Точность измерения металлической линейкой
Обновлено: 05.10.2024
Очень часто измерительные линейки называют штриховыми мерами. Это название указывает, что линейка является мерой и эта мера многозначная, а размер по ней определяют между штрихами.
Номенклатура измерительных линеек в принципе включает большую разновидность - от простейших ученических деревянных линеек до высокоточных металлических линеек, на которых имеется лупа для отсчета по шкале, и далее до линеек с точностью до долей микрометра, устанавливаемых в станках.
Металлические измерительные линейки изготавливают общей длиной от 150 до 1000 мм. Обычно промежуточные размеры имеют 300 и 500 мм.
Конструкции линеек в принципе однотипны, т.е. представляют собой металлическую полосу, на широкой поверхности которой нанесены деления, в подавляющем большинстве случаев через І мм между осями штрихов (рис. І, а). Иногда линейки делают с расстоянием 0,5 мм между штрихами, но практически пользоваться линейками с отсчитыванием 0,5 мм трудно, так же как и изготавливать такие линейки.
Нулевой штрих, т.е. начало отсчета в линейках, обычно находится с левой стороны, совпадая с концом линейки. и это дает основание считать, что линейка со стороны нулевого штриха является концевой мерой.
Линейки изготавливают либо с одной, либо с двумя шкалами.
Иногда изготавливают линейки, у которых нулевые деления имеются и с левой, и с правой стороны. Ширина линейки обычно в среднем бывает 20-40 мм, а толщина - 0,5-1,0 мм. Поверхность линейки подвергают хромированию для предохранения от коррозии.
Измерение линейкой производится так называемым непосредственным методом, т.е. прикладыванием ее к измеряемому объекту и сопоставлением его длины со значением меры. Чаще всего эти измерения осуществляют совмещением нулевого штриха линейки с краем детали. Непосредственным называется метод измерения, в котором значение величины определяют непосредственно по отсчетному устройству измерительного средства.
Погрешность измерения линейкой складывается из погрешности нанесения делений, погрешности совмещения штрихов с краями измеряемой детали и погрешности отсчета значения. Если погрешность нанесения штрихов на линейках обычно находится в пределах 0.1-0.2 мм (в зависимости от длины), то погрешность отсчета доходит до 0.2-0.3 мм и более. В общем случае можно принять, что погрешность измерения находится в пределах 0.5 мм при условии острых краев измеряемой детали и тщательности измерения, но в большинстве случаев при измерении линейкой удовлетворяются погрешностью измерения в пределах 1 мм.
Поверку линеек, т.е. определение погрешности нанесения штрихов, производят по образцовым измерительным линейкам, которые называют штриховыми метрами. Штриховой метр (рис.1,б) представляет собой более жесткую конструкцию, чем обычные линейки. На скосах этого метра нанесены деления через 0.2 мм с погрешностью в пределах 0.05 мм. На специальных направляющих метра помещают две каретки с кронштейнами, на которых находятся лупы с 7-кратным увеличением. При проверке измерительной линейки штриховой метр устанавливают на проверяемую линейку и сравнивают шкалы обеих линеек. Погрешность такого сравнения не превышает 0.01 мм.
Измерительные линейки, штангенинструмент и микрометрические инструменты
Измерительные линейки (рис. 1.7) относятся к штриховым мерам и предназначены для измерения размеров изделий 14. 18 квалитетов точности прямым методом.
Они предназначены для измерений высот, длин, диаметров, глубин в различных отраслях промышленности, в том числе и в машиностроении. Их основное преимущество — простота конструкции, низкая стоимость, надежность и простота в измерении. Измерение производят прикладыванием линейки к измеряемому объекту, чаще всего совмещая нулевой штрих линейки с краем детали. Отсчет по шкале на другом краю детали дает искомый результат измерения. Но это не обязательно. Так, например, при измерении диаметра отверстия снимаются два показания: с одной стороны отверстия и с другой. Вычитая из большего значения меньшее, получаем размер диаметра.
Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной 20. 40 мм и толщиной 0,5. 1,0 мм, на широкой поверхности которой нанесены деления. Линейки изготавливают с одной или двумя шкалами, с верхними пределами измерений 150, 300, 500 и 1 000 мм и ценой деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь на длине 50 мм от начала шкалы полумиллиметровые деления.
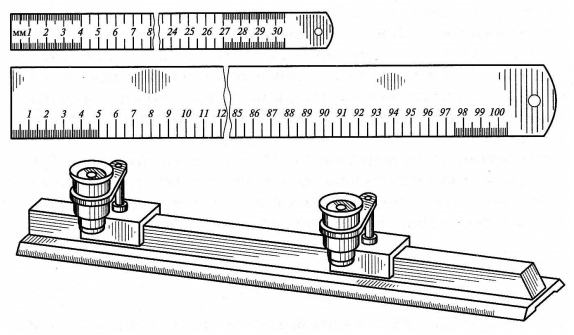
Рис. 1.7. Линейки металлические
Допускаемые отклонения действительной общей длины шкалы линеек от номинального значения находятся в пределах +(0,10. 0,20) мм в зависимости от общей длины шкалы, а отдельных подразделений— не более ±(0,05. 0,10) мм.
Поверку (калибровку) линеек, т. е. определение погрешности нанесения штрихов, производят по образцовым измерительным линейкам, которые называются штриховыми мерами. Погрешность такого сравнения не превышает 0,01 мм.
Штангенинструмент
Предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей.
К нему относятся штангенциркули (рис. 1.8), штангенглубино- меры и штангенрейсмасы.
Основными частями штангенциркуля являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус 5. По штанге-линейке отсчитывают целое число миллиметров, а по нониусу— десятые и сотые доли миллиметра.
По основной линейке 1 с неподвижными губками 2 перемещается рамка 3 с подвижными измерительными губками. Для плавного перемещения рамки по штанге-линейке предусмотрено микрометрическое устройство 7, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт 4. Для измерения глубины отверстий пазов и других внутренних элементов деталей используется линейка глубиномера 6.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (рис. 1.8, г).
Основные типы нониусов (I—IV) представлены на рис. 1.9.
Основными характеристиками нониуса являются величина отсчета по нониусу (цена деления нониуса) а и модуль нониуса у, которые определяются по следующим формулам:
где i — цена деления основной шкалы, мм; n — число делений нониуса; l — длина шкалы нониуса мм.
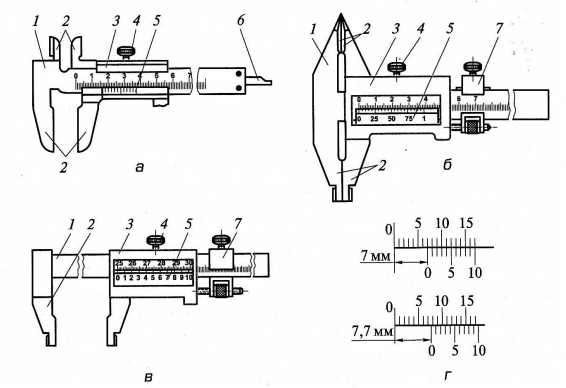
Рис. 1.8. Конструкция штангенциркулей:
а — типа ШЦ-1; б — типа ШЦ-П; в — типа ШЦ-Ш; г — отсчет по нониусу; 7 — штанга-линейка; 2 — измерительные губки; 3 — рамка; 4 — винт зажима рамки; 5 — нониус; 6 — линейка глубиномера; 7 — рамка микрометрической подачи
Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05; 0,02 мм. Основные метрологические характеристики штангенинструментов, применяемых в машиностроении, представлены в табл. 1.2.
ГОСТ 166—89 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-1 с ценой деления 0,1 мм, ШЦ-П с ценой деления 0,05 мм и 0,1 мм, ШЦ-Ш с ценой деления 0,05 и 0,1 мм. Кроме того, на заводах применяют ранее изготовленные штангенциркули с ценой деления нониуса 0,02 мм, а также индикаторные штангенциркули с ценой деления индикатора 0,1; 0,05; 0,02 мм.
В штангу индикаторного штангенциркуля (рис. 1.10) вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3 индикатора, закрепленного на рамке 1. Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра.
Для линейных измерений в последнее время применяют также штангенинструменты с электронным цифровым отсчетом (рис. 1.11). В этих приборах вдоль штанги также располагается многозначная мера, по которой отсчитывается величина перемещения подвижной рамки. В качестве многозначной меры используются фотоэлектрические или емкостные преобразователи. Большинство штангенинструментов с электронным отсчетным устройством имеют возможность представления результата измерения непосредственно на шкалу прибора либо на подключаемый к нему микропроцессор. Цена деления таких приборов составляет 0,01 мм.
Штангенглубиномеры (ГОСТ 162 — 90) (рис. 1.12) принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубииомеров являются торцовая поверхность штанги-линейки 1 и база для измерений — нижняя поверхность основания 4. Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в некоторых типах штангенглубииомеров вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 и 0,01 мм.
Штангенрейсмасы (ГОСТ 164—90) (рис. 1.13) являются основными измерительными инструментами для разметки деталей и определения их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.
Линейки измерительные металлические

Линейки измерительные металлические (далее - линейки) предназначены для абсолютных измерений линейных размеров путем непосредственного сравнения со шкалой.
Информация по Госреестру
| Основные данные | |
|---|---|
| Номер по Госреестру | 66266-16 |
| Наименование | Линейки измерительные металлические |
| Срок свидетельства (Или заводской номер) | 29.12.2021 |
Производитель / Заявитель
ООО НПП "Челябинский инструментальный завод" (ЧИЗ), г.Челябинск
Назначение
Описание
Линейки измерительные представляют собой металлическую ленту, на которой нанесены одна или две шкалы в виде штрихов через 1 мм. Каждый сантиметровый штрих шкалы линеек имеет числовое обозначение, указывающее расстояние в сантиметрах до этого штриха от начала шкалы.
- с двумя шкалами;
Программное обеспечение
Технические характеристики
Таблица 1 - Метрологические характеристики
Пределы измерений линеек, мм
150; 300; 500; 1000; 1500; 2000; 3000.
Допускаемое отклонение от номинальных значений длины
шкалы и расстояния между любым штрихом и началом или
концом шкалы, мм:
- до 300 мм включ.
- св. 300 до 500 мм включ.
- св. 500 до 1000 мм включ.
- св. 1000 до 1500 мм включ.
- св. 1500 до 2000 мм включ.
- св. 2000 до 3000 мм включ.
Допускаемое отклонение от номинальных значений длин сантиметровых делений шкалы, мм
Допускаемое отклонение от номинальных значений длин миллиметровых делений шкалы, мм
Допускаемое отклонение от прямолинейности торцовой грани, мм, для линеек с пределами измерений:
- 150; 300 и 500 мм
- 1000 мм и более
Допускаемое отклонение от перпендикулярности торцовой грани к продольному ребру, минут
Допускаемый просвет между плоскостью линейки и поверочной
плитой, не более, мм, для линеек с длиной шкалы
150; 300 и 500 мм
Шероховатость торцовых граней, Ra, мкм
Таблица 2 - Основные технические характеристики
Климатические условия применения:
- рабочий диапазон температур окружающего воздуха, °С
- относительная влажность воздуха, при температуре 25 °С, %
Г абаритные размеры (длинна х ширина х высота), не более, мм, для линеек с пределом измерения:
Масса, не более, кг, для линеек с пределом измерения: 150 мм
Знак утверждения типа
наносится на паспорт линеек типографским методом. Комплектность средства измерений
Таблица 3 - Комплектность средства измерений
Поверка
осуществляется по документу МИ 2024-89 «Линейки измерительные металлические. Методика поверки».
Основные средства поверки:
Линейка контрольная с отсчетными лупами, диапазон от 0 до 1000 мм;
Набор щупов № 1-75 диапазон от 0,02 мм до 0,10 мм;
Набор щупов № 3-100 диапазон от 0,50 мм до 1,00 мм;
Угломер с нониусом тип 2;
Штангенциркуль ШЦ-11-250-0,05, диапазон от 0 до 250 мм.
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Знак поверки в виде наклейки или оттиска поверительного клейма наносится на свидетельство о поверке или в паспорт.
Сведения о методах измерений
приведены в паспорте на линейки измерительные металлические.
Нормативные документы
Нормативные документы, устанавливающие требования к линейкам измерительным металлическим
ГОСТ 427-75 «Линейки измерительные металлические. Технические условия»
ГОСТ Р 8.763-2011 «ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне от 110-9 до 50 м и длин волн в диапазоне от 0,2 до 50 мкм».
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Линейки должны изготовляться с двумя шкалами (черт. 1), с одной шкалой (черт. 2), а также с двумя шкалами, оцифровка которых направлена в противоположные стороны (черт. 3).
(Измененная редакция, Изм. № 1, 2, 3).
1.2. Основные размеры линеек, штрихов и числовых обозначений должны соответствовать указанным в табл. 1.
Длина миллиметровых штрихов, не менее
Длина полусантиметровых штрихов, не менее
Длина сантиметровых штрихов, не менее
Высота числовых обозначений, не менее
(Измененная редакция, Изм. № 3).
1.3. Разница в длине миллиметровых, полусантиметровых и сантиметровых штрихов должна быть не менее 1,5 мм.
1.4. Разноразмерность длины одноименных штрихов, а также высоты числовых обозначений не должна превышать 0,5 мм.
Пример условного обозначения измерительной линейки с пределом измерения 300 мм:
Линейка - 300 ГОСТ 427-75
То же, с пределом измерения 1000 мм с двумя шкалами:
Линейка - 1000 д ГОСТ 427-75
(Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Линейки с пределом измерения 1000 мм и более с двумя шкалами должны иметь вторую торцовую грань, перпендикулярную к продольному ребру линейки, и не должны иметь добавочных миллиметровых делений.
(Измененная редакция, Изм. № 1, 3).
2.2. Торцовая грань или торцовые грани, служащие началом линейки, должны быть прямолинейны и перпендикулярны к продольному ребру линейки. Отклонение от перпендикулярности не должно превышать ± 10 ¢ . Отклонение от прямолинейности торцовой грани не должно превышать 0,04 мм для линеек с пределами измерений 150, 300 и 500 мм и 0,08 мм для линеек с пределом измерения 1000 мм и более.
(Измененная редакция, Изм. № 2, 3).
2.3. Отклонения от номинальных значений длины шкалы и расстояний между любым штрихом и началом или концом шкалы не должны превышать значений, указанных в табл. 2.
При наличии двух шкал сантиметровые штрихи обеих шкал обозначаются:
- одним рядом цифр для шкал по черт. 1;
- двумя рядами цифр, каждый из которых направлен от начала шкалы, для шкал по черт. 3.
Прямолинейность продольного ребра - по ГОСТ 21996.
2.12. Полный средний срок службы - не менее 5 лет.
Критерием предельного состояния линеек является износ шкал, приводящий к невыполнению требований пп. 2.6 и 2.11.
Каждая партия линеек должна сопровождаться документом, удостоверяющим качество линеек и их соответствие требованиям настоящего стандарта.
Документ должен содержать:
- наименование предприятия-изготовителя, его местонахождение (город);
- число линеек в партии и их размеры;
- требования к эксплуатации и хранению линеек.
На каждой линейке должны быть нанесены:
- обозначение размерности длины деления;
- товарный знак предприятия-изготовителя;
- RF или РФ для линеек, поставляемых на экспорт.
Срок консервации - 2 года.
2.13 - 2.15.2. (Введены дополнительно, Изм. № 3).
2а. ПРИЕМКА
2а.1. Для проверки соответствия линеек требованиям настоящего стандарта проводят государственные испытания, приемочный контроль и периодические испытания.
* На территории Российской Федерации действуют ПР 50.2.009-94.
2а1; 2а2. (Измененная редакция, Изм. № 2).
2а.3. При приемочном контроле следует проверять на соответствие пп. 1.1; 2.5; 2.6; 2.8; 2.10 каждую линейку; на соответствие пп. 2.1 - 2.4; 2.7; 2.9 - 3 % партии. За партию принимают количество линеек, предъявленных к приемке по одному документу. Результаты выборочных испытаний распространяются на всю партию.
2а.4. Периодические испытания проводят не реже одного раза в 3 года. Периодическим испытаниям следует подвергать не менее пяти линеек из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта.
Если при испытаниях будет обнаружено, что линейки соответствуют всем требованиям настоящего стандарта, то результаты периодических испытаний считают положительными.
2б. МЕТОДЫ КОНТРОЛЯ
2б.2. Воздействие климатических факторов среды при транспортировании проверяют в климатических камерах.
Испытания проводят трех видов: при температуре (-50 ± 3) °С, (+ 50 ± 3)°С и при влажности (95 ± 3) % при температуре 35 °С.
Выдержка в климатической камере по каждому виду испытаний - 2ч.
После испытаний линейки не должны иметь следов коррозии, а отклонения от прямолинейности и от номинальных значений длин не должны превышать значений, указанных в пп. 2.2 - 2.4; 2.7.
2б1; 2б.2. (Измененная редакция, Изм. № 3).
3. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение линеек - по ГОСТ 13762.
Разд. 3. (Измененная редакция, Изм. № 3).
4. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
4.1. Изготовитель гарантирует соответствие линеек требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
Гарантийный срок эксплуатации - 12 мес. со дня ввода линеек в эксплуатацию.
(Измененная редакция, Изм. № 1, 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24.10.75 № 2690
Читайте также: