Технология резки металла на прессах
Обновлено: 17.04.2024
Прежде чем изготовить отдельные детали определенных размеров, листовой и профильный материалы подвергаются резке.
В котельном производстве применяются три метода резки: механический, автогенный и электрический. Эти методы резки имеют принципиальное различие по влиянию, оказываемому на свойства металла, по своему осуществлению и по экономичности.
При механическом методе разделение металла происходит благодаря действию внешней силы. При автогенном методе — благодаря сгоранию металла в струе кислорода. При электрической резке металл расплавляется в пламени электрической дуги. Как тот, так и другой метод может быть ручным и механизированным. Кроме сказанного выше, механический метод может быть разделен на два вида:
— резка, осуществляемая чистым резанием (снятие стружки резцом).
В зависимости от профиля разрезаемого материала при резке применяются специальные инструменты, приспособления и станки.
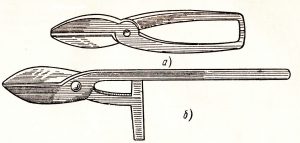
Рис. 1. Ножницы:
а – ручные; б – стуловые.
Резка тонколистового металла ножницами. Резка скалыванием.
Резка скалыванием осуществляется на ручных и стуловых ножницах (рис. 1, а и б), на рычажных (рис. 2), вибрационных, гильотинных, дисковых (рис. 3) ножницах, пресс-ножницах, на специальных отрезных штампах.
Рис. 2. Рычажные ножницы.
Посмотрев на обрезанную часть листа, мы видим три полосы: две из них, которые по краям, будут узкими и блестящими, это следы врезания ножей (а и в), а поверхность посередине будет матовая (б) от скалывания (рис. 4). По линии реза можно наблюдать маленькие трещины и заусенцы. Кроме того, полоса металла толщиной от 2 — 3 мм, от сдавливания ножами по всей линии реза, будет иметь наклеп.
В зависимости от изготавливаемой конструкции, наклеп и трещины необходимо сострогать.

Рис. 3. Дисковые ножницы.
Резка скалыванием происходит следующим образом: разрезаемый материал 2 помещается между двумя ножами 1 и 3 (рис. 5), из которых нижний 3 обыкновенно бывает неподвижным, а верхний 1 — подвижным. Верхний нож 1, опускаясь, давит на металл, прижимая его к нижнему ножу. Оба ножа несколько вдавливаются в металл С врезанием ножей в металл поперечное сечение его уменьшается, появляются вначале мелкие, а затем крупные трещины, и он скалывается.
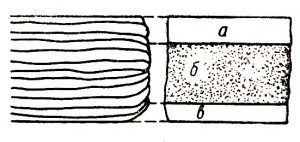
Рис. 4. Схема действия ножей на металл.
Под действием ножей на разрезаемый металл часть его, лежащая на столе, приподнимается и поворачивается вокруг грани нижнего ножа. Для предотвращения этого металл прижимается к столу специальным прижимом. Однако при резке металла между ножом и прижимом стремится изогнуться перпендикулярно плоскости резания. Исходя из этого, расстояние между прижимом и режущей кромкой ножа выбирают такое, чтобы изгиб листа был наименьшим.

Рис. 5. Схема работы ножей:
α – угол раствора ножей; ẞ – угол заострения ножей; ɣ – угол скоса; δ – угол режущей кромки.
Угол скалывания.
Для резки длинного листа металла за один ход ножа необходимо немалое усилие, которое будет тратиться на врезку ножей в металл и на его скалывание. Чтобы снизить потребляемую мощность на все эти операции, ножи устанавливают под углом друг к другу (рис. 5). Чем больше будет угол α, тем меньше будет усилие нужное для резки. Так, например, если резать одинаковой толщины листы с наклоном ножей (угол наклона 5°) и без, то разница усилий будет значительной:
— усилие с наклоном 8,3 т;
— усилие без наклона (с параллельными ножами) 120 т.
Однако нужно заметить, что из-за большого угла наклона ножей создается усилие, которое выталкивает лист из-под ножей. Из-за чего угол наклона устанавливают в пределах от 6 до 8°.
Для того, чтобы облегчить врезку ножей в металл угол реза δ устанавливают меньше 90°, в пределах от 70 до 85°. Для меньшего трения ножей о разрезаемый металл, скашиваются их передние грани на угол от 2 до 3°. Зазор между ножами зависит от толщины разрезаемого металла и допускается не более 0,5 мм.
Ручные рычажные ножницы. Ручные стуловые ножницы.
Резка листового металла вручную осуществляется на ручных, стуловых и рычажных ножницах. Толщина разрезаемого металла обыкновенно бывает небольшой (2—3 мм), но на рычажных ножницах можно резать до 6—10 мм. Длина режущего ножа достигает 350 мм. Ручные ножницы мало производительны, требуют большой затраты мускульной силы рабочего.
Для резки более толстой листовой стали используют гильотинные ножницы и пресс-ножницы. Их ножи приводятся в действие от электродвигателей.
Пресс ножницы для резки металла.
На пресс-ножницах режутся мелкие детали, а также на них можно распускать листы неограниченной длины толщиной до 32 мм. Ножи длиной до 600 мм располагаются вдоль или поперек оси станины. Недостатками у пресс-ножниц являются низкая чистота реза и малая производительность вследствие многократного передвижения листа во время резки больших деталей. Однако ножницы очень удобны при резке мелких деталей.
Резка гильотинными ножницами.
Высокую чистоту и большую производительность дают гильотинные ножницы. Они состоят из двух, соединенных между собой станин, прикрепленных к рабочему столу. К внутренней кромке стола крепится неподвижный нож, состоящий из отдельных полос, длиной 600—1000 мм.
В пазах станин ходит ползун с присоединенными к нему полосами верхнего ножа. Движение ползуну передается от электродвигателя через коленчатый вал. Для увеличения напора верхнего ножа в рабочем ходе ножницы снабжены тяжелым маховиком, который во время резки расходует большую силу, накопленную при холостом ходе. Разрезаемый лист укладывается на стол ножниц и прижимается к нему прижимами.
Гильотинными ножницами возможна рубка листа толщиной до 40 мм и шириной до 3000 мм. На них можно легко распустить лист на полосы шириной несколько меньшей вылета зева, который у отдельных конструкций ножниц доходит до 600 мм.
Резка металла вибрационными ножницами.
Вибрационные ножницы представляют собой станок с короткими ножами. Число ходов у них достигает 2500 в мин., ход 2—3 мм. Ножницы предназначены для резки деталей криволинейной конфигурации с малыми радиусами (до 15 мм). Конструкция ножниц позволяет производить резку непрерывно.
Дисковые или роликовые ножницы имеют ножи круглой формы, что также позволяет производить резку непрерывно. Ножи вращаются от электродвигателя в противоположных направлениях. Ножницы применяют для резки полос из листа, а также производят резку по криволинейному контуру. Ножницы способны производить рез листа толщиной не более 25 мм. Интересно применение дисковых ножей в комбинации с правильными вальцами. Для этого двухпарные дисковые ножницы соединены с правильными вальцами. Вся установка работает от одного привода. Обе операции — правка и резка продольных кромок листов — проводятся на одном станке одновременно за один проход.
Обрезные штампы применяются для резки узких полос и профильного материала на штучные заготовки.
Резка профильного материала не отличается от резки листового. Ножницы также имеют ножи, один из которых неподвижный, а другой подвижный. Особенностью ножей является их форма (рис. 6), отвечающая профилю разрезаемого материала. Ножницы делят на:
Также, часто встречаются ножницы комбинированного типа для резки профильного и листового материала.
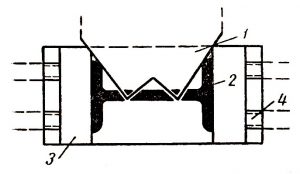
Рис. 6. Формы ножей для резки фасонного металла:
1 – верхний нож; 2 – профильный (разрезаемый) металл; 3 – упоры; 4 – нажимные винты.
В сварных конструкциях для плотного прилегания деталей при сборе и сварке очень часто возникает необходимость делать в профильном материале всякого рода зарубы, закругления, выемки (рис. 7). Для этой цели применяются так называемые зарубочные машины. На этих машинах, кроме указанных работ, можно осуществлять резку профильного материала.
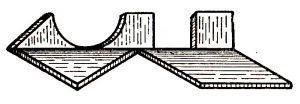
Рис. 7. Формы зарубок на полках уголка.
В частных случаях допускается резка на ножницах по разметке, для этого лист устанавливается до совпадения линии разметки с внутренней плоскостью ножа.
При серийном производстве детали с контуром, ограниченным прямыми линиями, выгоднее резать по упорам. Эти упоры располагаются за подвижным ножом и называются задними. Чаще всего они бывают универсальными, позволяющими настраивать их по заданным размерам деталей. Кроме задних упоров, применяются упоры передние и боковые, устанавливаемые в зависимости от конфигурации детали на столе ножниц.
Дисковые и вибрационные ножницы служат для вырезания детали или заготовки по шаблону. Благодаря упорам и шаблонам при резке плоского или профильного металлопроката можно отказаться от их предварительной разметки.
Для облегчения работы подача листового и профильного материалов к ножницам осуществляется с помощью всякого рода приспособлений: столов из роликовых тележек, рольгангов, столов «гусиные шейки», металлических шаров. Кроме того, некоторые модели ножниц монтируются на поворотном столе, что позволяет значительно сократить операции, связанные с кантовкой громоздких деталей.
Резка скалыванием нашла широкое применение при изготовлении котельных конструкций.
Технология резки металла

Существуют различные технологии резки металла. Применение того или иного способа зависит от типа обрабатываемого вида, параметров конечного изделия, производственных мощностей. Одни варианты металлообработки применимы исключительно в промышленных целях, другие могут использоваться как на производстве, так и в быту.
Технологии резки металла можно разделить на две большие группы: термические и механические. К первой относятся электродуговая, плазменная, лазерная, газовая резка. Механические способы обработки – это ножницы, гильотины, абразивы, гидроабразивные станки и т. д. Из нашего материала вы узнаете о нюансах различных технологий резки металла и сферах их применения.
Разнообразие технологий резки металла
Производство деталей с определенными параметрами из металлических листов, профильного проката, предполагает осуществление ряда операций в рамках выбранных технологий. В процессе работы обязательно учитывают прочность, хрупкость, термостойкость, электропроводимость и химический состав сплава. При помощи резки необходимо обеспечить заготовкам максимально точные размеры с сохранением основных свойств материала.
Чтобы добиться качественного выполнения подобных работ, используют разные технологии резки металла. Для большей части из них необходимо сложное промышленное оборудование, имеющее высокие показатели продуктивности и при необходимости комплектуемое системами ЧПУ.
Однако существуют методы раскроя, предполагающие применение портативных станков и небольших приспособлений, которые подходят для мастерских, домашних гаражей и работы на объектах во время установки металлических конструкций.
Технологии термической резки металла
Подобные технологии резки металла дают возможность с высокой точностью изготавливать большое число деталей за короткое время. Обычно крупные предприятия прибегают к таким способам:
Плазменная резка
Плазменная резка металла представляет собой технологию, при которой возможна работа с токопроводящими металлами и диэлектриками (вне зависимости от их твердости) при помощи струи раскаленного газа. Последний также известен как плазма и имеет температуру +5 000. +30 000 °C и скорость 1 500 м/с, которая достигается благодаря разгону электрическим полем.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Чаще всего данная технология используется для резки листового металла толщиной в пределах 200 мм. Струя плазмы формирует тонкий ровный гладкий рез, после чего не нужна зачистка кромок, ведь прилегающая к разрезу зона не перегревается, не меняет свою структуру. Сегодня данный метод входит в число наиболее точных и быстрых.

Лазерная резка
Лазерная резка имеет точность, сравнимую с раскроем плазмой. Обработка осуществляется мощным лазерным лучом с высокоточной фокусировкой. Под его действием металл плавится, сгорает, испаряясь, а рез получается чистым и узким.
При раскрое листов толщиной свыше 15 мм подвергаемая воздействию лазера зона обдувается инертным газом, воздухом либо охлаждается при помощи воды. Обычно технологию лазерной резки металла задействуют для производства деталей со сложным контуром из цветных металлов, сплавов, а также сталей толщиной в пределах 12–20 мм.
Основным достоинством данного подхода является возможность работы со сверхтонкими и хрупкими материалами.
Газовая резка
Газовая резка металла похожа на электродную технологию резки металлов (при помощи сварки), так как требует температурного воздействия и обеспечивает аналогичные результаты. Во время газовой резки в ограниченной зоне действия кислородно-пропанового потока достигается нагрев, значительно превышающий точку плавления.
Данный метод не позволяет добиться высокой точности реза, зато дает возможность отказаться от очень сложного оборудования. Газовая резка может использоваться в любых условиях, не предполагая подключения оборудования к электросети, что необходимо для раскроя по технологии дуговой резки металлов.
Технологии кислородной резки металла
Кислородная резка металла
В данном случае материал сгорает в струе кислорода, которая затем уносит из зоны реза образовавшиеся оксиды.
Металл нагревается при помощи пламени, формируемого в процессе сгорания ацетилена или пропана в сочетании с кислородом. Данная смесь поступает из боковых каналов мундштука. Когда достигнута температура воспламенения металла в кислороде, на резаке открывается вентиль кислорода (99–99,8 %).
Газ подается под давлением до 12 бар, обеспечивая раскрой заготовок. Из центрального канала мундштука выходит чистый кислород, он окисляет обрабатываемый материал и избавляет рез от оксидов – его принято обозначать как режущий.
Поток режущего кислорода вытесняет расплавленные оксиды в разрез, те нагревают новый слой металла, обеспечивая более активный процесс окисления. В итоге металл, обрабатываемый при помощи данной технологии резки, окисляется по всей толщине, а оксиды удаляются струей газа.

Перед подобной обработкой с поверхности листа убирают окалину и любые загрязнения, в том числе краску, масло, следы коррозии. Наиболее важным этапом является удаление окалины, так как она перекрывает доступ пламени и струи газа к металлу.
Поэтому сталь прогревают пламенем резака и окалина отскакивает от поверхности материала. Во время подготовки подогревают только узкую полосу металла вдоль будущей линии реза. Скорость движения пламени должна быть близкой скорости резки.
Прежде чем проводить кислородную обработку, металл в начальной точке реза доводят до температуры воспламенения в кислороде. Далее запускают струю режущего кислорода, из-за чего начинается окисление материала – в это время резак передвигают вдоль запланированной линии раскроя.
Для прямолинейной кислородной резки стальных листов, имеющих толщину не более 50 мм, режущее сопло устанавливают в вертикальное положение, после чего наклоняют его под углом 20–30° в сторону, обратную направлению раскроя.
В результате окисление протекает быстрее, повышается скорость резки, что позитивно сказывается на уровне производительности. Если требуется обработка листов более значительной толщины, на первом этапе резак размещают с наклоном 5° в сторону, обратную линии реза.
В процессе резки металла по данной технологии применяются резаки, шланги, баллонный регулятор, баллоны с газом вместе с газовой рампой либо газификатор.
Кислородно-флюсовая резка
Этот способ создавался для обработки чугуна, легированных сталей, цветных металлов, то есть материалов, с которыми плохо справляется кислородная резка.
Единственное отличие кислородно-флюсовой обработки от кислородной в том, что вместе с подогревающим пламенем и режущим газом подается порошок флюса. С его помощью на металл оказывается термическое, химическое и абразивное воздействие.
Метод и техника в данном случае точно такие же, как и при кислородной резке, если не считать некоторых тонкостей.
Кислородно-флюсовая технология резки металла предполагает, что в газовую режущую струю подаются порошкообразные флюсы. Их частицы сгорают и обеспечивают тепловой эффект, из-за чего плавятся тугоплавкие окислы на поверхности основного металла.
Если говорить точнее, сгорание флюса, ключевым компонентом которого является железный порошок, вызывает появление сильно нагретых частиц оксида железа. Они становятся причиной образования комплексных, более легкоплавких соединений, таких как FeОSiО2; FeОCr2О3, пр.
В результате без тугоплавких окислов кислороду легче проникнуть к неокисленному металлу. При этом удается избежать значительного расплавления кромок под поверхностным слоем.
Помимо таких процессов, как окисление металла и выдувание шлаков, свойственных кислородной резке, во время использования кислородно-флюсовой технологии происходит интенсификация температуры в реакционном пространстве.
Этот эффект достигается благодаря сжиганию порошка флюса на основе железа, феррофосфора или алюминия и сопровождается флюсованием тугоплавких окислов и их абразивным удалением. Последнее происходит при помощи окалины, кварцевого песка, глинозема.
Обработка кислородно-флюсовым методом может быть разделительной или поверхностной.
Технологии механической резки металла
Речь идет о методах безогневой резки при помощи механических резаков, прессов, пил, абразивных кругов, гидроабразивных установок.
Данный подход используется при проведении работ на трубопроводах, через которые ведется транспортировка газа, нефти, горючих продуктов. Нужно понимать, что технология ручной резки металла, предполагающая только механическое воздействие, активно применяется не только в промышленности, но и в быту.
Существуют стационарные и мобильные отрезные станки с дисковыми пилами, а также оборудование в формате ручного инструмента, известного среди умельцев, как болгарка. Последнюю выбирают, если необходимо разрезать трубы, профиль, листы.
На металл воздействуют абразивным кругом, вращающимся с большой скоростью. В итоге появляется значительная сила трения, материал изделия нагревается и выгорает в области реза.

Чуть менее распространена технология резки металла при помощи рубки. Для этого горизонтально расположенный нож прижимают к листу, вызывая разрушение последнего в зоне контакта. Пресс действует по принципу привычных ножниц с двумя скользящими мимо лезвиями. Необходимое для раскроя заготовки усилие создается благодаря гидравлике, пневматике либо эксцентриковому механизму.
Мощные гидравлические и пневматические ножницы, которые также называют гильотинами, режут листы из стали и высокопрочных сплавов, толщина которых доходит до нескольких сантиметров. Правда, данный способ имеет и свои минусы.
Так, он не подходит для раскроя хрупких и недостаточно пластичных металлов – здесь рекомендуется применять технологию резки металла лазером, плазмой или другими методами. Зато гильотины могут снабжаться программным управлением, что позволяет увеличить скорость и точность работы.
Для резки и рубки профлиста нередко используют переносные сабельные гильотины. Их устанавливают прямо на объекте, ведь такое оборудование работает без подключения к электросети, а раскрой металла осуществляется благодаря приложению физической силы.
Так, металлочерепицу можно резать лишь механическим способом. Для продольного раскроя вдоль профиля подходит технология резки специальными ручными ножницами или роликовым резаком. Диагональная и продольно-поперечная резка осуществляется посредством электроножниц по металлу с особыми насадками.
Технология гидроабразивной резки металла
Гидрорезка также называется водоструйной резкой и предполагает использование тонкой сверхскоростной струи воды в качестве основного инструмента. При гидроабразивном методе разрушительная сила струи повышается за счет добавления воде абразива, то есть частиц материала высокой твердости.
Обычная вода, сжатая под давлением в 4 000 атмосфер и пропущенная через отверстие диаметром менее 1 мм, движется со скоростью, которая в 3-4 раза выше скорости звука. Она способна кроить многие материалы, а с абразивом ее режущая способность повышается в сотни раз.
В основе данной технологии резки металла лежит принцип эрозионного (или истирающего) воздействия абразива и водяной струи. Высокоскоростные твердофазные частицы переносят энергию, а каждый их удар об изделие вызывает отрыв его частиц, после чего последние уносятся из области реза.
Скорость обработки определяется кинетической энергией, массой, твердостью, формой, углом удара воздействующих частиц. Не менее важную роль играют механические характеристики разрезаемого металла.

Гидрорезка без использования абразива значительно проще, так как вода подается через сопло под давлением в сторону обрабатываемой заготовки.
При гидроабразивной резке жидкость, сжатая насосом высокого давления до 4 000 бар или более, через водяное сопло диаметром 0,2–0,35 мм попадает в смесительную камеру.
Здесь вода соединяется с гранатовым песком, играющим роль абразива, и проходит через второе, твердосплавное сопло диаметром 0,6–1,2 мм. Оттуда жидкость вырывается со скоростью 1 000 м/сек и направляется на обрабатываемый металл, раскраивая его.
Рекомендуем статьи
Абразивом могут служить самые разные материалы – главное требование состоит в том, чтобы их твердость по Моосу была не ниже 6,5. Выбор конкретного вещества основывается на виде и твердости заготовки.
Кроме того, нужно учитывать, что чем выше твердость абразива, тем меньший отрезок времени нужен, чтобы узлы режущей головки пришли в негодность.
Водно-абразивная либо водная струя позволяет раскраивать большинство материалов без механических деформаций заготовок. Это объясняется тем, что сила воздействия струи составляет всего 1–100 Н.
Также данная технология резки металла дает возможность избежать термических деформаций, ведь в зоне реза температура находится на уровне 60–90 °C. Поэтому, если сравнивать с методами термической обработки, гидроабразивный способ имеет такие плюсы:
- высокое качество раскроя, ведь подобная резка предполагает малое температурное воздействие, отсутствует плавление, оплавление, пригорание краев изделия;
- возможность обработки термочувствительных материалов, например, пожаро- и взрывоопасных, ламинированных, композитных, пр.;
- чистый, с точки зрения экологии, процесс, так как работа не предполагает выделения каких-либо опасных газов;
- взрыво- и пожаробезопасность раскроя.
Водно-абразивная струя справляется с обработкой заготовок толщиной более 300 мм. При этом данная технология резки металла позволяет точно создавать сложные контуры – отклонения не выходят на пределы 0,025–0,1 мм, в том числе на объемных изделиях.

Данный подход используется для работы с алюминиевыми сплавами, медью, латунью. Подобные металлы имеют высокую теплопроводность, поэтому при термических способах для их резки необходимы источники нагрева большей мощности.
Также перечисленные материалы обладают низкой способностью поглощать лазерное излучение, из-за чего осложняется их резка лазером.
Но у технологии гидроабразивной резки металла есть и минусы:
- Более низкая скорость обработки стали малой толщины, чем при плазменном и лазерном методе.
- Высокая стоимость оборудования и затраты на его использование, однако этот недостаток есть и у лазерной резки. При водно-абразивной технологии данная особенность объясняется расходом абразива, электроэнергии, воды, необходимостью периодической замены смесительных трубок, водяных сопел, уплотнителей, которые должны справляться со значительным давлением.
- Высокий уровень шума, так как струя движется со скоростью, превышающей скорость звука, что также характерно для плазменной резки.
Различные технологии резки металла позволяют изготавливать любые виды изделий. Существующее на данные момент разнообразное оборудование дает возможность производить распил заготовок в прямом направлении и создавать фигуры большой сложности.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Резка металлических изделий

Резка металлических изделий может быть осуществлена различными способами и с применением разных устройств. Выбор того или иного метода зависит от его эффективности в конкретном случае, стоимости и, конечно, ожидаемого результата.
Кроме всего прочего, прогресс не стоит на месте, поэтому со временем появляются все новые технологии резки металла. Некоторые из них по многим параметрам превышают уже существующие, а это значит, что повсеместное их внедрение уже не за горами.
Суть резки металла
Резкой металла называется разделение листа, трубы или отливки на фрагменты посредством ручного, механического либо термического метода. К вариантам резки металла относится раскрой – здесь форма и размеры изделия задаются в соответствии с чертежом.

За счет воздействия режущего инструмента на металл получаются заготовки, которые подлежат последующей обработке. Форма изделия зависит от заранее подготовленных чертежей.
Есть разные способы резки металлических изделий. Обычно прибегают к помощи специального оборудования: ручным, механическим инструментам, аппаратам для нагрева металла. Также специалисты выделяют механический, термический, гидроабразивный вид резки.
Механические методы резки металла
При резке металлических изделий механическими способами задействуются диски, пилы, прессы, механические резаки. Они широко применяются как на крупных предприятиях, так и в бытовых условиях.
Ручная резка.
Этот подход имеет низкую эффективность, из-за чего не используется в промышленности. Металлические листы разрезают вручную посредством ножниц, лобзика, ножовки, болгарки, при этом временные затраты и качество работы зависят только от навыков мастера.
Резка при помощи ленточной пилы.
Такие пилы являются основным узлом ленточно-пильного станка и справляются с сортовым листовым материалом. Само оборудование действует по тому же принципу, что и ножовка: лента приводится в движение при помощи электромотора, далее происходит разрезание металла. Одна из сторон полотна пилы имеет зубья, а само полотно заключено в ленту значительного диаметра. Для производства пилы используют углеродистую сталь либо в ход идет сплав ряда металлов.
Данный способ резки металлических изделий отличается такими достоинствами, как высокая точность реза и возможность выполнить резы разных видов. Под последними понимают прямые и угловые. В результате подобной обработки образуется малое количество отходов, что достигается благодаря минимальной ширине реза. Еще одним плюсом является доступная цена оборудования.
Немаловажно, что пользоваться современными моделями ленточных пил очень удобно, так как они снабжены дополнительной электроникой.
Ударный способ.
Данный метод известен как рубка и осуществляется при помощи резака-гильотины. Материал фиксируют в горизонтальном положении, после чего рубящим ударом разделяют его на части. Данный подход удобен при работе с листами металла, поскольку разрезание осуществляется сразу по всей их длине. Таким образом можно обрабатывать разные виды стали, в том числе нержавеющую, оцинкованную, электротехническую.

Основным плюсом подхода является обеспечение абсолютно ровного реза за минимальный отрезок времени. Правда, данный способ обработки сопряжен с шумом от оборудования. Также минусами считаются разная ширина у полученных частей металла и ограничения по ширине обрабатываемого материала.
Резка при помощи дискового станка.
Электродвигатель приводит в движение диск с зубьями по внешнему краю, в результате чего осуществляется резка металлических изделий.
Технология обеспечивает высокое качество кромки и точность обработки, позволяет резать под углом. А само оборудование является компактным и универсальным.
Термические способы резки металла
Благодаря использованию термических методов удается значительно сократить временные затраты на раскрой металла. Терморезка может быть газокислородной, лазерной и плазменной.
Каждый вид отличается своими особенностями, однако их объединяет отсутствие прямого контакта инструмента с поверхностью обрабатываемого металла, а именно: бесконтактное разделение заготовки осуществляется при помощи струи газа, луча лазера или плазмы. Остановимся подробнее на каждой разновидности резки.
Газокислородная.
Данная технология основана на свойстве металла нагреваться, плавиться и выгорать при высокой температуре. Обработка осуществляется в два этапа. В первую очередь к месту запланированного разреза направляют струю пламени, при этом роль горючего вещества играет ацетилен. Когда металл достиг необходимой температуры, в место разреза подают кислород, под действием которого мягкий материал делится на части, а все присутствующие окислы удаляются.
Таким образом удается раскраивать заготовки значительной толщины, в том числе листы титана. Правда, этот метод резки металлических изделий имеет свои особенности, которые могут считаться его минусами:
- невозможна обработка алюминия, меди и прочих цветных металлов, а также хромоникелевых и высокоуглеродистых сталей;
- низкое качество реза;
- большая ширина реза;
- образование наплывов и окислов в процессе раскроя;
- невозможно разрезать криволинейные поверхности;
- изменение физических характеристик материала в области реза.
Здесь сложно добиться реза высокого качества, поскольку нужно выдерживать одинаковое расстояние на протяжении всего процесса. Зато если сравнивать с ручным резаком, подобное оборудование справляется с раскроем металла более точно и быстро.
Резка металла лазером является современным способом обработки, в котором ключевую роль играет лазерный луч. Лазер фокусируется на конкретной точке материала, за счет чего последний нагревается свыше температуры плавления и начинает испаряться. Рез необходимой формы и размера на листе металла получают, передвигая рабочую головку по заранее выбранной траектории.
Обычно данный метод используют для раскроя тонких листов, труб, а также изделий из цветных металлов и нержавейки. Но нужно понимать, что лазер справляется с любыми металлическими заготовками, в том числе изготовленными из сплавов, и даже с неметаллами – в этом его основное достоинство.
Технология позволяет вырезать сложные геометрические контуры с сохранением высокой точности, обеспечением практически идеальной кромки и высокой производительности.
Минусом подобного метода резки металлических изделий являются ограничения по толщине обрабатываемой поверхности. Также оборудование требует значительных энергозатрат, а для получения допуска к работе сотрудник должен пройти серьезное обучение.
Здесь резка осуществляется за счет плазматрона и выходящей из него струи плазмы. Если говорить точнее, плазма представляет собой ионизированный газ сверхвысокой температуры. Данный подход используется при раскрое толстых металлических листов шириной до 150 мм.
Рекомендуем статьи по резке металла
По типу воздействия на металл выделяют два вида реза: плазменно-дуговой, при котором оплавление материала происходит за счет электрической дуги, возникающей между изделием и инструментом, и косвенный – здесь металлическая заготовка делится на части только при помощи плазмы.
Достоинствами плазменной резки является безопасность, быстрота работы, возможность создания сложных контуров, незначительный нагрев металла. Кроме того, при обработке плазмой получается гладкий рез. Минусами технологии являются высокая цена оборудования, шум при работе плазмотронов. Также существуют ограничения по толщине раскраиваемого материала.
Гидроабразивный метод резки металлических изделий
Речь идет о раскрое металла за счет подачи через узконаправленное сопло смеси песка и воды под давлением. Песок с водой справляется с раскроем металла толщиной 30 см, после чего края не нуждаются в дополнительной обработке. Стоит оговориться, что данная методика резки металлических изделий считается инновационной.

Способ не входит в число горячих методов разрезания, так как не предполагает термического воздействия на металл. Эта особенность позволяет избежать деформации изделия.
Минусом гидроабразивного метода считается отсутствие возможности раскроя металлов с очагами ржавчины. Кроме того, оборудование отличается высокой ценой, из-за чего оказывается недоступным для частных лиц.
Инновационные технологии резки металлических изделий
Все способы, о которых говорилось выше, активно используются на производствах и в быту. Однако сегодня создаются более современные технологии, такие как установки для раскроя металла посредством электромагнитного импульса, ультразвука, пр. Есть вероятность, что в ближайшее время они станут столь же распространены, как и уже традиционные методы. Речь идет о следующих видах резки:
Лазером в струе воды.
Данный метод и патент на него принадлежит фирме «Synova Laboratories». Этот способ предполагает, что луч твердотельного лазера фокусируется в струе воды толщиной 0,1 мм под высоким давлением. Иными словами, подход соединил в себе лазерную и водную резку, при этом мощность реза задается сразу энергией лазерного луча и водной струи высокого давления. В месте соприкосновения луча с металлом наблюдается максимальное выделение тепла. В итоге заготовка не нагревается и достигается высокое качество кромки реза.
Метод позволяет формировать глубокие глухие отверстия очень малых диаметров, измеряемых долями миллиметра. Остальные существующие на данный момент способы резки металлических изделий не позволяют выполнять такие задачи.
Ультразвуком.
Ультразвуковое колебание является механическим колебанием частотой 16 418 кГц–2 000 МГц. В качестве источника ультразвука используются магнитострикционный или пьезоэлектрический излучатель – он преобразует высокочастотное электричество в механические колебания.
Данная технология подходит для резки твердых и хрупких материалов, позволяет изготавливать изделия со сложным профилем. А ее принцип состоит в копировании формы инструмента. Благодаря данному подходу улучшается механообработка резанием, производится дефектоскопия, очистка, пайка и иные операции.

За счет установок УЗК при нарезании резьбы момент резания снижается в восемь раз, обеспечивается более легкий отвод стружки, сокращается сопротивление трению в канавках инструмента. При этом увеличивается точность совпадения профиля инструмента и резьбы.
Экзотермическая.
Данный метод известен давно, но все еще остается необычным, так как делает доступной резку металлических изделий под водой на глубине до 100 метров. Железо нагревается дугой до +1 000 °C и начинает окисляться, то есть гореть в струе кислорода с выделением тепла. Последнего достаточно для поддержания плавления металла, а процесс не останавливается за счет подачи кислорода через трубчатый электрод. Газ окисляет металл и выдувает продукты окисления. Такой подход признан самым экономичным среди используемых на глубине 30–100 метров.
Электромагнитным импульсом.
В этом случае применяется устройство, состоящее из конденсаторов и катушек, которые работают от электричества. Конденсаторы накапливают необходимый ресурс, далее система управления подает сигнал, после чего конденсаторы одновременно направляют заряд на катушки. Последние формируют направленное магнитное поле, которое и оказывает воздействие на металл.
Таким образом создается давление 10 т на 1 см2, что позволяет производить быстрый раскрой материалов. Основными достоинствами использования этого подхода к резке металлических изделий является обеспечение качественной кромки без зазубрин и шероховатостей, отсутствие возможности деформировать заготовку. Кроме того, за счет подобной установки на работу требуется в несколько раз меньше времени, чем при раскрое лазером.
Техника резки металла

Техника резки металла зависит от выбранного способа раскроя. Существует множество методов резки, каждый из которых пригоден в зависимости от требований к качеству готового продукта и стоимости детали. Так, где не нужна повышенная точность, можно использовать механическую резку вместо лазерной.
В целом, выделяют несколько наиболее ходовых способов раскроя металла. В нашей статье мы расскажем об этих методах, приведем их плюсы и минусы, а также рассмотрим возможность применения для разных металлов.
Техника газокислородной резки металла
Такая техника резки металла производится при помощи кислорода и бывает двух видов:
- кислородная поверхностная резка;
- кислородная разделительная резка.
Методом поверхностной резки на поверхности листа металла можно удалить такой дефект, как слишком сильно возвышающийся участок сварного шва, либо снять верхний слой с листовой заготовки или создать на ее поверхности бороздки.

Разделительную кислородную резку применяют в тех случаях, когда требуется произвести раскрой листа или из него вырезать заготовку – другими словами, при необходимости разреза одного листа на несколько частей.
По способу выполнения техника кислородной резки металла бывает ручной и машинной.
Суть резания металлических материалов с применением кислорода в сгорании металла при взаимодействии с чистым техническим кислородом. Перед непосредственным процессом резки осуществляют разогревание металла в пламени при сгорании в кислороде какого-нибудь газа (к примеру, в парах керосина). После сильного разогрева металла на него подают струйку чистого технического кислорода (который называется «режущий»), в результате чего и начинается процесс сжигания разогретого металла.
Рекомендуем статьи по металлообработке
Кислородную ручную технику резки металла производят при помощи оборудования, используемого для ацетиленовой сварки, при этом меняя горелку на газовый резак (обычно инжекторный).
Следует особо подчеркнуть, что с помощью такой техники резания металла можно обрабатывать далеко не все металлы. Чтобы эта операция была возможной, металл должен обладать определенными параметрами:
- коэффициент теплопроводности металла должен быть достаточно низким;
- окислы металла должны обладать высокой степенью текучести;
- температура плавления таких окислов должна быть ниже, чем температура плавления обрабатываемого материала;
- воспламенение металла в струе кислорода должно происходить при температуре, более низкой, чем температура его плавления.
Параметры алюминия и его сплавов, а также меди не отвечают таким требованиям, а значит, не могут быть подвержены кислородному способу резки. А технические показатели низкоуглеродистых сталей полностью соответствуют условиям, которые предъявляются к технике кислородной резки металлов.

Техника плазменной резки металла
Для получения аккуратного и ровного реза (без шлака, наплывов и окалин) необходимо установить правильное значение силы тока, необходимого для резания данного материала на используемом сварочном оборудовании. Чтобы это выполнить, следует знать, какая сила тока может расплавить 1 мм материала.
Каждый вид металла будет иметь свое определенное значение:
- При резании цветных металлов и их сплавов необходимо устанавливать параметр силы тока 6 А на 1 мм толщины заготовки.
- При обработке стали и чугуна – 4 А.
Например, при резании стального листового материала толщиной 20 мм на сварочном оборудовании необходимо установить параметр силы тока не менее 80 А, а для обработки алюминиевого листа с такой же толщиной – 120 А. Но не только это следует учитывать при резании. Для того чтобы металл успевал расплавляться при резании и при этом не деформировался от теплового воздействия плазмы, важно подбирать оптимальную скорость движения резака, диапазон которой колеблется от 0,2 до 2 м/мин в зависимости от вида металла, толщины заготовки и установленной силы тока.
Непосредственно перед резанием необходимо продуть резак газом. Для этого надо нажать и отпустить кнопку поджига на резаке, после этого плазмотрон перейдет в режим продувания. Прежде чем зажечь дугу, следует выждать не менее 30 секунд, за это время из резака удалятся инородные частицы и конденсат. Только после этого можно нажать на кнопку розжига – возникнет дежурная или пилотная дуга. Обычно время горения пилотной дуги составляет не более 2 секунд. Поэтому за это время должно произойти воспламенение рабочей дуги.
Пилотная дуга сразу же погаснет, как только возникнет рабочая. Если с первой попытки не удается получить рабочую дугу, то следует на резаке отпустить кнопку и повторно ее нажать – тем самым запустится новый цикл. Причиной отсутствия дуги могут быть неполадки в работе электроэлементов, неправильная сборка плазмотрона или недостаточное давление воздуха в пневмосистеме. В этом случае требуется выключить аппарат, проверить давление на входе и надежность соединения, а после этого сделать попытку розжига еще раз.
Следует также учитывать, что при резании металла рабочая дуга может потухнуть. Такое обычно происходит из-за износа электрода, но наиболее часто угасание рабочей дуги бывает по причине несоблюдения установленного расстояния между деталью и резаком. Безусловно, это негативно отразится на качестве реза и скорости выполнения работ.
Кроме того, в промышленности используются аппараты плазменной резки, в которых техника резки металла производится с упором на сопло, другими словами, вплотную к заготовке – это означает, что не нужно соблюдать определенного расстояния. Но в основном оборудование на это не рассчитано, так как сопло довольно быстро изнашивается, что приводит к отключению резака.
Зазор между соплом и заготовкой в 1,6–3 мм для них будет идеальным. При увеличении этого расстояния происходит затухание дуги, ее придется поджигать вновь, и ровного реза вы не достигнете. Очень важно выдерживать одинаковое расстояние при кропотливых работах, к примеру, при фигурной резке. Чтобы держать постоянный зазор, большинство опытных сварщиков при сварке устанавливают на резак ограничительную насадку, которая опирается на заготовку вместо сопла.
Важно помнить, что удерживать резак нужно так, чтобы сопло располагалось перпендикулярно заготовке. Отклонение не должно превышать 10–50°, иначе аккуратного реза не достичь. При резании металлической заготовки, толщина которой не превышает 25 % от максимально допустимой производителем, необходимо удерживать горелку под небольшим углом, а не перпендикулярно к поверхности. Так можно избежать сильных деформаций тонкостенной металлической заготовки. Особо надо следить, чтобы на сопло резака не попадали расплавленные частицы металла.
Также следует помнить, что электрод и сопло – это оснастка, которая при выполнении работ наиболее сильно изнашивается. Согласно инструкции, необходимо своевременно производить их замену. В этом случае при такой технике резки металла можно достичь стабильной дуги без шлаков и наплывов на обработанной поверхности, а также аккуратного и ровного реза.
3 техники механической резки металла
При механическом способе резания происходит прямой контакт режущего инструмента с обрабатываемым металлом. Режущий инструмент – тоже металл, но только более твердый, чем обрабатываемый материал.
Техники механической резки металла осуществляются с применением резцов, пил, ножниц. Отдельным способом является ударная механическая резка (или рубка). Гильотинную рубку или резку используют на заготовительных операциях.
Существуют следующие виды оборудования, которые применяют при механическом разделении материалов:
- оборудование для продольной резки;
- токарные станки с отрезными резцами;
- дисковые пилы;
- станки гильотинного типа;
- ленточно-пильные станки (ЛПС).

1. Отрезка ленточно-отрезными пилами.
Ленточно-отрезное оборудование чаще всего используется для резки на отдельные заготовки сортового или листового металлического сортамента. Ленточная пила является основным узлом или режущим инструментом ленточно-пильного станка (ЛПС). Принцип работы ленточной пилы, по сути, такой же, как и у простой ножовки.
Полотно пилы представляет собой ленту, замкнутую в кольцо большого диаметра, на одной стороне которой имеются специальные зубья. Движение ленточной пилы происходит по кругу непрерывно при помощи вращения шкивов, соединенных с электродвигателем. Средняя скорость пиления – около 100 мм/мин. Ленточное полотно изготавливают из углеродистой стали или биметаллического сплава.
Достоинствами такого способа пиления являются: невысокая цена оборудования, доступность, точность, малый процент стружки, поскольку ширина реза не превышает 1,5 мм, возможность выполнять рез не только под прямым, но и под другим углом.
Современные модели ленточнопильных станков оснащены дополнительным оборудованием и электроникой, что позволяет включать их в состав технологических линий.
2. Ударный гильотинный раскрой металла.
Такой способ обычно именуется рубкой, основное предназначение которой – раскрой листовых металлических материалов. Это могут быть как черные металлы, так и электротехнические, оцинкованные или нержавеющие стали.
В основе метода лежит использование механических приспособлений: ножей или ножниц для рубки тонколистового металла. Металлический лист помещают на поверхность рабочего стола гильотинного оборудования и фиксируют при помощи прижимной балки, после чего осуществляют рубку.
Уникальность гильотинной техники резки металла в том, что раскрой листа производится на всю длину заготовки и за одно движение ножа. В итоге получается пластина или полоса с идеально ровными краями без каких-либо заусенцев и кромок.
В промышленности используются три типа гильотинных станков:
- пневматические;
- гидравлические;
- электромеханические.
На некоторых предприятиях до сих пор еще можно встретить гильотинные ножницы ручного типа, где запуск режущего механизма производится с помощью нажима на педаль.
Недостатками такого оборудования являются разность ширины отрубленных заготовок, ограничение по толщине заготовки, повышенный уровень шума во время работы механизма.
3. Отрезка на дисковом станке.
Основными достоинствами такого типа оборудования являются его универсальность, компактность и простота эксплуатации.
Режущим инструментом является диск с зубьями, защищенный металлическим кожухом. Вращение диска, закрепленного на рабочем столе, производится при помощи электродвигателя.
Достоинствами техники резки металла дисковой пилой являются: высокая точность обработки, возможность отрезки под углом при качественном срезе.
Автомат продольной резки – специализированное оборудование, используемое только для продольного раскроя металлических заготовок.
Процесс реза происходит полностью в автоматическом режиме. Задача оператора заключается в отслеживании процесса и управлении режимами оборудования при помощи специального пульта.
Уникальность метода в том, что с помощью такого оборудования можно изготовить узкие полосы большой длины (штрипсы, полосы, ленты).
Общие недостатки, свойственные всем видам контактных техник резки металла, можно охарактеризовать следующим образом:
- довольно затруднительно изготовить деталь со сложной геометрией;
- резы можно произвести либо только под углом, либо по прямой линии.
В современной промышленности появился новый способ раскроя металла – криогенный (технология, в которой используется сверхзвуковой поток жидкого азота).
Резка и раскрой металла являются первичными заготовительными этапами при обработке сплавов и металлов. После таких операций поверхности получаются недостаточно прямолинейной формы, какой должен обладать конечный продукт металлообработки. Поэтому после механической или газокислородной резки заготовки поступают на последующую механическую обработку. Однако применение термических техник плазменной или лазерной резки металла позволяет сразу получить детали, удовлетворяющие окончательным параметрам. Это могут быть детали со сложной конфигурацией прорезанных отверстий, высечками и другими аналогичными элементами.

Нюансы лазерной резки металла
Существуют два способа выполнения техники лазерной резки металла:
- методом испарения обрабатываемого металла;
- плавлением металла.
При использовании метода испарения металла требуется оборудование с большой мощностью, а это предполагает немалые энергетические затраты, что с экономической точки зрения не всегда рентабельно. Минусом такого способа также можно назвать ограничения к толщине обрабатываемых деталей. По этой причине такую технологию применяют исключительно для раскроя тонкостенных заготовок.
Наибольшее распространение в промышленности получила техника лазерной резки металла методом плавления. Такая технология в последнее время все чаще производится с применением газов (инертных, а также воздуха, азота, кислорода), которые при помощи специальных установок вдуваются в зону резания (видео процесса легко найти на сайтах в Интернете).
Такой метод энергетически менее затратный, обладает высокой производительностью, позволяет применять оборудование с небольшой мощностью для резания толстостенных металлических изделий. Не совсем корректно считать это лазерным резанием в чистом виде, будет правильнее назвать его газолазерной техникой резки металла.
Применение кислорода как вспомогательного газа при лазерной резке позволяет решить следующие существенные моменты:
- активизация окисления металла, что ведет к снижению его отражающих свойств;
- увеличение тепловой мощности в зоне резания (так как в среде кислорода горение металла происходит более активно);
- выдувание из зоны реза кислородом, подаваемым под определенным давлением, продуктов сгорания и мелких металлических частиц, что облегчает приток газа в обрабатываемую зону.
Все вышеперечисленные методики довольно популярны. Чтобы сделать выбор того или иного способа обработки сплавов, необходимо опираться на технические параметры материала и экономическую эффективность при выполнении резания.
При условии правильного применения любая из вышеописанных техник резки металла позволяет достичь отличных показателей качества.
Читайте также: