Температура плавления металла при резке
Обновлено: 17.05.2024
ПЛАЗМЕННАЯ РЕЗКА:
Кислородная резка основана на сгорании металла в струе технически чистого кислорода.
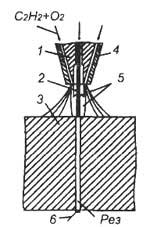 |
| Рис. 1 Схема процесса газокислородной резки: 1 - режущий мундштук; 2- режущий кислород; 3- разрезаемый металл; 4 - подогревательный мундштук; 5 - подогревательное пламя; 6 - шлаки |
Металл, подвергаемый резке кислородом, должен удовлетворять следующим требованиям:
1. Температура горения металла должна быть ниже температуры его плавления, т.е. металл должен гореть в твердом состоянии. В противном случае расплавленный металл трудно удалять из полости реза.
2. Температура плавления образующихся при резке оксидов должна быть ниже температуры плавления самого металла. В этом случае оксиды легко выдуваются из полости реза.
3. Тепловой эффект образования оксидов должен быть высоким.
Для кислородной резки пригодны горючие газы и пары горючих жидкостей, дающие температуру пламени при сгорании в смеси с кислородом не менее 1800°С. Особенно важную роль при резке имеет чистота кислорода. Для резки необходимо применять кислород с чистотой 98,5 - 99,5 %. С понижением чистоты кислорода очень сильно снижается производительность резки и увеличивается расход кислорода. Так при снижении чистоты с 99,5 до 97,5 % (т.е. на 2 %) - производительность снижается на 31 %, а расход кислорода увеличивается на 68,1 %.
Резка может осуществляться вручную или машинным способом, выполняемым на полуавтоматах и автоматах. Схема процесса разделительной газокислородной резки представлена на рис. 1 Смесь кислорода с горючим газом выходит из подогревательного мундштука резака и сгорает, образуя подогревательное пламя. Этим пламенем металл нагревается до температуры начала его горения. После этого по осевому каналу режущего мундштука подается струя режущего кислорода. Кислород попадает на нагретый металл и зажигает его. При его горении выделяется значительное количество теплоты, которое совместно с теплотой, выделяемой подогревательным пламенем, передается нижележащим слоям металла, которые также сгорают. Образующиеся при этом шлаки
(оксиды железа и т.д.) выдуваются струей режущего кислорода из зазора между кромками реза.
При резке стали основное количество теплоты (70 . 95 %) образуется при окислении металла. Этим условиям удовлетворяют низкоуглеродистые и низколегированные стали, титановые сплавы. Чугун не режется кислородом вследствие низкой температуры плавления и высокой температуры горения; медь - из-за высокой температуры плавления и малой теплоты сгорания; алюминий - из-за высокой тугоплавкости образующихся оксидов. Высоколегированные стали (хромистые, хромоникелевые и т.д.) не режутся ввиду образования тугоплавких, вязких шлаков.
Поверхность разрезаемого металла должна быть очищена от ржавчины и других загрязнений. Металл устанавливается в положение, лучше всего в нижнее, но так, чтобы был свободный выход режущей струи с обратной стороны. Операция резки начинается с предварительного подогрева в месте реза при температуре горения металла (1200 . 1350 °С). Устанавливаемая мощность подогревающего пламени зависит от рода горючего газа, толщины и состава разрезаемого металла.
Начинают резку обычно с кромки металла. При толщинах до 80 . 100 мм можно прорезать отверстие в любом месте листа. Ядро подогревающего пламени находится на расстоянии 2 . 3 мм от поверхности металла. Когда температура подогреваемого металла достигнет необходимой величины, пускают струю режущего кислорода. Чем выше чистота режущего кислорода, тем выше качество и производительность резки. По мере углубления режущей струи в толщу реза уменьшается скорость и мощность струи режущего кислорода. Поэтому наблюдается ее искривление (рис. 2), для уменьшения которого дается наклон режущей струи. При резке толстого металла ширина реза увеличивается к нижней кромке из-за расширения струи режущего кислорода. На кромках с их нижней стороны остается некоторое количество шлака.
Если производится последующая сварка для предупреждения повышения углерода в металле шва (образование закаленных структур), следует производить механическую обработку или зачистку поверхности реза. В процессе реза происходит термообработка металла кромок реза, соответствующая закалке. Ширина зоны термического влияния (до 6 мм) зависит от химического состава и возрастает с увеличением толщины разрезаемого металла.
Низкоуглеродистая сталь закалке практически не поддается. Происходит только укрупнение зерна и появление в структуре наряду с перлитом участков сорбита. При резке сталей с повышенным содержанием углерода или легирующих примесей в структуре металла может появиться троостит и даже мартенсит. Неравномерный нагрев кромок создает напряжения в металле и деформирует его. Кромки реза несколько укорачиваются, а в прилегающем слое возникают растягивающие напряжения, которые могут привести к образованию трещин.
Своеобразным способом является резка кислородным копьем (прожигание отверстий). Для этого используются длинные толстостенные трубки диаметром 8 . 10 мм из низкоуглеродистой стали. До начала резки рабочий конец трубки нагревают сварочным пламенем или угольной электрической дугой до температуры воспламенения металла в кислороде. При включении режущего кислорода конец трубки воспламеняется. Затем рабочий конец трубки слегка прижимают к металлу и углубляют в него, выжигая отверстие. Образующийся шлак выдувается из отверстия наружу избыточным кислородом и образующимися газами. При значительной глубине прожигаемого отверстия изделие нужно ставить в положение, облегчающее вытекание шлаков.
Многие легированные стали плохо поддаются обычной кислородной резке. Например, все стали со значительным содержанием хрома (при резке образуется тугоплавкий окисел хрома), чугун, цветные металлы. Однако они поддаются кислородно-флюсовой резке . При этом способе в зону резки режущим кислородом вдувается порошкообразный флюс. Он состоит, главным образом, из порошка металлического железа. Сгорая в струе кислорода, порошок дает дополнительное количество тепла, а образующиеся оксиды, смешиваясь с оксидами разрезаемого металла, разжижают их. В зависимости от состава разрезаемого металла во флюс могут добавляться и другие добавки, например, кварцевый песок, порошок алюминия и др.
Газовая резка с водородно-кислородным или бензинокислородным подогревающим пламенем применяется при работах под водой. При электрокислородной резке используются стальные или графитовые трубки, через которые подается режущий кислород. Подогрев металла осуществляется сварочной дугой.
Термическая резка металла

Термическая резка металла применяется при изготовлении различных металлоконструкций. Как правило, такая технология используется в работе с листовым или баночным металлопрокатом. Удобно вырезать отверстия заданной формы и размера, используя станки с ЧПУ, и корректировать отдельные элементы.
Основное преимущество технологии заключается в отсутствии прямого контакта между заготовкой и выбранным инструментом. В результате получаются изделия, соответствующие чертежу, с точностью до микрона. Подробнее о термической резке и ее видах читайте в нашем материале.
Виды термической резки
Термическая резка – способ обработки металлических изделий путем их нагревания для последующего отделения элементов заготовки друг от друга резом. В зависимости от формы и характеристик реза обработка может быть разделительной и поверхностной, в зависимости от шероховатости поверхности разреза – заготовительной и чистовой.
В отличие от других способов обработки, для термической резки характерна высокая производительность, возможность работы с толстостенными металлами, создание заготовок различной конфигурации, небольшие энергозатраты.
Основные виды термической резки металлов:
- Окисление. Металл в области реза нагревается до температуры, при которой он воспламеняется, а затем сжигается в струе кислорода. Образующиеся продукты горения выдуваются из рабочей зоны кислородно-газовой струей. К этой разновидности резки относят газопламенную (кислородную) и кислородно-флюсовую.
- Плавление. Металл нагревается в зоне разреза мощным источником тепла направленного действия, продукты распада выдуваются плазменной или газовой струей. Этот способ термической резки металлов включает в себя дуговую, воздушно-дуговую, плазменную, лазерную и термогазоструйную резку.
- Плавление окислением, с одновременным использованием обоих описанных выше процессов. Эта группа представлена кислородно-дуговой, кислородно-плазменной и кислородно-лазерной резкой.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При термической резке металлов окислением должен соблюдаться ряд условий:
- Способ допустим только для металлов, которые плавятся при более высокой температуре, чем воспламеняются. В этом случае твердый металл горит, рез получается широким и ровным, с гладкой поверхностью, продукты обработки удаляются из рабочей зоны с помощью струи кислорода.
- Окислы, образующиеся в результате обработки, плавятся при более низкой температуре, чем основной металл заготовки. В этом случае в процессе обработки они находятся в жидком состоянии и без проблем удаляются из реза.
- Теплопроводность обрабатываемого металла должна быть невысокой для облегчения нагрева рабочей зоны до температуры воспламенения.
Такими характеристиками обладают железо и углеродистые стали. Железо воспламеняется при температуре кислорода от +1 050 °С до +1 360 °С, плавится – при температуре +1 535 °С. Температура плавления образующихся в процессе обработки окислов БеО и Ее304 составляет +1 350 °С и +1 400 °С соответственно. Железо обладает достаточно низкой теплопроводностью, если сравнивать его с прочими конструкционными материалами.
Области применения термической резки
Термическая резка металлов делится на разделительную и поверхностную. Результатом технологической операции является появление реза в заготовке полости.
Для выполнения поверхностной и разделительной термической резки на определенный участок заготовки воздействуют источником тепла, нагревающим эту зону до температуры плавления.
Источник должен быть очень мощным и высококонцентрированным, чтобы нагревать и расплавлять участок заготовки небольшой ширины.

Чтобы увеличить эффективность резки, следует равномерно распределять тепло по всей толщине обрабатываемого изделия. Термическая резка в этом случае выполняется за счет сгорания металла в кислородной струе или за счет воздействия электрической дуги.
Первый вариант включает в себя кислородную (автогенную, газовую) или кислородно-флюсовую резку, второй – электрическую резку.
И та, и другая технология термической резки металлов может быть как ручной, так и механизированной. Ручная используется в бытовых условиях или на мелких предприятиях с небольшими объемами обрабатываемой продукции, поскольку в этом случае применение автоматизированных систем не будет оправдано с экономической точки зрения.
В ведущих отраслях промышленности около 70–80 % термической резки металлов выполняется при помощи автоматизированного оборудования с фотокопировальным или числовым программным управлением, что позволяет внедрять в производство поточные комплексно-механизированные и гибкие автоматизированные линии для термической резки стали.
Заготовки из низкоуглеродистых, конструкционных и низколегированных сталей обрабатывают при помощи газовой (кислородной) резки, для работы с высоколегированными сталями, чугуном и цветными сплавами подходит кислородно-флюсовая технология резки.
Для проведения ремонтных работ под водой используют подводную кислородную резку. Кроме того, для обработки металлов применяют кислородно-копьевую и электрокислородную технологии.
Термическую резку металлических заготовок используют в следующих сферах:
Способ резки
Разрезаемый материал
Толщина материала, мм
Углеродистые и низколегированные стали
Титан и титановые сплавы
Высоколегированные хромоникелевые и хромистые стали, чугун, медь, латунь, бронза
Конструкционные стали всех марок, алюминий, медь и сплавы на их основе, тугоплавкие металлы
Конструкционные стали всех марок, алюминий, медь и сплавы на их основе, тугоплавкие металлы, титан
Кислородная резка – один из главных способов обработки металлов, который применяется при производстве изделий в металлургической, металлообрабатывающей промышленности, а также в строительной отрасли.
Резка электрической дугой
Для термической резки электрической дугой (дуговой резки) используют:
- плавящиеся покрытые электроды;
- вольфрамовые неплавящиеся электроды;
- флюс;
- защитную газовую среду.
При работе с плавящимися электродами металлические заготовки расплавляют в рабочей зоне мощной электрической дугой, при этом требуется сила тока, на 30–40 % превышающая необходимую для проведения сварных работ.

Дуга зажигается в начале реза, затем перемещается вдоль разрезаемой кромки заготовки. В процессе образуются капли расплавленного металла, которые удаляются из рабочей зоны козырьком покрытия электрода. Этот козырек в то же время предохраняет электрод от замыкания.
Недостаток этого варианта термической резки заключается в невысокой производительности и низком качестве реза.
Технология резки под флюсом используется при работе с легированными сталями, толщина которых составляет не более 3 см. Резка выполняется при помощи автоматического сварочного оборудования с применением проволоки Св-08 или Св-08А и флюса АН-348.
Термическая резка в защитной газовой (аргоновой) среде производится с использованием вольфрамовых электродов для работы с легированными сталями и сплавами цветных металлов.
Металл во время обработки проплавляется полностью, сила тока, подаваемого на электрод на 20–30 % превышает необходимую для проведения сварных работ.
Термическая резка с использованием плавящихся покрытых электродов осуществляется в следующих режимах:
Диаметр электрода, мм
Скорость сварки, м/ч
Кислородная резка металла
Одной из разновидностей термической резки окислением является кислородная технология обработки металлических заготовок, при которой частицы металла сжигают струей кислорода, а затем удаляют из рабочей зоны оксидной струей.
Эта технология термической резки чаще всего используется для работы с заготовками из черных металлов. В основе ее лежит тот факт, что железо горит при более низкой температуре, чем начинает плавиться. Кислородную резку деталей выполняют в определенной последовательности.
Начальная точка реза разогревается с помощью ацетиленокислородного пламени до температуры воспламенения в кислороде (при работе со сталями необходимо нагреть заготовку до температуры +1 000…+1 200 °С). Ацетилен может быть заменен более дешевыми газами, такими как природный газ или пропанобутановая смесь.
После этого зону реза подвергают направленному воздействию режущей кислородной струи. Горячий металл загорается, образуя жидкий шлак: 3Fe + 2О2 = Fe3О4 + Q.

Для его удаления из зоны реза также используют кислородную струю. При горении металла выделяется тепло, нагревая сопряженные поверхности до температуры горения в кислороде.
Следовательно, последующая резка не требует дополнительного разогрева заготовки. Струя кислорода перемещается по изделию в соответствии с требуемой формой реза.
Металл, который планируется обрабатывать с помощью технологии термической газокислородной резки, отвечает определенным критериям:
- должен плавиться при более высокой температуре, чем температура горения;
- образуемые в процессе обработки окислы обязаны плавиться при температуре ниже, чем температура плавления металла заготовки;
- в процессе термической резки должно выделяться достаточное количество тепла, чтобы обеспечить непрерывность процесса;
- металл обязан обладать невысокой теплопроводностью;
- образующиеся в процессе термической резки окислы должны обладать высокой текучестью, чтобы их было легко выдувать из рабочей области кислородной струей.
Такими характеристиками обладают исключительно низкоуглеродистые и низколегированные стали. Для обработки легированных и высоколегированных сталей, чугуна, медных и алюминиевых сплавов кислородную резку не используют.
Термическую резку выполняют машинами или вручную. Последняя производится специальными резаками со сменными мундштуками. Поскольку при ручной невозможно обеспечить равномерное перемещение резака и полностью убрать вибрации режущей струи, качество реза будет низким, нуждающимся в дальнейшей механической обработке.
Высококачественный рез получают при машинной обработке заготовок, способной обеспечить равномерность перемещения резака вдоль линии реза, строгую перпендикулярность режущей кислородной струи к разрезаемой поверхности заготовки, а также постоянное расстояние между мундштуком и металлической поверхностью.
Машинная резка выполняется с помощью автоматического или полуавтоматического оборудования, оснащенного одним или несколькими резаками.
Кислородная термическая резка подходит для работы с металлами, толщина которых составляет от 0,5 до 3 см. Если же их толщина превышает 3 см, то необходимо пользоваться специальными резаками.
Кислородно-флюсовая резка
Следующая разновидность термической резки металлов – кислородно-флюсовая, в процессе которой металл заготовки сжигается в кислородной струе, одновременно с этим в рабочую зону поступает порошкообразный флюс, а образующиеся окислы выдуваются кислородной.

Эта технология подходит для работы с металлами, которые невозможно разрезать при помощи кислородной резки, поскольку в процессе образуются тугоплавкие не жидкотекучие шлаки. Такие металлы представлены высокохромистыми и хромоникелевыми сталями, чугуном, медными сплавами.
Флюс, дополнительно подающийся в рабочую зону, необходим для того, чтобы при его окислении образовывался шлак, смешивающийся с тугоплавким и разбавляющим его. Также флюс необходим для увеличения количества выделяемого тепла.
В основе большей части используемых при этом виде термической резки флюсов – железный порошок. Для работы с хромистыми сталями применяют порошок без добавок.
Обработка чугуна требует дополнительного введения в состав флюса не более 35 % феррофосфора, резка меди и ее сплавов – 10–15 % феррофосфора, а также не более 20 % алюминиевого порошка.
Кислородно-флюсовая термическая резка металлов выполняется на специальном оборудовании, оснащенном резаками, а также флюсопитателем, который подает флюс в кислородную струю.
Технология используется для работы с заготовками из высокохромистых и хромоникелевых сталей, толщина которых не превышает 5 см, а также из серого чугуна не толще 3 см, меди не толще 0,5 см, латуни толщиной не более 1,5 см.
Воздушно-дуговая резка
Следующий вид термической резки металлических заготовок – воздушно-дуговой. Для расплавления металла в зоне реза используют электрическую дугу, а расплавленные частицы удаляют струей сжатого воздуха.
Технология предполагает применение неплавящихся угольных или графитовых электродов, сжатый воздух для удаления шлаков подается параллельно электроду.
Воздушно-дуговая термическая резка выполняется при помощи специальных воздушно-дуговых резаков с силой тока до 1 000 А и угольных или графитовых электродов.
Технология подходит для обработки большинства сплавов, исключение составляют магниевые (из-за возгорания при резке).
В основном такая термическая резка используется для поверхностной обработки заготовок, т. е. для создания отверстий и канавок в поверхности детали, удаления дефектов со слитков и отливок и пр.
Плазменная резка
Еще одна разновидность термической резки плавлением – плазменная резка, в процессе которой металл проплавляется за счет интенсивного воздействия плазменной дуги или плазменной струи с последующим удалением из рабочей зоны частиц металла газовой струей.
При резке плазменной дугой на металл воздействует направленный плазменный поток, образуемый плазмотроном прямого действия.

Резка плазменной струей предполагает применение струи свободной газовой плазмы, образуемой плазмотроном косвенного действия.
Технология подходит для работы с заготовками из любых, в том числе цветных, металлов.
Способ используется для обработки листового алюминия, а также алюминиевых сплавов при толщине листов до 0,8–1,2 см, заготовок из коррозионностойкой стали и медных сплавов. Кроме того, это единственный способ, который применяется для резки изделий из магниевых сплавов.
При использовании ручного оборудования можно разрезать металлы толщиной 0,8–1 см, при применении автоматизированных станков – до 3 см.
Плазменную резку используют для работы с тонколистовыми стальными изделиями, алюминиевыми и медными заготовками, жаропрочными сплавами, керамикой и другими неэлектропроводными материалами.
Главные достоинства плазменной термической резки состоят в высокой производительности, отличном качестве реза, низком числе деформаций при работе с тонкими заготовками, скорости обработки (резка стальных изделий, толщина которых составляет 0,6–2 см, происходит в 3-4 раза быстрее, чем при применении технологии кислородной обработки).
Что касается недостатков этого вида обработки металлов, то к ним можно отнести сложное оборудование, высокий уровень шума, а также высокий процент азота в кромках разреза.
Технологии лазерной и электронно-лучевой термической резки
При лазерной и электронно-лучевой резке металл испаряется за счет воздействия концентрированного источника нагрева. Электронно-лучевая резка выполняется в вакууме, лазерная – в обычных условиях. Для этих технологий характерны высокое качество реза, небольшая область нагрева.
Благодаря автоматизации процесса возможно выполнение разрезов любой конфигурации. Однако само оборудование – сложное и дорогостоящее.
Рекомендуем статьи
Термическая резка металлов входит в большинство циклов обработки. Правильность ее выполнения напрямую влияет на качество готовых деталей, механизмов, инструментов и т. п. Она позволяет обрабатывать заготовки из серых и белых чугунов, сплавов цветных металлов.
Автоматизированное оборудование для термической резки, создание технологических линий обработки позволяет изготавливать качественные, прочные, надежные и долговечные изделия и детали.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Резка металла газом

Резка металла газом – метод металлообработки, применяемый не только на крупном производстве, но также в быту, сельском хозяйстве, мелкосерийном выпуске. Это по-настоящему универсальный, простой и быстрый способ разрезать толстую металлическую заготовку без длительной настройки оборудования и больших затрат.
Для того чтобы резка металла газом выполнялась правильно, необходимо соблюдать правила, подобрать оборудование и расходные материалы, выполнить остальные условия. О том, как это сделать лучше, читайте в нашем материале.
Что собой представляет процесс резки металла газом

Газовая резка металлов в настоящее время – это достаточно простая технология, при которой работа идет без применения сложной аппаратуры и дополнительных источников энергии. Данный метод используют специалисты для проведения работ в сельском хозяйстве, строительстве и различных видах ремонта. Оборудование для газовой резки металла мобильно, быстро перевозится для использования на другом объекте.
Рассмотрим основной принцип резки с помощью кислорода. Вначале происходит разогрев материала нагревателем в среднем до температуры +1 100 °С. После чего кислород начинает подаваться в зону реза, соприкасается с раскаленной поверхностью и загорается. Стабильная подача кислорода дает мощную струю горящего газа, которая с легкостью режет лист металла.
Для успешной резки газом необходимо, чтобы материал имел температуру горения меньшую, чем плавления. Иначе расплавленный металл будет тяжело убрать из зоны реза, в отличие от сгоревшего.
Следовательно, можно сделать вывод о том, что резка металла газом происходит вследствие его выгорания в зоне действия газовой струи. Основной частью оборудования для резки газом является резак. В нем происходит создание смеси воздуха с газом за счет дозирования и последующее смешивание кислорода с парами жидкого топлива или газами. После чего резак воспламеняет получаемую смесь и дополнительно обеспечивает подачу кислорода в зону реза.
Газовая резка является одним из температурных методов обработки материалов. Ее достоинством стала большая производительность и возможность обрабатывать заготовки практически любой толщины. Один сварщик за смену в состоянии произвести резку нескольких тонн материала. Работники указывают на одно из главных преимуществ – возможность работать вне зависимости от источников энергии. Это особенно важно, когда работа ведется в полевых условиях, где отсутствует какой-либо источник питания.
Рекомендуем статьи по металлообработке
В списке металлов, в работе с которыми используется газокислородная резка, есть исключения: алюминий, нержавейка, медь и латунь.
Преимущества и недостатки технологии резки металла газом

Резка кислородом имеет большое количество преимуществ перед иными видами. Они делают ее эффективнее экономически. Но существует ряд ситуаций, когда она просто незаменима.
Достоинствами газокислородной резки являются:
- Возможность обрабатывать заготовки большой толщины.
- Высокая сложность выполняемых резов, например, таких как многоступенчатый.
- Удобство выполнения фасонной обработки материалов, т. е. на заданную глубину, а не только сквозного реза.
- Хорошее качество реза при невысокой себестоимости обработки.
- Высокая производительность.
- Автономность и мобильность оборудования позволяет применять ее в труднодоступных местах, в том числе при сборке/разборке корпусов судов, а также сложных производственных конструкций.
Описываемая технология резки газом, помимо достоинств, имеет и недостатки, к примеру:
- Для ее осуществления сварщику требуется достаточный опыт. Специалистам с низкой квалификацией доступны только простые виды реза, например, прямая обработка тонкого листа металла.
- Опасность возникновения пожара или взрыва. Технология требует тщательных подготовительных мероприятий и последующего соблюдения правил техники безопасности при проведении работ.
- Точность реза не слишком высокая, в особенности при ручной обработке. После его выполнения заготовку, как правило, необходимо дополнительно механически доводить до соответствия ее формы и размеров чертежу.
- Термическое воздействие на заготовку иногда приводит к разным формам деформации, таким как кручение, коробление и пр. Это особенно рискованно при раскрое материала и в меньшей степени при демонтаже конструкций.
Эти недостатки способен решить иной метод – плазменная резка с помощью автоматизированных стационарных аппаратов. Однако они не мобильны и не дают возможности выполнять операции в труднодоступных местах.
Какие газы используются для резки металла

Существует несколько методов классификации газовой резки. Она происходит в зависимости от применяемых газов и прочих особенностей. Из них можно выбрать оптимальный для выполнения той или иной операции или задачи. К примеру, электродуговая резка с кислородом возможна в случае подключения аппаратуры к электрической сети. А обрабатывать низкоуглеродистые стали удобнее газовоздушной смесью с пропаном.
Среди профессионалов наиболее востребованными методами являются:
- Резка пропаном. Резка металла газом, например, пропаном, а также кислородом – пожалуй, самый популярный, но имеющий свои ограничения. Он применяется для низколегированных и низкоуглеродистых сталей, титановых сплавов. В случае наличия в составе материала легирующего компонента или углерода в количестве более 1 %, требуется применение иного метода. Резка возможна и с другими газами: ацетиленом, метаном и пр.
- Воздушно-дуговая резка. Довольно эффективным методом резки является кислородно-электрическая дуговая резка. Плавка происходит при помощи электрической дуги. Остатки же расплава убираются воздушной струей. При выполнении операции таким образом подача кислорода происходит вдоль электрода. К недостаткам этого метода можно отнести неглубокие резы. Впрочем, они компенсируются практически любой шириной заготовки.
- Кислородно-флюсовая резка. Ее особенностью является подача в зону реза дополнительного компонента – порошкообразного флюса. Он дает возможность обрабатываемому металлу стать более податливым в процессе флюсовой кислородной резки. Данный метод применяется для металлов, которые образуют твердоплавкие окислы. В процессе его применения создается добавочный тепловой эффект, при котором струя газа эффективно режет металл. Применяется кислородно-флюсовая металлическая резка для обработки меди и медных сплавов, легированных сталей, железобетона и зашлакованных металлов.
- Копьевая резка. Данный метод применяется для работы с промышленными технологическими отходами, большими массивами стали и аварийными скрапами. Особенностью является увеличивающаяся скорость выполнения работ. Технология включает применение высокоэнергетичной струи газа, что приводит к значительной экономии стальных копьев. Скорость же работы увеличивается быстрым, полным сгоранием обрабатываемого материала.
Расход газов при резке металла можно увидеть в таблице:

На показатель зависимости расхода газа от объемов работ сильное влияние оказывает выбранный метод резки. Нормы резки металла газом при использовании кислородно-флюсового метода содержат информацию о несравнимо меньшем использовании газа, чем при воздушно-дуговом.
Помимо способа обработки, расход газа и кислорода при резке металла зависит от ряда параметров, таких как:
- квалификация сварщика – неопытному специалисту потребуется большее количество газа на один метр заготовки, чем мастеру;
- параметры оборудования и его целостность;
- толщина и марка металла, из которого сделана заготовка;
- характеристики реза – ширина и глубина.
В нижеследующей таблице представлена информация, необходимая для специалиста при выполнении реза пропаном:

Основные правила резки толстого металла газом
Газокислородная резка применяется для раскроя сплавов стали толщиной от 0,5 до 6 см. Вследствие реакции окисления выделяется тепло, которое нагревает и расплавляет металл. А продукты, образующиеся из-за сгорания материала, убираются из зоны реза потоками газа.
Существует ряд требований, которые надо соблюдать в процессе подготовки и выполнения газокислородной резки материалов:
- Перед началом работ необходимо аккуратно очистить поверхность вдоль будущей линии реза на расстояние до 10–15 см. Удалению подлежат остатки старой краски, смазок, масложировых пленок. Если их оставить, то во время резки газом может произойти возгорание, а иногда и взрыв. Помимо них, необходимо избавиться от ржавчины, поскольку ее присутствие замедляет работу по причине теплоизоляционных свойств последней.
- В нижней части заготовки должно быть свободное пространство для выхода струи газа. Размер его невелик – 5–10 см. Однако его отсутствие может привести к турбулентности потока газа из-за его отражения, что крайне нежелательно, к тому же отрицательно влияет на скорость выполнения работы, а также вызывает температурную деформацию изделия.
- Угол отклонения резака от вертикали не должен превышать 5°. В противном случае форма факела искажается, точность падает, качество поверхности реза ухудшается.
- Для выполнения работ сварщику необходимы высокая квалификация и достаточный опыт. Выполнение данного требования будет гарантировать высокую производительность и точность реза.
Газ в зону реза подается с помощью запорных вентилей: одним общим и двумя запорными. Использование двух разных запорных вентилей помогает быстро управлять составом смеси и перенастраивать оборудование для резки металла газом.

На рукоятке резака находятся три патрубка с разъемами. Именно с их помощью в зону реза попадают газ для сварки и резки металла: ацетилен или пропан, кислород, а также жидкость для охлаждения. Давление газов при резке металла устанавливается на редукторе баллона. Оно должно быть ≤ 12 атм.
Подача кислорода в факел резака начинается после поджога последнего. Пропан, сгорая, выделяет тепло, которое нагревает изделие, и начинается его окисление. Процесс происходит достаточно быстро. Заготовка режется (прожигается) струей раскаленного газа (кислорода), одновременно этот же поток выметает частицы расплава в образовывающийся рез.
Условия резки металла газом и кислородом
Рассмотрим обязательные условия успешной обработки материалов методом газокислородной резки:
- Температура горения металла в среде кислорода, которая также обозначается как Твоспл, должна быть ниже Тплав (температуры плавления). Разница температур не должна быть ниже 50 °С. В противном случае возможно вытекание расплава, а также увеличение ширины реза. Например, конструкционные сплавы имеют Твоспл, равную +1 150 °С, в то время как Тплав равна +1 540 °С. Температура плавления снижается с возрастанием количества углерода, что затрудняет обработку высокоуглеродистых сплавов, а также чугуна простым резаком.
- Температура плавления заготовки должна быть выше температуры плавления поверхностных оксидных пленок. Такая пленка является тугоплавкой и не дает кислороду достигнуть поверхности металла, в результате чего его горение не может начаться. Например, температура плавления оксида хрома равна +2 270 °С, а конструкционной стали – +1 540 °С. Специалисты рекомендуют в таком случае использовать порошок флюса. Между ним и поверхностной пленкой начинается реакция, превращающая последнюю в продукт с пониженной температурой плавления.
- Появляющиеся в ходе резки газом оксиды должны иметь высокий показатель жидкотекучести. Иначе расплав будет облеплять края реза, мешая работе и не давая основному материалу гореть. Повысить текучесть оксидов можно с помощью специально подобранных флюсов. Однако такое вмешательство делает резку газом существенно дороже.
- Обрабатываемая заготовка должна иметь невысокую теплопроводность – иначе не будет происходить возгорания материала в зоне реза из-за отведения из него тепла. Работу либо вообще нельзя будет вести, либо она будет постоянно прерываться, из-за чего норма расхода газов при резке металла повысится, а следом снизится качество реза и его точность.
Перед тем как начнется резка металла природным газом, необходимо подготовить следующую аппаратуру:
- Емкости, содержащие газ.
- Шланги для подключения газа.
- Резак.
- Определенного размера мундштук.
- Редукторы, контролирующие объем и регулировку.
Перечисленная аппаратура не зависит от ее производителя и имеет стандартную маркировку вентилей.
До работы допускаются только сварщики, прошедшие инструктаж, о чем произведена запись в специальном журнале, и успешно сдавшие зачеты о знании теории и практики резки.
Типы резки металла

Резание металла – один из основных технологических процессов металлообработки. Используется он при необходимости разделения на несколько частей листовой или сортовой заготовки. В современном производстве применяются высокоточные и экономичные типы резки металла, позволяющие быстро и с минимальными потерями материала получить изделия необходимой конфигурации.
Основные типы резки металла
Существуют следующие типы резки металла:
1. Холодный (механический). Резка происходит за счет механического воздействия на металл специальным режущим инструментом, изготовленным из материала с твердостью, намного большей, чем жесткость обрабатываемого изделия. Применяются следующие инструменты:
- гильотина;
- ленточнопильный станок;
- дисковая (циркулярная) пила и «болгарка».
2. Горячий (термический). Обрабатываемая заготовка расплавляется по линии разреза, а остатки металла удаляются газом. Горячий тип резки металла подразделяется на следующие виды резания:
- газокислородный;
- лазерный;
- плазменный.
Но не все типы резки металла – как холодной, так и горячей – позволяют получить изделие заданной чистоты. Остановимся более подробно на каждом из вышеперечисленных способов.
Холодные типы резки металла
Резка металла механическим способом – это сложный процесс, потому что металлические изделия обладают высокой прочностью и твердостью. К холодным типам резки металла относятся:
Резка с помощью гильотины.
При таком способе резания используются специальные механические инструменты – ножницы и ножи по металлу. Заготовка устанавливается на рабочий стол и закрепляется прижимной балкой. Затем с помощью специального лезвия производится резка. В результате получается идеально ровный край, без лишних кромок, заусенцев и зазубрин. Режут материал сразу по всей ширине листа, поэтому кривизна среза нулевая.

В настоящее время используются следующие виды гильотин для рубки металла:
- ручные;
- гидравлические;
- пневматические»
- электромеханические.
Они не отличаются друг от друга по принципу действия, но последние три вида дополнены электроникой, обеспечивающей точность и безопасность резки. Также есть станки, которые могут резать металл не только поперек, но и вдоль. Чаще всего гильотинный тип обработки применяют при заготовительных работах.
Недостатки данного способа:
- Может применяться не для всех типов металлов и имеет ограничения по толщине заготовки. Например, гидравлические станки предназначены для металла толщиной до 6 мм.
- Полученные в результате резки заготовки часто не соответствуют нужному размеру, так как точность обработки зависит от квалификации оператора.
- Невозможно осуществить фигурную резку.
Ленточнопильная резка.
В настоящее время этот тип резки металла очень популярен по причине невысокой стоимости оборудования, хорошей производительности и несложного обслуживания. Режущим инструментом является ленточная пила, натянутая на шкивах.
Современные ленточнопильные станки (ЛПС) дополняются разнообразным оборудованием и электроникой, благодаря которым агрегат легко встраивается в конкретную производственную линию. Скорость резки подобной машины в среднем составляет около 100 мм/мин и выше.
Способ резки на ЛПС позволяет добиваться точного соответствия заданным параметрам, а место разреза не нужно дополнительно обрабатывать. Метод хорош для высокоточных изделий и деталей с гладкой поверхностью. ЛПС подходит для любого металла, а ширина реза составляет всего 1,5 мм.

При таком типе резке металла важно соблюдать ряд условий:
- точный выбор шага зубьев режущего полотна в соответствии с сечением распиливаемого профиля с помощью специальных таблиц;
- скорость подачи;
- скорость резки.
ЛПС позволяет резать металлическую заготовку под углом, что является большим преимуществом по сравнению с гильотиной.
К недостаткам этого типа резки металлов относятся невозможность получить фигурный рез и ограничение размера заготовок в зависимости от возможностей станка.
Резка металла циркулярной пилой и «болгаркой».
С помощью циркулярной пилы делают точные разрезы хорошего качества. Этот инструмент позволяет контролировать угол разреза.
К недостаткам такого типа резки относят большое количество отходов, невысокую скорость и маленькую глубину разрезания.

Для резки профильного проката можно использовать болгарку. На месте среза не остается окалины и окислов, мало отходов.
Но низкая производительность при таком типе резки металла является его главным недостатком по сравнению с другими способами.
Горячая резка металла
Современное промышленное производство требует высокопроизводительных способов металлообработки, позволяющих выпускать максимально возможное количество заготовок заданного качества в минимальные сроки. Этим требованиям отвечают горячие типы резки металла.
Газокислородная резка.
Принцип работы основан на том, что в чистом кислороде при температуре выше +1000 °C металл плавится и выгорает. Место реза предварительно разогревается до температуры воспламенения материала. В качестве разогревающего газа обычно используется ацетилен. На время прогрева влияют толщина металла, его марка и состояние поверхности заготовки.
После того как место разреза прогревается, в сопло резака подается струя горящего кислорода. Она прорезает заготовку по всей толщине, плавно перемещаясь вдоль линии реза. В процессе горения кислорода также удаляются окислы, образующиеся на поверхности полуфабриката.

Для того чтобы разрез получился качественным, важно соблюдать одинаковое расстояние между резаком и заготовкой во время обработки. Это нелегкая задача при использовании ручного газокислородного резака. В случае автоматизации процесса резание происходит на большой скорости кислородом высокого давления, в результате производительность работы и качество среза значительно возрастают.
Уникальность способа заключается в возможности:
- разрезания заготовок большой ширины;
- обработки изделий из титана.
К недостаткам газокислородной резки относятся:
- невозможность использования при резке цветных металлов (меди, алюминия), хромоникелевых и высокоуглеродистых сталей;
- большая ширина реза, образование окислов, наплывов, невысокое качество;
- невозможность обработки криволинейных поверхностей;
- изменение физических свойств материала в области разреза в результате высокотемпературного воздействия.
Плазменная резка металла.
Тип резки при помощи плазмы основан на принципе интенсивного расплавления металла по линии разреза за счет теплового воздействия сжатой электрической дуги и последующего его испарения. Под воздействием электрической дуги образуется полностью или частично ионизированный газ, или плазма. Температура внутри газоплазменного потока достигает +15 000…+20 000°С, что позволяет в разы увеличить производительность процесса по сравнению с газокислородной резкой, а также избавиться от недостатков последней.

Из всех перечисленных типов резки металла в настоящее время благодаря своим преимуществам плазменная обработка является оптимальным выбором для современных металлообрабатывающих производств:
- плазменный рез высокоточен и не оставляет наплывов;
- позволяет резать по кривым линиям;
- исключается изменение физических свойств металла (перекаливания) за счет узконаправленного нагрева участка резки;
- можно производить резку титана, меди, чугуна, специализированных марок стали, не меняя инструмента;
- оборудование не имеет баллонов с взрывоопасным газом, соответственно, не требует заправки и доставки этих емкостей;
- не требуется особого режима соблюдения мер пожарной безопасности;
- отсутствует подготовительный этап очистки, потому что высокотемпературное воздействие эффективно удаляет посторонние примеси (в виде ржавчины, грязи, краски), качество разреза остается неизменным;
- не нужны специальные присадки для цветных металлов, используется дешевая электроэнергия и воздух, расходные материалы – только сопла и электроды, поэтому плазменная резка металлов – экономически выгодный технологический процесс.
Недостатки данного типа резки металла:
- Из-за воздействия высоких температур изменяются свойства кромок заготовки. Они становятся более твердыми, часть материала теряется, поэтому нужны дополнительные затраты на обработку края. В любом случае качество кромок после плазменной резки значительно лучше, чем после газокислородной: нет окалины, ширина зоны с цветами побежалости в пять раз меньше.
Лазерная резка металла.
Данный тип относится к инновационным технологическим процессам. Суть его – в интенсивном воздействии на металл узкого лазерного луча, обладающего стабильной частотой и длиной волны. Он может фокусироваться на небольшом участке поверхности с помощью оптики, управляемой специальной компьютерной программой. Благодаря такому технологическому решению лазерная резка имеет непревзойденные параметры точности.
Высокая плотность энергии, характерная для направленного и узко концентрированного лазерного излучения, позволяет нагреть и испарить строго определенный участок металлической заготовки.
Лазерная резка происходит следующим образом:
- нагревание до температуры плавления по линии реза;
- расплавление металла;
- погружение в толщу разрезаемого материала.
При погружении лазерного луча внутрь металла происходит повышение температуры, в результате чего материал расплавляется и закипает. Этот процесс потребляет много энергии, поэтому для ее экономии в зону разреза подается вспомогательный газ, с помощью которого происходит плазменная резка. В зависимости от теплотехнических свойств материала заготовки, вспомогательными газами могут быть обычный воздух, азот, кислород, инертный газ.

Достоинства лазерного типа резки металла:
- максимально узкие резы;
- отсутствие деформации при резании тонких листов стали и мягких полуфабрикатов;
- возможность точного раскроя по сложным контурам;
- минимальное количество неровностей;
- маленькая площадь термического воздействия;
- универсальность метода – подходит к любым сплавам;
- несложное управление станком лазерной резки.
Единственный недостаток лазерной резки – небольшая допустимая толщина металла.
Чем хороша гидроабразивная резка металла
Гидроабразивная резка металла – принципиально иной по сравнению с остальными метод металлообработки. Он отличается от способов горячей резки тем, что не изменяет физико-механические свойства материала заготовки. При таком типе резки металла отсутствует деформация краев – их оплавление и сваривание.
Технологический процесс основан на использовании насоса сверхвысокого давления – до 6 000 бар, который через сопло диаметром 0,1 мм подает воду со специальным абразивом, образующую узконаправленную струю, способную разрезать сталь толщиной до 30 см. Скорость резки листа толщиной 1 мм на гидроабразивной установке может достигать 2,7 м/мин.

Основные достоинства лазерного типа резки металлов:
- Обрабатываемая поверхность не нагревается, потому что подаваемая струя воды моментально охлаждает рабочую область.
- Гидроабразивная резка справляется с самыми сложными конфигурациями и профилями любых заданных параметров.
- Не требуется дополнительных работ по обработке края в виде шлифования, качество разреза получается очень высоким.
- Ручные установки для гидроабразивного типа резки пригодны для использования под водой, глубина работ может достигать нескольких сот метров. Один насос высокого давления способен подавать воду одновременно на две-три установки.
- Экономичность – даже по сравнению с плазменной гидроабразивная резка выигрывает, при этом скорость разрезания может достигать 30 000 мм/мин без ухудшения качества разреза.
- Безопасность – станки для гидроабразивной резки идеально использовать в цехах с повышенной взрывоопасностью, а также с использованием легковоспламеняющихся материалов, так как гарантируют отсутствие искры, нагревания поверхности.
Основными недостатками гидроабразивных станков являются высокие эксплуатационные расходы и шумовой фон во время применения.
Самые последние технологические разработки в области резки металла предоставляют новые возможности для резания заготовок большой толщины. Это оборудование для ультразвуковой, криогенной и электроимпульсной обработки. Пока на нашем рынке оно не получило широкого распространения из-за высокой стоимости и сложности управления.
Какой тип резки металла выбрать
Выбирая тип резки металла для производства, прислушайтесь к советам профессионалов.
Технологи по металлообработке советуют обратить внимание на 10 признаков идеального способа резания:
- Увеличение скорости обработки со стабильным качеством.
- Чистый срез без остаточных следов и деформаций.
- Возможность резки металлов разной толщины.
- Износостойкость режущего инструмента.
- Возможность обработки поверхностей с посторонними загрязнениями.
- Возможность фигурной резки.
- Вариативность профиля разреза.
- Возможность совмещения с другими технологическими операциями (например, со снятием фаски).
- Простая управляемость.
- Экономичный раскрой.
Просто выберите технологический процесс, который будет совмещать максимальное количество рекомендуемых признаков для конкретного случая.
Читайте также: