – непрерывное литье
Рисунок 1 – Микроструктура сплава ПСр-45.
Холодная и горячая обработки давлением непрерывнолитых заготовок из серебра и его сплавов имеют значительные преимущества перед заготовками, отлитыми наполнительным литьем в металлические кокили. В результате использования заготовок, полученных методом непрерывного литья, улучшается качество готовой продукции, существенно увеличивается выход годного, снижаются потери драгоценных металлов. Кроме того, использование метода непрерывного литья заготовок из драгоценных металлов и их сплавов позволяет сократить маршруты по переделу обработки давлением, уменьшить количество промежуточных операций термических обработок. Все это в целом положительно влияет на технологические и экономические показатели производства.
Кроме того, использование малогабаритных и много функциональных установок непрерывного литья позволяет сделать технологический процесс производства заготовок из драгоценных металлов и их сплавов более простым и экологически благоприятным.
В настоящее время широкое применение во многих областях промышленности нашли серебряные припои. Они выпускаются в виде проволоки, гранул и полосы, используются для пайки драгоценных металлов (сплавов), меди, сплавов меди (латуни и бронзы), никеля (ковар, нейзильбер) и др.
Если плавка и литье золота и серебра известны с древнейших времен и, в основном, не представляют трудностей, то плавка и литье платиновых металлов и сплавов, имеют много особенностей. В первой половине прошлого века изделия из платины изготавливали методом порошковой металлургии, разработанным впервые в России. Следующим этапом в металлургии платины явилась плавка платины водородно-кислородным пламенем в печи, сделанной из блоков обожженного известняка. С изобретением высокочастотной индукционной печи типа «Аякс» фирма «Джонсон Матей и К°» (Англия, 1920 г.) впервые использовала ее для плавки платины. Тигель для печи изготовляли из очищенного оксида циркона (песок); компания тигля составляла до 50 плавок платины с единичной массой плавки порядка 3 кг. В настоящее время (2009 г.) масса плавки платины достигла 25…30 кг и более, стойкость отдельных тиглей доходит до 150…200 плавок, при плавке в вакууме стойкость тиглей резко снижается до 40…50 плавок, рис. 2.
В настоящее время в промышленности используется более десяти различных способов плавки и литья драгоценных металлов и их сплавов. наиболее распространенным печными агрегатами являются индукционные тигельные печи, которые питаются от высокочастотных источников тока.
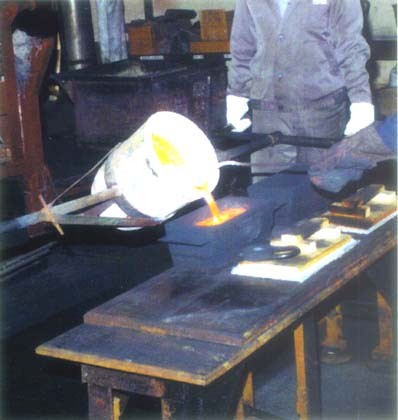
Рисунок 2 – Разливка платины в слитки на медеплавильном заводе (г. Кыштым, Россия).
На рис. 3 представлена тигельная индукционная печь объемом 50 кг по серебру. Питание печи производится от преобразователя с частотой 3000 Гц.

Рисунок 3 – Тигельная индукционная печь, объемом 50 кг по серебру.
Тигельная индукционная печь, допускает вести циклический режим работы (с прерыванием процесса), что весьма важно при мелкосерийном производстве и литья по выплавляемым моделям.
Дальнейшее распространение литья ДМ получили установки непрерывного литья: горизонтальные, вертикальные вниз или вверх. На таких установках льют полосу, прутки (проволоку) и полые заготовки.

1 – блок индукционной тигельной печи с возможностью литья в защитной атмосфере, вместимостью 20 кг по Ag; 2 – тянущая клеть; 3 – отлитая полоса серебра 99,99 %, размер по сечению 5×120 мм
Рисунок 4 – Установка вертикального непрерывного литья СС-3000 (ФРГ).
Вместе с тем перспективными для плавки платиновых металлов и сплавов являются современные высокоэффективные новые методы плавки: плазменно-дуговая, электроннолучевая, левитационная. В этих плавильных агрегатах отсутствует огнеупорный плавильный тигель и связанные с ним проблемы неметаллических засоров, включений, загрязнения расплава платины металлами, которые восстанавливаются из оксидов находящихся в составе огнеупоров. Как отмечалось выше, плавка платиновых металлов и сплавов на их основе производится, в основном, в индукционных высокочастотных печах, обеспечивающих высокую производительность, стабильный химический состав, возможность создания простой системы защитной среды или вакуумирования. Для плавки платиновых металлов вакуум 13,3…106,4 Па является оптимальным и достаточным для получения плотных слитков. Более глубокий вакуум 1,3(10 -1 …10 -3 ) Па необходим для плавки сплавов, в состав которых входят легко окисляющиеся элементы: вольфрам, рений, молибден, хром, цирконий и др.
Существенное влияние на качество выплавляемого металла наряду с защитной средой в т.ч. вакуумом оказывает материал огнеупорных тиглей; для их изготовления используют оксиды магния, алюминия, бериллия, кремния, иттрия, циркония, кальция, тория и др. Наиболее подходящим материалом, удовлетворяющим большинству требований, является оксид магния (электроплавленый периклаз) максимальной чистоты с добавками оксидов иттрия или кальция. На рис. 5 представлен внешний вид индукционной печи с тиглем из плавленого периклаза.

Рисунок 5 – Тигельная индукционная печь (тигель из плавленого периклаза) для плавки драгоценных сплавов
Качество тиглей из высокоогнеупорных материалов оксидозависят от чистоты применяемых оксидов, качества их предварительной обработки (грануляция, фракционный состав и т.п.). В состав огнеупорной массы вводят добавки для улучшения спекания, получения более плотного изделия, повышения термостойкости, для уменьшения смачиваемости расплавами, предупреждения разложения в вакууме, уменьшения скорости испарения, устранения значительных усадочных явлений в процессе обжига тиглей.
Электронно-лучевая плавка (ЭЛП) является единственным высокоэффективным методом получения тугоплавких платиновых металлов высокой чистоты. Она сопровождается снижением содержания газов, неметаллических включений и примесей с высокой упругостью пара; после этой плавки наиболее высоки пластические свойства металлов.
К настоящему времени разработаны методы выращивания монокристаллов всех металлов платиновой группы вплоть до осмия, а также некоторых двойных сплавов. Чистота монокристаллов в значительной мере зависит от чистоты исходного материала. Оценку чистоты монокристаллов, кроме масс-спектрального анализа, косвенно проводят по изменению величины остаточного сопротивления. Многократным зонным рафинированием получены монокристаллы с величиной остаточного сопротивления, Ом: Ru – 2500, Оs – 2400, Rh – 2400.
Монокристаллы ЭЛП более пластичны по сравнению с поликристаллами; так, пластичность иридия возрастает от нескольких процентов до 70…100 %. На установках электронно-лучевой зонной плавки возможно выращивание монокристаллов платиновых металлов диаметром до 40 мм. Такие монокристаллы могут быть использованы для дальнейшей обработки давлением (получения листа, проволоки).
Обработка давлением. Из восьми драгоценных металлов золото, серебро, платина и палладий являются наиболее пластичными металлами, обработка которых в холодном или горячем состоянии не вызывает особых затруднений. Из остальных платиновых металлов осмий и рутений наименее пластичны. Пластичность платиновых металлов в большой степени зависит от концентрации в них примесей, особенно это относится к рутению, иридию, родию.
Рутений. Поликристаллический рутений — практически недеформируемый металл, с трудом поддающийся пластическому деформированию при температуре выше 1500 °С. При холодной обработке спеченного рутения допустимая величина обжатия за проход между отжигами не превышает 10%, а максимальное суммарное обжатие — 50%. Зоннорафинированный монокристаллический рутений пластичен уже при комнатной температуре (выдерживает изгибы более чем на 90 °).
Родий. В холодном состоянии родий с трудом поддается пластическому деформированию, его можно ковать при температуре 1200…1500 °С и протягивать в проволоку диаметром до 0,5мм при температуре 800…1000 °С, родий в виде листа толщиной 0,7…1,0 мм прокатывают в горячем состоянии при температуре 1000…1200 °С. После горячей обработки родий становится достаточно пластичным для холодной прокатки или волочения с промежуточными отжигами.
Монокристаллы родия, полученные электронно-лучевой зонной плавкой, можно деформировать в холодном состоянии с общим обжатием на 90 % без промежуточных отжигов.
Палладий. Палладий легко поддается ковке, штамповке, прокатке в тончайшие листы, волочению в тонкую проволоку, он отлично полируется и сваривается. При холодной деформации палладий значительно упрочняется; так, при деформации на 50 % временное сопротивление разрыву и твердость возрастают в 2…2,5 раза.
Осмий. Осмий практически не деформируется; имеются сведения, что горячая обработка давлением осмия при использовании оболочки из молибдена не дала положительных результатов.
Иридий. При комнатной температуре иридий с трудом поддастся пластической обработке, при температуре 1500…2000 °С его можно ковать, прокатывать в лист, при температуре около 1000 °С из иридия можно изготовить проволоку диаметром до 0,5 мм. Дальнейшая прокатка и волочение выполняются при комнатной температуре с многократными промежуточными отжигами. Зоннорафинированные монокристаллы иридия пластичны при комнатной температуре, выдерживают обжатия до 25 % и более.
Платина. Платина — самый пластичный металл платиновой группы, легко поддается всем видам обработки металлов давлением как в горячем, так и в холодном состоянии. Платина может быть прокатана в фольгу толщиной от 2 до 1 мкм, протянута в проволоку диаметром 1…2 мкм. Платина с трудом поддается полировке обычными механическими методами, при обработке резанием наблюдается значительный износ режущего инструмента.
Благородные металлы - Реферат
Очень долгое время, почти до конца XVIII в., считалось, что существует всего 7 металлов: золото, серебро, ртуть, медь, железо, олово, свинец. Золото и серебро, не изменяющиеся при действии воздуха, влаги и высокой температуры, получили название совершенных, благородных металлов. Прочие же металлы, которые под действием воды и воздуха теряют металлический блеск, покрываясь налетом, а после прокаливания превращаются в рыхлые, порошкообразные «земли» или «окалины» (оксиды), были названы несовершенными, неблагородными.
Дополнительная информация
История развития производства
Такое деление металлов нередко применяется и в наши дни, но с тем отличием, что к двум благородным металлам древнего мира и средневековья - золоту и серебру - на рубеже XVIII и XIX вв. прибавились платина и четыре ее спутника: родий, палладий, осмий, иридий. Рутений, пятый спутник платины, был открыт только в 1844 г.
Благородные металлы очень мало распространены в природе. В природе благородные металлы встречаются почти всегда в свободном (самородном) состоянии. Некоторое исключение составляет серебро, которое находится в природе и в виде самородков, и в виде соединений, имеющих значение как рудные минералы (серебряный блеск, или аргентит Ag2S, роговое серебро, или кераргирит AgCl, и др.).
История благородных металлов - одна из самых интересных глав истории материальной культуры. По мнению многих ученых, золото было первым металлом, который человечество начало использовать для изготовления украшений, предметов домашнего обихода и религиозного культа. Золотые изделия были найдены в культурных слоях эпохи неолита (V-IV тысячелетия до н.э.).
И в древности, и в средние века основными областями применения золота и серебра были ювелирное дело и изготовление монет. При этом недобросовестные люди, как ремесленники, так и лица, стоявшие у власти, прибегали к обману, не гнушались сплавлением драгоценных металлов с более дешевыми - золота с серебром или медью, серебра с медью. Хорошо известен рассказ древнегреческого писателя Плутарха о том, как сиракузский царь Гиерон II поручил Архимеду узнать, нет ли примеси серебра в золотой короне, изготовленной по заказу царя.
Ученый, пользуясь открытым им законом, взвесил корону сначала на воздухе, а затем в воде и вычислил ее плотность. Она оказалась меньше, чем у чистого золота. Так был разоблачен корыстный ювелир.
Способ испытания золотых и серебряных изделий (особенно монет) на чистоту был известен уже в глубокой древности. Он состоял в сплавлении пробы металла со свинцом и затем в окислительном обжиге жидкого сплава в сосуде из пористого материала (костной золы). При этом свинец и другие неблагородные металлы окислялись. Расплавленная смесь оксида свинца PbOс другими оксидами всасывалась пористым материалом, а благородный металл оставался неокисленным. Зная массу взятой пробы и массу выделенного из него «королька» золота или серебра, определяли содержание благородного металла в пробе.
Совершенно очевидно, что Архимед не мог воспользоваться этим приемом для разрешения заданного ему вопроса; к тому же Гиерон II запретил повреждать корону. А пробирных игл в то время в Древней Греции не было, как не были известны и способы разделения золота и серебра.
Пробирные иглы изготовляют из золота и меди (или серебра и меди), взятых в различных отношениях, заданных заранее. На отполированной поверхности пробирного камня (черного кремнистого сланца) наносят черту сперва испытуемым изделием, затем пробирной иглой, наиболее близкой к нему по цвету, а потом иглами соседних составов. Сравнивая окраску всех этих черт, можно определить приблизительно содержание благородного металла в испытуемом предмете. Пробирные иглы применялись уже в Древней Индии. В Западной Европе появились около XIV в.
И в древности, и в средние века подделка золота и серебра была широко распространена. Несмотря на жестокие наказания, которые угрожали фальсификаторам монеты (начиная с отсечения кисти и кончая сожжением заживо), «проклятая страсть к золоту» брала верх. Та же страсть была движущей силой алхимии .
Называя главные моменты ранней стадии периода первоначального накопления капитала, К.Маркс прежде всего отмечает открытие золотых и серебряных рудников в Америке. Были найдены богатые месторождения золота в Мексике (1500), в Перу и Чили (1532), в Бразилии (1577). Серебряные руды были обнаружены во второй трети XVI в. в Мексике и Перу. В XVI в. большие количества золота и серебра стали поступать из Нового Света в Европу.
Первую в России золотую россыпь обнаружил весной 1724 г. крестьянин Ерофей Марков в районе Екатеринбурга. Ее эксплуатация началась только в 1748 г. Добыча уральского золота медленно, но неуклонно расширялась. В начале XIX в. были открыты новые месторождения золота в Сибири. С 1821 по 1850 г. в России было добыто 3293 т золота, т.е. почти в 3,9 раза больше, чем во всех остальных странах мира (893 т).
С открытием богатых золотоносных районов в США (Калифорния, 1848 г.; Колорадо, 1858 г.; Невада, 1859 г.; Аляска, 1890 г.), Австралии (1851), Южной Африке (1884) Россия утратила свое первенство в добыче золота, несмотря на то что были введены в эксплуатацию новые месторождения, главным образом в Восточной Сибири.
Добыча золота велась в России полукустарным способом, разрабатывались преимущественно россыпные месторождения. Свыше половины золотых приисков находилось в руках иностранных монополий. Самородная платина, по имеющимся данным, была известна в Древнем Египте, Эфиопии, Древней Греции и в Южной Америке. В XVIII в. испанские колонизаторы обнаружили в золотых россыпях в Колумбии самородки тяжелого тускло-белого металла, который не удавалось расплавить. Его назвали платиной (уменьшительное от исп. рlаtа - серебро). В 1744 г. испанский путешественник Антонио де Ульоа привез образцы платины в Лондон. Ученые очень заинтересовались новым металлом. В 1789 г. А. Лавуазье включил платину в список простых веществ. Но вскоре оказалось, что самородная платина содержит другие, еще неизвестные металлы.
В 1803 г. английский физик и химик У.Уолластон открыл в ней палладий, получивший свое название от малой планеты Паллады, и родий, названный так по розово-красному цвету его солей (от греч. rhodon- роза). В 1804 г. английский химик С.Теннант, исследуя остаток от растворения самородной платины в «царской водке» (смесь азотной и соляной кислот), нашел в нем еще два новых металла. Один из них - иридий - получил название вследствие разнообразия окраски его солей (от греч, iris- радуга). Другой был назван осмием по резкому запаху его оксида OsO4(от греч. osme- запах). Наконец, в 1844 г. профессор Казанского университета К.К. Клаус открыл еще один спутник платины - рутений (от лат. Rhuthenia- Россия).
Материалом для исследования К.К. Клауса служили остатки от аффинажа (очистки) уральской самородной платины. Она была открыта в золотоносных песках Верх-Исетского горного округа в 1819 г. Вскоре и в других местах было найдено «белое», «лягушечье» золото или «серебрецо». В 1823 г. В. В. Любарский показал, что все эти находки не что иное, как самородная платина.
В 1824 г. на Урале было добыто 33 кг самородной платины, а в 1825 г. уже 181 кг. Незадолго перед этим (в 1823 г.) был уволен в отставку министр финансов Д.А. Гурьев, приведший Россию на грань денежной катастрофы. Его преемник Е.Ф.Канкрин, чтобы спасти положение, наметил в числе прочих мер чеканку платиновой монеты. В 1826 г. горные инженеры П.Г.Соболевский и В.В. Любарский разработали технологию получения ковкой платины.
Способ этот состоял в следующем: губчатую платину, полученную прокаливанием «нашатырной платины», т.е. гексахлорплатината аммония, набитую в цилиндрические железные формы, сильно сдавливали винтовым прессом и полученные цилиндры выдерживали при температуре белого каления около 36 ч, после чего из них отковывали полосы или прутки. К концу 1826 г. этим способом было получено 1590 кг ковкой платины. Ранее по способу парижского ювелира Жаннетти платину сплавляли с мышьяком. Сильным прокаливанием на воздухе мышьяк выжигали из полученных слитков, после чего их подвергали горячей ковке. Этот способ был крайне опасен для здоровья и сопряжен с большими потерями платины. За рубежом его заменил способ У.Уолластона, который хранился в тайне и был опубликован только в 1829 г. В основных чертах он схож со способом П.Г.Соболевского. Получение изделий посредством прессования и последующего спекания порошков металлов, карбидов и других соединений широко применяется под названием металлокерамики или порошковой металлургии.
В 1828 г. был начат выпуск платиновой монеты достоинством в 3,6 и 12 руб. Но в 1845 г. царское правительство решило прекратить ее чеканку, а в 1862 г. продало за бесценок иностранной фирме остатки от аффинажа платины, накопившиеся на Монетном дворе.
В конце XIX в. спрос на платину сильно возрос, в частности, вследствие ее применения как катализатора в производстве серной кислоты. Однако владельцы уральских платиновых приисков, которые поставляли тогда около 95% мировой добычи платины, вместо того чтобы наладить аффинаж платины и производство платиновых изделий и препаратов, предпочли продавать сырую платину за границу. Так, Россия, будучи монополистом по добыче самородной платины, оказалась вынужденной покупать за рубежом платиновую посуду, проволоку и др. Только в 1914 г. был запрещен вывоз сырой платины, а в 1915-1918 гг. построен платино-аффинажный завод в Екатеринбурге.
Вскоре (в 1918 г.) была введена государственная монополия на добычу, очистку и куплю-продажу драгоценных металлов. Тогда же по инициативе проф. Л. А.Чугаева был основан при Академии наук Институт по изучению платины и других благородных металлов (в 1934 г. вошел в состав Института общей и неорганической химии АН СССР). Его директорами были Л.А.Чугаев и Н.С.Курнаков.
В годы первой мировой и гражданской войн добыча золота и платины сильно упала. Но уже в 1921 г. Совнарком РСФСР издал постановление «О золотой и платиновой промышленности». В нем указывалось, что месторождения золота и платины составляют собственность государства, отмечалось особо важное значение их разработки и предусматривался ряд мер, направленных на восстановление и развитие добычи этих металлов. Так была возобновлена работа золотых и платиновых приисков, но с применением механизации в невиданных ранее масштабах. За годы Советской власти были открыты и введены в эксплуатацию месторождения золота в Сибири, Казахстане, Приморье и других районах СССР. Была налажена комплексная переработка медно-никелевых сульфидных руд Заполярья с извлечением из них драгоценных металлов.
В капиталистических странах (по оценке на 1970 г.) общая добыча золота составляла 1293,8 т, в том числе 999,7 т приходится на Южно-Африканскую Республику, 74,2 т - на Канаду, 52,9 т - на США, 21,5 т - на Австралию, остальное - на Японию, Мексику и Индию.
Главные зарубежные поставщики платины и ее спутников - ЮАР, Канада, Колумбия, США. Относительная стоимость платиновых металлов на рынках Запада (по данным конца 1960 г. составляла, если принять стоимость золота за единицу:
Современные методы плавки и литья драгоценных металлов
Благородные металлы: технологии разработки и производства

Благородные металлы являются одним из самых дорогих ресурсов, который применяется в самых разных сферах промышленности. При этом и сама область разработки таких ресурсов является одной из отраслей промышленного производства. Множество стран имеют собственные предприятия по добыче и переработке таких металлов. Долгое время такой вид производства обеспечивал целые государства платежными средствами и помогал поддерживать уровень экономического развития. До сих пор большинство финансовых систем держаться на уровне золотого запаса, хотя его влияние и отошло на второй план поле рыночных механизмов.
Производство драгметаллов
Производство драгметаллов – это целая система взаимосвязанных разработок в нескольких сферах. Сюда можно включить:
- аффинаж металлов, добытых из полупродуктов. К этой группе относят разнообразные комплексные руды и концентраты в состав которых вместе с другими элементами входят золото, платина, серебро или иные металлы.
- создание сплавов из благородных металлов, этот процесс можно назвать реверсным для предыдущего. Если там металл выделяли с группы других, то тут его сплавляют в единую консистенцию.
- нанесение благородных металлов в виде покрытия на иные поверхности или металлы. Это позолоты и иные тонкие слои металла.
- изготовление изделий для промышленного производства. Из драгметаллов изготовляют разнообразные листы, стержни, проволоки и пластины, которые служат полуфабрикатами для разных изделий электроники, приборо- и машиностроения.
- для химической промышленности изготовляют соли и соединения металлов, которые будут служить в экспериментах.
- производство порошков из металлов. Чаще всего здесь используются отходы от основного производства.
Стоит упомянуть, что промышленное изготовление драгоценных металлов не включает производство ювелирных изделий и корпусов для часов. Это отдельные сферы данной отрасли, которые не применяются в промышленности и создаются для розничной или оптовой торговли. Сюда же можно отнести и создание предметов искусства из благородных металлов.
Технология обработки драгметаллов изменялась вместе с техническим прогрессом. На данный момент самые популярные химические методики, которые начали свое формирование еще в конце ХІХ века. Цианистый процесс, основанный на хлорировании руд и получении из них золота, развивался в России. С 1896 года хлор в этом методе был замене цианированием на основе щелочных растворов. Через несколько лет процесс распространялся на иные руды и серебро.
В наше время самым популярным методом является аффинаж, который позволяет изготовлять благородные металлы самой высокой чистоты. Потери материалов при этом мене 0,1%. При этом и цианистый процесс не выходит из перечня популярных методик. Реагентами могут выступать и органические элементы, ионообменные смолы или комбинации известных методов. В добыче сырья из месторождений сейчас развивается методика бактериального выщелачивания.
Читайте также: