Тиски для отрезного станка по металлу своими руками
Обновлено: 04.10.2024
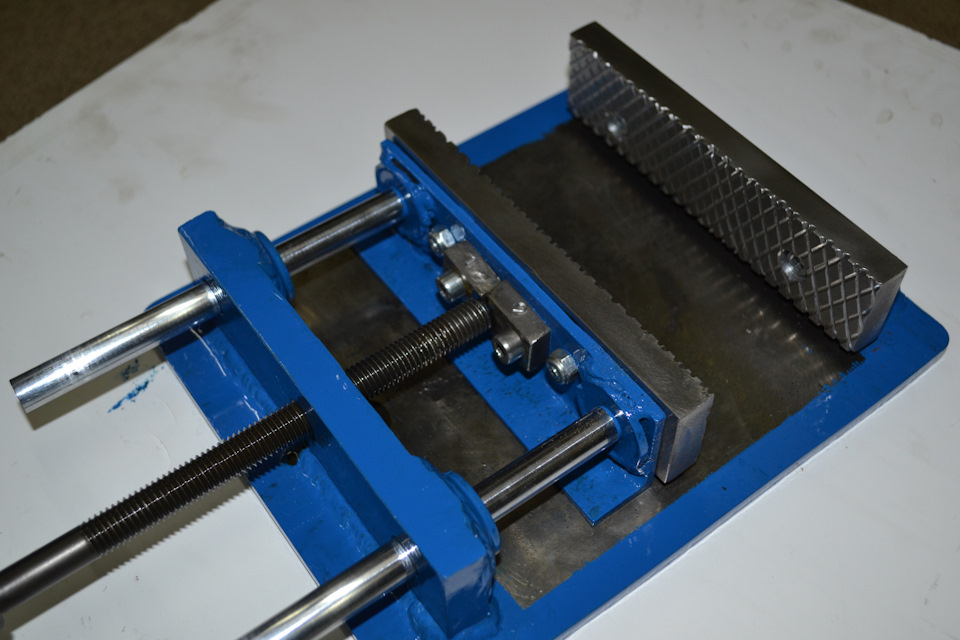
Даже при наличии стационарных тисков не помешают еще одни – переносные, которые можно использовать со сверлильным станком, за пределами мастерской и т. д. Их можно собрать без применения сварки, используя болты, гайки и винты. С этой работой справится любой взрослый человек.
Понадобится
- швеллер 100×50 мм;
- уголок стальной;
- болты под шестигранник;
- полоса стальная;
- ходовой винт с гайкой;
- болт с гайкой.
Инструменты: тиски, болгарка, напильник, станок сверлильный, метчики, пила дисковая, заточной станок, токарный станок, ключи гаечные и др.
Процесс изготовления тисков без применения сварочного оборудования
Укорачиваем наполовину обе полки швеллера 100×50 мм, обрабатываем кромки, образовавшиеся после резки, ручным напильником.
По центру стенки швеллера намечаем и сверлим два отверстия на равном удалении от краев профиля.
Вырезаем полоску металла между отверстиями шириной, равной их диаметру.
В укороченных полках швеллера сверлим по три отверстия на равном расстоянии друг от друга и нарезаем в них резьбу.
В двух заготовках из уголка, равных длине швеллера, в одной из полок сверлим три отверстия, как и в полках швеллера.
Прикручиваем уголки к швеллеру с двух сторон болтами под шестигранник так, чтобы вторые полки уголков были на уровне нижних граней полок швеллера и «смотрели» наружу.
В стенке швеллера сверлим по углам четыре отверстия и нарезаем резьбу.
Отрезаем от уголка две заготовки длиной немного больше ширины швеллера. В полке первой сверлим по центру два отверстия по краям и прикручиваем ее болтами под шестигранник поперечно к спинке швеллера так, чтобы другая полка была внутри. В полках другой сверлим по два отверстия и в двух на одной полке нарезаем резьбу.
Полосу, равную по длине уголкам, с просверленными отверстиями, подобными отверстиям в уголках, прикручиваем болтами под шестигранник ко второму уголку. Концы болтов стачиваем болгаркой.
В полке уголка с прикрученной полосой по центру сверлим сквозное отверстие побольше, нарезаем резьбу, откручиваем болты, удаляем на время полосу и прикручиваем уголок к резьбовым отверстиям в стенке швеллера, ориентируя другую полку внутрь. Полосу возвращаем на место.
В третьем уголке такого же размера сверлим по два отверстия в полках: на одной – поперек по центру, на другой – продольно по краям и нарезаем резьбу.
В полосе по разметке в продольном направлении сверлим пять отверстий: в центре – большое, по краям – средние и два малых, в которых нарезаем резьбу. Прикручиваем пластину к уголку болтами под шестигранник и удаляем выступающие из полки концы болтов.
В прямоугольной и квадратной полосках металла сверлим по два одинаковых отверстия. Уголок с пластиной устанавливаем поперечно на стенку швеллера. Переворачиваем его, в прорезь укладываем прямоугольную пластину, сверху на прорезь – квадратную и закрепляем все двумя болтами под шестигранник.
Отступив несколько от конца ходового винта, делаем кольцевую проточку и накручиваем на него гайку до упора в головку.
Сверлим в гайке и винте сквозное радиальное отверстие.
В узкой полоске металла сверлим три симметрично расположенных отверстия и к центральному отверстию выполняем поперечную прорезь для входа в проточку на ходовом винте.
Вкручиваем ходовой винт снаружи в резьбовое отверстие в пластине и уголке до входа конца в отверстие промежуточного уголка с пластиной. Сверху в проточку винта вставляем пластину с прорезью и закрепляем ее болтами под шестигранник к пластине с уголком.
В отверстие гайки и ходового винта вставляем длинный болт и накручиваем на его конец самостопорящуюся гайку.
Вращая ходовой винт вправо или влево, перемещаем подвижный упор между неподвижными, что позволяет зажимать детали для обработки и освобождать их после окончания операции.
Смотрите видео
Как без сварки сделать простые тиски для сверлильного станка
Чтобы точно сверлить детали, важны не только отсутствие биения на сверлильном станке и перпендикулярность сверла, но и надежная фиксация заготовок. Для этого используются тиски специальной конструкции. Сделать такой инструмент можно своими руками.

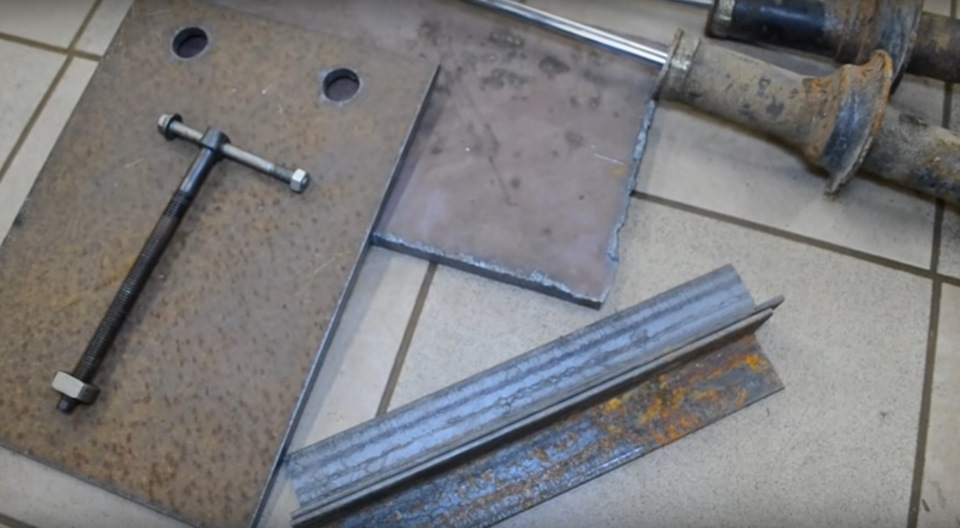
Материалы:
- швеллер;
- уголки;
- резьбовая шпилька;
- стальная полоса сечением от 5 мм;
- болты М10, М6.
Процесс изготовления тисков
В качестве основания тисков будет использоваться швеллер. Его длина подбирается индивидуально, в зависимости от размера деталей, которые планируется зажимать в тисках. У швеллера срезаются боковые полки, так как они излишне высокие.

По центру швеллера делается широкий вырез со строго параллельными сторонами. По нему будет скользить подвижная губка.

К полкам швеллера прикручиваются уголки. Они позволят крепить тиски к столу. Чтобы не использовать гайки, лучше нарезать резьбу прямо в швеллере.

По краям выреза на лицевой части швеллера прикручиваются уголки. Один будет служить неподвижной губкой, второй упором для винта. Последний необходимо усилить, прикрутив к нему толстую полосу. Затем уголок и полоса просверливаются под винт, и в них нарезается резьба.
Скользящая губка делается аналогично упору. В ней также должны быть усиливающая полоса и отверстие под винт.



Отличие губки заключается только в наличии отверстия внизу. Оно нужно, чтобы прикрутить к ней ограничитель.

Тот представляет собой 2 полосы металла с парой отверстий под болты. Одна из них это вставка, толщиной равной сечению металла швеллера и шириной соответствующей разрезу в основании. Вставка работает как направляющая скользящей губки. Вторая полоса это широкий ограничитель, удерживающий конструкцию снизу основания.

В качестве винта тисков используется шпилька с упорной резьбой из твердой стали. С одного конца в ней нужно сделать проточку под стопор.



В нем нужно сделать 2 отверстия. Шпилька закручивается в упор тисков и затем цепляется стопором, который прикручивается к скользящей губке.



Слесарные тиски своими руками: мощные и универсальные

Слесарные тиски должны быть в каждой домашней мастерской. И сегодня мы поделимся с вами идеей, как изготовить тиски своими руками.
С их помощью вы сможете не только фиксировать детали, но и выполнять другие технологические операции: ровнять куски металла, запрессовывать подшипники в обойму и т.д.
Конструкция слесарных тисков очень простая:
- основание (неподвижная часть);
- подвижная часть;
- прижимные губки;
- ходовой винт с воротком.
Для изготовления тисков будем использовать листовой металл, строительный уголок и круглые трубы. Из инструментов потребуется электродрель, болгарка и сварочный аппарат.
Своим личным опытом изготовления слесарных тисков поделился с нами автор YouTube канала KEVGEN MASTER.
Основные этапы работ
Начинаем «строительство» настольных тисков с изготовления неподвижной части. Отрезаем основание из листового металла и привариваем по краям два уголка.
Между уголками устанавливаем направляющую из круглой трубы. К уголкам привариваем полосы металла.


Между полосами спереди привариваем направляющую гайку для ходового винта. Сверху привариваем вторую направляющую из круглой трубы.

Затем к полосам и второй направляющей привариваем еще два уголка, а сверху — полосу металла. В результате у нас получится красивая и аккуратная конструкция. Зачищаем сварные швы болгаркой.


Изготовление подвижной части
Отрезаем два куска круглой трубы и вставляем их в направляющие. В гайку вкручиваем ходовой винт.


Устанавливаем пластину металла с отверстием, как показано на фото ниже, и привариваем ее к торцам труб. К противоположным торцам круглых труб привариваем кусок уголка.


Изготовление прижимных губок
Отрезаем два куска металлического уголка одинаковой длины. Болгаркой придаем заготовкам необходимую форму.
Высверливаем крепежные отверстия. После этого отрезаем две пластины из толстого металла, и сверлим в ней соосные отверстия.

В отверстиях с помощью метчика нарезаем резьбу под крепеж.
При сборке тисков пластины нужно будет прикрутить к уголкам с помощью болтов. Выступающие части болтов можно обрезать болгаркой.
Сборка тисков
В завершении останется только отшлифовать до блеска все детали и покрасить их аэрозольной краской. Не забудьте прикрепить к ходовому винту вороток. Приступаем к сборке.

Видео по теме
Пошаговый процесс изготовления и сборки самодельных слесарных тисков вы можете посмотреть в авторском видеоролике ниже.
Слесарные тиски своими руками — часть 1

Посмотрев на металл, который у меня имелся в наличии на даче я решил потратить денек-другой на самостоятельное изготовление слесарных тисков.
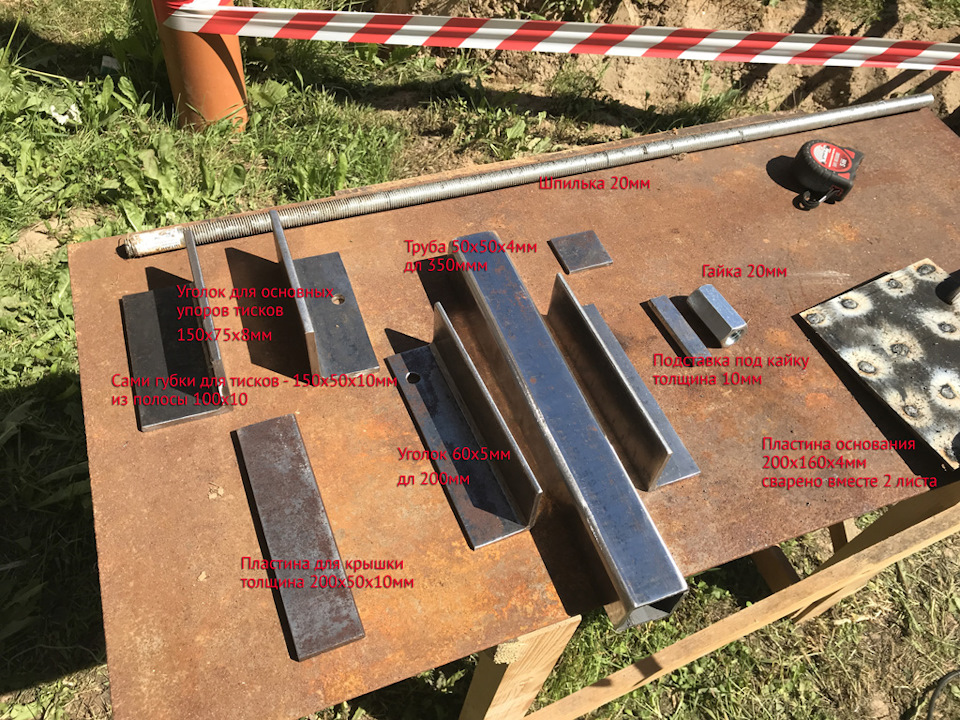
Материал который я использовал:
— лист железа для основы тисков толщиной 4мм
— профильная квадратная труба 50мм с толщиной стенки 4мм
— уголок 60мм с толщиной стенки 5мм
— уголок 75мм с толщиной стенки 8мм
— полоса толщиной 10мм
— шпилька резьбовая 20мм
— длинная гайка 20мм
В одной пластине 200х160х4 мм (для основания) я равномерно насверлил отверстий диаметром 8мм и точечными сварками скрепил со второй такой же пластиной.

Места сварки зачистил.
По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10мм к которой и приварил эту гайку.

После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60мм с толщиной стенки 5мм и длиной 200мм.
Поставил их чтобы посмотреть как это будет выглядеть:

Вот общий вид деталей для слесарных тисков:
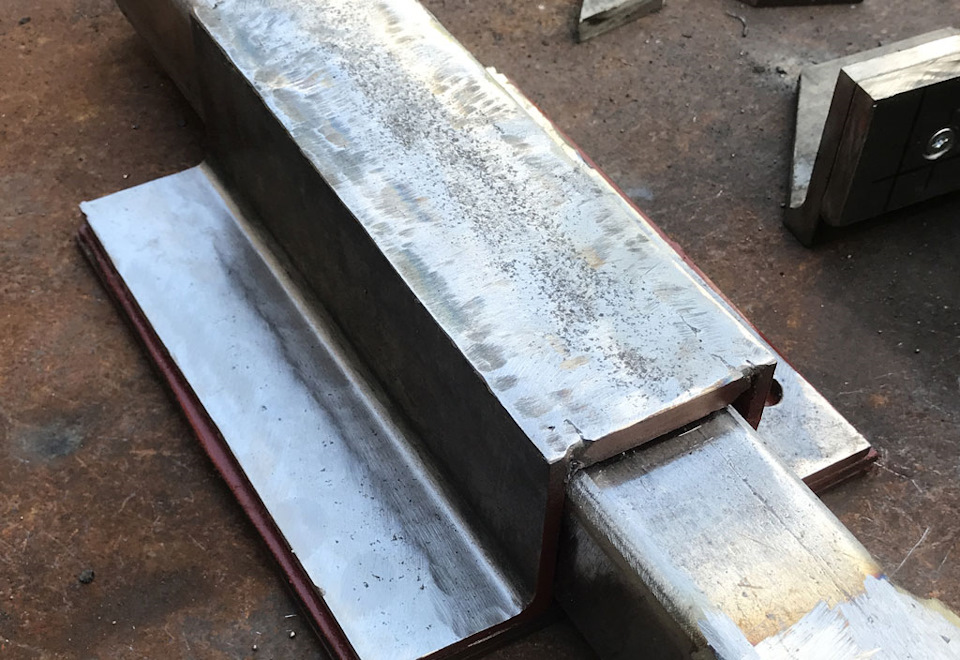
В профильной трубе 50х50мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой.
С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.

Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию.
Между этими уголками положил пластину шириной 50мм и толщиной 10мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку.
В качестве проставки использовал пару полотен для ножовки по металлу.
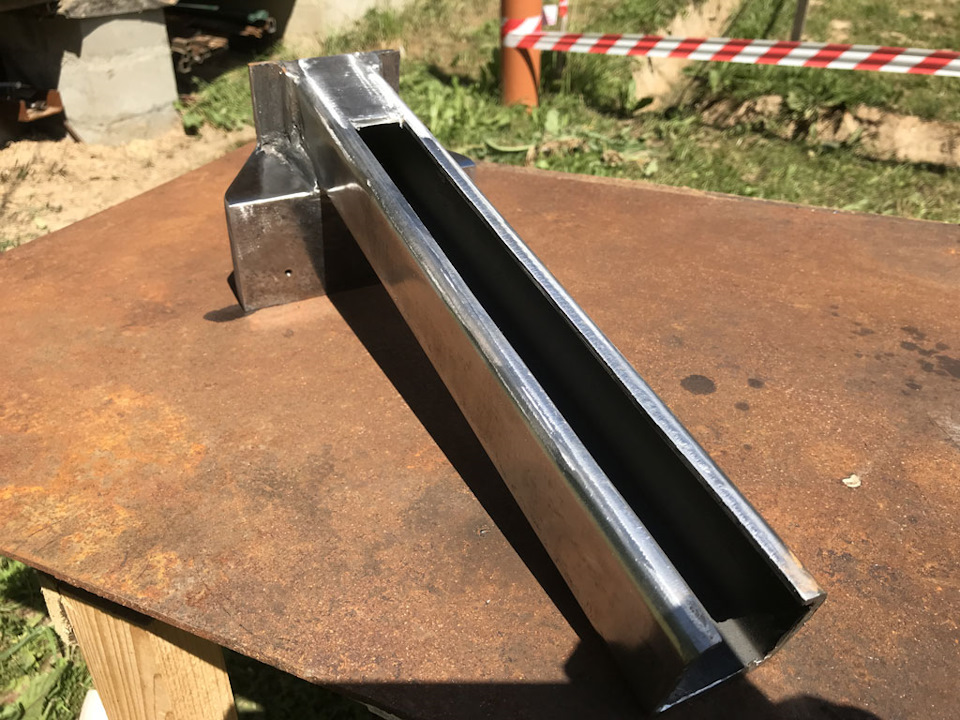
После этого пластину приварил по всей длине. Получился своеобразный короб:


Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри.
Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:
В качестве основания под губки тисков использовал более толстый уголок 75мм и толщиной стенки 8мм. Ширина будущих губок будет 150мм.
Установив уголки на будущие места крепления я обрезал их немного на скос.


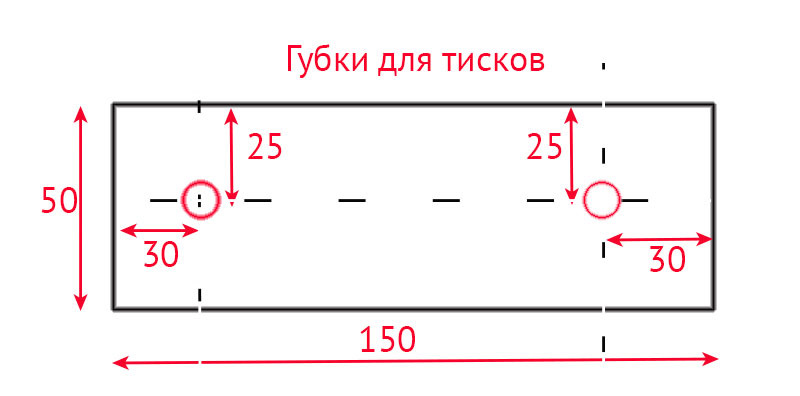
В качестве самих губок будет использоваться отрезок из полосы толщиной 10мм.
Губки будут иметь размер: 150х50х10мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами-"собаками" и просверлил насквозь отверстия 4,2мм.
Затем в уголках я нарезал резьбу 5мм, а в губках рассверлил отверстия сверлом 5,1мм и сделал зенковку под потай.

В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5мм.

Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку.
Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами.
Это позволит мне в дальнейшем при необходимости разобрать тиски.

Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.
В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4мм.
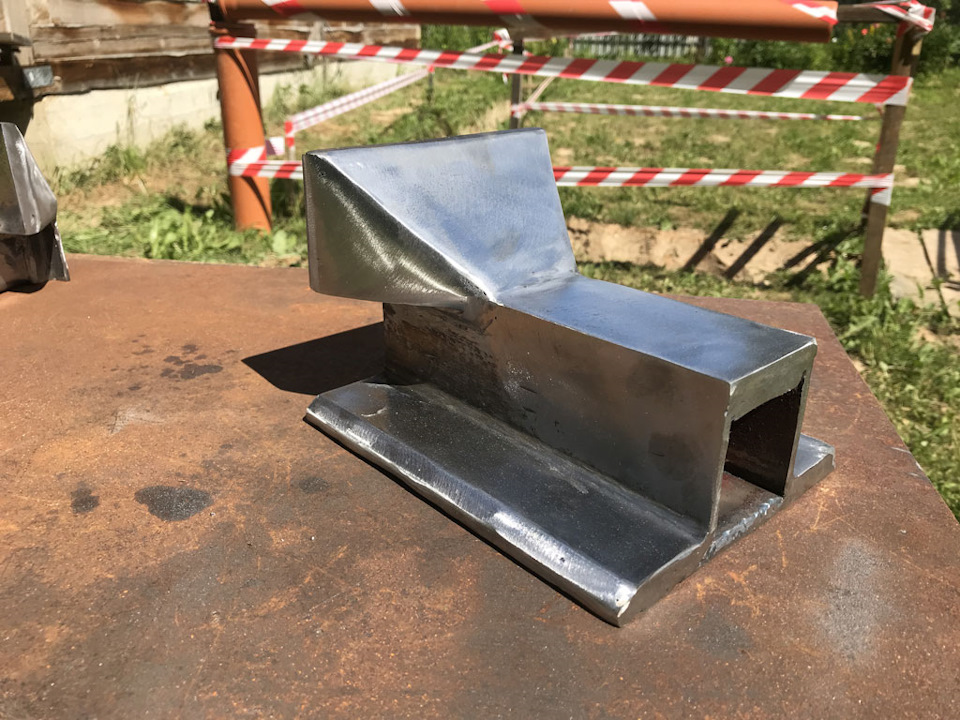
Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8мм (как у уголка губок) и шириной равной общей ширине короба.
Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.


Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Да, по сварке…
Варил я аппаратом Форсаж-161
Электрод — МР-3С 3мм
Ток сварки — около 110А.
При обваривании уголков пластиной 4мм я использовал те же электроды, только на токе около 80А.

Прорезь в профильной трубе вырезал по месту так, чтобы этот вырез не мешал движению трубы относительно приваренной площадки с гайкой.
Чтобы ничего не цепляло.

Вторая часть по изготовлению тисков — здесь
А вот и видео:
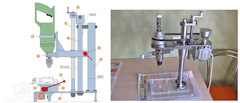
Самодельные тиски для сверлильного станка.

Всем привет, очередная моя самоделка сделанная из почти подручных материалов. Тиски для сверлильного станка .
Материал:
Листовая сталь 8мм.основа тисков
Листовая сталь 15мм. щёчки.
Уголок 40*40
Два штока от автомобильных стоек использовались как направляющие.
В качестве винта болт от головки блока цилиндров.

Метки: тиски, тиски своими руками
Комментарии 30
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.


Прикольно взял на заметку.

Хорошо вышло! Молоток!


А где сам станочек?))
Зайдите на мою страничку
Посмотрел. У вас под дрель, я сейчас с двигателем от стиралки собираю. Дрели у меня 2 штуки, но 1 советская и у неё патрон бьёт, а вторая DeWalt и у её нет крепежа под ручку))) Зато в гараже лежит 2 мотора от стиралки
Мотор это хорошо))) я тоже хотел с мотором, не было .

Тиски сделаны аккуратно красиво и в духе человека творческого!Но есть маленький подводный камушек у этой конструкции !На работе заметил у сильно сработавшихся тисков очень неприятный момент!При зажиме цилиндрической детали при окончательной затяжке подвижная губка приподнимается вверхи проворачивает деталь, так как имеет приличный люфт из-за выработки направляющих!Очень неприятно когда точно разметил деталь для сверления при легком зажиме дожал от души как положено, а в итоге просверлил со смещением!Восстанавливал направляющие и проблема исчезала!В вашем случае люфт будет максимальным и приличным в крайнем положении, когда губки будут почти сомкнуты!Необходимо увеличить длину втулок, по которым скользят направляющие дабы свести к минимуму вертикальное и горизонтальное перемещение подвижной части тисков!А вообще идея с цилиндрическими направляющими мне очень понравилась да и работа выполнена с душой!
Читайте также: