Термическая и механическая обработка металлов
Обновлено: 20.09.2024
Сталь, чугун, медь, алюминий — каждый материал нуждается в отдельном подходе.
При выборе способа работы с металлическими конструкциями необходимо опираться на физические и химические свойства сталей, а именно:
- температура плавления и закалки — для термообработки;
- твердость и прочность — для резания и точения.
Второй признак классификации происходит в зависимости от того, какая стоит цель перед специалистом. Задачи могут быть многочисленными — распиловка, то есть отделение одного фрагмента от целого, шлифовка, создание фигурной поверхности, штамповка и пр.
Основные способы и методы обработки металлов и сплавов
В зависимости от намерений, могут применяться разнообразные технологии, использоваться то или иное оборудование. Перечислим основные подходы к металлообработке:
- механический — это оказание физического давления прессом или острием инструмента;
- термический — производится посредством поднятия высокой температуры, применяется для изменения формы или придания дополнительных физических характеристик;
- художественный — к нему, в первую очередь, относится ковка — придание необходимой конфигурации изделию с целью достижения эстетического эффекта;
- сварочный — это соединение двух и более элементов посредством электродуговой или инверторной сварки;
- электрический, в том числе прокалка, то есть пропуск через металл разряда;
- токарный — придание нужной формы (рис. 2);
- литье — это отлив из расплавленного материала требуемой детали.
Теперь перейдем к описанию наиболее часто применяемых видов металлообработки.
Фрезерные работы
Фрезеровщики могут на своей аппаратуре производить сразу несколько операций — и наружная обработка, придание формы, и создание отверстий, полостей, поскольку фреза передвигается в нескольких направлениях (рис. 1, 3, 4). Помимо этого, можно наносить фаски, делать резьбу, канавки.

Рисунок 1 — Фрезерование детали
Многообразие процедур и задач настолько высоко, что фрезерный станок один из самых востребованных. Его устанавливают как на производствах, так и в частных мастерских. Отдельно стоит упомянуть оборудование, оснащенное ЧПУ (рис. 5, 6), так как автоматизация позволяет делать высокоточные операции с деталями фактически любой формы.

Рисунок 2 – Обработка заготовки на токарном станке.
Зубонарезные работы
Это процесс обработки металла, входе которого создаются зубчатые колеса, а также другие детали, имеющие зубья. Особенность заключается в том, что требуется сохранять на протяжении всего рабочего участка одинаковый шаг, а также глубину резьбы. Есть специализированные зубофрезерные и зубодолбежные инструменты, которые базируются на копировальном методе, то есть впадины прорезываются обычным фрезерным способом с единичным делением.

Рисунок 3 – Фрезерование детали.
На крупном оборудовании есть специальные червячные резцы, которые расположены так, что они при одном проходе позволяют создать кромки на одинаковом расстоянии. Затем все зубцы шлифуются специализированными дисками, которые отличаются наличием основного количества абразивных веществ на торцах.
Токарные работы
Обработка металла точением — это снятие верхнего слоя с вращающейся стальной заготовки посредством различного режущего инструмента. Основные изделия, с которыми можно работать на таком станке имеют цилиндрическую или конусообразную форму. Помимо срезания стружки, можно производить следующие процедуры:
- торцевание;
- снятие фасок;
- отрезание;
- обработка галтелей;
- прорезание канавок.
Важный нюанс при произведении операции — это стружкоотведение. Оно бывает автоматическим на станках с ЧПУ, но чаще производится вручную специалистом.

Рисунок 4 – Фрезерование плоской поверхности.
Сваривание металлических элементов в одну конструкцию — это наиболее часто используемый на данный момент способ достижения прочного соединения. Он заключается в точечном нагреве рабочей зоны с последующим расплавлением материала. Расплавленная сталь вступает во взаимодействие, образуя при застывании крепкую связь.
- электродуговые аппараты с электродами;
- полуавтоматы с присадочной проволокой.
В первом случае проводник покрыт специальным неплавким составом, который одновременно поддерживает сварную ванну и способствует правильному наложению шва без влияния кислорода. Во втором случае присадка является дополнительным материалом, который при расплавлении скрепляет заготовки.
Сварщик должен обладать опытом и достаточным объемом знаний, чтобы правильно выбрать электрод, силу тока, скорость движения.

Рисунок 5 – Фрезерование на станке с ЧПУ.
Ручная дуговая сварка
Дополнительные названия — MMA, РД, РДС. Метод придуман еще в 19 веке, но активно используется до настоящего времени с небольшими модификациями. Между проводником и поверхностью стали образуется электродуга с помощью ударов или «чирканья» по детали. В образованной сварной ванне одновременно плавится и заготовка, и электрод.
Способ используется в домашних условиях. Затруднения возникают, когда нужно создать потолочное или вертикальное соединение. Специалисты в таких случаях советуют ускорять процесс работы, чтобы сила тяготения не помешала отличному результату.
Сварка под флюсом
При воздействии на область сваривания воздуха происходит окисление. Это естественный процесс, но он мешает образованию прочного соединения. В электродуговых аппаратах применяют электроды со специальной обсыпкой. Помимо этого, активно применяется технология с подачей инертного газа. Но максимальное качество можно получить только при применении флюса. Это гранулированный порошок, который при нагревании плавится и служит защитой для процессов, происходящих под образованной пленкой. Затем вещество остается в виде шлака, который легко снимается со шва привычным способом, шлифовкой.

Рисунок 6 — Обработка детали на станке.
Электрическая обработка изделий из металла
Основная технология выглядит так: на участок подается точечный разряд, который приводит к оплавлению стали. Используемый электрод обычно сделан из латуни, а пространство между ним и поверхностью заполняют маслом, которое имеет отличные проводящие способности. Активно применяется эта методика для работы с металлическими тонкими листами, а также для заточки инструментов.
Подвидом электрообработки можно считать ультразвуковой метод. Волны с высокой частотой по аналогичному принципу разрушают молекулярные соединения, что приводит к образованию отверстий.
Высокая точность позволяет пользоваться технологией для изготовления ювелирных изделий.

Рисунок 7 – Обработка детали на токарном станке.

Рисунок 8 – Фреза.
Способы механической обработки
Несмотря на разнообразие процессов, их суть одинаковая. Берется заготовка с припуском, то есть с «лишними» миллиметрами или сантиметрами. Затем на нее оказывается воздействие посредством более твердого и острого инструмента. Остальные нюансы зависят от подвида — наличие вращения, подача и пр. К ним относят:
- Точение на токарном оборудовании.
- Сверление — образование сквозных или глухих отверстий нужного диаметра.
- Нарезание внутренней и внешней резьбы. Вручную это можно сделать с помощью метчика и плашки.
- Фрезерование.
- Строгание — процедура не отличается от классического типа деревообработки, когда резец проходит несколько подходов по поверхности. снимая стружку.
- Шлифование — важный финишный процесс, придание нужного уровня шероховатости и доведение до идеальных размеров.
После перечисленных способов не остается никакого припуска.

Рисунок 9 — Инструменты для обработки металла резанием.
Основы металлообработки давлением
При данных методах целостность стали не нарушается, но меняется форма. В большинстве случаев необходимо термическое воздействие, чтобы уменьшить прочность и твердость детали.
- Ковка. Проводится вручную, поэтому очень ресурсозатратна. Однако результат получается индивидуальный, а поэтому дорогостоящий. Нагретый металлический прут специалист отбивает молотком до нужной конфигурации. В современных условиях используется пресс.
- Штамповка. Часто применяется к тонколистовому металлу. Есть матрица и пуансон. Они имеют зеркальное отражение, но одинаковую форму. Помещенный между ними лист сгибается, приобретая нужные очертания.
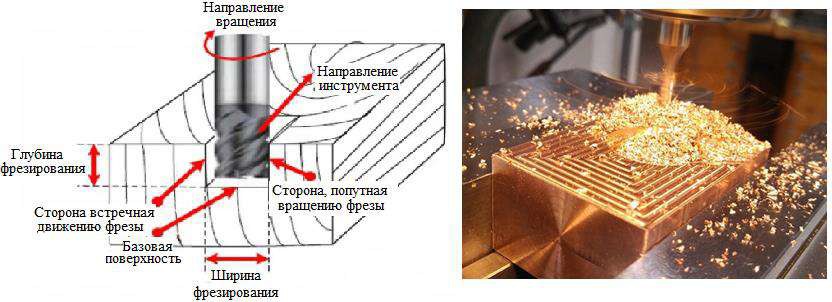
Рисунок 10 – Фрезерование.
Как обрабатывают металлы с помощью резания?
Это простая процедура, имеющая целью разъединения одной детали на две и более. Для этого используются специальные лезвия из крепкой инструментальной стали.
Подвиды обработки металла:
- ручная резка;
- газовая;
- лазерная;
- плазменная.
Химическое воздействие
Ряд химикатов может повысить прочностные, антикоррозийные характеристики заготовки. В основном управляемые реакции необходимы или для снятия загрязнений перед другим видом металлообработки, или для нанесения дополнительного покрытия, например, цинкование.
Время и температура
При данном способе важно поддерживать нужный температурный режим и определенный временной промежуток, иначе, передержав или перегрев сталь при работе, можно столкнуться с необратимыми деформациями.
Термообработка
Обработчик металла применяет ряд операций при повышенном термическом воздействии с целью изменить физические и химические качества продукции.
Отжиг. Суть — повышение t до предела пластичности и постепенное остывание вместе с печью.
Результат — увеличенная ковкость, снятие внутренних напряжений, сниженная прочность.
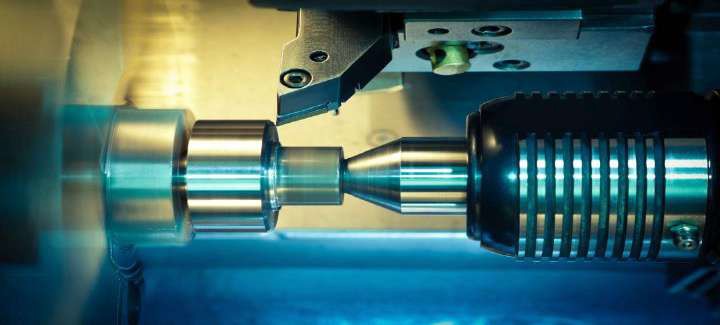
Рисунок 11 – Резец токарного станка.
Закалка. Нагрев, продолжительное выжидание при высокой температуре, быстрое охлаждение вводе или масле. Итог — увеличивается прочность и стойкость к сжатиям и растяжением, но также повышается хрупкость.
Отпуск. Вторичное нагревание после закаливания, чтобы компенсировать полученное негативное воздействие.
Старение. Медленное и продолжительное изменение температурного режима, которое приводит к естественным превращениям, происходящим при длительной эксплуатации металлической конструкции.
Нормализация. Процедура аналогична отжигу, но остывание происходит на открытом воздухе. Меняется зернистость структуры, приводит к повышению ковкости.
Обработка металла
Металлы и их сплавы издавна используются человеком для изготовления инструментов и оружия, украшений и ритуальных предметов, домашней утвари и деталей механизмов.
Чтобы превратить металлические слитки в деталь или изделие, их требуется обработать, или изменить их форму, размеры и физико-химические свойства. За несколько тысячелетий было разработано и отлажено множество способов обработки металлов.

Особенности обработки металла
Многочисленные виды металлообработки можно отнести к одной из больших групп:
- механическая (обработка резанием);
- литье;
- термическая;
- давлением;
- сварка;
- электрическая;
- химическая.
Литье — один из самых древних способов. Он заключается в расплавлении металла и розливе его в подготовленную форму, повторяющую конфигурацию будущего изделия. Этим способом получают прочные отливки самых разных размеров и форм.
Про другие виды обработки будет рассказано ниже.
Сварка
Сварка также известна человеку издревле, но большинство методов были разработаны в последнее столетие. Сущность сварки заключается в соединении нагретых до температуры пластичности или до температуры плавления кромок двух деталей в единое неразъемное целое.
В зависимости от способа нагрева металла различают несколько групп сварочных технологий:
- Химическая. Металл нагревают выделяемым в ходе химической реакции теплом. Термитную сварку широко применяют в труднодоступных местах, где невозможно подвести электричество или подтащить газовые баллоны, в том числе под водой.
- Газовая. Металл в зоне сварки нагревается пламенем газовой горелки. Меняя форму факела, можно осуществлять не только сварку, но и резку металлов.
- Электросварка. Самый распространенный способ:
- Дуговая сварка использует для нагрева и расплавления рабочей зоны тепло электрической дуги. Для розжига и поддержание дуги применяют специальные сварочные аппараты. Сварка ведется обсыпными электродами или специальной сварочной проволокой в атмосфере инертных газов.
- При контактной сварке нагрев осуществляется проходящим через точку соприкосновения соединяемых заготовок сильным электротоком. Различают точечную сварку, при которой детали соединяются в отдельных точках, и роликовую, при которой проводящий ролик катится по поверхности деталей и соединяет их непрерывным швом.
![Дуговая сварка]()
С помощью сварки соединяют детали механизмов, строительные конструкции, трубопроводы, корпуса судов и автомобилей и многое другое. Сварка хорошо сочетается с другими видами обработки металлов.
Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности.
Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика.
Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.
![Ультразвуковая обработка металла]()
Ультразвуковая обработка металла
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кгц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
Особенности художественной обработки металлов
К художественным видам обработки металлов относят литье, ковку и чеканку. В средине XX века к ним добавилась сварка. Каждый способ требует своих инструментов и приспособлений. С их помощью мастер либо создает отдельное художественное произведение, либо дополнительно украшает утилитарное изделие, придавая ему эстетическое наполнение.
![Художественная чеканка]()
Чеканка — это создание рельефного изображения на поверхности металлического листа или самого готового изделия, например, кувшина. Чеканку выполняют и по нагретому металлу.
Способы механической обработки металлов
Большую группу способов механической обработки металлов объединяет одно: в каждом из них применяется острый и твердый по отношению к заготовке инструмент, к которому прикладывают механическое усилие. В результате взаимодействия от детали отделяется слой металла, и форма ее изменяется. Заготовка превышает размерами конечное изделие на величину, называемую «припуск»
Разделяют такие виды механической обработки металлов, как:
- Точение. Заготовка закрепляется во вращающейся оснастке, и к ней подводится резец, снимающий слой металла до тех пор, пока не будут достигнуты заданные конструктором размеры. Применяется для производства деталей, имеющих форму тела вращения.
- Сверление. В неподвижную деталь погружают сверло, которое быстро вращается вокруг своей оси и медленно подается к заготовке в продольном направлении. Применяется для проделывания отверстий круглой формы.
- Фрезерование. В отличие от сверления, где обработка проводится только передним концом сверла, у фрезы рабочей является и боковая поверхность, и кроме вертикального направления, вращающаяся фреза перемещается и вправо-влево и вперед-назад. Это позволяет создавать детали практически любой требуемой формы.
- Строгание. Резец движется относительно неподвижно закрепленной детали взад- вперед, каждый раз снимая продольную полоску металла. В некоторых моделях станков закреплен резец, а двигается деталью. Применяется для создания продольных пазов.
- Шлифование. Обработка производится вращающимся или совершающим продольные возвратно- поступательные движения абразивным материалом, который снимает тонкие слои с поверхности металла. Применяется для обработки поверхностей и подготовки их к нанесению покрытий.
![Шлифовка металла]()
Каждая операция требует своего специального оборудования. В технологическом процессе изготовления детали эти операции группируются, чередуются и комбинируются для достижения оптимальной производительности и сокращения внутрицеховых расходов.
Обработка давлением
Обработка металла давлением применяется для изменения формы детали без нарушения ее целостности. Существуют следующие виды:
Перед ковкой заготовку нагревают, опирают на твердую поверхность и наносят серию ударов тяжелым молотом так, чтобы заготовка приняла нужную форму.
Исторически ковка была ручной, кузнец разогревал деталь в пламени горна, выхватывал ее клещами и клал на наковальню, а потом стучал по ней кузнечным молотом, пока не получался меч или подкова. Современный кузнец воздействует на заготовку молотом кузнечного пресса с усилием до нескольких тысяч тонн. Заготовки длиной до десятков метров разогреваются в газовых или индукционных печах и подаются на ковочную плиту транспортными системами. Вместо ручного молота применяются кузнечные штампы из высокопрочной стали.
![Ковка]()
Для штамповки требуется две зеркальные по отношению друг к другу формы — матрица и пуансон. Тонкий лист металла помещают между ними, а потом с большим усилием сдвигают. Металл, изгибаясь, принимает форму матрицы. При больших толщинах листа металл нагревают до точки пластичности. Такой процесс называют горячая штамповка.
Во время штамповки могут выполняться такие операции, как:
- гибка;
- вытягивание;
- осаживание;
- и другие.
С помощью штамповки выпускают широчайший ассортимент изделий — от корпусов бытовой техники до колесных дисков и бензобаков.
Обработка с помощью резки
Металл поступает на предприятие в виде проката — листов или профилей стандартных размеров и толщин. Чтобы разъединить лист или профиль на изделия или заготовки нужных размеров, применяют обработку резкой.
Для профиля чаще всего используют резку абразивным кругом или дисковой пилой.
Для раскроя листов металла применяют несколько видов резки:
- Ручная. Газосварщик с газовой горелкой вырезает куски металла нужного размера и формы. Применяется в небольших мастерских и на опытных производствах.
- Газовая. Установка газовой резки режет пламенем автоматизированной газовой горелки и позволяет не только быстро произвести раскрой листа, но и разложить вырезанные заготовки по контейнерам для доставки их на сборочные участки . Режет металл лазерным лучом. Отличается высокой точностью и малым коэффициентом отходов. Кроме резки, может выполнять операции сварки и гравировки — нанесения на металл не удаляемых надписей.
- Плазменная. Режет металл факелом высокоионизированного газа — плазмы. Применяется для раскроя листов из твердых и специальных сплавов.
![Лазерная резка]()
В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
Химическая обработка металлов для повышения защитных свойств материала
Химическая обработка металла — это воздействие на него специальными веществами с целью вызвать управляемую химическую реакцию.
Выполняются как подготовительные операции для очистки поверхности перед сваркой или покраской, так и как финишные отделочные операции для улучшения внешнего вида изделия и защиты его от коррозии.
![Цинкование металла]()
С помощью электрохимической обработки гальваническим методом наносят защитные покрытия.
Термические виды обработки металлов
Термическая обработка металлов применяется для улучшения их физико-механических свойств. К ней относя такие операции, как:
- отжиг;
- закалка;
- отпуск;
- старение;
- нормализация.
![Термическая обработка стали]()
Термическая обработка стали
Термическая обработка заключается в нагревании детали до определенной температуры и ее последующем охлаждении по специальной программе.
Отжиг
Заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи.
Отжиг снижает твердость стали, но существенно повышает пластичность и ковкость.
![Обработка металла]()
Применяется перед штамповкой или раскаткой. Во время отжига снимаются внутренние напряжения, возникшие при отливке или механической обработке.
Закалка
При закалке заготовку прогревают до температуры пластичности и держат в таком состоянии в течение определенного времени, за которое стабилизируются внутренние структуры металла. Далее изделие быстро охлаждают в большом количестве воды или масла. Закалка существенно повышает твердость материала и снижает его ударную вязкость, повышая, таким образом, и хрупкость. Применяют для элементов конструкций, подверженных большим статическим и малым динамическим нагрузкам.
Отпуск
Проводится после закалки. Образец нагревают до температуры, несколько меньшей температуры закалки, и охлаждают медленно. Это позволяет компенсировать излишнюю хрупкость, появившуюся после закалки. Применяется в инструментальном производстве
Старение
Искусственное старение заключается в стимуляции фазовых превращений в массе металла. Его проводят при умеренном нагреве для придания материалу свойств, возникающих при естественном старении за долгое время.
Нормализация
Нормализация проводится для повышения ковкости без заметного снижения твердости за счет приобретения сталью мелкозернистой структуры.
Ее применяют перед закалкой и для повышения обрабатываемости резанием. Проводят так же, как и отжиг, но остывает заготовка на открытом воздухе.
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.
![Изменение структуры металла при термообработке]()
Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.
![Образование структур в зависимости от интенсивности охлаждения]()
Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- полный;
- неполный;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
![Температура нагрева стали при термообработке]()
Температура нагрева стали при термообработке
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
![Отжиг стали]()
Нагревание до температуры – от 450°С, но не выше 650°С.
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
![Полный отжиг стали]()
Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.
![Закалка стали]()
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
![Процесс нормализации стали]()
Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Химико-термическая обработка стали
Существуют различные способы воздействия на сталь с целью придания ей требуемых свойств. Один из комбинированных методов — химико-термическая обработка стали.
![Химико-термическая обработка]()
Общие принципы
Суть данной технологии состоит в преобразовании внешнего слоя материала насыщением. Химико-термическая обработка металлов и сплавов осуществляется путем выдерживания при нагреве обрабатываемых материалов в средах конкретного состава различного фазового состояния. То есть, это совмещение пластической деформации и температурного воздействия.
Это ведет к изменению параметров стали, в чем состоит цель химико-термической обработки. Таким образом, назначение данной технологии — улучшение твердости, износостойкости, коррозионной устойчивости. В сравнении с прочими технологиями химико-термическая обработка выгодно отличается тем, что при значительном росте прочности пластичность снижается не так сильно.
Основные ее параметры — температура и длительность выдержки.Рассматриваемый процесс включает три этапа:
- диссоциацию;
- адсорбцию;
- диффузию.
Интенсивность диффузии увеличивается в случае формирования растворов внедрения и снижается, если вместо них формируются растворы замещения.
Количество насыщающего элемента определяется притоком его атомов и скоростью диффузии.
На размер диффузионного слоя влияют температура и длительность выдержки. Данные параметры связаны прямой зависимостью. То есть с ростом концентрации насыщающего элемента возрастает толщина слоя, а повышение интенсивности теплового воздействия приводит к ускорению диффузии, следовательно, за тот же промежуток времени она распространится на большую глубину.
Большое значение для протекания процесса диффузии имеет растворимость в материале обрабатываемой детали насыщающего элемента. В данном случае играют роль пограничные слои. Это объясняется тем, что ввиду наличия у границ зерен множества кристаллических дефектов диффузия происходит более интенсивно. Особенно это проявляется в случае малой растворимости насыщающего элемента в материале. При хорошей растворимости это менее заметно. Кроме того, диффузия ускоряется при фазовых превращениях.
Классификация
Химико-термическая обработка стали подразделяется на основе фазового состояния среды насыщения на жидкую, твердую, газовую.
В первом случае диффузия происходит на фрагментах контакта поверхности предмета со средой. Ввиду низкой эффективности данный способ мало распространен. Твердую фазу обычно используют с целью создания жидких или газовых сред.
Химико-термическая операция в жидкости предполагает помещение предмета в расплав соли либо металла.
При газовом методе элемент насыщения формируют реакции диссоциации, диспропорционирования, обмена, восстановления. Наиболее часто в промышленности для создания газовой и активной газовой сред используют нагрев твердых. Удобнее всего проводить работы в чисто газовой среде ввиду быстрого прогрева, легкого регулирования состава, отсутствия необходимости повторного нагрева, возможности автоматизации и механизации.
Как видно, классификация по фазе среды не всегда отражает сущность процесса, поэтому была создана классификация на основе фазы источника насыщения. В соответствии с ней химико-термическая обработка стали подразделена на насыщение из твердой, паровой, жидкой, газовой сред.
Кроме того, химико-термическая технология подразделена по типу изменения состава стали на насыщение неметаллами, металлами, удаление элементов.
По температурному режиму ее классифицируют на высоко- и низкотемпературную. Во втором случае производят нагрев до аустенитного состояния, а в первом — выше и оканчивают отпуском.
Наконец, химико-термическая обработка деталей включает следующие методы, выделяемые на основе технологии выполнения: цементацию, азотирование, металлизацию, нитроцементацию.
Диффузионная металлизация
Это поверхностное насыщение стали металлами.
Возможно проведение в жидкой, твердой, газовой средах. Твердый метод предполагает использование порошков из ферросплавов. Жидкой средой служит расплав металла (алюминий, цинк и т. д.). Газовый метод предполагает использование хлористых металлических соединений.
![Металлизация]()
Металлизация дает тонкий слой. Это объясняется малой интенсивностью диффузии металлов в сравнении с азотом и углеродом, так как вместо растворов внедрения они формируют растворы замещения.
Такая химико-термическая операция производится при 900 — 1200°С. Это дорогостоящий и длительный процесс.
Основное положительное качество — жаростойкость продуктов. Ввиду этого металлизацию применяют для производства предметов для эксплуатационных температур 1000 — 1200°С из углеродистых сталей.
По насыщающим элементам металлизацию подразделяют на алитирование (алюминием), хромирование, борирование, сицилирование (кремнием).
Первая химико-термическая технология придает материалу стойкость к окалине коррозии, однако на поверхности после нее остается алюминий. Алитирование возможно в порошковых смесях либо в расплаве при меньшей температуре. Второй способ быстрее, дешевле и проще.
Хромирование тоже увеличивает стойкость к коррозии и окалине, а также к воздействию кислот и т. д. У высоко- и среднеуглеродистых сталей оно также улучшает износостойкость и твердость. Данная химико-термическая операция в основном производится в порошковых смесях, иногда в вакууме.
Основное назначение борирования состоит в улучшении стойкости к абразивному износу. Распространена электролизная технология с применением расплавов боросодержащих солей. Существует и безэлектролизный метод, предполагающий использование хлористых солей с ферробором или карбидом бора.
Сицилирование увеличивает стойкость к коррозии в соленой воде и кислотах, к износу и окалине некоторых металлов.
Науглероживание (цементация)
Это насыщение поверхности стальных предметов углеродом. Данная операция улучшает твердость, износостойкость, а также выносливость поверхности материала. Нижележащие слои остаются вязкими.
Данная химико-термическая технология подходит для предметов из низкоуглеродистых сталей (0,25%), подверженных контактному износу и переменным нагрузкам.
Предварительно необходима механическая обработка. Не цементируемые участки покрывают слоем меди либо обмазками.
Температурный режим определяется содержанием углерода в стали. Чем оно ниже, тем больше температура. Для адсорбирования углерода и диффузии в любом случае она должна составлять 900 — 950°С и выше.
![Цементация стали]()
Таким образом, путем насыщения поверхности стальных деталей углеродом достигают концентрации данного элемента в верхнем слое 0,8 — 1%. Большие значения ведут к повышению хрупкости.
Цементацию осуществляют в среде, называемой карбюризатором. На основе ее фазы технологию подразделяют на газовую, вакуумную, пастами, в твердой среде, ионную.
При первом способе применяют каменноугольный полукокс, древесный уголь, торфяной кокс. С целью ускорения используют активизаторы и повышают температуру. По завершении материал нормализуют. Ввиду длительности и малой производительности данная химико-термическая технология используется в мелкосерийном выпуске.
Вторая технология предполагает использование суспензий, обмазок либо шликеров.
Газовую среду наиболее часто применяют при цементации ввиду скорости, простоты, возможности автоматизации, механизации и достижения конкретной концентрации углерода. В таком случае используют метан, бензол или керосин.
Более совершенный способ — вакуумная цементация. Это двухступенчатый процесс при пониженном давлении. От прочих методов отличается скоростью, равномерностью и светлой поверхностью слоя, отсутствием внутреннего окисления, лучшими условиями производства, мобильностью оборудования.
Ионный метод подразумевает катодное распыление.
Цементация — промежуточная химико-термическая операция. Далее осуществляют закалку и отпуск, определяющие свойства материала, такие как износостойкость, выносливость при контакте и изгибе, твердость. Главный недостаток — длительность.
Азотирование
Данным термином называют насыщение материала азотом. Этот процесс производят в аммиаке при 480 — 650°С.
С легирующими данный элемент формирует нитриды, характеризующиеся дисперсностью, температурной устойчивостью и твердостью.
Такая технология химико-термической обработки увеличивает твердость, стойкость к коррозии и износу.
Необходима предварительная механическая и термическая обработка для придания окончательных размеров. Не азотируемые фрагменты покрывают оловом либо жидким стеклом.
Обычно используют температурный интервал от 500 до 520°С. Это дает за 24 — 90 ч. 0,5 мм слой. Толщина определяется длительностью, составом материала, температурой.
![Азотирование]()
Азотирование приводит к увеличению обрабатываемых деталей вследствие возрастания объема верхнего слоя. Величина роста напрямую определяется его толщиной и температурным режимом.
При жидком способе применяют цианосодержащие, реже бесцианитные и нейтральные соли. Ионная химико-термическая операция отличается повышенной скоростью.
Азотирование подразделяют по целевым свойствам: им достигается или улучшение устойчивости к коррозии, либо повышение стойкости к износу и твердости.
Цианирование, нитроцементация
Это технология насыщения стали азотом и углеродом. Таким способом обрабатывают стали с количеством углерода 0,3 — 0,4%.
Соотношение между углеродом и азотом определяется температурным режимом. С его ростом возрастает доля углерода. В случае пересыщения обоими элементами слой обретает хрупкость.
На размер слоя влияет длительность выдержки и температура.
Цианирование проводится в жидкой и газовой средах. Первый способ называют также нитроцементацией. Кроме того, по температурному режиму оба типа подразделяют на высоко- и низкотемпературные.
При жидком способе используют соли с цианистым натрием. Основной недостаток — их токсичность. Высокотемпературный вариант отличается от цементации быстротой, большими износостойкостью и твердостью, меньшей деформацией материала. Нитроцементация дешевле и безопаснее.
![Нитроцементация стали]()
Предварительно производят окончательную механическую обработку, а не подлежащие цианированию фрагменты покрывают слоем меди в 18 — 25 мкм толщиной.
Сульфидирование, сульфоцианирование
Это новая химико-термическая технология, направленная на улучшение износостойкости.
Первый метод состоит в насыщении материала серой и азотом путем нагрева в серноазотистых слоях.
Сульфоцианирование подразумевает насыщение углеродом, помимо названных элементов.
Виды обработки металлов
![Виды обработки металлов]()
Почти три тысячелетия люди производят из металлов и сплавов различные изделия: предметы быта и рабочие инструменты, механизмы, оружие и пр. Но чтобы получить готовую деталь, предварительно заготовка должна пройти обработку.
Так называются технологические процессы, вследствие которых изменяются размер, форма и другие характеристики заготовок. Существуют различные виды обработки металлов.
Какой нужно использовать, выбирают в зависимости от типа материала и результата, который требуется получить. Это может быть один из механических или термических способов, сварка или литье. Какие бывают виды обработки металлов, в чем разница между ними, читайте в нашей статье.
Основные виды обработки металлов
Металлообработка представляет собой технологические процессы, позволяющие изменить размеры, форму и остальные характеристики заготовок. Основными видами обработки металлов являются литье, механообработка, то есть использование резания и давления, сварка, а также термическая, электрическая, художественная обработка.
Каждый материал имеет свои физические и химические характеристики, поэтому требует применения особого подхода. При выборе метода учитывают такие показатели:
- температуру плавления и закалки, если планируется термообработка;
- твердость и прочность при применении резания, точения.
Стоит пояснить, что твердость и прочность влияют на выполнение конкретной задачи, например, на шлифовку, формирование фигурной поверхности, штамповку, распиловку, то есть отделение одного фрагмента, пр.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В зависимости от запланированного результата выбирают технологию и определенный набор оборудования. Чаще всего используются такие виды обработки металлов:
Виды механической обработки металлов
Механическая металлообработка отличается от других подходов тем, что не изменяет химическую структуру металла или сплава, влияя только на размеры и конфигурацию изделия. В процессе работы заготовки подгоняются под заданные чертежом параметры при помощи режущего инструмента, сварки.
![Виды обработки металлов]()
Готовые детали полностью соответствуют чертежу, имеют идеальную форму, точные габариты и ровную поверхность.
Механическое воздействие может оказываться различным металлорежущим оборудованием. С учетом используемого инструмента выделяют два вида механической обработки металлов:
Резание
Данный подход позволяет сформировать новую поверхность металла с помощью деформирования и удаления, срезания поверхностного слоя заготовки. В процессе работы неизбежно образуется стружка из верхнего слоя металла, то есть избыточный материал – его обозначают как припуск.
Чтобы снизить трудоемкость и затраты на обработку, его делают минимальным. Однако его размеры не должны негативно отражаться на качестве и ключевых характеристиках изделия.
Принято говорить о нескольких видах обработки металлов резанием в соответствии с применяемым инструментом:
- Точение, при котором будущее изделие закрепляется во вращающейся оснастке. Далее резцом удаляют лишний слой металла, чтобы добиться заданных характеристик. Благодаря данному методу изготавливаются детали, имеющие форму тела вращения.
- Сверление позволяет формировать в материале отверстия круглой формы. Для этого деталь жестко фиксируется, к ней медленно подают инструмент в продольном направлении. А вращающееся вокруг своей оси сверло погружается в деталь.
- Фрезерование, в отличие от сверления, предполагает использование инструмента, где режущим является не только острие, но и боковые поверхности. Вращающаяся фреза может перемещаться в вертикальном направлении, а также в стороны и вперед/назад. Данный вид обработки металлов дает возможность изготавливать изделия практически любой формы.
- Строгание позволяет формировать продольные пазы и предполагает, что резец движется назад и вперед относительно неподвижной заготовки. При каждом проходе он удаляет продольную полосу металла. Стоит оговориться, что существуют станки, в которых двигается деталь, а резец остается статичен.
- Шлифование предполагает использование абразивного материала, который вращается либо совершает продольные возвратно-поступательные движения. Он удаляет тонкие слои металла с поверхности будущего изделия. Метод задействуется при финальной обработке поверхностей, подготовке перед нанесением покрытий.
- токарные станки;
- сверлильно-расточные аппараты;
- шлифовальные машины;
- фрезерные станки;
- протяжные станки;
- прессы.
- Горячая прокатка используется при изготовлении листового, трубного, сортового, фасонного проката. Также горячекатаные заготовки могут в дальнейшем подвергаться холодному деформированию различными способами.
- Холодная прокатка позволяет повысить показатели горячекатаных изделий, например, добиться более точных размеров, улучшить качество поверхности.
- Химический, при котором повышение температуры достигается при помощи химической реакции. Этот способ становится единственным выходом, если не удается использовать электрооборудование, газовый баллон.
- Газовый предполагает нагревание металла газовой горелкой перед сваркой или резкой.
- Электросварка используется чаще других методов, позволяет нагревать и плавить металл для дальнейшего соединения.
- Дуговая. В ее основе лежит применение тепла электрической дуги, а все работы осуществляются сварочным оборудованием и электродами в среде инертных газов.
- Контактная. Требует нагревания сильным электрическим током и может быть точечная или роликовая. В первом случае элементы соединяют в отдельных точках, тогда как во втором формируют сплошной шов по всей поверхности стыка.
- втулки;
- шкивы;
- валы;
- кольца;
- зубчатые колеса;
- гайки;
- муфты;
- прочее.
- Химико-термическая обработка позволяет обогатить поверхность металла дополнительными компонентами, например, углеродом. Способ связан с использованием максимальных температур нагрева и значительных периодов выдержки – таким образом сплав получается однородным.
- Термомеханическая обработка обеспечивает металлу лучшие механические характеристики, чем те, что достижимы при классической термообработке.
- Электроискровый. Предполагает воздействие искусственным разрядом, что приводит к точечному повышению температуры заготовки до +8 000…+10 000 °C.
- Электрохимический. Необходим для формирования блестящей поверхности изделия.
- цветные металлы;
- чугун;
- нержавеющую сталь.
![Виды обработки металлов]()
Также на предприятиях применяется немало вспомогательных видов обработки металлов резанием. Они подбираются в соответствии с внешними показателями детали, позволяют работать с наружной и внутренней цилиндрической поверхностью либо плоскостями.
Пластическая деформация и электрофизическая обработка
К пластической деформации относят ковку, прессование, штамповку, накатку и другие способы. К ним прибегают, когда необходимо изменить форму, конфигурацию, габариты и физико-механические характеристики заготовки.
Для этого на производствах используется большой набор инструментов, призванных повысить эффективность обработки металла.
![Виды обработки металлов]()
Чаще всего при данном виде обработки металлов специалисты работают с таким оборудованием:
После стотонного прессования или ковки на металл наносят различные покрытия посредством электрохимического метода. Таким образом изделия удается латунировать, никелировать, лудить и осуществлять другие операции.
Обработка металлов давлением
Люди начали активно использовать один из видов обработки металла давлением еще несколько тысячелетий назад. Современные методы сильно отличаются от тех, что применялись ранее, но суть остается неизменной: воздействие физической силы или давления позволяет придать заготовке необходимую форму и размер.
![Виды обработки металлов]()
Существует семь методов обработки давлением, причем для каждого из них предназначено специальное оборудование:
Холодное и горячее волочение предполагает протягивание заготовки через отверстие нужной формы – таким образом задают необходимое поперечное сечение длинномерного проката.
Для данного вида обработки металлов важно, чтобы площадь сечения отверстия была меньше аналогичного показателя заготовки. Этим методом изготавливают круглые, квадратные, многоугольные прутки, фасонный прокат с малым сечением, тонкостенные трубы, имеющие небольшой диаметр.
Горячая и холодная штамповка используется людьми уже много веков. Долгое время холодная штамповка оставалась главным способом создания металлической посуды, так как метод не отличался сложностью и большими затратами.
Штамповка может быть листовой и объемной. Первая позволяет изготавливать изделия разных размеров: от небольших деталей до корпусов транспорта. Во втором случае обеспечивается пространственное изменение формы объемной заготовки. Так, из простой формы, например, шара, цилиндра, параллелепипеда, куба, получают более сложные изделия.
Холодное и горячее прессование или экструдирование позволяет получать длинномерные профильные изделия и предполагает выдавливание заготовок через один или несколько каналов.
При этом виде обработки мягких цветных металлов, например, алюминия и меди, а также сплавов на их основе, удается отказаться от дополнительного нагрева. Работа со сталью предполагает горячее прессование.
Обработка металлов сваркой
Данный вид обработки предполагает нагрев металла до температуры пластичности или до плавления кромок. После чего детали соединяют в неразъемную конструкцию.
![Виды обработки металлов]()
Специалисты выделяют три вида обработки металла сваркой:
Существуют следующие разновидности электросварки:
Этот вид обработки металлов позволяет соединять элементы трубопроводов, строительных конструкций, изготавливать кузова для автомобилей. Немаловажно, что сварка может без проблем комбинироваться с другими способами металлообработки.
Токарная обработка металлов
В данном случае с металлической заготовки срезается тонкий слой металла до придания ей необходимой формы и шероховатости. Работа проводится на токарном оборудовании с использованием набора режущих инструментов.
Токарная обработка близка к расклиниванию приповерхностного слоя металла острой кромкой рабочего инструмента. Благодаря механическому усилию кромка врезается в заготовку, снимает тонкий слой материала, то есть припуск, который превращается в стружку.
Высокое качество при этом виде обработки металлов достигается благодаря непрерывности и высокой скорости резки. Нужно учитывать, что скорость подбирается для каждого случая индивидуально.
Токарное оборудование позволяет изготавливать детали типа тел вращения, а именно:
Обработка металлов литьем
Много веков назад люди научились создавать различные предметы, нагревая металл до жидкого состояния и разливая в литейные формы. Далее материал остывал и затвердевал – в результате получалась отливка, дублирующая заливочную форму.
![Виды обработки металлов]()
Постепенно данный вид обработки металлов менялся. Сегодня существует несколько способов литья, в том числе с дополнительным применением давления. Благодаря самым современным подходам изготавливают даже маленькие отливки с предельной точностью сохранения всех параметров.
Термическая обработка металлов
![Виды обработки металлов]()
Различают три вида термической обработки металла:
Термообработка металла
Речь идет о нескольких способах воздействия, связанных с температурным режимом и позволяющих корректировать физические и механические свойства материала:
Закалка металла
Заготовку нагревают до достижения пластичного состояния, некоторое время выдерживают, чтобы стабилизировались молекулярные структуры, и быстро охлаждают. Для этого изделие погружают в воду либо масло.
Получившийся материал значительно превосходит обычный по твердости и хрупкости. Он применяется для изготовления конструкций, подвергающихся минимальным динамическим и сильным статическим нагрузкам.
Отжиг металла
В данном случае также происходит нагрев до пластичности. Разница в том, что процесс остужения проходит прямо в печи, поэтому достигается обратный закалке эффект. Металл теряет свою твердость, снимается внутреннее напряжение, он становится более пластичным, что позволяет использовать его для ковки, раскатки, штамповки.
Старение металла
Такой вид обработки используется преимущественно с декоративными целями и предполагает фазовые превращения материала. Иными словами, он в ускоренном темпе претерпевает все стадии естественного старения.
Отпуск металла
Является следующим этапом после закаливания, который призван снизить хрупкость материала, появившуюся на предыдущей стадии обработки. Деталь нагревается до высокой температуры, но не достигающей показателей, используемых во время закалки, далее ее постепенно охлаждают.
Данная операция выполняется при изготовлении инструментов.
Нормализация металла
Подобная обработка позволяет сформировать структуру с мелким зерном, благодаря чему возрастает ковкость, но сохраняется необходимая твердость. Нормализация нередко предшествует закаливанию и резке. Сам процесс близок к отжигу с той лишь разницей, что заготовка остывает на воздухе, а не в печи.
Большинство видов термической обработки металлов предполагает нагревание и последующее охлаждение. Разница состоит только в нюансах.
Электрическая обработка металлов
В данном случае используется воздействие электрическим током.
![Виды обработки металлов]()
Какие виды обработки металлов относятся к данной группе? Это:
Указанные способы могут применяться при работе даже с наиболее твердыми разновидностями сплавов.
Химическая обработка металлов
К помощи химии прибегают, если нужно подготовить металлические поверхности к другим операциям или добиться более высоких эстетических показателей.
![Виды обработки металлов]()
При этом виде обработки на металл воздействуют специальными веществами, повышающими его стойкость к появлению ржавчины, улучшающими внешний вид. Также химические составы позволяют очистить поверхность перед окрашиванием или сваркой.
На данный момент очень распространен гальванический метод электрохимической обработки, который необходим для формирования надежных защитных покрытий на поверхности изделий.
Рекомендуем статьи
Это не все используемые в промышленности виды обработки металлов. Помимо перечисленных выше подходов, применяют резание и ультразвуковую обработку.
Определенный метод выбирают, исходя из целого ряда факторов, в том числе опираются на характеристики, которые планируется придать заготовке, а также ее размеры и конечное изделие.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также:
- I – рода:
- снятие внутренних напряжений после






























