Точечная сварка цветных металлов
Обновлено: 02.07.2024
Я уже делал несколько контактных сварок, писал про это пару обзоров и вот в очередной раз меня попросили сделать контактную сварку. У меня не было большого трансформатора, остались только трансформаторы по 600 Вт. Я ещё ни разу не делал контактную сварку из двух трансформаторов и мне было интересно как она будет работать. Ну и бонусом оказалось то что эта сварка может варить медь.
Я думаю все знают как делать контактную сварку из трансформатора микроволновки.
Удалить родную вторичку, намотать новую, добавить таймер и электроды.
Я предпочитаю срезать вторичную обмотку зубилом. Потом измеряется размер окна и под размер окна подбирается кабель вторички. Нужно использовать максимально толстый кабель и при этом прикидывать такое число витков, чтоб на выходе сварки было около 4-5 вольт. У этих трансформаторов окна были примерно 15 х 30 мм. У меня был подходящий кабель ПВ-3 50, его внешний диаметр с изоляцией 13 мм. В принципе можно было использовать кабель сечением 70 мм, снять с него родную изоляцию, сделать его плоским и намотать такое же число витков (два) но мне не хотелось заморачиваться. В сети стандартное расположение для двух-трёх и более трансформаторов это лицом в одну сторону.
(фото не мое)
Я поставил трансформаторы так же и протянул провод вторички, измерил длину провода от входа в трансформатор до выхода из трансформатора — получилось примерно 120 см. Потом развернул трансформаторы один за одним «паровозиком» и намотал вторичку при таком расположении. От входа в трансформатор до выхода из него получилось 90 см, то есть количество витков одинаковое, провод одинаковый но провода расходуется меньше, провод короче. А чем короче провод тем больше ток. При этом мне понравилось что сварка в таком исполнении получается более компактная.
Дальше нужно синхронизировать трансформаторы. При подключении 220 к одному трансформатору у меня было напряжение на выходе было 1,7 вольта, при подключении ко второму 1,6 вольта. Когда подключил оба трансформатора то получилось 0.1 в то есть они работали несинхронно. Для того, чтобы напряжение суммировалось, я перекинул провода на первичке одного трансформатора. Ну и первички подключены параллельно и вторичка намотана последовательно.
Дальше в разрыв одного из проводов подключил плату таймера с алиэкспресс. Плата питается от трансформатора от какого-то старого магнитофона. К плате подключил педаль с алиэкспресса. Вместо педали можно использовать кнопку дверного звонка, микрик или любую кнопку с нормально разомкнутыми контактами. На выходе сварки получилось примерно 3.4 вольта. Оконцевал концы провода наконечниками сечением соответствующим сечению провода — 50 квадратных миллиметров. Для электродов я использовал жесткий провод сечением 16 квадратов с одной жилой.
Ну и попробуем что может это сварка. Самую тонкую стальную ленту, покрытую никелем, толщиной 0.1мм она приваривает на одном импульсе длиной 20 миллисекунд и при этом параметр ток выставлен на 35 или 40.
Стальную ленту толщиной 0.2 мм и никелевую ленту толщиной 0.15 мм приваривает на одном импульсе длиной 20 миллисекунд ток 99. Лента варится чисто, без пережогов, так как импульсы очень короткие.
Примерно на параметрах 02 — 99 приваривается медная лента толщиной 0.1 мм. При отрывании медной ленты она рвётся или куски меди остаются на аккумуляторе. Тонкая медная лента хрупкая, она очень легко отрывается от аккумулятора, у неё малая механическая прочность. Я пробовал варить медную ленту в 2 слоя — то есть толщина 0.2 мм но на выдержке 5-6 варится еле-еле и то лишь по одной точке а не по две.
На 03-99 можно варить медь 0.1мм + сталь 0.2мм
Ну и на параметрах 05 — 99 варится сталь толщиной 0.5 мм, это металл от шунтов этих трансформаторов.
В принципе сварка мне понравилось. Она довольно компактная, она мощнее чем мои 2 сварки и возможно я перемотаю свой трансформатор 1100 ватт с вторички 2 х 95 квадратов на 4 или 5 витков провода 50 или 70 квадратов.
Видео с советами по сборке, возможными проблемами и тестами на разных лентах.
Трансформатор для контактной сварки
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.

Точечная контактная сварка
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:

Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.

Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.

Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:

Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
![Строение трансформатора]()
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.
![Электрод для контактной сварки]()
Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.
![Технология конденсаторной сварки]()
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.
![Электрод для конденсаторной сварки]()
Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Точечная электросварка за $4, без расчленения микроволновок
![]()
Довольно давно собирался обзавестись агрегатом для точечной сварки. С интересом прочитал обзор коллеги yurok с раскурочиванием микроволновки, но остановила боязнь сетевого напряжения. Можете считать это паранойей, но от 220 вольт в розетке я стараюсь держаться подальше.
Ну и опять же искать добротный транс от микроволновки по свалкам и гнуть толстую медь для вторичной обмотки на много ампер не хотелось. В конце концов, я собираюсь сваривать максимум десяток литиевых АКБ в год, заводить для этого дома отдельный немаленький девайс не хочется.
Мне этот вариант не понравился сложностью и дороговизной (необходимо заказывать плату, да и сами элементы дороги).
Затем пришла в голову мысль использовать старое доброе реле. Останавливало только то, что обычные автомобильные реле на 12 вольт рассчитаны максимум на 100 ампер, а токи короткого замыкания при сварке в разы больше. Есть риск, что якорь реле просто приварится.
И тогда на просторах Али я наткнулся на мотоциклетные реле стартера. Подумалось, что если эти реле выдерживают ток стартера, причём много тысяч раз, то и для моих целей сгодится. Окончательно убедило вот это видео, где автор испытывает аналогичное реле:
Моё реле было куплено за 253 рубля (минус семь процентов) и доехало до Москвы меньше, чем за 20 дней. Прямая ссылка на лот:
- Предназначено для мотоциклов с двигателем 110 или 125 кубов
- Номинальный ток — 100 ампер сроком до 30 секунд
- Ток возбуждения обмотки — 3 ампера
- Рассчитано на 50 тыс. циклов
- Вес — 156 граммов
![]()
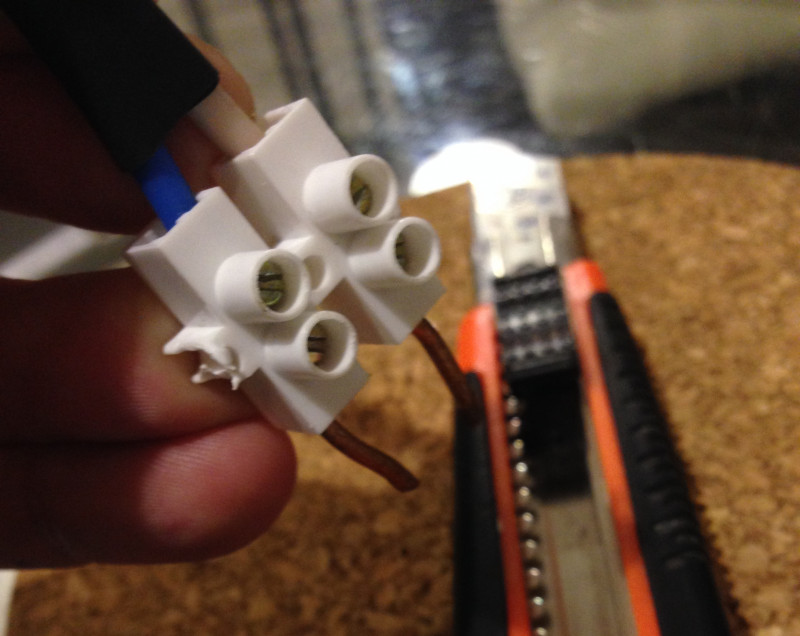
Агрегат порадовал качеством — под контакты выведены два медных (!) резьбовых соединения, все провода — залиты компаундом для водонепроницаемости.
![]()
На скорую руку собрал «тестовый стенд», контакты реле замыкал вручную. Провод использовал одножильный, сечением 4 квадрата, зачищенные наконечники фиксировал клеммником. Для подстраховки снабдил одну из клемм к АКБ «страховочной петлёй» — если бы якорь реле решил бы пригореть и устроить короткое замыкание, я бы успел сдёрнуть клемму с АКБ за неё:
![]()
Испытания показали, что машинка работает на твёрдую пятёрку. Якорь очень громко стучит, а электроды дают чёткие вспышки. Чтобы не тратить никелевую полосу и не практиковаться на опасном литии, мучил лезвие канцелярского ножа. На фото вы видите несколько качественных точек и несколько передержанных:
![]()
Передержанные точки видны и на изнанке лезвия:
![]()
Едем дальше. Как показал эксперимент на лезвии, выдержать необходимую длину импульса для сварки вручную невозможно, надо делать управление от тактовой кнопки или на микроконтроллере.
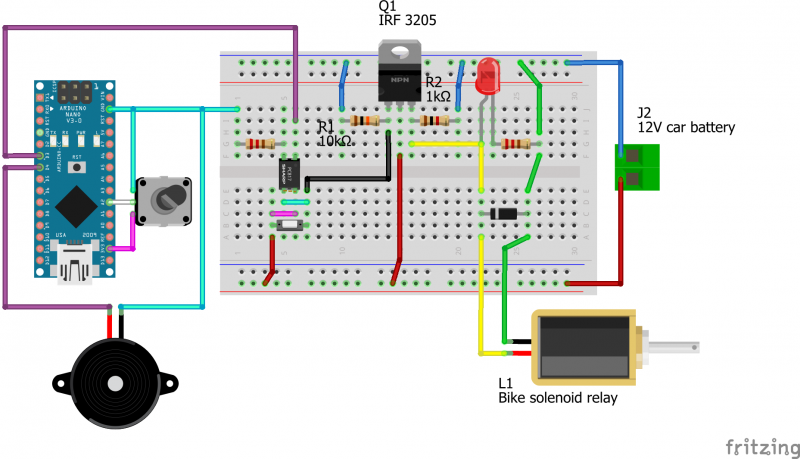
Сначала нагородил простую схему на мощном транзисторе, но быстро вспомнил, что соленоид в реле хочет кушать аж 3 ампера. Порылся в ящике и нашёл взамен транзистору MOSFET IRF3205 и набросал простую схему с ним:
![]()
![]()
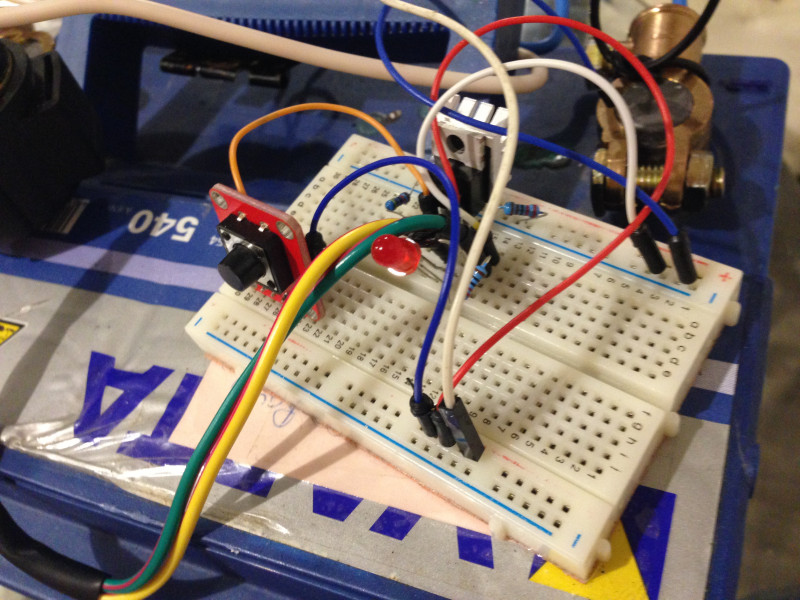
Схема довольно нехитрая, MOSFET, два резистора — на 1К и 10К, да диод, предохранающий цепь от индуцированного соленоидом тока в момент обесточивания реле. Ардуину ещё не подключал, тестирую с обычной тактовой кнопкой. Когда Ардуина появится, она будет подключена через простейшую оптопару, чтобы не испытывать помех от основной цепи.
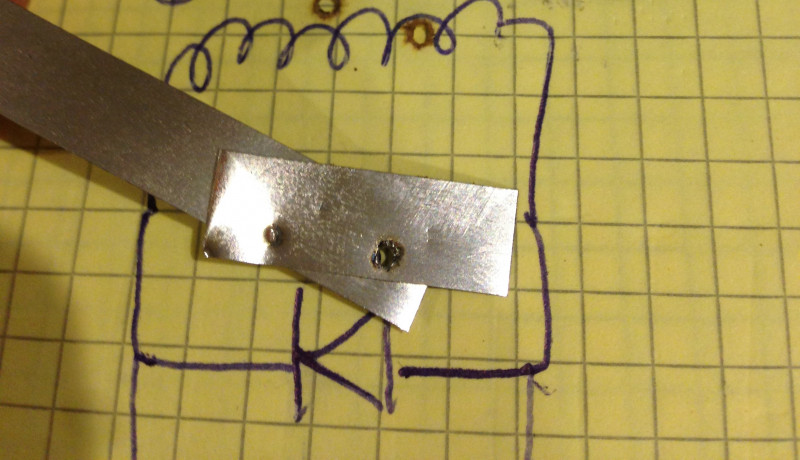
Сначала пробуем схему на фольге (с радостными щелчками жжёт дырки насквозь через несколько слоёв), потом достаём из загашника никелевую ленту для соединения аккумуляторных сборок. Коротко жмём кнопку, получаем громкую вспышку, и рассматриваем прожжённую дыру. Блокноту тоже досталось — прожгло не только никель, но и пару листов под ним :)
![]()
Даже сваренную двумя точками ленту разделить руками не выходит.
Очевидно, что схема работает, дело за тонкой настройкой «выдержки и экспозиции». Если верить экспериментам с осциллографом того же дядьки, у которого я подсмотрел идею с реле стартера, то на срыв якоря уходит около 21мс — от этого времени и буду плясать.
Пользователь Ютуба AvE тестирует скорострельность реле стартера в сравнении с SSR Fotek на осциллографе
Все об аппаратах точечной сварки
Сварочные работы очень часто требуется проводить не только в промышленности, но и в бытовых условиях. В последнем случае наиболее распространенным типом сварки будет точечная или контактная. Она позволяет довольно быстро создавать надежное соединение различных металлических деталей. Причем какими-то серьезными навыками сварщика и не требуется обладать.
Важным преимуществом здесь будет и применяемое оборудование – аппарат точечной сварки. Учитывая его высокую стоимость, его можно создать даже собственноручно. В данной статье рассмотрим все об аппаратах точечной сварки.
![]()
![]()
![]()
Особенности
Если говорить о сути работы рассматриваемого приспособления, то он заключается в нагреве поверхностей из металла до температуры его плавления благодаря пропуску через него высокоточного импульса в течение короткого периода времени. Длительность подобного токового импульса обычно составляет от 1 сотой до 1 десятой секунды. Такой разброс по времени обусловлен характеристиками металла, с которым требуется работать. Под воздействием тока происходит нагревание и последующее расплавление поверхностей, а между ними происходит формирование жидкого ядра.
Пока не произойдет его застывание, поверхности требуется удерживать под давлением. Когда ядро кристаллизируется, происходит сцепление 2 поверхностей. А если говорить непосредственно о работе подобного приспособления, то она основана на том, что цепь конденсаторов заряжается небольшим зарядом тока, потом происходит их разрядка. Импульсной силы хватает для обеспечения требуемого рабочего режима.
![]()
![]()
![]()
Сферы применения
Если говорить о сферах применения точечной сварки, то в первую очередь ее используют для изготовления конструкций из разных сплавов, а также металлов. Например, создают различные конструкции из арматуры. Такая технология отличается крепостью соединения, что получается, скоростью и экологичностью. Она крайне востребована в автопромышленности. Ее часто применяют для работ с автокузовом и при выравнивании вмятин. Кроме того, она широко применяется в судо- и самолетостроении.
Высока ее востребованность и в создании радиоэлектронных устройств. Ее также используют для производства различного рода аккумуляторов. Например, ни одна модель литиевых батарей, что устанавливается в ноутбуках, не обходится без применения контактной сварки одностороннего типа. Подобный вариант сварки еще используют при создании разных ювелирных украшений. Не менее он востребован и в производстве различных товаров.
Например, очень часто с его помощью производятся изделия из нержавейки, различных вариаций стали и иных металлов.
![]()
![]()
![]()
Обзор видов
Если говорить о типах рассматриваемых устройств, то следует сказать, что различные устройства могут выдавать ток различной частоты и разнообразный по своей природе.
![]()
![]()
![]()
Обычно технику для сварки разделяют на 4 категории:
- на токе переменного характера;
- сваривание при помощи постоянного тока;
- применение моделей конденсаторного типа;
- сварка при низкой частоте.
![]()
![]()
![]()
Есть немало многоточечных устройств для сваривания сеток в производственных условиях. Особенностью такой техники будет проведение сварки одномоментно в ряде мест. То есть, как можно увидеть, существует немало видов устройств. Но наиболее популярными являются модели, что работают на токе переменного типа. Они обычно являют собой трансформаторы, обладающие парой электродов в обмотке вторичного типа. Материалом для них обычно выступает медь. Изделия размещаются между ними, что при помощи специального приспособления прижимают одна к другой.
В обмотке первичного типа располагается модуль тиристорного типа, через который напряжение в 220 либо 380 вольт идет на обмотку. Подавая электричество на тиристорную модель управляющего типа, можно получить требуемую длительность тока.
По мере изменения угла открытия тиристора, можно настроить форму сигнала, что идет на обмотку вторичного характера.
![]()
![]()
А также популярны модели, что работают на конденсаторах. Обычно они состоят из следующих элементов:
- связка конденсаторных зарядов;
- большая батарея емкостей;
- устройство управления;
- электроды с прижимом для заготовок; если говорить проще, то это модель с клещами.
Тут основой работы устройства будет достаточно долгое накопление электрического заряда на конденсаторных обкладках и резкое его выбрасывание при создании короткого замыкания искусственного характера через контактную точку. Такой аккумуляторный прибор позволяет применять оборудование с меньшей мощностью по сравнению со сварочными аппаратами иных типов. Поскольку емкость батареи является постоянной, получается номинированное энерговыделение на 1 импульс сварочного типа, что предоставляет возможность получения стабильного результата вне зависимости от того, как меняется сетевое напряжение и иные параметры сети.
Подобная сварка проводится в течение миллисекунд, что сопровождается большим выделением энергии в маленькой контактной области.
Популярные модели
Теперь скажем несколько слов о наиболее популярных моделях для точечной сварки, которые давно уже показали себя с лучшей стороны.
- Fubag TS 2600. Эта модель является представителем категории споттеров, ее используют для осуществления односторонних прихваток на металле, сечение которого не превышает полутора миллиметров. Наибольшая сила тока здесь – 2800 ампер. Потребление энергии у Fubag TS 2600 составляет 5,4 киловатта при подсоединении к обычной сети, а значит, его можно применять везде. Устройство имеет 4 рабочих режима, а также переключатель для сварки электродами из меди и угля. Устройство комплектуется пистолетом и штангой с молотом обратного типа. Правда, данная модель весит целых 14 килограммов и имеет довольно высокую стоимость. Но она замечательно подходит для серьезных работ, например, для кузовного ремонта машин.
- Elitech АТС 5. Она имеет отличные безопасностные характеристики, отличается простотой в применении и высокой эффективностью. Она имеет массу 3,8 килограмма, относится к категории бытовых моделей и предназначается для кузовного ремонта машин. Номинальная мощность рассматриваемого устройства составляет 2 кВт. Оно может выдавать ток до 15 ампер и рассчитано на подключение к обычной однофазной сети. Данная модель завоевала популярность благодаря небольшим габаритам и малому весу, а также возможности применения в различных сферах.
![]()
![]()
- DX-808 80A. Этот аппарат относится к категории ручных. Он также подключается к обычной однофазной электрической сети 220 вольт. Устройство отличается серьезной надежностью и простотой применения. Оно может выдавать максимальный ток до 80 ампер. Данная модель предназначается для быстрой сварки поверхностей из платины, золота, серебра, стали и иных металлов.
DX-808 80A завоевал симпатии пользователей благодаря не очень большим габаритам и массе, а также наличию качественных комплектующих и возможности применения в разных режимах.
![]()
![]()
Нюансы выбора
Чтобы выбрать хороший аппарат для сваривания рассматриваемого типа, следует обратить внимание на 7 факторов, которые будут важны. Хотя существуют и иные характеристики, которые в определенных эксплуатационных условиях, могут сыграть серьезную роль. Итак, рассмотрим основные факторы.
- Тип устройства. По данному критерию они могут быть переносными и стационарными. Переносной или ручной прибор обычно имеет небольшие габариты и массу до 16 килограммов. А стационарные модели применяются на производствах для создания изделий, что могут удерживаться в руках оператором. Такие устройства имеют большие габариты, а их масса может достигать 100 килограммов.
- Режим воздействия. По этому критерию они бывают с односторонней и двухсторонней сваркой. Первый характерен для устройств, которые еще называют споттерами. Они обычно имеют специальный пистолет со штангой и обратным молотком, на кончике которого присутствует электрод в виде звезды треугольного типа, выполненный из меди. Такой режим применяется для больших вещей или при необходимости воздействия сварки на большой участок материала. А двухсторонний тип используется для сварки металла листового типа внахлест. Отличительной чертой таких моделей является наличие клещей.
- Режим работы. Он может быть мягким и жестким, что зависит от электрического тока. При первом режиме плотность тока невелика, а продолжительность сварочного цикла будет составлять до 5 секунд. Во втором, ток имеет большую плотность, а длительность цикла составляет не более полутора секунды.
- Максимальная величина сварочного тока. От данного аспекта зависят возможности, которые будет иметь сварочное оборудование. Ток в 3000 ампер дает возможность соединять вещи с сечением до 3 мм. Модели с 6000 ампер позволяют проводить соединение материалов до 4–5 миллиметров, а промышленные устройства на 10000–16000 ампер позволяют производить соединение заготовок до 9 миллиметров.
- Максимальная толщина листов, что могут быть сварены. Этот параметр характеризует, какое наибольшее сечение может сварить устройство. При игнорировании этого показателя падает качество соединения. Параметр могут отображать на устройстве как общий, так и делать на 2 части. Если используется промышленная техника, то некоторые модели могут варить сразу 3 листа стали, в таком случае параметр может делиться на 3 части.
- Напряжение для подключения. Чтобы подключить рассматриваемую категорию устройств к электрической сети, требуется либо 1-фазное напряжение 220 Вольт, либо 3-фазное – 380 Вольт. Обычно данная информация отражена в инструкции к конкретной модели аппарата. Ее наличие позволяет понять, где устройство можно использовать и можно ли включать его в простую бытовую сеть.
- Метод управления. Наиболее дешевые модели, что представлены на рынке, имеют ручной режим управления. Обычно в таких моделях даже нельзя уменьшить силу тока. Устройства с управлением микропроцессорного типа проводят работу практически без вмешательства человека. Оператору только требуется указать тип соединения, что выполняется, а также толщину изделия. Остальное аппарат сделает самостоятельно.
Если говорить о дополнительных характеристиках, то при необходимости применять аппарат продолжительное время, следует посмотреть на вид его охлаждения.
Тут лучше будет отдать предпочтение моделям с водяным механизмом и радиатором. Они осуществляют ускоренный отвод тепла и обладают более длительным ресурсом работы.
![]()
![]()
Как сделать своими руками?
Как упоминалось, устройство подобного типа стоит дорого. И часто многие люди просто предпочитают использовать самодельный прибор такого типа. Существует масса возможностей сделать его самостоятельно. Наиболее распространенные варианты – переделка из инверторного сварочного аппарата, а также его создание из обычной СВЧ-печи. Рассмотрим один из способов создания такого устройства собственноручно.
Инструменты и материалы
Если говорить, что для этого нужно, то потребуется иметь под рукой следующие инструменты и материалы:
- трансформатор переменного тока с напряжением вторичной обмотки от 15 до 25 вольт;
- 4 конденсатора, например, 2200 мкФ; их модель может варьироваться, ведь все будет зависеть от мощности, что потребуется получить;
- кнопка;
- кабели и провода;
- проволока из меди;
- диодная сборка для выпрямления; при желании можно использовать 1 диод для полуволнового выпрямления;
- паяльник.
Потребуется еще схема предполагаемого устройства. Его работа будет проста – при нажатии на клавишу, что будет смонтирована на сварочной вилке, будет запускаться конденсаторная зарядка до 30 вольт. Потом на сварочной вилке формируется потенциал, ведь конденсаторы подключены параллельно вилке. Чтобы произвести сварку металлов, следует соединить их и прижать вилкой. Когда контакты замыкаются, формируется короткое замыкание, благодаря чему появляются искры и происходит сваривание металлов.
![]()
![]()
Изготовление
Сначала следует спаять конденсаторы, после чего потребуется сделать сварочную вилку. Тут следует взять 2 куска медной проволоки потолще. Теперь припаиваем их к проводам, а места пайки следует хорошо заизолировать при помощи изоленты. Для корпуса вилки можно взять трубку из алюминия с пластиковой заглушкой, откуда будут выходить сварочные выводы. Чтобы они не проваливались, потребуется посадить их на клеевой состав.
На клей следует посадить заглушку. Теперь потребуется припаять провода к клавише и приложить ее к вилке. Теперь все требуется обмотать изолентой. То есть, получается, что к сварочной вилке у нас будут идти 4 кабеля, из которых 2 будут предназначены для сварочных электродов, а еще 2 – для клавиши.
![]()
![]()
![]()
Теперь остается собрать устройство, осуществить припаивание вилки и клавиши включения. После того как этого было сделано, остается проверить работоспособность полученного устройства. Для этого следует включить его и нажать на клавишу зарядки, после чего должно начаться заряжание конденсаторов. Теперь требуется измерить напряжение на них. Оно должно быть где-то около 30 вольт. Пробуем произвести сварку металлов. Если все прошло хорошо, то на этом аппарат точечной сварки будет готов.
В следующем видео вас ждет подробный обзор аппарата точечной сварки FUBAG TS 3800.
Точечная контактная сварка
![Точечная контактная сварка - Кедр - 1]()
Более полторы сотни лет точечная контактная сварка служит верой и правдой строителям для сборки сложных конструкций из арматуры, сборщикам автомобилей для соединения тонкого корпусного металла и приваривания массивных деталей. Можно долго перечислять все сферы применения этого метода соединения металлических листов, но главным достоинством останется простота применения и возможность автоматизации процесса. Эти возможности логически вытекают из его физических принципов действия, с которыми мы и хотим вас познакомить.
Принцип работы
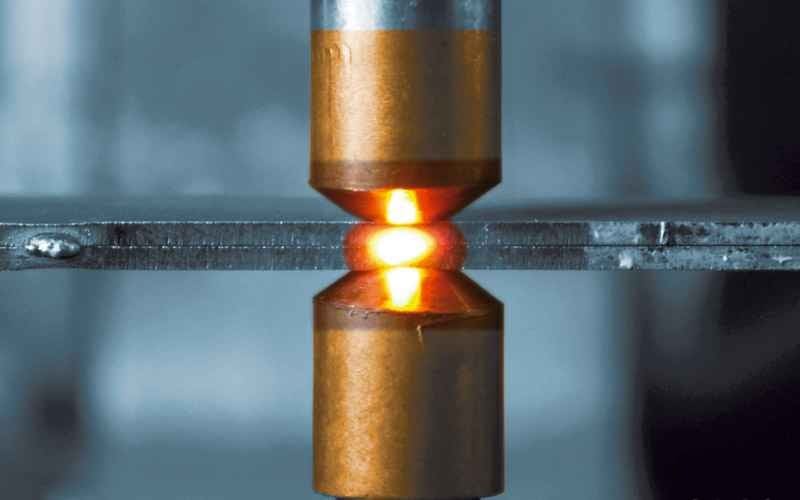
Физика процесса элементарна и известна даже школьнику. Все мы знаем, что при протекании электрического тока по проводнику происходит нагрев проводника. Чем больше ток – тем больше нагрев. При точечной контактной сварке в качестве проводников выступают свариваемые детали. Их накладывают друг на друга, зажимают специальными электродами и подают напряжение.
Поскольку сопротивление этого участка ничтожно мало, то даже при напряжении в несколько вольт протекают токи в сотни и тысячи ампер (в зависимости от возможностей источника питания). Токи такой величины доводят металл деталей до сильного нагрева и размягчения, что при большом давлении со стороны электродов создает условия для взаимной диффузии.
Задача сварочного аппарата сводится к созданию достаточного усилия сжатия деталей электродами и подачи больших токов в момент сваривания деталей. Так же нужно обеспечить эффективное охлаждение электродов, в противном случае они просто расплавятся, ведь по ним протекает такой же ток, как и через соединяемые детали.
Точечная контактная сварка
Технология
Она объединяет в себе сумму знаний и опыта об описываемом процессе и предлагает методы и способы для наилучшего решения вопроса. Технология описывает оснастку машин, приспособления, которые применяются для сборки деталей в узлы и агрегаты. Целью нашего текста является ознакомление с той частью технологии, которая описывает порядок сваривания деталей и все многообразие режимов работы сварочной машины.
Сваривание изделий должно проводиться в строго определенном порядке. Первыми варятся углы изделия и те участки, которые прилегают к ребрам жесткости. Таким образом создается каркас жесткости, внутри которого варятся участки, склонные к деформации. Соединение длинных листов должно проводиться в направлении от середины к краям. Большой проблемой при сваривании длинных листов металла может стать образование гофр между точками сваривания. Чтобы избежать этого явления, необходимо варить их подряд без пропусков, обеспечивая достаточное прижимное усилие.
Этапы
Основная схема проведения работ точечной сваркой предусматривает четыре этапа. На первом этапе происходит сжатие соединяемых деталей электродами сварочной машины. На втором этапе включается ток разогрева и выдерживается до расплавления точки сваривания и формирования литого ядра.
Третий этап подразумевает увеличение силы сдавливания электродами при продолжающемся прохождении сварочного тока. На четвертом этапе выключается подача напряжения, снижается давление электродов и они отводятся от места сваривания.
Режимы
Режимы сваривания зависят от множества факторов. При выборе режима необходимо учесть особенности различных материалов, толщин и конфигурации деталей. Режимы разрабатываются и описываются технологами. В технологии обязательно необходимо определить:
площадь контактной поверхности электрода;
время пропускания тока;
Технологический процесс включает в себя требования к частоте и способу запиливания электродов. Это гарантирует соблюдение описанных выше технологических параметров, таких как площадь контакта, величина тока. Технология предусматривает частоту смены наконечников электродов во избежание критического износа.
Отдельными пунктами определяется порядок окончательной зачистки изделия. Например, стальные изделия обрабатываются личным напильником, а для алюминия достаточно наждачной бумаги.
Преимущества и недостатки контактной сварки
Основным преимуществом можно считать возможность полной автоматизации процесса. Это обстоятельство способствовало внедрению такого способа на машиностроительных конвейерах. Высочайшей производительности труда позволяет добиться точечная сварка в сочетании с промышленными роботами. Кроме того, повышения производительности добиваются внедрением многоточечных машин. Такой вид сваривания позволяет:
обходиться без сварщиков высокой квалификации;
идеально соединять тонкие листовые материалы;
вести работы без использования защитных газов;
оказывает ничтожное воздействие на металл изделия;
Одно из достоинств этого способа - отсутствие выделения вредных газов. Последним аргументом можно считать высокую степень пожарной безопасности по сравнению с ручной дуговой сваркой.
Недостатки этого вида соединения деталей начинают проявляться при сваривании изделий сложной формы. Если с листами металла проблем никаких, то сложные изделия требуют особых форм электродов, что не всегда возможно. Осложнения нарастают при попытках создать многоточечную оснастку. Не всегда удается применить эту сварку при сваривании нескольких разнородных металлов и сплавов. В данном случае такое преимущество, как отсутствие защитных газов, работает против производства.
Значительную опасность для обслуживающего персонала создаёт вероятность выплеска металла в момент подачи сильного тока на электроды. Этим особенно грешат машины старых образцов. Современные сварочные аппараты обеспечивают плавную подачу сварочного тока. Ещё большая безопасность достигается при использовании постоянного тока в сочетании с программным управлением силой сжатия.
Сферы применения точечной сварки
Сферы применения точечной контактной сварки определяются её возможностями и особенностями. Поскольку этот вид соединения деталей не требует высокой квалификации рабочих и легко поддаётся механизации и автоматизации, то ему была открыта широкая дорога к производству разнообразных изделий широкого потребления. Крупносерийное производство позволяет проектировать автоматические линии, на которых режимами работ управляют компьютеры, а место рабочих занимают роботы – сварщики.
На подобных производствах изготавливают технику, облегчающую домашний труд: пылесосы, стиральные машины. Похожий процесс производства имеет сельскохозяйственная техника и устройства для ведения приусадебного хозяйства: газонокосилки, сепараторы молока. Естественно, что они тоже применяют точечную сварку для соединения элементов корпусов и приваривания отдельных деталей.
Наибольшее количество аппаратов точечной сварки работает в машиностроении. Это очень разветвленная отрасль, и во всех её направлениях работают аппараты точечной сварки. Именно с её помощью свариваются корпуса большинства многочисленных изделий, выпускаемых этой отраслью.
Автомобили, трактора, комбайны, железнодорожные вагоны – вот обширный, но далеко не полный перечень производств, применяющих этот вид сварки. Несколько особняком стоит такая отрасль, как микроэлектроника, и это понятно. Ведь здесь совершенно другие измерения, и, соответственно, сварочные аппараты и способы ведения работ. В большинстве операций, по причине сверхмелких размеров деталей, человеку не находится места, и работы ведутся на роботизированных линиях под управлением компьютеров.
Во всех вышеупомянутых случаях используются разносторонние возможности точечной сварки, такие как:
возможность сваривания цветных и черных металлов;
возможность сваривания нержавеющих металлов;
возможность сваривания разнородных металлов;
возможность сваривания деталей разной толщины.
Аппарат точечной сварки
Физические принципы, лежащие в основе работы аппаратов точечной сварки, определяют его конструкцию и основные элементы. Ток большой силы предполагает наличие мощного силового трансформатора. Этот трансформатор отличается от большинства своих собратьев наличием вторичной обмотки с малым числом витков, намотанных очень толстым проводом. Это связано с прохождением по нему токов в десятки тысяч ампер.
С силового трансформатора ток поступает на электроды различной конструкции, чаще всего выполненных в форме клещей. Наконечники клещей выполняются из меди, что обеспечивает им малое электрическое сопротивление, в сравнении с сопротивлением свариваемых металлов. Благодаря этой разнице, львиная доля падения напряжения приходится на детали, что и обеспечивает их разогрев. Однако часть тепла выделяется и на электродах, поэтому аппараты точечной варки обязательно имеют систему принудительного охлаждения. Чаще – водяного, реже – воздушного. Качество охлаждающей воды определяется по ГОСТ 297 – 80Е.
Несущий корпус должен имеет достаточную жесткость, чтобы при сжатии электродов не допустить их смещения, превышающего норму. В корпусе расположена и система управления, состоящая из электрических, электронных, пневмо и гидроустройств. Система обеспечивает алгоритм управления всеми частями машины.
И последнее, о чем стоит упомянуть, - это механизм сжатия сварочных электродов. Эти механизмы бывают очень разных конструкций и сложности: от элементарных ручных клещей до мощных узлов, управляемых электроникой, снабженных пневмо- или гидроприводом.
Виды оборудования для точечной сварки
Существующие аппараты для контактной точечной сварки разделяются на виды в зависимости от используемого тока и формы его импульсов:
аппараты переменного тока;
аппараты низкочастотной сварки;
аппараты постоянного тока;
аппараты конденсаторного типа.
Самое широкое распространение имеют аппараты, работающие на переменном токе. Это обусловлено сравнительной простотой их устройства. Остальные виды являются более специализированными и применяются каждый по своему назначению.
Техника безопасности
Точечная контактная сварка является сравнительно безопасным видом работ и не требует принятия особых мер безопасности. Вместе с тем не стоит забывать о том, что аппараты, предназначенные для этого вида сварки, подключаются к высоковольтной сети и требуют соблюдения всех правил работы в таких сетях.
Специфическую, характерную для этого вида работ, опасность представляет выплеск расплавленного металла, что может стать следствием сваривания на неправильном режиме или плохой очистке поверхности соединяемых деталей. Для защиты от этого явления необходимо иметь маску сварщика. При сваривании оцинкованных металлов, выделяющих вредные газы, необходимо обеспечить место проведения работ эффективной вытяжной вентиляцией.
Дефекты и их исправление
Неверно составленная технологическая карта или неточное выполнение предписанного процесса могут вызвать дефекты сварного соединения. Наиболее часто встречающийся дефект – полный или частичный непровар. Изделие с таким дефектом ведёт себя как склеенное, при небольших и статических нагрузках сохраняет целостность, но рвётся при малейшем усилении разрушающих факторов.
Недостаточное сжатие деталей, слишком большой ток или грязная поверхность способствуют возникновению наружных трещин. Серьезные дефекты получаются при сваривании в непосредственной близости от кромки детали или чрезмерном давлении электродов. В первом случае, это разрыв кромки, во втором – вмятины в местах сваривания.
Исправляются все дефекты, в основном, вырезанием такого места с последующей повторной сваркой. Наружные выплески металла исправляются зачисткой, а деформации – проковкой или точечным нагревом газовыми горелками.
Как сделать точечную контактную сварку своими руками
Первые самодельные устройства точечной контактной сварки делали из микроволновой печи. Модное некогда течение - готовить и разогревать пищу в микроволновой печи - постепенно пошло на спад и в результате образовалось некоторое количество таких печей, с которых можно было снять силовой трансформатор. Мощность этого трансформатора позволяет сделать из него точечную контактную сварку своими руками.
Схема такой сварки довольно проста, изготовление не представляет особых сложностей, но один существенный недостаток не позволяет заинтересовать таким устройством широкие массы домашних умельцев. Этот недостаток – ограниченные возможности этого устройства. Толщина металла, который можно сварить этим устройством, не превышает одного мм. Намного надежнее и качественнее, с большими возможностями, получается самодельное устройство из сварочного инвертора.
На базе сварочного инвертора можно собрать реальную точечную сварку. Не эти бесконечные игрушки, которыми невозможно надежно сварить даже лист толщиной до 1 мм., а машину, легко соединяющую лист и уголки до 3 мм. толщиной. И это при дополнительном трансформаторе мощностью всего один кВт.
В сети можно найти большое количество конкретных схем и видео по их воплощению в жизнь, но нигде нет четкого изложения идеи, заложенной в эти конструкции. В результате при отсутствии какой-либо детали от конкретного устройства, реализация его становится невозможной.
И наоборот, понимая назначение комплектующих деталей и принцип действия аппарата, можно создать его из того, что есть под руками. В нашем варианте вы получаете то, что в рекламных роликах любят называть «два в одном».
Приобретая недорогой сварочный аппарат на сайте производителя КЕДР, вы становитесь обладателем экономной, легкой и безотказной ручной дуговой сварки и, после незначительной переделки, получаете устройство точечной контактной сварки: к существующему инвертору подключается блок конденсаторов суммарной ёмкостью от 1 тысячи и до 15 тысяч микрофарад (чем больше ёмкость, тем круче будет сварочный импульс и качественнее сварка). Выход блока конденсаторов через мощный контактор подключается к первичной обмотке выходного трансформатора мощностью 1 кВт.
Читайте также: