Точность гибки листового металла
Обновлено: 04.10.2024
При этом методе между листом металла и стенками V-образной матрицы существует воздушный зазор, лист остается "в воздухе" и не соприкасается со стенками матрицы.
Пуансон воздействует на металл сверху в одной точке, а матрица только двумя точками вверху V-образного паза.
Геометрия гиба формируется только за счет глубины погружения пуансона в матрицу.
Ширина ручья на матрице чаще всего выбирается из расчета 10-15 толщин металла, а инструмент имеет угол намного более острый, чем деталь после гибки.
Преимущества «свободной гибки»:
- Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы.
- Меньшие затраты на инструмент, можно обойтись одним комплектом для многих задач.
- Меньшее требуемое усилие гибки по сравнению с другими методами гибки.
Недостатки «свободной гибки»:
- Менее точные углы. В связи с тем что инструмент воздействует на металл только в трех точках то заготовка может повести себя непредсказуемо и угол гиба по всей длине будет неравномерный,
- Меньшая точность повторений, на которую сильно влияют различия в качестве материала заготовок.
- Больший эффект обратного пружинения за счет большей упругой деформации.
- Меньшая универсальность и качество гибки. Раскрытие матрицы при свободной гибке 10-15 толщин листа, это является причиной увеличения минимального отгиба. Отсутствие соприкосновения со стенками матрицы является причиной деформации отверстий («выворот») расположенных близко к линии гиба.
В каких случаях «свободная гибка» предпочтительнее:
- Большая номенклатура изделий, мелкосерийное производство.
- Разные углы гибов (в том числе острые).
- Минимальные требования к точности и качеству гибов.
- Геометрия конечных деталей не содержит маленьких минимальных отгибов и допустимы внутренние радиусы гибов равные двум толщинам и более.
ГИБКА НА ОСНОВЕ
Данный метод гибки некоторые объединяют с «свободной гибкой», но у него много своих особенностей.
В отличии от классической «воздушной гибки» заготовка в самом конечном положении контактирует со стенками V-образного паза и нижней частью пуансона.
Требуемое усилие выше чем при «свободной гибке» до трех раз. Раскрытие матрицы выбирается из диапазона 6-10 толщин металла.
Преимущества «гибки на основе»:
- Более точные углы по сравнению с «воздушной гибкой», теоритические значения ±300.
- Меньший эффект обратного пружинения и большая повторяемость за счет большего воздействия на металл и уменьшения упругих деформаций. Несмотря на это пружинение немного остается, поэтому если необходимо получать на готовой детали 90°, то инструмент следует выбирать 88°-85°.
- Лучшее качество гибки: «выворот» отверстия уменьшается при достижении пуансоном нижнего положения, относительно небольшие раскрытия матриц позволяют делать небольшие минимальные отгибы и довольно точные внутренние радиусы равные от 1 до 2 толщин металла.
Недостатки «гибки на основе»:
- Большее требуемое усилие гибки по сравнению со «свободной», не применим для толстых металлов.
- Меньшая гибкость по сравнению с «воздушной гибкой», чтобы достичь всех преимуществ данного метода на другом профиле или угле необходим другой инструмент.
В каких случаях «гибка на основе» предпочтительнее:
- Ограниченная номенклатура изделий, мелкосерийное и серийное производство.
- Повышенные требования к точности и качеству гибов.
- Внутренние радиусы гибов должны быть от 1 до 2 толщин металла.
- Часто используется один угол гибов, например 90° и изредка более тупые.
- Оптимальные минимальные отгибы.
Данный метод заключается в максимальном пространства между пуансоном и матрицей в конечном положении.
Угол гиба определяется усилием и геометрией гибочного инструмента.
Давление продолжается даже при достижении нижней точки, за счет этого отсутствует упругая деформация, лист металла пластически деформируется под давлением инструмента.
Преимущества «чеканки»:
- Точность углов гиба, несмотря на разницу в толщине и свойствах материала.
- Маленький внутренний радиус, до 0,5 толщины металла, бывает недостижим другими способами.
- Обратное пружинение практически отсутствует, максимальная повторяемость.
- Доступные специльные исполнения, например Z-гибка, U-гибка, несколько гибов за один раз, сложные формы.
Недостатки «чеканки»:
- Максимальные требования по усилию, причем не только к станку, но и к инструменту и системе крепления.
- Отсутствие гибкости, один инструмент - один вид профиля.
- Только тонкий металл, в основном используют на толщинах до 2 мм.
- Повышенный износ инструмента и оборудования.
В каких случаях «чеканка» предпочтительнее:
- Крупносерийное производство.
- Самые высокие требования к точности и повторяемости.
- Внутренние радиусы гибов должны быть меньше толщины металла.
- Необходимо не зависеть от качества заготовок.
- Сложная форма гибов, которую не получить другими методами.
2. РАСЧЕТ УСИЛИЯ ДЛЯ ГИБКИ
Чтобы гибочный инструмент служил долго, необходимо ограничивать нагрузку на инструмент в соответствии с максимально допустимой. На инструменте этот параметр указывается в тоннах или килоньютонах на метр.
Важно понимать, что с уменьшением длины заготовки и инструмента уменьшается максимально допустимое номинальное усилие. Например, инструмент выдерживает нагрузку 60 тонн/метр, соответственно 10 сантиметров такого инструмента выдержит давление только 6 тонн.
Расчитать требуемое усилие для гибки металла можно только примерно, на практике используют таблицы или формулу.
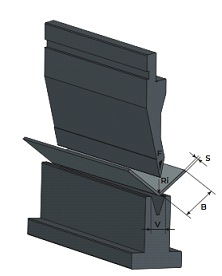
S - толщина металла, мм
V - раскрытие матрицы, мм
Ri - внутренний радиус гиба на детали, мм
В - минимальный отгиббез толщины металла при 90°, мм
Rm - предел прочности в кг/мм2
F - необходимое усилие, т/м
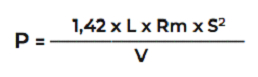
Формула расчета усилия:
1,42 - это коэффициент, учитывающий̆ трение заготовки о кромки матриц, у горячекатаного и несмазанного металла трение больше чем у холоднокатаного, если металл ржавый̆, то следует добавлять 10-15% к расчетному усилию.
L - длина заготовки, чтобы получить результат в тоннах длину надо указывать в метрах.
Таблица зависимости минимального отгиба от градуса гиба

Где В - минимальный отгиб без толщины металла при 90°, указанный в таблицах усилий
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Гибка листового металла - методы и советы по проектированию [часть 2]

Если вы сами создаете чертежи, вам нужно знать следующее. Процесс гибки удлиняет материал. Это означает, что нейтральная линия или ось, о которой мы говорили в предыдущей статье, на самом деле находится не посередине материала. Но плоская деталь должна быть сформирована в соответствии с нейтральной линией. И для нахождения ее положения требуется коэффициент k.
Коэффициент K - это эмпирическая константа, то есть его значение было определено в результате испытаний. Он варьируется в зависимости от материала, его толщины, радиуса изгиба и метода гибки. По сути, коэффициент k смещает нейтральную линию, чтобы обеспечить плоский рисунок, отражающий реальность. Используя его, вы получаете допуск на изгиб, который, по сути, является длиной изогнутой нейтральной оси.
Первую часть данной статьи вы можете найти в нашем блоге по ссылке. Примечание: данная статья является переводом.
Формула коэффициента K:

Формулы припусков на изгиб:

Для изгибов от 90 до 165 градусов формула имеет вид:

Для изгибов более 165° нет необходимости рассчитывать припуски на изгиб, так как нейтральная ось остается практически посередине детали.

Для расчета плоской детали необходимо использовать длину дуги нейтральной оси
Расчет допуска на изгиб:
Допустим, у вас есть деталь, похожая на ту, что на изображении выше - у нее прямая ножка 20 мм и другая 70 мм. Угол изгиба составляет 90°, толщина листа - 5 мм, а внутренний радиус - 6 мм. Мы хотим узнать конечную длину детали. Во-первых, мы должны начать с коэффициента k:

Другой способ определения коэффициента k - следовать "правилу большого пальца". Просто выберите коэффициент k в соответствии с вашим материалом из приведенной ниже таблицы. Это дает достаточно точные результаты для большинства случаев.

Теперь мы можем перейти к припускам на изгиб:

Для получения окончательной длины мы просто прибавляем две длины ног к припуску на подгибку:

Советы по гибке листового металла:
Итак, я поговорил с нашим опытным менеджером по продажам, который знает толк в гибке листового металла. Он загорелся и решил воспользоваться возможностью и поделиться своими знаниями о гибке листового металла. Таким образом, он привел список распространенных ошибок и решений, как их избежать.
Минимальная длина фланца:
Существует минимальная длина фланца, как уже говорилось ранее. Для ориентировки смотрите таблицу изгибающих усилий. В зависимости от толщины выбирается ширина штампа. Если вы разработаете слишком короткий фланец, он будет неловко "проваливаться" в щель, и вы не получите желаемого результата.
Боковые стороны с фаской:

Фаска должна заканчиваться перед основанием детали
Если вы хотите сделать фланец с фаской на одном или двух концах, предыдущее правило о минимальной длине фланца остается в силе. Фаски должны оставлять достаточно места для выполнения правильных изгибов, иначе фланец будет выглядеть деформированным, и никто не будет удовлетворен.
Расстояние от отверстия до изгиба:

Близко расположенные отверстия могут деформироваться
Если отверстия расположены слишком близко к изгибу, они могут деформироваться. Круглые отверстия не так проблематичны, как другие типы, но болты все равно могут не пройти. Опять же, смотрите диаграмму изгибающего усилия для минимальных размеров фланца и размещайте отверстия дальше, чем минимальные.
Симметрия:
Чтобы избежать путаницы, прямоугольное отверстие может быть с обеих сторон
Существует большая опасность при изготовлении деталей, которые почти симметричны. Если возможно, делайте их симметричными. Если деталь почти симметрична, оператор гибочного пресса может запутаться. Результат? Ваша деталь будет согнута в неправильном направлении.
Заклепочные гайки:

Заклепочная гайка на пути гибочного инструмента
Если вы используете заклепочные гайки вблизи линии изгиба, известно, что их установка перед изгибом хороша для обеспечения его применимости. После изгиба отверстия могут деформироваться. Тем не менее, убедитесь, что гайки не будут мешать инструментам при гибке.
Маленькие фланцы для больших деталей:

Небольшой изгиб в конце большой детали может привести к трудностям
Лучше отказаться от маленьких фланцев на больших и тяжелых деталях. Это очень усложняет производство, и может потребоваться ручная обработка, которая обойдется дороже, чем простая механическая. В результате, если есть возможность, лучше выбрать альтернативное решение.
Сгибы рядом друг с другом:

Проверьте таблицу изгибающих усилий для минимальной длины фланца
Если вы хотите включить последовательные изгибы, проверьте, выполнимо ли это. Проблема возникает, когда вы не можете установить уже согнутую деталь на штамп. Если изгибы направлены в одну сторону - U-образный изгиб, - то общее правило заключается в том, что промежуточная часть должна быть длиннее фланцев.
Разместите изгибы на одной линии:

Эта часть нуждается в многочисленных корректировках.
Лучше всего проектировать изгибы на одной линии, если у вас есть несколько фланцев подряд. Имея это в виду, вы можете свести количество операций к минимуму. В противном случае оператору необходимо вносить корректировки для каждого отдельного изгиба, а это означает потерю времени и денег.
Линия изгиба параллельна стороне:

Такой вид линий сгиба приводит к неточным результатам
Как говорится в заголовке. Для целей позиционирования должна быть параллельная сторона вашей линии изгиба. Если её нет, выравнивание детали станет настоящей головной болью, и в итоге вы можете получить неудовлетворительный результат.
Рельеф изгиба:

Рельеф изгиба необходим
Для достижения наилучшего результата рекомендуется сделать не просто небольшой разрез лазером, а настоящий вырез по бокам будущего фланца - который должен быть рельефом изгиба. Ширина такого надреза должна превышать толщину материала. Это гарантирует отсутствие разрывов и деформаций при окончательном изгибе. Другой хорошей практикой здесь является включение небольших радиусов в рельефы изгиба, поскольку они также снимают напряжение материала.
Сгибание коробки:

Небольшие зазоры гарантируют выполнение работы
При сгибании коробки необходимо оставлять небольшие зазоры между фланцами. В противном случае последний сгиб может врезаться в существующие, ломая всю конструкцию.
Проверьте плоский шаблон:
Следует помнить о том, что время от времени нужно переключать вид CAD на плоский шаблон. В этом есть много плюсов. Во-первых, если вы увлечетесь фланцами, в итоге может получиться что-то, что не может существовать в плоской схеме. А то, что не может существовать в плоской схеме, не может существовать и в любой другой.
Измерьте макет. Возможно, вы сможете скорректировать конструкцию для оптимальной посадки. Старайтесь не брать лист большего размера, если меньший размер находится в пределах досягаемости. Может быть, вы сможете уместить 2 детали на одном листе, если просто убавите несколько миллиметров? Это отразится на окончательной цене проекта.
Эмпирическое правило для минимального радиуса изгиба:
Будьте проще. Что может быть проще, чем выбрать внутренний радиус (ir), равный толщине материала. Это позволяет избежать последующих проблем, излишних раздумий и глупых ошибок. Уменьшение радиуса ниже этого значения может привести к проблемам. Больший радиус только усложнит некоторые другие расчеты.
Направление изгиба:

Изгиб перпендикулярно прокатке
Не следует проектировать изгибы в том же направлении, в котором производилась прокатка материала. Это особенно важно для алюминия. Конечно, все мы знаем алюминиевые корпуса с 4 сторонами, которые подразумевают гибочные операции, противоположные тем, что мы предлагаем. Тем не менее, лучше избегать этого, если возможно. Результатом могут стать неровные поверхности или даже трещины.
Хотя инженеры-производители заботятся о том, чтобы замечать такие вещи, полезно замечать их самостоятельно. Это помогает учесть расход материала.
Загиб кромок:

Оставляйте внутренний радиус, если это возможно
Если вы хотите укрепить края металлического листа, то загиб кромок - отличный вариант. Тем не менее, здесь применимы некоторые советы. Лучше оставить небольшой радиус внутри загиба. Для полного разрушения радиуса требуется большая мощность и тоннаж. Кроме того, это подвергает материал опасности растрескивания. Оставление радиуса, напротив, снимает эту опасность.
Оцените материал:
Обычные тонкие листы конструкционной стали толщиной 1. 3 мм могут выдержать практически все. После этого необходимо провести исследование. Некоторые материалы гораздо более капризны в обращении с ними. Получение хорошего результата зависит от ваших знаний и от помощи, которую может оказать ваш инженер-технолог.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Коммерческое предложение
Подтверждаю свое согласие на использование моих персональных данных в соответствии с "Политикой защиты и обработки персональных данных Dreambird".

Официальный дистрибьютор в странах Балтии и СНГ
CAD/CAM и производственные процессы: публикации
Расчеты параметров гибки изделий из листового металла для гибочного пресса

Понимание соотношения между V-образной выемкой, радиусом, допуском на гибку и К-фактором для лучшего выполнения расчетов плоской развертки детали из листового металла.
Иногда на производстве бывают случаи, когда детали из листового металла, вырезанные лазером, полученные путем пробивки или обрезки кажутся "слишком длинными" или "слишком короткими" после их гибки на листогибочном прессе. Бывает также, что изделия, спроектированные на компьютере, не соответствуют реальным размерам после гибки. Производитель инструмента для гибки Rolleri предлагает больше узнать о факторах, которые следует учитывать для достижения наилучших результатов в подобных ситуациях.

Процесс гибки: простые факты
1) Радиус, получающийся за счет гибки металлического листа, влияет на длину, на которую следует обрезать изделие перед гибкой.
2) Полученный радиус гибки на 99% зависит от V-образной выемки, которую мы выбираем для работы.

Простое заключение
До начала проектирования изделия и резки заготовок, следует обязательно знать, какая V-образная выемка будет использоваться для гибки детали на листогибочном станке.

Как радиус влияет на заготовки
Больший радиус раздвинет изделие в сторону внешнего края, оставляя впечатление того, что была отрезана слишком длинная заготовка.
Меньший радиус потребует заготовки, обрезанной "немного длиннее", чем в случае большего радиуса.

Допуск на гибку
Развернутая плоская заготовка профиля, указанного выше на изображении рассчитывается следующим образом:
B = 150 + 100 + 60 + BA1 + BA2
Далее последует обьяснение, как рассчитать параметры ВА1 и ВА2.
Расчет допуска на гибку
Участок, на который нужно укоротить обе стороны, которые совпадут после расплющивания детали, является тем, что обычно называется "допуском на гибку" и обозначаем ВА в формуле.

Формула допуска на гибку (ВА)
Формула BA для сгибов менее 90°

Формула АВ для сгибов от 91°до 165°

iR= внутренний радиус
На нашем сайте вы найдете еще много информации о гибке листового металла! Читайте статью "Оцифровка работы гибочного станка"!
K-фактор (коэффициент положения нейтральной линии)
При гибке на листогибочном станке, внутренняя сторона металлического листа сжимается, а внешняя, наоборот, растягивается. Это означает, что есть место на листе, в котором волокна не сжимаются и не растягиваются. Это место называется "нейтральной линией". Расстояние от внутренней части сгиба до нейтральной линии называется К-фактором, коэффициентом положения нейтральной линии.
Изменить этот коэффициент невозможно, так как он является постоянным для каждого типа материала. Он выражается в виде дробей, и чем меньше К-фактор, тем ближе нейтральная линия будет расположена к внутреннему радиусу листа.

K-фактор = тонкая настройка
Значение К-фактора влияет на плоскую заготовку, возможно, не настолько, как влияет радиус детали, но следует учитывать его при тонкой настройке расчетов для заготовок. Чем меньше К-фактор, тем больше материал растягивается и "выталкивается", заставляя заготовку быть "больше".

Прогнозирование К-фактора
В большинстве случаев мы можем прогнозировать и настраивать К-фактор при выполнении расчетов плоской заготовки.

Необходимо провести несколько испытаний выбранной V-образной выемки и измерить радиус детали. Если необходимо более точно рассчитать К-фактор, можно воспользоваться формулой расчета К-фактора для гибки, приведенной ниже:

Формула К-фактора

Решение примера:
B = 150 + 100 + 60 +BA1 + BA2
Оба сгиба меньше или равны 90°:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8мм
Автор методики: Хулио Алькасер, менеджер международных продаж Rolleri Press Brake Tools
Комментарий Dreambird
Обработка листового металла на современных производствах часто используется для изготовления деталей, точное соблюдение размеров которых критично. Более того, в условиях, когда скорость изготовления ценится превыше всего и от нее зависит, получит ли субподрядчик заказ на изготовление деталей, производители стараются избегать траты времени на выполнение калькуляции вручную, выполнение различных тестов и исправление допущенных ошибок. Использованный в статье метод, несомненно, может считаться точным и изложенные в нем формулы полезны, но постоянное использование их при расчетах ведет к дополнительным временным затратам на производстве.
Сегодняшние листогибочные прессы зачастую оснащены стойками ЧПУ и последовательность гибки конкретного изделия может быть задана на компьютере непосредственно после проектирования изделия. При наличии готового файла с геометрией плоской развертки последовательность гибки, требующаяся для ее выполнения, также рассчитывается на компьютере после непосредственного импорта этого файла в специализированное CAD/CAM-решение для гибки.
Современное автономное программное решение Radbend, часть CAD/CAM-комплекса Radan для обработки листового металла, является мировым лидером среди приложений аналогичного характера. Все изложенные в статье расчеты заложены в Radbend в виде алгоритмов и не требуют расчетов вручную. Гибка детали выполняется в среде Radbend так, как она будет выполнена на самом деле, затем "слишком длинные" стороны подгоняются для абсолютной точности. Далее уже согнутое изделие отправляется в модуль Radan3D, где на его основе создается заготовка, при расчете длины которой учитывается ранее выполненная в Radbend подгонка. Таким образом при производстве изделия будут соблюдены все требуемые параметры и обработка будет выполнена корректно уже с первого подхода.
Radbend позволяет заранее определить технологичность изготовления детали, генерируя и показывая графически полную симуляцию обработки и последовательность гибки, помогая подобрать инструмент и расположить упоры. С помощью этого модуля можно избежать проблем, часто возникающих на производстве - предотвратить столкновения инструмента, изделия и частей станка.
Рекомендации по выбору листогибочного инструмента. Часть I

Многие считают, что листогибочный инструмент не играет большой роли в процессе гибки металла, тогда как на самом деле справедливо обратное утверждение. Хотя листогибочные прессы с течением времени и превратились в многоосевые высокоточные станки с функциями самостабилизации, листогибочный инструмент – единственное, что действительно придает форму заготовке во время гибки (см. рис. 1).
Граница между тем, какому стандарту (американскому, европейскому, новому стандарту или стандарту RFA) соответствует инструмент, стала нечеткой. Многие функции, необходимые для высокопроизводительной гибки, стали использоваться в самых разных типах инструмента. Независимо от того, какой инструмент и тип зажима вы выберете, они должны отвечать, как минимум, нескольким минимальным требованиям.
Высокая точность. Инструменты должны быть изготовлены с допуском, не превышающим 0,01 мм. Крайне важно обеспечить точность изготовления детали, не прибегая к разного рода ухищрениям при наладке станка, например к использованию прокладок и т.п.
Сегментированные секции. Такая структура инструмента позволяет получать детали различной длины, составленные из нескольких предварительно вырезанных частей. Кроме того, работать с частями небольшого размера проще и безопаснее.
Установка с самоудержанием. Необходимо обеспечить возможность загрузки инструментов при поднятой траверсе пресса. Система держателей инструмента должна удерживать несколько инструментов на месте до момента приложения усилия зажима (см. рис. 2).
Самоцентровка. После приложения усилия зажима, пуансоны механически устанавливаются в рабочее положение. Это позволяет избавиться от необходимости опускать пуансон в матрицу во время наладки.
Фронтальная загрузка. Необходимо обеспечить возможность установки инструментов спереди пресса. Это сокращает время наладки, поскольку не требуется тратить время на перемещение инструментов с дальнего конца листогибочного пресса. В большинстве случаев фронтальная загрузка также позволяет устранить необходимость в использовании вилочных погрузчиков и кран-балок.
Стандартные размеры. Инструменты стандартной высоты позволяют сократить объем операций по перенастройке пресса при переходе к обработке другой заготовки. Передние опоры, задние упоры и предохранительные устройства остаются в своем обычном положении. А поскольку все инструменты имеют стандартную высоту, можно добавлять подготовленные заготовки, будучи уверенным в том, что их можно обрабатывать имеющимися инструментами.
Многие высококачественные листогибочные инструменты изготовлены по метрическим стандартам. Таким образом, V-образная матрица с номинальным размером канала 6,3 мм имеет фактический размер 6 мм. Более того, участки сгиба листового металла имеют слегка эллиптическую форму радиуса закругления вершины, так что для получения правильной формы необходимо только переместить инструмент ближе к месту сгиба. Для простоты размеры в дюймах округлены.
В последующем тексте статьи основное внимание уделяется воздушной гибке, и для этого есть серьезная причина. Общей тенденцией является отказ от гибки с прижимом или штамповки в пользу воздушной гибки, когда это возможно. Не забудьте, однако, что не все детали можно изготовить, используя методы обычной воздушной гибки.

Рис. 1. Инструмент играет важнейшую роль в обеспечении точности изготовления деталей.
Операторы по всей отрасли используют самый разный инструмент для изготовления деталей сравнимого или идентичного качества. Множество операторов производят детали приемлемого качества, используя неправильный инструмент, потому что у них нет правильного. Они добиваются качества; однако в этом случае “добиваться качества” не означает изготавливать детали с высокой эффективностью и повторяемостью, и, кроме того, такой подход может серьезно нарушать ход рабочего процесса. Основой передовой практики выбора инструмента, на самом деле, должна стать элементарно простая цель: обеспечение наилучшего качества деталей при минимальных затратах времени.
Системный подход к выбору необходимого инструмента.
Предприятие, занимающееся техническим обслуживанием, использует (и ему требуются) листогибочные инструменты, отличающиеся от тех, которые применяет изготовитель заказных деталей. Таким образом, перед тем как углубляться в детали, четко определите свои потребности и бюджетные ограничения.
Например, вам могут потребоваться дополнительные инструменты для сокращения времени наладки. Возможно, вы придерживаетесь принципов экономичного производства, для которого выгодно иметь отдельные наборы инструмента для каждого листогибочного пресса и, поэтому, вы готовы к инвестициям в идентичные наборы инструмента для каждого станка. В этом случае при наладке пресса ценное время не тратится на поиск необходимого инструмента в ящике для инструмента или где-то еще. Дополнительное преимущество такого варианта – отсутствие необходимости в обеспечении совместимости типов инструмента, используемого на разных прессах, поскольку инструменты, по большей части, используются на тех станках, для которых они приобретались (см. рис. 3).
Если необходимо приобрести дополнительные (дубликаты) инструменты, чтобы расширить набор инструментов, имеющихся в собственном ящике для инструмента каждого пресса, выбрать их достаточно просто. Зачастую эти инструменты находятся в удобных для оператора местах или они уже имеются в ящике для инструмента листогибочного пресса. Ищите инструменты с самыми заметными следами износа: рабочие поверхности этих инструментов светлые и блестящие. Корпуса этих инструментов, вероятно, также чистые и блестящие. Маловероятно, что разыскиваемые инструменты – ржавые грязные инструменты, лежащие на дне ящика.
Выбор матрицы
Чтобы получить максимальную отдачу от вложенных средств, выберите минимальное количество нижних штампов (матриц), которые позволят выполнять гибку металла любой толщины в пределах того диапазона, с которым работает ваше оборудование. Предприятия, не имеющие достаточного опыта, выполняющие нестандартные заказы, а также компании с ограниченными средствами, должны выбирать нижние штампы, используя правило 8×2.
Во-первых, определите диапазон толщины металла, гибку которого предполагается выполнять. Например, вы предполагаете работать с металлом толщиной от 0,8 до 6,4 мм.
Во-вторых, рассчитайте размер наименьшей требующейся V-образной матрицы, умножив минимальную толщину металла на 8. В нашем примере наименьшая матрица потребуется для гибки металла толщиной 0,8 мм. Отсюда: 0,03 × 8 = 0,24 дюйма, которые мы округлим до 0,25 (6,4 мм).
В-третьих, рассчитайте размер наибольшей требующейся V-образной матрицы, умножив максимальную толщину металла на 8. В нашем примере наибольшая матрица потребуется для гибки металла толщиной 0,25 дюйма: 0,25 × 8 = 2
Таким образом, вы определили размер наименьшей и наибольшей требуемой матрицы: 0,25 и 2 дюйма, соответственно. Чтобы определить, какие матрицы требуются между этими пределами, возьмите наименьшую V-образную матрицу и увеличьте ее размер в два раза. В нашем примере получится матрица размером 0,5 дюйма (0,25 × 2 = 0,5) или 12,7 мм. Далее, увеличив матрицу размером 0,5 дюйма в два раза, получим 1-дюймовую матрицу, а затем, увеличив этот размер еще вдвое, получим матрицу размером 2 дюйма. Таким образом, получился минимальный набор из четырех разных V-образных матриц, требующихся для гибки металла толщиной от 0,03 до 0,25 дюйма (0,8–6,4 мм): 0,25 / 0,5 / 1,0 и 2,0 дюйма.
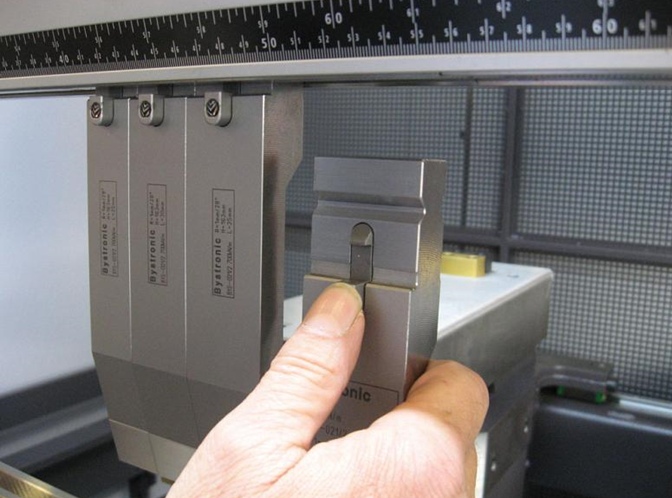
Рис. 2. Инструменты удерживаются на месте пока механизм зажима открыт.
Выбор пуансона
Для определения минимального количества верхних штампов (пуансонов) также используется толщина материала. Для гибки материала толщиной 0,187 дюйма (4,7 мм) и тоньше можно использовать остроконечный пуансон (со смещенным ножом) с радиусом 0,04 дюйма (1 мм). Острый угол позволяет выполнять гибку под углом больше 90 градусов, а смещение – создавать J-образные профили. Для гибки материала толщиной от 0,187 до 0,5 дюйма (4,7–12,7 мм) рекомендуется прямой пуансон с радиусом примерно 0,12 дюйма (3 мм), способный выдерживать увеличенные нагрузки.
Обратите внимание, что при использовании общепринятых отраслевых стандартов для изготовления некоторых деталей, включая детали из более толстого материала и материала повышенной прочности, места сгиба заготовки часто сминаются, растрескиваются и даже разламываются. Это объясняется законами физики. Узкий торец пуансона означает большее усилие на линии сгиба, а с учетом узкой V-образной матрицы это усилие возрастает еще больше. В случае сложных для изготовления деталей и, в особенности, при использовании заготовок толщиной более 0,5 дюйма (12,7 мм), лучше всего обратиться к поставщику материала за консультацией по поводу рекомендуемого радиуса при вершине пуансона.
Канал V-образной матрицы определяет радиус
При воздушной гибке мягкой стали создаваемый внутренний радиус изгиба составляет приблизительно 16% от размера канала V-образной матрицы. Таким образом, при воздушной гибке материала с использованием V-образной матрицы размером 1 дюйм (25,4 мм), внутренний радиус изгиба будет равен приблизительно 0,16 дюйма (4 мм).
Предположим, в документации указан материал толщиной 0,125 дюйма (3,2 мм). В идеальном мире вы бы просто умножили это значение толщины на 8 и стали использовать V-образную матрицу размером 1 дюйм. Довольно просто. Однако многие разработчики технологий обработки листового металла указывают радиус изгиба равный толщине металла. Что если в документации указан внутренний радиус равный 0,125 дюйма (3,2 мм)?
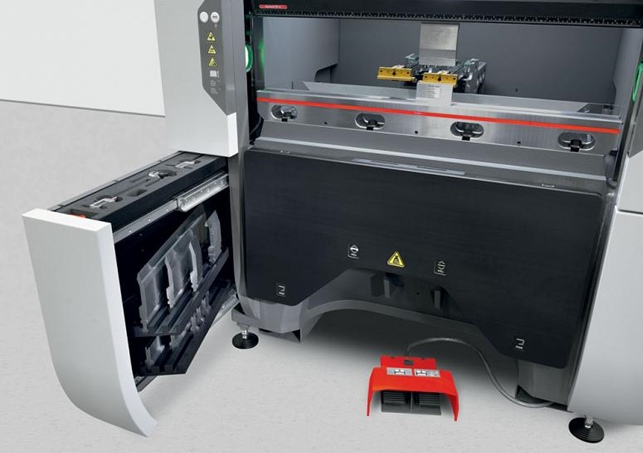
Рис. 3. Ящики инструмента для каждого пресса позволяют сократить время наладки.
Повторим, что при воздушной гибке создаваемый внутренний радиус изгиба составляет приблизительно 16% от размера канала матрицы. Это означает, что при использовании матрицы размером 1 дюйм можно получить радиус изгиба равный 0,16 дюйма (4 мм). Как же быть? Просто используйте более узкую V-образную матрицу. Матрица размером 0,75 дюйма (19 мм) позволит создать внутренний радиус близкий к 0,125 дюйма (3,2 мм) (0,75 × 0,16 = 0,12).
Аналогичный подход применим, когда в документации указаны большие радиусы изгиба. Предположим, что требуется создать внутренний радиус изгиба равный 0,32 дюйма (8,1 мм) при гибке мягкой стали толщиной 0,125 дюйма (3 мм), т.е. этот радиус более чем в два раза превышает толщину материала. В этом случае следует выбрать матрицу размером 2 дюйма (50,8 мм), которая позволит создать внутренний радиус изгиба равный приблизительно 0,32 дюйма (2 × 0,16) или 8,1 мм.
Этот способ имеет свои ограничения. Например, если для создания указанного внутреннего радиуса изгиба необходимо использовать канал V-образной матрицы, размер которого превышает толщину металла менее чем в пять раз, возможно ухудшение точности угловых размеров, повреждение пресса и используемого инструмента, а также серьезное снижение уровня безопасности.
Минимальная длина фланца
При выборе V-образных матриц принимайте во внимание длину фланцев. Минимальный размер фланца, который необходим при гибке с помощью V-образной матрицы, составляет приблизительно 77% от размера канала матрицы. Таким образом, при изготовлении детали с использованием V-образной матрицы размером 1 дюйм (25,4 мм) потребуется фланец размером, как минимум, 0,77 дюйма (19,5 мм).
Этот способ также имеет ограничения. Точно также, как в случае малых внутренних радиусов изгиба, если для фланца требуется матрица, ширина которой превышает толщину материала менее чем в пять раз, возможно возникновение проблем с точностью угловых размеров, повреждение пресса и используемого инструмента, а также серьезное снижение уровня безопасности.
Во второй части статьи, посвященной правилам выбора листогибочного инструмента, приводится подробная информация, касающаяся правил выбора пуансонов, правил изготовления Z-образных профилей и процесса гибки деталей с вырезами и угловыми надрезами.

Рис. 4. В идеальном мире для гибки этой заготовки толщиной 0,125 дюйма (3 мм) вы бы выбрали матрицу размером 1 дюйм (25,4 мм). Но учитывая указанную длину фланца, потребуется более узкая матрица.
Читайте также: