Тепловыделение при резании металлов
Обновлено: 02.05.2024
Тема 3.5. Тепловыделение при резании металлов. Износ и стойкость
Тепловыделение при резании металлов.
Одним из физических процессов, сопровождающих стружкообразование и разрушение конструкционного материала резанием, является тепловыделение. Практически вся механическая работа, затрачиваемая на срезание припуска с заготовки, превращается в теплоту. Полное количество теплоты Q, выделяющейся в единицу времени, можно определить из выражения, Дж/с,
Q≈Pzv.
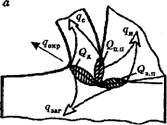
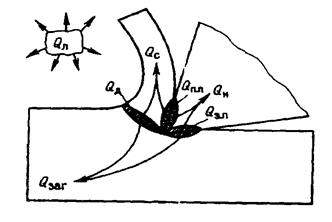
Теплота генерируется в результате упругопластического деформирования материала заготовки в зоне стружкообразования, трения стружки о переднюю поверхность лезвия инструмента, трения задних поверхностей инструмента о поверхность резания и обработанную поверхность заготовки (рис. 3.5.1). Тепловой баланс процесса резания можно представить тождеством, Дж:
где Qд - количество теплоты, выделяемой при упругопластическом деформировании обрабатываемого материала; Qnn - количество теплоты, выделяемой при трении стружки о переднюю поверхность лезвия инструмента; Qзn - количество теплоты, выделяемой при трении задних поверхностей инструмента о заготовку; Qс - количество теплоты, отводимой стружкой; Qзаг _ количество теплоты, отводимой заготовкой; Qи - количество теплоты, отводимой режущим инструментом; Qл - количество теплоты, отводимой в окружающую среду (теплота лучеиспускания).
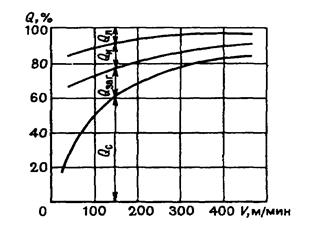
В зависимости от технологического метода и условий обработки стружкой отводится 25 . 85 % всей выделившейся теплоты; заготовкой 10 . 50 %; инструментом 2 . 8 %. Количественное распределение теплоты зависит главным образом от скорости резания (рис. 3.5.2).

Рис. 3.5.1. Источники образования и распределения теплоты резания
Теплообразование отрицательно влияет на процесс резания. Нагрев инструмента до высоких температур 800 . 1000 °С вызывает структурные превращения в металле, из которого он изготовлен, снижение твердости инструмента и потерю режущих свойств. Нагрев инструмента вызывает изменение его геометрических размеров, что влияет на точность размеров и геометрическую форму обработанных поверхностей. Например, при обтачивании цилиндрической поверхности на токарном станке удлинение резца при повышении его температуры изменяет глубину резания, и обработанная поверхность получается конусообразной. Нагрев заготовки вызывает изменение ее геометрических размеров. Вследствие жесткого закрепления на станке заготовка деформируется. Температурные деформации инструмента, приспособления, заготовки и станка снижают качество обработки.
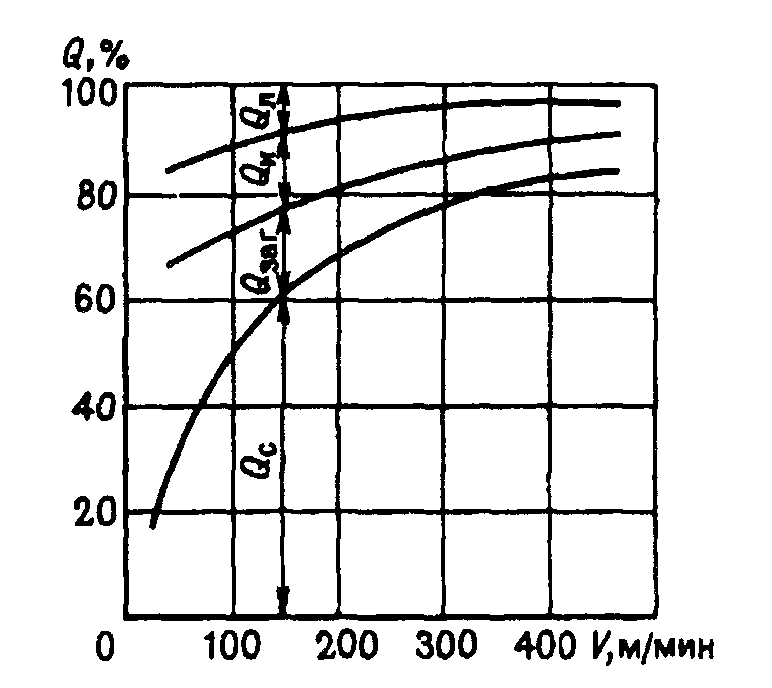
Рис. 3.5.2. Распределение теплоты резания в зависимости от скорости резания
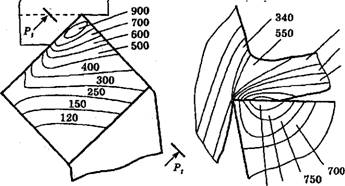
Погрешность формы обработанных поверхностей возрастает из-за непостоянства температурного поля по объему заготовки в процессе обработки (рис. 3.5.3, а), и после охлаждения обработанной заготовки возникают дополнительные погрешности обработанной поверхности (рис. 3.5.3, б). Температурные погрешности следует учитывать при наладке станков. Для определения погрешностей необходимо знать температуру инструмента и заготовки или количество теплоты, переходящей в них (см. рис. 3.5.2).
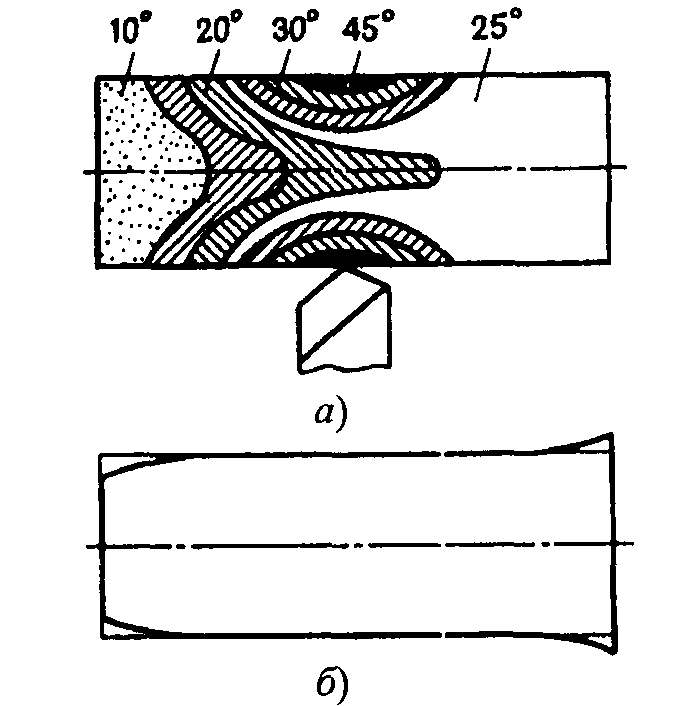
Рис. 3.5.3. Влияние нагрева на заготовку:
а – температурное поле заготовки, б – форма заготовки после обработки
Количественную оценку тепловых процессов, происходящих в зоне стружкообразования, можно проводить и экспериментальными методами. Измерение количества выделяющейся и отводимой теплоты осуществляют следующими методами: калориметрическим по абсолютному содержанию теплоты в заготовке, инструменте и стружке; по изменению цвета термокрасок, наносимых на заготовку и инструмент; сравнительным анализом цветов побежалости стружки и обработанной поверхности заготовки; методами оптической пирометрии. Однако наибольшее применение нашли методы термоэлектрической эмиссии при использовании различных термопар. Для измерения температуры процесса резания используют искусственные термопары -хромель-алюмелевые и хромель-копелевые (рис. 3.5.4, а); полуискусственные термопары - копелевую или константановую проволоку и инструмент (рис. 3.5.4, 6) или заготовку; естественные термопары -инструмент и заготовку (рис. 3.5.4, в).

Рис. 3.5.4. Измерение температуры методом термопар
Выделяющаяся теплота отрицательно влияет на экологическую обстановку в цехе и работу систем ЧПУ станков. Поэтому в механообрабатывающих цехах принимают меры по устранению отрицательного влияния теплоты на работу систем ЧПУ: обработка заготовок в условиях обильного охлаждения смазочно-охлаждающими жидкостями, применение систем приточно-вытяжной вентиляции и систем кондиционирования воздуха, изоляция систем ЧПУ в специальных помещениях.
Для уменьшения отрицательного влияния теплоты на процесс резания обработку ведут в условиях применения смазочно-охлаждающих сред. В зависимости от технологического метода обработки, физико-механических свойств материала обрабатываемой заготовки и режущего инструмента, а также от режима резания используют различные смазочно-охлаждающие среды, которые делят на следующие группы:
жидкости: водные растворы минеральных электролитов, эмульсии, растворы мыл; минеральные, животные и растительные масла; минеральные масла с добавлением фосфора, серы, хлора (сульфофрезолы), керосин и растворы поверхностно-активных веществ в керосине; масла и эмульсии с добавлением смазывающих веществ (графита, парафина, воска);
газы и газообразные вещества: газы С02, ССЦ, N2; пары поверхностно-активных веществ; распыленные жидкости (туман) и пены;
твердые вещества: порошки песка, парафина, петролатума, битума; мыльные порошки.
Чаще всего при обработке резанием применяют смазочно-охлаждающие жидкости. Обладая смазывающими свойствами, жидкости снижают внешнее трение стружки о переднюю поверхность лезвия инструмента и задних поверхностей инструмента о заготовку. Одновременно снижается работа деформирования. Общее количество теплоты, выделяющейся при резании, уменьшается. Смазочно-охлаждающие вещества отводят теплоту во внешнюю среду от мест ее образования, охлаждая тем самым режущий инструмент, деформируемый слой и обработанную поверхность заготовки. Интенсивный отвод теплоты снижает общую тепловую напряженность процесса резания. Смазывающее действие сред препятствует наростообразованию на рабочих поверхностях инструмента, в результате чего снижается шероховатость обработанных поверхностей заготовки.
Указанные положительные свойства смазочно-охлаждающих сред приводят к тому, что эффективная мощность резания уменьшается на 10 . 15 %; стойкость режущего инструмента возрастает, обработанные поверхности заготовок имеют меньшую шероховатость и большую точность, чем при обработке без применения смазочно-охлаждающих средств.
При черновой и получистовой обработке, когда необходимо иметь сильное охлаждающее действие среды, широко применяют водные эмульсии. Количество эмульсии, используемой в процессе резания, зависит от технологического метода обработки и режима резания (5 . 150 л/мин). Увеличенную подачу жидкости используют при работе инструментов, армированных пластинками твердого сплава, что способствует их равномерному охлаждению и предохраняет от растрескивания. При чистовой обработке, когда требуется получить высокое качество обработанной поверхности, используют различные масла. Для активации смазок к ним добавляют активные вещества - фосфор, серу, хлор. Под влиянием высоких температур и давлений эти вещества образуют с материалом контактирующих поверхностей соединения, снижающие трение - фосфиды, хлориды, сульфиды. При обработке заготовок из хрупких материалов (чугунов, бронз), когда образуется элементная стружка, в качестве охлаждающей среды применяют сжатый воздух, углекислоту.
Смазочно-охлаждающие среды по-разному подаются в зону резания. Наиболее распространенным способом подачи жидкости служит ее подвод через узкое сопло на переднюю поверхность лезвия инструмента. Более эффективно высоконапорное охлаждение. В этом случае жидкость подается тонкой струей, с большой скоростью со стороны задних поверхностей инструмента. Весьма эффективно охлаждение распыленными жидкостями -туманом, который подается со стороны задних поверхностей лезвия инструмента. В тех случаях, когда охлаждение режущего инструмента затруднено, используют подвод жидкости непосредственно в зону резания через полый режущий инструмент. Такой способ подачи жидкости в зону резания применяют, например, при сверлении глубоких отверстий. Кроме того, охлаждение режущего инструмента можно осуществлять циркуляцией охлаждающей жидкости по каналам, предусмотренным в присоединительных частях инструментов.
Износ и стойкость резца.
Источниками образования тепла в процессе резания являются упругая и пластическая деформации металла, а также работа сил трения задней поверхности резца об обрабатываемую деталь и стружки о переднюю поверхность резца. Образующееся тепло распределяется между обрабатываемой деталью, стружкой и резцом; незначительная часть тепла излучается в окружающую среду.
Температура резания влияет на износ режущих инструментов, определяет величину производительности и стойкости резца при данных условиях резания.
Под стойкостью резца понимают время его непрерывной работы при заданном режиме резания до момента затупления. Скорость резания — главный фактор, влияющий на стойкость резца.
Между скоростью резания V и стойкостью Т (периодом стойкости) резца существует зависимость:
V = А/Т т ,
где А—постоянная, зависящая от свойств обрабатываемого материала, режима резания, материала и геометрии резца (определяется по таблицам); Т — время работы резца до затупления (стойкость резца); m — показатель относительной стойкости, характеризующий интенсивность влияния стойкости на скорость резания.
Для резцов из быстрорежущей стали и резцов, оснащенных твердыми сплавами и минералокерамикой, этот показатель принимают соответственно равным 0,100—0,125; 0,20—0,30 и 0,30—0,40.
Практически период стойкости резцов из быстрорежущей стали и резцов, оснащенных твердыми сплавами и минералокерамикой, принимают соответственно равным 30—60, 45—90 и 30—40 мин.
В процессе резания металла резец изнашивается. Основная причина износа резцов — трение сходящей стружки о переднюю поверхность резца и задних поверхностей резца о поверхность заготовки. Износ резца зависит от свойств материала рабочей части резца и обрабатываемой детали, скорости и температуры резания, режима резания ряда других факторов. В большинстве случаев в условиях сухого и полусухого трения преобладает абразивный износ по передней и главной задней поверхностям резца. При износе резца по главной задней поверхности на ней образуется фаска шириной h3; при износе по передней поверхности — лунка шириной b, при наличии обоих видов износа на резце образуется ленточка f (рис. 3.5.5,а).
Для инструмента с пластинками из твердого сплава характерен износ по главной задней поверхности, а из быстрорежущей стали — по передней и главной задней поверхностям.
Количественное выражение допустимой величины износа называют критерием износа. За критерий износа принимают в большинстве случаев величину износа по главной задней поверхности. Для токарных резцов из быстрорежущей стали допустимый износ h3 —- 1,5—2 мм, для резцов с пластинками твердого сплава — 0,8—1,0 мм, с керамическими пластинками — 0,5—0,8мм.
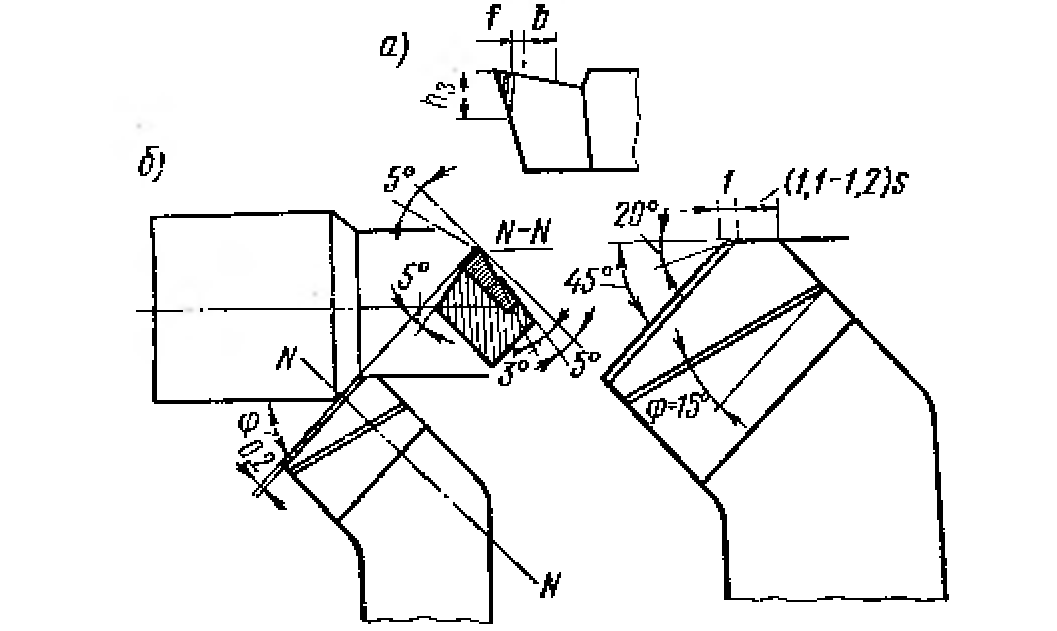
Рис 3.5.5. Характер износа резцов (а) и резец Колесова (б)
Источники и распределение теплоты в зоне резания
Процесс резания металлов сопровождается значительным тепловыделением в результате того, что механическая работа резания переходит в тепловую энергию. Основными источниками возникновения тепла в зоне резания являются:
1. внутреннее трение между частицами срезаемого слоя в результате его пластической деформации при образовании стружки (Q1);
2. трение стружки о переднюю поверхность инструмента (Q2);
3. трение поверхности резания и обработанной поверхности по задним поверхностям инструмента (Q3).
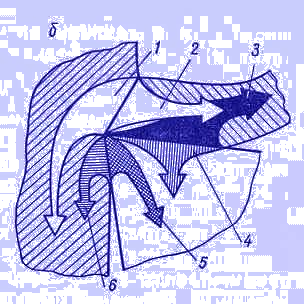
Наиболее интенсивное выделение тепла происходит в области стружкообразования, прилегающей к плоскости скалывания 1-1. В этой области теплота выделяется в результате двух одновременно протекающих процессов: во-первых, в результате пластической деформации сдвига элементов образующейся стружки по плоскости скалывания; во-вторых, в результате пластической деформации сжатия и частично пластической деформации смятия тонкого слоя металла примыкающего к плоскости скалывания со стороны срезаемого слоя припуска. Этот слой показан на рис.5.2. и выделен штриховкой.
Схема расположения источников тепла в зоне резания представлена на рис.5.1.
Рис.5.1. Источники тепла в зоне резании.
Рис.5.2. Слой упруго-пластической деформации впереди зоны стружкообразования, перед плоскостью скалывания 1-1
Упругая деформация всегда предшествует пластической деформации и потому имеет место и при пластической деформации срезаемого слоя при резании металлов. Пластическая деформация в этом слое обнаруживается путем измерения микротвердости и существует по той же причине, что и деформация материала под поверхностью резания и под обработанной поверхностью. Возможно количество тепла, выделяющегося в результате упругой деформации невелико, но предполагать вероятность этого процесса и учитывать его существование необходимо.
Общее количество выделяющегося при резании тепла равно сумме тепла, выделившегося во всех перечисленных выше источниках:
Тепло, образующееся в процессе резания, не аккумулируется в местах его образования, а распространяется от точек с более высокой температурой к точкам с низкой температурой. Из зоны резания тепло уносится со стружкой (q1), передается в заготовку (q2) и инструмент (q3) и распространяется в окружающую среду (q4).Тепловой баланс процесса резания может быть выражен уравнением:
Соотношение количества тепла, отводимого со стружкой в деталь, в инструмент и окружающую среду, зависит от физико-механических свойств обрабатываемого материала, режима резания, геометрии режущего инструмента и внешних условий, в которых осуществляется резание.
В начале обработки температура в зоне резания растет до какого-то определенного значения и устанавливается постоянной, соответствующей стационарному тепловому режиму, при котором выделение тепла равняется отводу его по перечисленным направлениям. Для практических целей наибольший интерес представляет температура рабочей части инструмента и обрабатываемой заготовки. Тепло, переходящее в заготовку, увеличивает ее температуру и вызывает температурное изменение ее размеров и коробление, подчас являющееся причинами брака.
Рис.5.3. Зависимость образования и распределения теплоты, от скорости резания.
Теплота, переходящая в инструмент, при всей своей относительной незначительности, концентрируясь в малых объемах материала инструмента, вызывает сильный разогрев его в этих объемах и снижение режущих свойств и износоустойчивости инструмента. С увеличением скорости резания доля тепла, переходящего в инструмент, уменьшается, но абсолютное его количество возрастает и температура в зоне резания увеличивается до значений, близких к температуре красностойкости металла инструмента.
Тепловые явления при резании металлов
При снятии стружки вся работа резания превращается в эквивалентное количество теплоты. Теплообразование оказывает значительное влияние на процесс резания. С одной стороны, оно облегчает деформирование материала срезаемого слоя, вследствие чего уменьшается интенсивность изнашивания инструмента и повышается качество обработанной поверхности. С другой стороны, повышение температуры до 800. 1000 °С вблизи режущей кромки инструмента приводит к изменению структуры и физико-механических свойств его материала, что обусловливает потерю режущей способности инструмента.
Механическая энергия, затрачиваемая на деформирование, разрушение и трение, переходит в тепловую, и только небольшая ее часть накапливается в виде потенциальной энергии искаженной
решетки материала в зоне деформирования. В первом приближении количество выделяющейся в единицу времени теплоты можно подсчитать по следующей формуле:
где Рг — сила резания, Н;v—скорость резания, м/с.
Теплота образуется в результате упругопластического деформирования в зоне стружкообразования, трения стружки о переднюю поверхность инструмента и заготовки о задние поверхности (рис. 21.12, а). Тепловой баланс процесса резания можно выразить в следующем виде:
фд + фц.п+ Q,.n= Чс + ?3аг +?и +?окр.
 |
гдеQr— количество теплоты, выделяющееся при упругопласти- ческой деформации обрабатываемого материала; (?п п — количество теплоты, выделяющееся при трении стружки о переднюю поверхность инструмента; Q3„ — количество теплоты, выделяющееся при трении задних поверхностей инструмента о заготовку; С — количество теплоты, отводимое стружкой; q3&T— количество теплоты, отводимое заготовкой;q„— количество теплоты, отводимое инструментом; q0Kp— количество теплоты, отводимое в окружающую среду.
Рис. 21.12.Тепловые явления:а— тепловой баланс процесса резания; б— влияниеv, S, t на температуру инструмента
В зависимости от технологического метода и условий обработки со стружкой уносится 25. 85 % всей выделившейся теплоты, заготовкой — 10. 15, инструментом — 2. 8 %. Наибольшее влияние на температуру инструмента оказывают скорость, подача и глубина резания (рис. 21.12, б). С повышением скорости
резания температура растет, но чем выше скорость резания, тем медленнее повышается температура, так как при высоких скоростях большее количество тепла отводится стружкой, уменьшаются пластические деформации и силы резания. С увеличением подачи и глубины резания температура инструмента также несколько возрастает, однако необходимо учитывать, что с увеличением глубины резания увеличивается протяженность контакта между инструментом и деталью, что уменьшает приток тепла на единицу длины режущего лезвия.
С уменьшением переднего угла у увеличивается сила резания и, следовательно, температура резания. С уменьшением угла в плане ф удлиняется активная часть режущей кромки и за счет этого улучшается теплоотвод.
| а |
 |
| Р.-Р. |
| 850 800 |
| 400 500 600 |
| Рис. 21.13.Температурное поле резца и стружки: а — на передней поверхности; б — в главной секущей плоскости |
| б |
Кроме температуры необходимо знать температурное поле в зоне резания. Под температурным полем понимается совокупность различных значений температур во всех точках определенного участка деформированного слоя или инструмента в определенный момент. На рис. 21.13 приведены изотермы температурного ноля резца и стружки при точении без охлаждения резцом из твердого сплава Т14К8 стали ШХ15 (и = 80 м/мин; t= 4,1 мм; S = 0,5 мм/об). Как видно из рисунка, наибольшая температура у места контакта стружки с передней поверхностью инструмента.
Применение смазочно-охлаждающих технологических сред (СОТС) способствует снижению температуры резания, увеличению стойкости инструмента, улучшению качества обработанной поверхности и снижению силы резания. СОТС оказывают благоприятное действие на процесс резания, поскольку:
□ уменьшают коэффициент трения между контактирующими поверхностями;
□ облегчают процесс деформации срезаемого слоя металла;
□ снижают силы резания;
□ понижают температуру в зоне резания, охлаждая инструмент и поверхность детали;
□ уменьшают температурные деформации деталей в процессе обработки.
В зависимости от технологического метода обработки, свойств обрабатываемого материала и инструмента, а также режимов резания используют различные виды СОТС: твердые, жидкие, пластичные и газообразные.
К твердым СОТС относятся: неорганические материалы (тальк, слюда, графит, бура, нитрид бора, дисульфиды молибдена, вольфрама и титана, сульфат серебра); органические соединения (мыло, воск, твердые жиры); металлические пленочные покрытия (медь, латунь, свинец, олово, барий, цинк).
К смазочнб-охлаждающим жидкостям (СОЖ) относятся: водные растворы минеральных электролитов, эмульсий; минеральные, животные и растительные масла с добавками фосфора, серы и хлора (сульфофрезолы); керосин и растворы поверхностно-активных веществ в керосине; масла и эмульсии с добавками твердых смазывающих веществ; расплавы металлов, солей и других веществ. СОЖ получили наибольшее применение в машиностроении.
К пластичным СОТС относятся густые мазеобразные продукты, которые получают путем загущения минеральных и синтетических масел.
К газообразным СОТС относятся воздух, азот, двуокись углерода, кислород, пары поверхностно-активных веществ, распыленные жидкости.
Выбор СОТС в каждом конкретном случае зависит от технологического метода и режима обработки, а также физико-механических свойств обрабатываемого и инструментального материала. При черновой и получистовой обработках, когда требуется эф
фективное охлаждающее действие среды, применяют водные растворы электролитов и поверхностно-активных веществ, масляные эмульсии. При чистовой обработке применяют чистые и активированные минеральные масла. Под влиянием высоких температур и давлений эти вещества образуют на поверхности заготовок соединения (фосфиды, хлориды, сульфиды), снижающие трение. При обработке хрупких материалов (чугун, бронза) твердосплавным инструментом в качестве СОТС используют газы (сжатый воздух, углекислый газ).
| а |
1 От яяпоса  Рис. 21.14.Способы подвода СОТС в зону резания: а — на поверхность инструмента; б — внутреннее охлаждение |
Эффективность действия СОТС зависит от способа подвода их в зону резания. Наиболее распространенной является подача эмульсии через сопло на переднюю поверхность инструмента под давлением 0,05. 0,2 Па (рис. 21.14, а). Этот метод требует большого расхода жидкости (10. 15 л/мин). Более эффективно высоконапорное охлаждение, когда жидкость подают тонкой струей под давлением 1,5. 2 МПа со стороны задних поверхностей инструмента (расход жидкости приблизительно 0,5 л/мин;). Если подвод жидкости в зону резания затруднен, например при сверлении, то применяют внутреннее охлаждение инструмента (рис. 21.14, б), для чего в нем делают каналы, по которым прокачиваются СОТС.
Тепловыделение при резании металлов
где Qд - количество теплоты, выделяемой при упругопластическом деформировании обрабатываемого материала; Qnn - количество теплоты, выделяемой при трении стружки о переднюю поверхность лезвия инструмента; Qзn - количество теплоты, выделяемой при трении задних поверхностей инструмента о заготовку; Qс - количество теплоты, отводимой стружкой; Qзаг _ количество теплоты, отводимой заготовкой; Qи - количество теплоты, отводимой режущим инструментом; Qл - количество теплоты, отводимой в окружающую среду (теплота лучеиспускания).
Погрешность формы обработанных поверхностей возрастает из-за непостоянства температурного поля по объему заготовки в процессе обработки (рис. 3.5.3, а), и после охлаждения обработанной заготовки возникают дополнительные погрешности обработанной поверхности (рис. 3.5.3, б). Температурные погрешности следует учитывать при наладке станков. Для определения погрешностей необходимо знать температуру инструмента и заготовки или количество теплоты, переходящей в них (см. рис. 3.5.2).
7 Тепловые явления при резании металлов
В процессе резания тепловые явления играют важную роль. Именно они определяют температуру в зоне резания, которая оказывает прямое влияние на характер образования стружки, нарост, усадку стружки, силы резания и микроструктуру поверхностного слоя. Еще более существенно воздействует температура резания на интенсивность затупления инструмента и период его стойкости.
Пути распространения тепловых потоков без учёта искусственного охлаждения представлены на рисунке охлаждения представлены на рисунке.
Рисунок 7.1 Схема движения тепловых потоков
Источником теплоты при резании металлов является работа, затрачиваемая: на пластические и упругие деформации в срезаемом слое и в слоях, прилегающих к обработанной поверхности и поверхности резания; 2) на преодоление трений по передней и задней поверхностям резца.
. В связи с меньшими пластическими деформациями и меньшим трением от сыпучей стружки надлома общее количество теплоты, образующейся при обработке чугунов, меньше, чем при обработке сталей (при прочих равных условиях), что подтверждается формулой количества теплоты, выраженной через работу и механический эквивалент теплоты:
Q=PzV / E кал/мин,
где Q — количество теплоты, образующейся при резании, в кал/мин;
PzV — работа резания в Дж/мин; Pz — сила резания, совпадающая с направлением движения резания, в кгс; V—скорость резания в м/мин; Е — механический эквивалент теплоты, равный 427 Дж/кал.
При одинаковых условиях резания сила Pi при обработке чугунов меньше , чем при обработке сталей, а следовательно, меньшим будет и количество теплоты.
Теплота, выделяющаяся в процессе резания, согласно законам физики, распространяется от участка с высшей температурой к участкам с низшей температурой.
Тепловой баланс при резании может быть выражен следующим уравнением;
Q=Qстр+Qинс+Qзаг+Qокр.ср.,
где Q—общее количество теплоты, образующейся при резании; Qстр — количество теплоты, уносимой со стружкой; Qинс — количество теплоты, остающейся в резце; Qзаг —количество теплоты, остающейся в заготовке; Qокр.ср — количество теплоты, уходящей в окружающую среду при излучении.
Еще Я. Г. Усачев показал, что в стружку уходит от 60 до 86% общего количества теплоты, причем чем больше скорость резания, тем выше этот процент. В среднем при токарной обработке в стружку уходит 50—86% общего количества теплоты, в резец 40—10%, в заготовку 9—3% и в окружающую среду около 1%. На распределение теплоты между объектами влияет ряд факторов, наиболее важными из которых являются скорость резания и толщина среза; при чистовой обработке в заготовку уходит теплоты больше, чем при черновой обработке.
Теплота, переходящая в резец, размягчает его (снижает твердость) и делает менее износостойким. На стойкость инструмента в основном влияет высокая температура, создаваемая в тонких поверхностных слоях , подвергающихся износу. Под действием высокой температуры (температуры резания) в этих слоях могут происходить отпуск и соответствующие структурные изменения, сильно влияющие на твердость , а следовательно, и на интенсивность износа режущего инструмента.
Так, твёрдая структура мартенсит (HRC 62—65), получаемая в результате соответствующей термической обработки быстрорежущей стали, начиная с температуры 550—600°С, интенсивно распадается на менее твердые и износостойкие структуры (троостит, троосто-мартенсит), что делает инструмент из быстрорежущих сталей неработоспособным (быстроизнашивающимся), если его поверхности трения будут нагреваться в процессе резания до 600° С и выше.
Выделяясь в зоне стружкообразования и в местах контакта стружки с инструментом и инструмента с заготовкой, теплота влияет на состояние трущихся поверхностей (изменяя коэффициент прения), на точность обработки, на весь процесс резания и связанные с ним явления (деформации, наростообразование, упрочнение, износ инструмента и др.). .
В связи с этим необходимо знать влияние различных факторов на тепловыделение, распределение температурных полей и методы определения температуры в процессе резания
Читайте также: