Термообработка цветных металлов и сплавов
Обновлено: 04.10.2024
Это наиболее распространенный в технике и промышленности цветной металл, обладающий высокой пластичностью, теплопроводностью и электропроводимостью. На основе меди образовывают технические сплавы — латунь и бронзу.
Медь применяют для производства листов, ленты, проволоки методом холодной деформации. В процессе деформации она теряет пластичность и приобретает упругость. Потеря пластичности затрудняет прокалку, протяжку и волочение, а в некоторых случаях делает невозможной дальнейшую обработку металла.
Для снятия иагартовки или наклепа и восстановления пластических свойств меди проводят рекристаллизационный отжиг по режиму: нагрев до температуры 450—500° С со скоростью 200—220° С/ч, выдержка в зависимости от конфигурации и массы изделия от 0,5 до 1,5 ч, охлаждение на спокойном воздухе. Структура металла после отжига состоит из равноосных кристаллов, прочность σв=190 МПа, относительное удлинение δ = 22%.
Сплав меди с цинком называют латунью. Различают двухкомпонентные (простые) латуни, состоящие только из меди, цинка и некоторых примесей, и многокомпонентные (специальные) латуни, в которые вводят еще один или несколько легирующих элементов (свинец, кремний, олово) для придания сплаву тех или иных свойств.
деформируемые двухкомпонентные латуни (Л96, Л90, Л80, Л63 и др.) обладают высокой пластичностью и хорошо обрабатываются давлением, их используют для изготовления листов, ленты, полос, труб, проволоки и прутков разного профиля.
Литейные латуни применяют для отливки фасонных деталей. В процессе холодной обработки давлением двухкомпонентные латуни, как и медь, получают наклеп, вследствие которого возрастает прочность и падает пластичность. Поэтому такие латуни подвергают термической обработке — рекристаллизационному отжигу по режиму: нагрев до 450—650° С, со скоростью 180—200° С/ч, выдержка 1,5—2,0 ч и охлаждение на спокойном воздухе. Прочность латуни после отжига σΒ = 240-320 МПа, относительное удлинение δ = 49-52%·
Латунные изделия с большим внутренним напряжением в металле подвержены растрескиванию. При длительном хранении на воздухе на них образуются продольные и поперечные трещины. Чтобы избежать этого, изделия перед длительным хранением подвергают низкотемпературному отжигу при 250—300° С.
Наличие в многокомпонентных (специальных) латунях легирующих элементов (марганца, олова, никеля, свинца и кремния) придает им повышенную прочность, твердость и высокую коррозионную стойкость в атмосферных условиях и морской воде. Наиболее высокой устойчивостью в морской воде обладают латуни, легированные оловом, например ЛО70-1, ЛА77-2 и ЛАН59-3-2, получившие название морской латуни, их применяют в основном для изготовления деталей морских судов.
По способу обработки специальные латуни подразделяют на деформируемые и литейные. Деформируемые латуни используют для получения полуфабрикатов (листов, труб, ленты), пружин, деталей часов и приборов. Литейные многокомпонентные латуни применяют для изготовления полуфабрикатов и фасонных деталей методом литья (гребные винты, лопасти, детали арматуры и т.п.). Требуемые механические свойства специальной латуни обеспечивают термической обработкой их, режимы которой приведены в таблице. Для получения мелкого зерна перед глубокой вытяжкой деформируемые латуни для листов, лент, полос подвергают отжигу при температуре 450—500° С.
Бронза — сплав меди с оловом, свинцом, кремнием, алюминием, бериллием и другими элементами. По основному легирующему элементу бронзы разделяют на оловянные и безоловянные (специальные), по механическим свойствам — на деформируемые и литейные.
Литейные оловянные бронзы марок Бр.ОЦ5-5-5, Бр.ОСНЗ-7-5-1, Бр.ОЦСЗ,5-7-5 используют для изготовления антифрикционных деталей (втулок, подшипников, вкладышей и др.). Литейные оловянные бронзы подвергают отжигу при 540—550° С в течение 60—90 мин.
Безоловянные бронзы Бр.5, Бр.7, Бр.АМц9-2, Бр.КН1-3 идругие марки имеют высокую прочность, хорошие антикоррозионные и антифрикционные свойства. Из этих бронз изготовляют шестерни, втулки, мембраны и другие детали. Для облегчения обработки давлением бронзы подвергают гомогенизации при 700—750° С с последующим быстрым охлаждением. Отливки, имеющие внутренние напряжения, отжигают при 550° С с выдержкой 90—120 мин.
Наиболее часто в промышленности применяют двойные -алюминиевые бронзы марок Бр.А5, Бр.А7 и бронзы, добавочно легированные никелем, марганцем, железом и другими элементами, например Бр.АЖН10-4-4. Эти бронзы используют для различных втулок, фланцев, направляющих седел, шестерен и других небольших деталей, испытывающих большие нагрузки.
Двойные алюминиевые бронзы подвергают закалке и отпуску по режиму: нагрев под закалку до 880—900° С со скоростью 180—200° С/ч, выдержка при этой температуре 1,5—2 ч, охлаждение в воде; отпуск при 400—450° С в течение 90—120 мин. Структура сплава после закалки состоит из мартенсита, после отпуска—из тонкой механической смеси; прочность бронзы σв = 550МПа, δ = 5%, твердость НВ 380—400.
Бериллиевая бронза Бр.Б2 — сплав меди с бериллием. Уникальные свойства — высокая прочность и упругость при одновременной химической стойкости, немагнитность и способность к термическому упрочнению — все это делает бериллиевую бронзу незаменимым материалом для изготовления пружин часов и приборов, мембран, пружинистых контактов и других деталей. Высокая твердость и немагнитность позволяют использовать бронзу в качестве ударного инструмента (молотки, зубила), не образующего искр при ударе о камень и металл. Такой инструмент применяют при работах во взрывоопасных средах. Бронзу Бр.Б2 закаливают при 800—820° С с охлаждением в воде, а затем подвергают искусственному старению при 300—350° С. При этом прочность сплава σΒ=1300 МПа, твердость HRC37—40.
Деформируемые алюминиевые сплавы разделяют на неупрочняемые термической обработкой и упрочняемые. Кнеупрочняемым алюминиевым сплавам относят сплавы марки АМц2, АМг2, АМгЗ, имеющие невысокую прочность и высокую пластичность; их применяют для изделий, получаемых глубокой вытяжкой, упрочняют холодной обработкой давлением (нагартовкой).
Наиболее распространены сплавы, упрочняемые термической обработкой. К ним относят дюралюминий марок Д1, Д16, Д3П, в состав которых входят алюминий, медь, магний и марганец. Основными видами термического упрочнения дюралюминия являются закалка и старение. Закалку проводят при 505—515° С с последующим охлаждением в холодной воде. Старение применяют как естественное, так и искусственное. При естественном старении сплав выдерживают в течение 4—5 сут, при искусственном — 0,8—2,0 ч; температура старения — не ниже 100—150°С; прочность после обработки σΒ = 490 МПа, 6=14%. Сплавы Д1 и Д16 применяют для изготовления деталей и элементов строительных конструкций, а также изделий для летательных аппаратов.
Авиаль (АВ, АВТ, АВТ1)—это деформируемый сплав, обладающий более высокой пластичностью, свариваемостью и коррозионной стойкостью, чем дюралюминиевые; подвергают закалке в воде при 515—525° С и старению: сплавы АВ и АВТ — естественному, сплав АВТ1 — искусственному при 160° С с выдержкой 12—18 ч. Применяют авиаль для производства листов, труб, лопастей винтов вертолетов и т. п.
Высокопрочные (σв=550-700 МПа) алюминиевые сплавы В95 и В96 имеют меньшую пластичность, чем дюралюминий. Термическая обработка этих сплавов заключается в закалке при 465—475° С с охлаждением в холодной или горячей воде и искусственном старении при 135—145° С в течение 14—16 ч. Применяют сплавы в самолетостроении для нагруженных конструкций, работающих длительное время при 100—200° С.
Ковочные алюминиевые сплавы марок АК1, АК6, АК8 подвергают закалке при 500—575° С с охлаждением в проточной воде и искусственному старению при 150—165° С с выдержкой 6—15 ч; прочность сплава σΒ = 380-460 МПа, относительное удлинение δ = 7-10%.
Литейные алюминиевые сплавы называют силуминами. Наиболее распространены термически упрочняемые сплавы марок АЛ4, АЛ6 и АЛ20 Отливки из сплавов АЛ4 и АЛ6 закаливают при 535—545° С с охлаждением в горячей (60—80° С) воде и подвергают искусственному старению при 175° С в течение 2—3 ч; после термической обработки σв=260 МПа, δ = 4-6%, твердость НВ 75—80. Для снятия внутренних напряжений отливки из этих сплавов отжигают при 300° С в течение 5—Ю ч с охлаждением на воздухе. Жаропрочные сплавы марок АЛ 11 и АЛ20, идущие для изготовления поршней, головок цилиндров, топок котлов, работающих при 200—300° С, подвергают закалке (нагрев до 535—545° С, выдержка при этой температуре в течение 3—6 ч и охлаждение в проточной воде), а также стабилизирующему отпуску при 175—180° С в течение 5—10 ч; после термической обработки σв=300-350 МПа, δ=3-5%.
Основными элементами в магниевых сплавах (кроме магния) являются алюминий, цинк, марганец и цирконий. Магниевые сплавы делят на деформируемые и литейные.
Деформируемые магниевые сплавы марок МА1, МА8, МА14 подвергают термическому упрочнению по режиму: нагрев под закалку до 410—415° С, выдержка 15—18 ч, охлаждение на воздухе и искусственное старение при 175° С в течение 15—16 ч; после термообработки σΒ = 320~430 МПа, δ = 6-14%. Сплавы МА2, МАЗ и МА5 термической обработке не подвергают; их применяют для изготовления листов, плит, профилей и поковок.
Химический состав литейных магниевых сплавов(МЛ4, МЛ5, МЛ12 и др.) близок к составу деформируемых, но пластичность и прочность литейных сплавов значительно ниже. Это связано с грубой литейной структурой сплавов Термическая обработка отливок с последующим старением способствует растворению избыточных фаз, сконцентрированных по границам зерен и повышению пластичности и прочности сплава.
Особенностью магниевых сплавов является малая скорость диффузионных процессов (фазовые превращения протекают медленно), что требует большой выдержки под закалку и старение. По этой причине закалка сплавов возможна только на воздухе. Старение литейных магниевых сплавов проводят при 200—300° С; под закалку их нагревают до 380—420° С; после закалки и старения σв = 250-270 МПа.
Магниевые сплавы можно применять, как жаропрочные, способные работать при температурах до 400° С. Вследствие высокой удельной прочности магниевые сплавы широко применяют в авиации, ракетостроении, автомобильной и электротехнической промышленности. Большим недостатком магниевых сплавов является низкая стойкость против коррозии во влажной атмосфере.
Титан является одним изважнейших современных конструкционных материалов; обладает высокой прочностью, повышенной температурой плавления (1665° С), малой плотностью (4500 кг/м 3 ) и высокой коррозионной стойкостью даже в морской воде. На основе титана образовывают сплавы повышенной прочности, широко применяемые в авиации и ракетостроении, энергомашиностроении, судостроении, химической промышленности и других областях промышленности. Основными добавками в титановых сплавах являются алюминий, молибден, ванадий, марганец, хром, олово и железо.
Титановые сплавы марок ВТ5, ВТ6-С, ВТ9 и ВТ16 подвергают отжигу, закалке и старению. Полуфабрикаты (прутки, поковки, трубы) из сплава, дополнительно легированного оловом (ВТ5-1), проходят рекристаллизационный отжиг при 700—800° С в целях снятия наклепа. Листовые титановые сплавы отжигают при 600—650° С. Длительность отжига поковок, прутков и труб составляет 25—30 мин, алистов — 50—70 мин.
Высоконагруженные детали из сплава ВТ14, работающие при температуре 400° С, закаливают с последующим старением по режиму: температура закалки 820—840° С, охлаждение в воде, старение при 480—500° С в течение 12—16 ч; после закалки и старения: σв=1150-1400 МПа, 6 = 6—10%, твердость HRC56—60.
Источник:
Николаев Е.Н., Коротин И.М. Термическая обработка металлов токами высокой частоты М.: Высшая школа, 1984.
Термическая обработка цветных сплавов
Металловедение и термическая обработка цветных сплавов: учебное пособие
При разработке технологии термической обработки меди и ее сплавов приходится учитывать две особенности: высокую теплопроводность и активное взаимодействие меди с газами при нагреве. При нагреве тонких изделий и полуфабрикатов теплопроводность имеет второстепенное значение. При нагреве массивных изделий высокая теплопроводность меди является причиной более быстрого и равномерного их прогрева по всему сечению, по сравнению, например, с титановыми сплавами.
В связи с высокой теплопроводностью при упрочняющей термической обработке медных сплавов не возникает проблемы прокаливаемости. При используемых на практике габаритах полуфабрикатов и изделий они прокаливаются насквозь.
Медь и сплавы на ее основе активно взаимодействуют с кислородом и парами воды при повышенных температурах, по крайней мере, более интенсивно, чем алюминий и его сплавы. В связи с этим, при термической обработке полуфабрикатов и изделий из меди и ее сплавов часто применяют защитные атмосферы, в то время как в технологии термической обработки алюминия защитные атмосферы используют редко.
Отжиг меди и ее сплавов проводят с целью устранения тех отклонений от равновесной структуры, которые возникли в процессе затвердевания или в результате механического воздействия либо предшествующей термической обработки.
Гомогенизациониыи отжиг заключается в нагреве слитков до максимально возможной температуры, не вызывающей оплавления структурных составляющих сплавов. Ликвационные явления в меди и латунях развиваются незначительно, и нагрев слитков под горячую обработку давлением достаточен для их гомогенизации. Основными сплавами меди, нуждающимися в гомогенизашюнном отжиге, являются оловянные бронзы, так как составы жидкой и твердой фаз в системе Cu - Sn сильно отличаются, в связи с чем развивается интенсивная дендритная ликвация.
В результате гомогенизационного отжига повышается однородность структуры и химического состава слитков. Гомогенизашюнный отжиг - одно из условий получения качественного конечного продукта.
Рекристаллизационный отжиг - одна из распространенных технологических стадий производства полуфабрикатов меди и сплавов на ее основе.
Температуру начала рекристаллизации меди интенсивно повышают такие элементы, как Zr , Cd , Sn , Sb , Cr , в то время как Ni , Zn , Fe , Со оказывают слабое влияние.
На температуру рекристаллизации латуней также влияет предшествующая обработка, в первую очередь степень холодной деформации и величина зерна, сформировавшегося при этой обработке. Так, например, время до начала рекристаллизации латуни Л95 при температуре 440 °С составляет 30 мин при степени холодной деформации 30 % и 1 мин при степени деформации 80 %.
Величина исходного зерна действует на процесс рекристаллизации противоположно повышению степени деформации. Например, в сплаве Л95 с исходным зерном 30 и 15 мкм отжиг после 50 % деформации при температуре 440 °С приводит к рекристаллизации через 5 и 1 мин соответственно. В то же время величина исходного зерна не влияет на скорость рекристаллизации, если температура отжига превышает 440 °С.
При одинаковых условиях деформации и отжига с увеличением содержания цинка величина зерна уменьшается, достигает минимума, а затем растет. Так, например, после отжига при 500 °С в течение 30 мин величина зерна составляет: в меди 0,025 мм; в латуни с содержанием 15 % Zn -0,015 мм , а в латуни с 35 % Zn - 0,035 мм. В α -латунях зерно начинает расти при относительно низких температурах и растет вплоть до температур солидуса. В двухфазных (α + β)- и специальных латунях рост зерна, как правило, происходит лишь при температурах, при которых остается одна β -фаза. Например, для латуни Л59 значительное увеличение зерна начинается при отжиге выше температуры 750 °С.
Температуру отжига латуней выбирают примерно на 250-350 °С выше температуры начала рекристаллизации (табл. 2.1).
При отжиге сплавов меди с содержанием 32-39 % Zn при температурах выше α <->(α + р)-перехода выделяется β -фаза, что вызывает неравномерный рост зерна. Отжиг таких сплавов желательно проводить при температурах, не превышающих линию α <->(α + β)-paвнoвecия системы Cu - Zn . В связи с этим латуни, лежащие по составу вблизи точки максимальной растворимости цинка в меди, следует отжигать в печах с высокой точностью регулировки температуры и большой однородностью распределения ее по объему печи.
На рис. 2.1 приведены оптимальные режимы отжига простых латуней по результатам обобщения технологических рекомендаций, накопленных в отечественной и мировой практике. Обнаруживается тенденция к повышению температуры полного отжига латуни с увеличением содержания в них цинка.
При выборе режимов рекристаллизашюнного отжига латуней следует учитывать, что сплавы, лежащие вблизи фазовой границы α / (α + β) (рис. 2.1), из-за переменной растворимости цинка в меди могут термически упрочняться. Закалка латуней, содержащих более 34 % Zn , делает их склонными к старению, причем способность к упрочнению при старении растет с увеличением содержания цинка до 42 %. Практического применения этот вид термического упрочнения латуней не нашел. Тем не менее скорость охлаждения латуней типа Л63 после рекрпсташшзацнонного отжига влияет на их механические свойства. Возможность распада пересыщенных растворов в α -латунях, содержащих более 34 % Ζη, и в (α + р)-латунях следует также учитывать при выборе режимов отжига для уменьшения напряжений. Сильная холодная деформация может ускорять распад пересыщенных а- и β -растворов при отжиге.
Температура начала рекристаллизации латуни Л63 колеблется от 250 до 480 °С. Наиболее мелкозернистая структура в сплаве Л63 образуется после отжига при температурах 300-400 °С. Чем выше степень предшествующей холодной деформации, тем меньше величина рекристаллизованного зерна и больше твердость (при одинаковых условиях отжига).
Качество отожженного материала определяется не только его механическими свойствами, но и величиной рекристаллизованного зерна. Величина зерна в полностью рекристаллизованной структуре довольно однородна. При неправильно установленных режимах рекристаллизационного отжига в структуре четко обнаруживаются две группы зерен различной величины. Эта так называемая двойная структура особенно нежелательна при операциях глубокой вытяжки, гиба или полировки и травления изделий.
С увеличением размеров зерна до определенного предела штампуемость латуней улучшается, но качество поверхности ухудшается. На поверхности изделия при величине зерна более 40 мкм наблюдается характерная шероховатость - «апельсиновая корка».
Этапы эволюции деформированной структуры значительно растянуты во времени, и поэтому представляется возможным получение частично или полностью рекристаллизованной структуры с мелким зерном путем варьирования времени отжига. Полуфабрикаты с не полностью рекристаллизованной структурой с очень малым размером зерна штампуются без образования «апельсиновой корки».
Неполный отжиг, продолжительность которого определяется степенью предварительной деформации, проводят в интервале 250-400 °С. Для соблюдения точного технологического режима такой отжиг следует выполнять в протяжных печах, где строго контролируется рабочая температура и продолжительность выдержки (скорость протяжки).
Неполный отжиг применяют преимущественно с целью уменьшения остаточных напряжений, которые могут приводить к так называемому «сезонному растрескиванию». Этот вид коррозии, присущий латуням с содержанием более 15 % Ζη, заключается в постепенном развитии межкристаллитных трещин при одновременном воздействии напряжений (остаточных и приложенных) и специфических химических реагентов (например- растворы и пары аммиака, растворы ртутных солей, влажный серный ангидрид и т.д.). Считается, что чувствительность латуней к сезонному растрескиванию обусловлена скорее неоднородностью напряжений, чем их абсолютной величиной.
Отжиг для уменьшения остаточных напряжении проводят в температурном интервале ниже температуры начала рекристаллизации с тем, чтобы заметно не снижались механические свойства, полученные нагартовкой. Обычно этот интервал температур лежит между 250 и 330 °С, а продолжительность отжига колеблется от 1 до 2 ч. Такая операция значительно снижает остаточные напряжения и. как правило, выравнивает их по объему изделия. (Режимы отжига латуней для уменьшения остаточных напряжений даны в табл. 2.1.)
Термическая обработка цветных металлов
Под термической обработкой цветного металла понимается нагрев до определенной температуры, после чего следует охлаждение с определенной скоростью. Общая эффективность термической обработки цветного металла зависит от его предшествующей обработки, от температуры и скорости нагрева, продолжительности выдержки при этой температуре и скорости охлаждения
Процессы термической обработки цветных металлов можно разделить на две основные группы: термическая обработка, целью которой является получение структуры, максимально приближающейся к равновесному состоянию, и термическая обработка, целью которой, наоборот, является достижение неравновесного состояния. В некоторых случаях обе упомянутые группы процессов взаимно перекрываются
К первой группе относятся рекристаллизационный отжиг деформированного материала, далее отжиг для снятия внутренних напряжений и, наконец, гомогенизационный отжиг отливок. Ко второй группе, которая считается иногда термической обработкой в узком смысле слова, относится термическая обработка с получением неравновесного состояния, т. е. так называемое дисперсионное отверждение
Мягкий или рекристаллизационный отжиг
Мягкий отжиг это термическая обработка заготовок, подвергшихся холодной обработке давлением. Он производится путем нагрева изделия до определенной температуры, выдержки при этой температуре в течение определенного времени и, как правило, медленного последующего охлаждения. Уровень температуры, продолжительность выдержки так же, как и скорости нагрева и охлаждения, зависят как от способа предшествующей обработки, так и от требуемых свойств изделия. Следовательно, процесс этого отжига характеризуется степенью предшествующего обжатия, температурой и продолжительностью отжига и требуемой структурой изделия. Кратко можно пояснить сказанное следующими примерами
Металл, получивший наклеп в результате обработки давлением, претерпевает во время нагрева несколько взаимно перекрывающихся изменений. Сначала происходит так называемое «восстановление», характеризующееся снятием внутренних напряжений, т. е. устранением нарушений кристаллической решетки, вызванных в материале обработкой давлением. В этой области механические свойства изменяются очень мало, хотя на некоторых физических свойствах уже наблюдаются изменения. При дальнейшем нагреве начинают образовываться зародыши новообразующей структуры, и происходит рост этих зародышей. В совокупности эти два процесса называют рекристаллизацией. Механические и физические свойства, приобретенные материалом в результате обработки давлением, утрачиваются им при рекристаллизации, и материал приобретает свойства, которые он имел перед наклепом. Затем следует стадия роста зерна, при которой кристаллы сливаются; при этом некоторые кристаллы растут за счет соседних кристаллов, и кристаллическая структура укрупняется
Процесс изменения механических свойств меди, не содержащей кислорода при наклепе и рекристаллизационном отжиге поясняется на нижележащих графиках
Зависимость механических свойств при наклепе от степени обжатия
Зависимость механических свойств при рекристаллизационном отжиге от температуры
Кривые твердости в зависимости от предшествующей степени обжатия и температуры, а также рост зерна в зависимости от температуры после рекристаллизации
Отжиг для снятия внутренних напряжений
Такой отжиг называется стабилизацией, а применительно к деформированным заготовкам — отпуском. Отжиг состоит в нагреве до невысокой температуры и кратковременной выдержке при этой температуре до полного прогрева изделия, после чего следует медленное охлаждение. Для заготовок, обработанных давлением, это — температура из области восстановления, т. е. ниже температуры рекристаллизации. Этим отжигом устраняются внутренние напряжения, вызванные, например, в отливках неравномерным остыванием и термической обработкой, а в поковках — обработкой давлением на холоде, термической обработкой или обработкой резанием при больших сечениях стружки. Прежняя кристаллизация при этом нагреве сохраняется. Механические свойства также существенно не изменяются, в том числе и после длительного хранения
У изделий, особенно сложной конфигурации, этим процессом обеспечивается стабильность размеров. Пример температур отпуска некоторых деформируемых сплавов алюминия и меди приведен в табл.1
Температуры отпуска для снятия внутренних напряжений в некоторых деформируемых металлах и сплавах
| Металл или сплав | Температура отпуска (°С) | Примечания |
| Al 99,99 Al 99,0—99,85 AlMg—AlMg 5 AlMn | 180 — 210 220 — 240 230 — 250 290 — 350 | Относится к листовому металлу толщиной 1 — 2 мм и к выдержке в течение 4 ч при температуре отпуска. Температура на 10 — 30° С ниже начала рекристаллизации |
| Cu 99,5 — 99,9 Латунь Ms 58 до Ms 90 и специальные латуни | 250 — 300 200 — 350 | В зависимости от предшествующей степени обжатия или термической обработки, формы изделия и его назначения |
Гомогенизационный отжиг
Гомогенизационный отжиг — это термическая обработка, состоящая из нагрева до высокой температуры и выдержки при этой температуре в течение определенного времени, пока не будут достигнуты равномерный состав и равномерная структура. Затем следует, как правило, медленное охлаждение. В литых сплавах встречается неравномерность (гетерогенность) двоякого рода. Это — ликвация примесей, накапливающихся в тех частях отливки, которые отвердевают последними, и расслоение (слоистость) каждого отдельного кристалла твердого раствора. Неравномерности внутри кристалла легко выравниваются диффузией, если она протекает при достаточно высокой температуре и достаточно долго. Напротив, примеси, накопленные в отдельных местах отливки, рассеиваются отжигом значительно хуже. Они способны к диффузии лишь в том случае, если растворяются в основном металле при высоких температурах. Но и в этом случае процесс гомогенизации затруднен ввиду большого пути, который должны проходить отдельные частицы
Гомогенизационному отжигу можно подвергать и деформированные металлы, если требуется улучшить некоторые их механические свойства, особенно вязкость и химическую стойкость сплава. Путем нагрева до высокой температуры определенные легирующие элементы переводятся в твердый раствор до тех пор, пока сплав не станет гомогенным, а затем быстрым охлаждением подавляется ликвация. Однако этот процесс уже переходит в область термической обработки для получения неравновесных состояний
Дисперсионное отверждение
Для дисперсионного отверждения сплава обязательным условием является то, чтобы в основных кристаллах находилась частично растворимая фаза, растворимость которой уменьшается с понижением температуры. При медленном охлаждении происходит ликвация, в результате которой может выделиться, в зависимости от формы диаграммы, чистый металл, твердый раствор соединений или какая — либо другая фаза. Быстрым охлаждением из области твердого раствора можно во многих случаях подавить ликвацию, и закаленный таким образом сплав привести в неравновесное состояние пересыщенного твердого раствора. При дальнейшем умеренном нагреве или нормальной температуре сплав проявляет тенденцию прийти в стабильное состояние. Этот сложный процесс пока еще не вполне выяснен, хотя практически в технике уже применяют целый ряд отверждаемых сплавов. Процесс протекает по-разному у разных отверждаемых сплавов, а во многих случаях — неодинаково даже у одного и того же сплава. Поэтому ограничимся лишь краткой характеристикой этого процесса
Отверждение состоит в основном из трех этапов. Сначала сплав нагревается до соответствующей температуры. Эта температура находится в пределах между линией солидуса и линией растворимости в твердом состоянии по возможности ближе к температуре солидуса. Лучше всего эту температуру, учитывая ее узкий диапазон, особенно у алюминиевых сплавов (490—535° С), поддерживать в соляном растворе, и поэтому именно такие растворы и применяют чаще всего. Целью отжига этого вида является получение богатого твердого раствора. Выдержка при данной температуре зависит от типа сплава и вида заготовки. Затем следует быстрое охлаждение (закалка в масле или в воде). Сплав проходит через разные стадии, приближающиеся к равновесному состоянию, причем атомы пересыщенного твердого раствора каждый раз располагаются по-разному. Этот процесс проводится при нормальной или повышенной температуре; иногда его называют старением. В некоторых случаях между закалкой и старением производят холодную обработку давлением. Старение при нормальной температуре называется естественным, а при повышенной температуре — искусственным
При отверждении изменяются механические свойства. После закалки прочность несколько уменьшается с увеличением вязкости, а при старении прочность снова повышается, а вязкость и пластичность немного уменьшаются. Эти изменения при старении подчиняются определенным закономерностям, зависящим от температуры, продолжительности старения и вида сплава. По достижении максимума прочность сплава при дальнейшем нагревании его снова уменьшается. В результате такого «перестарения» сплав переходит из нестабильного отвержденного состояния в равновесное, и материал приобретает прежние механические свойства. Разумеется, прочность в отвержденном состоянии всегда больше той, которая может быть получена у того же сплава нагартовкой, и вообще отверждаемые сплавы обладают наибольшей прочностью по сравнению с прочими металлами этой группы. В процессе отверждения изменяются и некоторые физические свойства
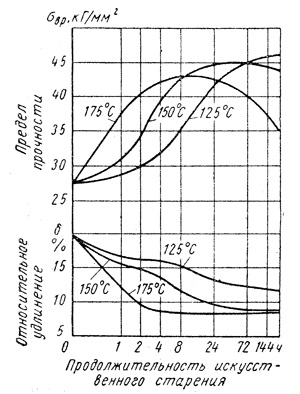
На рис.5 показано влияние температуры и продолжительности искусственного старения на механические свойства деформируемого сплава AlMgSi.
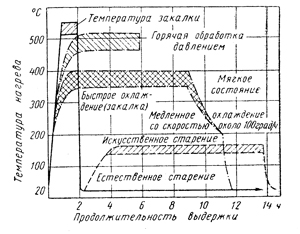
Общая схема зависимости температуры и продолжительности отжига при различных способах термической обработки деформируемого сплава AlMgSi приведена на рис.6
У некоторых сплавов цветных металлов при термической обработке на неравновесное состояние процессы перекристаллизации протекают так же, как у стали. Например, в некоторых алюминиевых бронзах происходят так называемые фазовые превращения γ — α, в связи с чем весь процесс, состоящий из закалки и отпуска, можно назвать термическим улучшением. Изменения механических свойств при улучшении отличаются от тех, которые сопровождают отверждение: после закалки прочность увеличивается с одновременным уменьшением вязкости, а при отпуске прочность снова уменьшается, тогда как вязкость немного повышается
Значения механических свойств деформируемых сплавов алюминия, подвергавшихся различной термической обработке
В состоянии мягком или после горячего деформирования
| Марка сплава | Полуфабрикат | σт, (кг/мм 2 ) | σвр, (кг/мм 2 ) | δ10, (%) |
|---|---|---|---|---|
| Al 99,5 | Лист | 1,5 | 7 — 10 | 22 |
| Al-Cu4-Mg1 | Лист | 18 — 24 | 11 | |
| Al-Zn6-Mg-Cu | Пруток | 18 — 28 | 9 | |
| Al-Mg-Si | Лист | 11 — 15 | 16 | |
| Al-Mg | Лист | 18 — 23 | 16 | |
| Al-Mg5 | Пруток | 25 — 28 | 16 | |
| Al-Mg-Mn | Лист | 17 — 26 | 15 | |
| Al-Mn | Труба | 11 — 17 | 16 |
В твердом состоянии
| Марка сплава | Полуфабрикат | σт, (кг/мм 2 ) | σвр, (кг/мм 2 ) | δ10, (%) |
|---|---|---|---|---|
| Al 99,5 | Лист | 11 | 13 | 4 |
| Al-Mg-Si | Лист | 15 | 17 | 4 |
| Al-Mg | Лист | 27 | 3 | |
| Al-Mg5 | Пруток | 28 | 32 | 3 |
| Al-Mg-Mn | Лист | 20 | 24 | 3 |
| Al-Mn | Труба | 19 | 3 |
В отвержденном состоянии
| Марка сплава | Полуфабрикат | σт, (кг/мм 2 ) | σвр, (кг/мм 2 ) | δ10, (%) | Примечания |
|---|---|---|---|---|---|
| Al-Cu4-Mg1 | Лист | 28 | 43,5 | 10 | Отвержденные при нормальной температуре; все размеры |
| Al-Cu-Ni-Mg-Fe | Поковка | 26 | 38 | 4 | Небольшие поковки и в направлении волокон |
| Al-Zn6-Mg-Cu | Пруток | 38 | 50 | 6 | Отвержденные при высокой температуре |
| Al-Mg-Si | Лист | 10 | 20 | 12 |
Режимы термической обработки и значения механических свойств литейных сплавов алюминия
| Марка сплава | Отливка | Способ термической обработки отливки | Темпе- ратура закалки (°С) | Продолжи- тельность выдержки при этой темпе- ратуре (часы) | Темпе- ратура старения (°С) | Про- должи- тель- ность старения (часы) | σт, (кг/мм 2 ) | σвр, (кг/мм 2 ) | δ5, (%) | HB |
|---|---|---|---|---|---|---|---|---|---|---|
| Al-Si-Cu5 | В песок | Подвергнутая искусственному старению | 180±5 | 15 | 16 | 65 | ||||
| Al-Si-Cu5 | В песок | Отвержденная в горячем виде | 525±5 | 4 | 180±5 | 5 | 20 | 70 | ||
| Al-Si-Cu5 | В песок | Закаленная и стабили- зированная | 525 +5 -10 | 4 | 230±5 | 5 | 18 | 1 | 65 | |
| Al-Si-Cu5 | В кокиль | Подвергнутая искусственному старению | 180±5 | 15 | 16 | 65 | ||||
| Al-Cu-Si5 | В кокиль | Закаленная и стабили- зированная | 525 +5 -10 | 4 | 230±5 | 5 | 18 | 1 | 65 | |
| Al-Cu-Ni-Mg | В песок | Отвержденная в горячем виде | 515±5 | 4 — 10 | 235±5 | 4 — 6 | 18 | 22 | 0,3 | 90 |
| Al-Cu-Ni-Mg | В кокиль | Отвержденная в горячем виде | 515±5 | 4 — 10 | 235±5 | 4 — 6 | 20 | 24 | 0,3 | 90 |
| Al-Mg11 | В песок | Закаленная | 435±5 | 15 — 20 | 28 | 9 | 60 | |||
| Al-Si13 | В песок | Термически необработанная | 8 | 17 | 4 | 50 | ||||
| Al-Si13 | В кокиль | Отожженная | 9 | 20 | 3 | 55 |
Примечание: значения механических свойств являются минимальными и относятся к специально отлитым испытательным пруткам
Что такое термическая обработка металлов? Методы и преимущества

Термическая обработка - это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка - это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств - электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
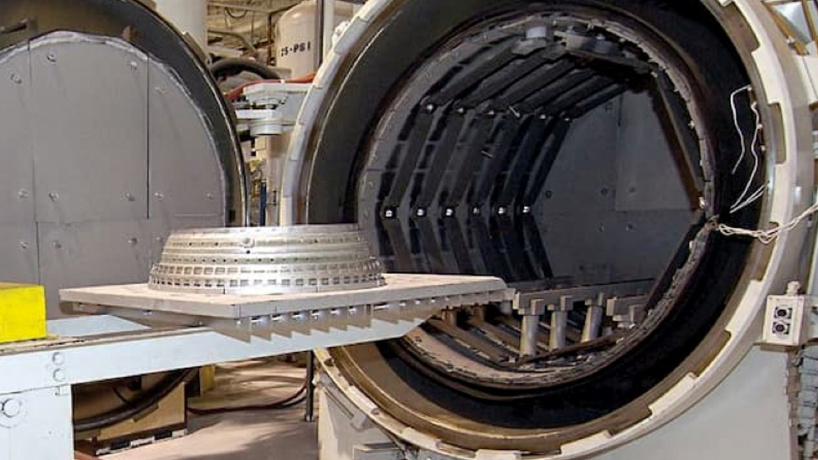
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух - медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
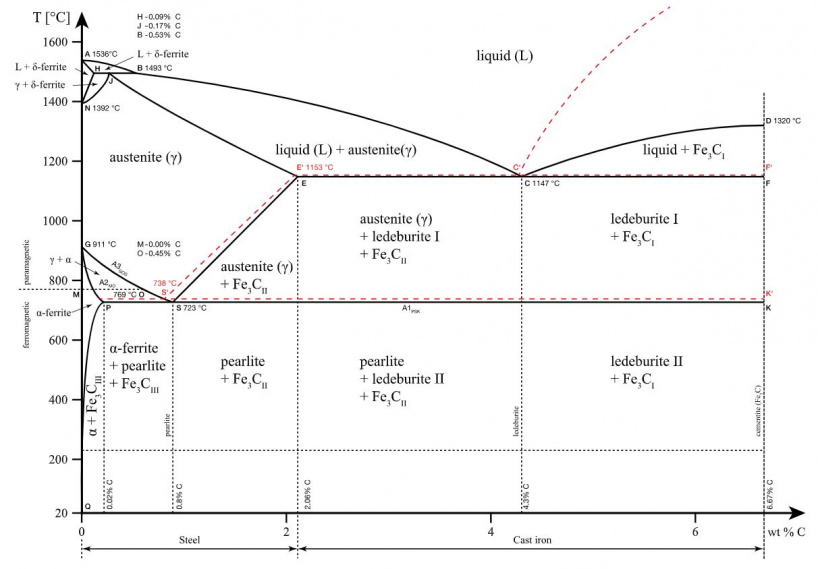
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y - температуру.
Обратите внимание, что 2,14% углерода - это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
- Отжиг;
- Нормализация;
- Закаливание;
- Старение;
- Снятие напряжения;
- Темперирование;
- Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация - это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки - закалка - используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение - это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
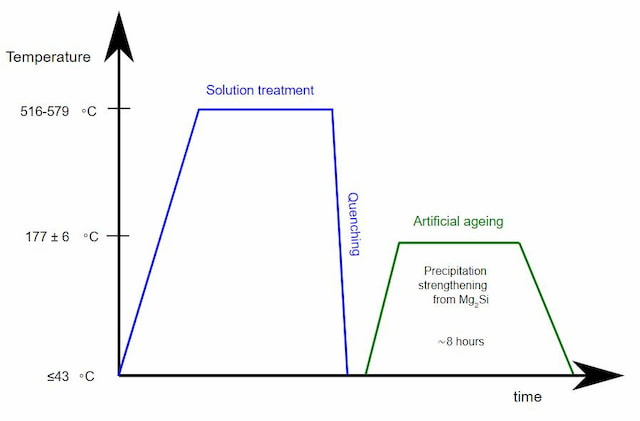
График старения алюминия 6061
Старение или дисперсионное твердение - это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск - это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов - это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия - это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: