Ток для резки металла
Обновлено: 18.04.2024
Что же со сварочным током? Как вы уже, надеюсь, поняли, чем больше сварочный ток, тем больше энергии передается в зону сварки, тем сильнее и глубже плавится металл и тем более 'толстые' изделия вы можете соединять. А чтобы передать ток большей силы, нужен более толстый проводник. Соответственно, мы можем выйти на прямую зависимость: толщина металла - толщина электрода - сила тока. Часто на сварочных аппаратах наносят таблички соответствия толщины электрода и сварочного тока. Я рекомендую вам не воспринимать подобные таблицы как догму - это всего лишь отправная точка для того, чтобы вы ориентировались. Для домашнего хозяйства вам вполне хватит тока до 160А, который позволяет использовать электрод 4 мм. На моей памяти я очень редко применял этот диаметр электродов. В основном - это 2 и 3 мм. Существует еще диаметр 2.5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М (типы для углеродистых сталей). Ориентировочно сила сварочного тока может быть определена по формуле: I=Kdэл. Где К- опытный коэффициент, равный 40-60 мм для электродов из низкоуглеродистой стали и 35-40 мм для электродов со стержнем из высоколегированной стали, а dэл - это диаметр вашего электрода.
| Толщина металла, мм | 2 | 3 | 4 - 5 | 4 - 5 | 5 - 10 | 5 - 10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40 - 80 | 80 - 120 | 100 - 150 | 160 - 200 | 160 - 210 | 180 и более |
Резка металла сваркой, сварочным аппаратом, прожиг
Теперь порассуждаем - что произойдет, если мы возьмем электрод, диаметром 2 мм для листа стали 2 мм, а ток выставим порядка 100А, который обычно соответствует диаметру электрода в 3 мм? А произойдет вот что - и электрод и сталь начнут активно плавиться и испаряться. Подавать электрод в зону сварки придется очень интенсивно. Никакую ванну вы не получите, а получите т.н. сквозной прожиг. Вроде неприятность, но повернем его во благо - начнем двигать электрод поступательно, контролируя возникновение прожига. И о чудо, мы режем сталь! Причем, таким образом, вы сможете разрезать достаточно толстостенный лист. Конечно, качество кромок будет намного более низким, чем при резке углошлифовальной машиной (болгаркой), но этот способ иногда вполне применим, когда не предъявляются высокие требования по качеству кромок. Ток для резки металла обычно выше на 25-30% тока, необходимого для сварки.
Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его 'держак'). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения. Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз - 10-20° вниз от горизонтали. Кроме того процесс определяется направлением движения. При сварке углом 'вперед' (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины. В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков - например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения. В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга 'отталкивают' расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под 'прямым углом' (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Самый распространенный способ - 'углом назад'.
При сварке 'углом назад' глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл. Это вызывает быстрое остывание металла шва. Это отрицательно сказывается на качестве шва. Шов получается неравномерный, чешуйками и значительными перепадами по краям к основному металлу. Необходимо поддерживать такой угол, чтобы жидкий шлак следовал непосредственно за электродом и не вытеснялся силой дуги.
'Поскольку полярность 'электрод-изделие' меняется 50 раз в секунду, то это вызывает . ' мммммм, то есть вы не в курсе, что частота переменного тока 50гц, что вовсе не означает смену 0/фаза 50 раз в сек. Или вы тоже считаете, что '+' это поток протонов, а 'минус' электронов? Я вообще считал, что ноль подсоединяется к изделию, а фаза подается к электроду. Читать ответ.
Сам я работаю сварщиком 25 лет. Умею все, но объяснять не горазд. Сейчас мой сын решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ.
Почему крошится, трескается, разрушается бетон в фундаменте, дорожке, .
Залили летом дорожку и фундамент. После зимы видны серьезные разрушения, наблюда.
Садовая скамейка своими руками на дачном участке.
Конструкция садовой скамейки. Как сделать своими руками удобную лавочку на даче.
Почему дома холодно, куда уходит тепло, потери тепла.
Почему дома холодно? Куда уходит тепло? Как сделать, чтобы было тепло? Потери те.
Столбы забора, ограды своими руками. Поставить, установить, вкопать са.
Столбы для забора, ограды. Сделаем хорошую опору для забора, чтобы забор прослуж.
Соединим алюминиевый, медный провод. Кабель, проводка. Квартира, дом, .
Как соединить алюминиевый и медный провод? Соединение медных и алюминиевых прово.
Как обеспечить безопасность электропроводки? Как установить автоматы и.
Как обеспечить безопасность электропроводки? Автоматика. Электрический автомат, .
Закрыть стык ванны + стены, плитки, кафеля. Клеим, наклеим, приклеим б.
Как надежно и долговечно закрыть стык ванны и стены? Если стена из панелей, плит.
Сила тока при резке покрытыми электродами
Ампер Андре Мари физик и математик. Родился в 1775 по 1836 год во франции. На ряду с многочисленными опытами смог описать и сформулировать закономерность магнитной силы между двумя источниками электрического тока. Внеся огромный вклад в развитии электричества современного мира. Ампер является основной единицей измерения в системе СИ обозначается буквой"А"
Род тока
Разнородность тока ни столь велика. В основе лежит переменный, постоянный. Разберем переменный ток и чем он хорош.

Мы видим на графике амплитуду. Которая меняет свое значения от плюса к минусу. В России частота колебаний 50Гц в секунду. Сила тока напрямую зависит от напряжения и мощности источника. Именно с такой частотой плавно плюс переходит на минус. Если рассмотрим постоянный ток то картина будет совсем другая.
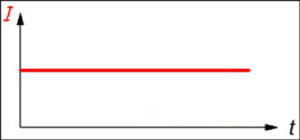
Здесь мы видим неизменную прямую линию напряжения. Это касается постоянного источника питания. Пример аккумулятор. Есть другой вид постоянного тока с названием импульсный.

После выпрямления и сглаживающих фильтров переменного тока мы имеем пульсацию положительного заряда и отрицательного. Уточню график минуса дублируется как у плюса но в нижней части вертикальной оси. Перейдем к части проводимости тока в металлах.
Пояснение и общее понятия структуры
Все металлы состоят из атомной кристаллической решетки. Чем сложнее атомная структура тем труднее электроны проходят сквозь неё. По этой причине к электродам есть определенные требования по роду тока указанные в паспорте на упаковке. Есть группа электродов специально предназначенные для резки металла.
Амперы нам помогут резать
Идеальный случай резать металл электродом. Если сварочный аппарат имеет достаточную мощность, знаем что за сталь, электроды специальные для резки. Тут просто увеличиваем силу тока на 30% и получаем нужный результат. А что делать если мороз на улице в 30 градусов, да сварочный аппарат хилый и вольт в сети 150. Разберем все по этапом.
- В хороших условиях. Зная род используемого тока, электроды для резки, сам материал, положительную температуру, низкую влажность, мы выставляем мощность нашего сварочника согласно паспорту электрода и режим.
- Случай за отсутствие других электродов которыми варим. Просто выставляем мощность на 30-40% от самого высокого номинала по данным. Это спасет положение.
- Если условия критические, а сварка металла проводиться на всей силе сварочного прибора. То приобретаем специально для реза электрод на один диаметр меньше. В связи отсутствием спец марок берем тот же тип которым варили ранее, но уже на два диаметра меньше.
- При возможности прогревайте место где будете отрезать. Это сократит время и не спалит ваш агрегат. Место обязательно зачистите, для хорошего горения дуги.
- При большой толщине металла есть возможность выдувать сварочную ванну компрессором. Это в исключительных случаях. Скорость потока воздуха целенаправленное с соблюдение всех мер техники безопасности. Шутки плохи с горящими брызгами.
В заключении скажу это ни все случаи которые здесь описаны. Самые необходимые знания и понятия связанные с вопросом сколько нужно ампер при резке металла электродом.
Производство угольных электродов

Диаметр и размер электродов обязательно необходимо учитывать при выборе данного инструмента, ведь рекомендуется производить подбор расходных материалов именно исходя из этих параметров. Иногда происходит такое, что при спаивании тонких пластин из металла нужно пользоваться специализированными инструментами, ведь данный процесс очень сложный и трудоемкий. Нужно приобрести специальные инструменты и материалы а также такие работы в состоянии произвести только опытный специалист. Часто такие металлы пытаются соединять между собой с помощью газовой сварки, однако не у всех существует такая возможность, поэтому приобретаются тонкие электроды для сварки.
Сварка тонкого металла электродом
Не все производители занимаются созданием материалов, которые полностью соблюдают такие запросы потребителей, ведь в большинстве случаев минимальная толщина электродов составляет 2 мм. Ну а действительно тонкие электроды имеют меньший диаметр, чем 2 мм. В тех электродах, которые предназначаются для тонких металлов, обмазка и материал на стержне находятся в полном соответствии друг с другом. Обычно они составляют 1/3 от общей массы электродов. Данные инструменты довольно сложные в создании, ада и применяют их только в редких случаях. При появлении специальных инверторов, которые используются в домашних условиях и имеют небольшую мощность, теперь намного чаще используют тонкие электроды, ведь мощность данного аппарата не выдерживает большие размеры электродов, и не может расплавить их до необходимого состояния.
Если необходимо применить дуговую сварку, то тонкие электроды в этих случаях довольно сложно использовать, ведь плавятся они намного быстрее, чем стандартные инструменты для сварки. Именно поэтому рекомендуется тщательно подбирать режим, вот только в некоторых случаях даже этого бывает недостаточно. Необходимо проводить такие работы только настоящим профессионалам, ведь материал можно переплавить и привести в негодность. Также оборудование должно соответствовать всем необходимым требованиям, например стоит пользоваться надежным держателем. Который будет крепко удерживать электрод на одном месте. Сварочный трансформатор должен регулироваться, чтобы точно выбрать необходимую силу подачи тока. Процесс проходит намного быстрее, чем в стандартных условиях, поэтому все действия необходимо производить быстро и с высокой точностью.
Резка угольным электродом с помощью воздушной струи
Этот процесс может быть использован для резки различных металлов. Его можно использовать не только для резки, с его помощью в металле делают всевозможные выемки. Для резки используется источник постоянного или переменного тока. Ток от источника идет по двум кабелям, один подключен к электродному держателю, другой – к заготовке. В этом процессе металл плавится электрической дугой, а затем сдувается струей воздуха. Струя воздуха может подаваться от баллона или компрессора. Подача воздуха контролируется с помощью рычага на держателе электрода. Длина угольного электрода должна быть установлена так, чтобы струя воздуха эффективно выдувала расплавленный металл.
Схема резки угольным электродом с помощью воздушной струи.
Кислороднодуговая резка
В этом процессе дуга разогревает основной металл, а затем раскаленный металл разрезается с помощью струи кислорода. Это довольно быстрый процесс, используемый для резки сталей и других металлов. В оборудование входит специальный электродный держатель с пустотелым электродом. Поток кислорода контролируется с помощью регуляторов на держателе и на баллоне. Для горения дуги может использоваться постоянный или переменный ток, который подается по двум кабелям. Один подключен к держателю, другой – к заготовке. Для резки сначала зажигается дуга, затем, когда образуется расплавленная точка, с помощью рукоятки регулятора на держателе открывается поток режущего кислорода, он быстро окисляет металл и выдувает его. Этот процесс может использоваться как на воздухе, так и под водой.

Схема кислороднодуговой резки.
Резка неплавящимся электродом в среде защитного газа
В этом процессе в качестве источника тепла используется дуга между электродом и основным металлом. Защитный газ выдувает расплавленный металл. Данный процесс используется для резки нержавеющих сталей, алюминия, никеля и других металлов. Горелка, в которой крепится неплавящийся электрод, оснащена водяным охлаждением. В качестве защитного газа используется аргон, гелий или водород. Для обеспечения горения дуги используется постоянный ток прямой полярности. Сварщик управляет величиной тока, подачей воды и защитного газа. Движение горелки может управляться как вручную, так и автоматически. Защитный газ выполняет две функции. Он сдувает расплавленный металл и защищает разрезаемую поверхность от окисления.

Схема резки неплавящимся электродом в среде защитного газа.
Резка покрытым электродом
Этот процесс использует дугу, горящую между электродом и основным металлом. Применяемый электрод покрыт слоем флюса. Движение электрода контролируется вручную. Нагрев металла регулируется длиной дуги, величиной тока и материалом электрода. Этот процесс используется в основном при потребности в нетрудоемкой резке.

Схема резки покрытым электродом.
Плазменная резка
В этом процессе для расплавления и резки металла используется электрическая дуга и поток ионизированных газов. Данный способ применяется для быстрой резки алюминия, нержавеющей стали и других металлов. Плазменная резка также может использоваться для резки неметаллических материалов, например бетона. Установка для резки снабжена специальным режущим соплом, охлаждающимся водой, в котором установлен неплавящийся электрод. Обычно это автоматизированный процесс.
Схема плазменной резки.
Резка кислородным копьем
В этом процессе горение смеси кислорода и горючего газа разогревает металл, а струя кислорода, направленная на уже разогретый металл, разрезает (сжигает) его. Кислородное копье представляет собой прямую железную трубку с регулятором. Копье шлангом присоединяется к кислородному баллону. Резка кислородным копьем может использоваться вместе с обычной кислородной резкой. Кислородное копье направляется в щель, образовавшуюся при резке горелкой. Это позволяет резать металл очень большой толщины. Кислородное копье часто меняется по причине его постепенного расплавления.
Как варить тонкими электродами
Обмазка создает особую защиту, однако она довольно небольшая, ведь диаметр электрода также маленький. Вот только этого вполне может хватить, ведь и ванна сварочная также небольшая. Рекомендуется пользоваться дополнительным флюсом для металла, чтобы сделать сваривание более качественным и обеспечить дополнительную защиту шву. Именно поэтому необходимо постоянно регулировать глубину проваривания, чтобы металлы хорошо схватились друг с другом, но не образовались дыры. Необходимо знать, что при сваривании тонкого металла может произойти деформация деталей от воздействия высоких температур. Именно поэтому шов нужно делать при помощи небольших полосок. Также стоит сделать по всей длине деталей прихватки, чтобы избежать сгибов.
Электроды для тонкого металла
Электроды, предназначенные для сваривания металлов диаметром 1 мм являются узкопрофильными, поэтому их используют настоящие профессионалы, и то только в некоторых, особо сложных ситуациях. Однако аналогов им нет, поэтому мастера обязаны иногда пользоваться ими. Нужно только подобрать их правильно, а затем пользоваться ими только с соблюдением всех правил, чтобы не допустить брак.
Положительные стороны
- единственный материал такого типа, при использовании которого осуществляется дуговая сварка тонких изделий без порчи изделий;
- стоимость сравнительно приемлемая, поэтому можно сразу приобрести большую упаковку электродов;
- физические свойства и состав практически такой же, как и у электродов более толстого диаметра;
- электроды быстро просушиваются и накаливаются, поэтому подготовка проходит максимально быстро.
Отрицательные стороны
- электроды с небольшим диаметром нельзя использовать при сваривании толстых и массивных деталей, ведь не в состоянии проварить материал до необходимого состояния;
- работа с ними довольно сложная, ведь здесь необходима совершенно другая техника сваривания заготовок;
- расходный материал постоянно нужно менять, ведь электроды тонкого размера быстро заканчиваются;
- часто не хватает обмазки, поэтому сварочная ванна может получиться не очень качественной;
- может потребоваться дополнительное приобретение расходных материалов;
- довольно сложно отыскать необходимые электроды, ведь не все производители выпускают инструменты нужного диаметра.

Технология резки металла электродуговой сваркой
Процесс резки металла проще сваривания, так как нет особых требований к качеству кромки. Поэтому такая технология оптимальна для обучения, осваивания принципов работы с инвертором.
Перед началом работы необходимо убедиться в исправности всех используемых электрических кабелей. Создание и удержание дуги не вызывает особых сложностей. Она зажигается в результате постукивания или чирканья электрода о металлическую заготовку. Величина тока на инверторе выставляется в зависимости от размеров электродов, толщины материала, вида требуемого разреза. Существуют три основные разновидности разрезов.
Разделительная резка
Материал устанавливается таким образом, чтобы обеспечивалось свободное вытекание расплавленного металла из линии разреза. При вертикальном расположении листа разделительная резка проводится сверху вниз. На горизонтальной поверхности рез выполняется от кромки материала. Если разрезается лист большого размера, начинать процесс можно с отверстия, выполненного в середине заготовки.
Поверхностная резка
Эта разновидность применяется для прокладывания канавок на поверхности материала, выравнивания наплывов и дефектов. В процессе работы электрод должен быть расположен с наклоном 5º-10º к поверхности. При поверхностной резке движение производится с небольшим погружением в создаваемую полость. Если требуется проложить широкую канавку, электродом следует выполнять поперечные движения заданного размера.
Резка отверстий
Эта операция выполняется путём постепенного расширения небольшого отверстия до требуемых размеров. При резке отверстий перпендикулярное расположение электрода допускает небольшие отклонения в сторону образующейся окружности.
Особенности применения разных видов электродов
Для процесса резки металлических поверхностей возможно применение различных электродов:
- металлических плавящихся;
- угольных;
- неплавящихся вольфрамовых.
Резка плавящимся электродом сопровождается выплавлением металла электрической дугой из зоны воздействия. Работа выполняется стальными электродами диаметром от 2,5 до 6 мм, которые отличаются большей тугоплавкостью, чем при сварке. Качественное покрытие (марганцевая руда, поташ) создаёт небольшой козырёк, закрывающий зону дуги, что способствует сосредоточенному нагреву материала.
Угольные электроды применяют в том случае, когда не требуется определённое качество и ширина полученного реза. При работе поверхность материала располагается с небольшим наклоном для облегчения вытекания металла. Таким образом можно обрабатывать заготовки из чугуна, стали, цветных металлов. Оптимальным будет использование электрода толщиной 10 мм.
Электродуговую резку изделий из цветных металлов, легированной стали можно производить неплавящимися вольфрамовыми электродами, которые применяются гораздо реже, чем металлические или угольные. В этом случае резка должна проводиться в защитной газовой среде.
В случае отсутствия специальных электродов, предназначенных для резки материала, могут применяться обычные сварочные. При этом следует выбрать подходящий диаметр: для тонкого металла применяются электроды диаметром 3 мм, для более толстого – от 4 до 6 мм.
Характеристики тонких электродов
Технические характеристики электродов данного образца находятся в прямой зависимости от того, что находится в составе материала, а также от того, какой металл необходимо подвергнуть обработке, какова обмазка и вещества для создания стержня.

Выбор и его особенности
Тонкие сварочные электроды необходимо подбирать по тем же характеристикам и свойствам, что и остальные электроды. Необходимо сначала определиться с составом, рекомендуется, чтобы основной стержень был сделан из того же металла, что и наплавочный металл. Именно от этого зависит, насколько качественным будет данное соединение, ведь нужно сделать так, чтобы на швах не было слабых мест, и структура материала получилась однородной. Также рекомендуется смотреть на то, какие у сварочного аппарата режимы, ведь они должны совпадать с теми, которые подходит для электродов.
Важно! Нельзя проваривать слишком большие заготовки, которые имеют размеры больше, чем сами электроды.
Технология дуговой резки электродами
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и неплавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
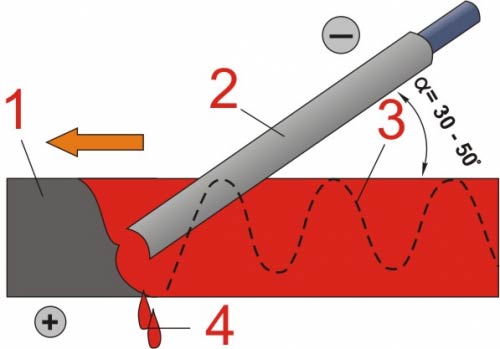
Схема резки металлическим электродом
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низкоуглеродистая сталь | 6 12 25 | 2,5 | 140 | 12,36 7,2 2,1 | Коррозионностойкая сталь | 6 12 25 | 2,5 | 130 | 12 4,38 3 |
| То же | 6 12 25 | 3 | 190 | 13,8 8,1 3,78 | То же | 6 12 25 | 3 | 195 | 18,72 8,7 4,5 |
| » | 6 12 25 | 4 | 220 | 15 9,3 4,5 | » | 6 12 25 | 4 | 220 | 18,9 10,2 5,4 |
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой легированной стали, мм | Диаметр сварочной прволоки, мм | Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
При дуговой резке угольными, графитовыми электродами разделение достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 3).
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемой стали, мм | Диаметр электрода, мм | Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов. Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20—30% больше, чем при сварке) и проплавляют насквозь металл.
Сварочная резка металла

Небольшие частные мастерские занимаются в основном такими операциями, как сварка и резка металлов. Сварочные работы чаще всего выполняются при помощи электродугового способа. Однако, помимо сваривания заготовок, электрическая дуга позволяет также разрезать металлы. В статье поговорим о том, что представляет собой сварочная резка металла, какое оборудование требуется для выполнения этого вида работ.
Сферы применения и оборудование для сварочной резки металла
Электросварка, помимо непосредственно сваривания элементов, позволяет также разрезать их. Оборудование для этого вида работ требуется аналогичное, однако сам процесс заключается в расплавлении металла насквозь, пока заготовки не будут разделены на части. Эта процедура требует применения электрического тока большей мощности.
При помощи резки металла сварочным аппаратом демонтируют металлические конструкции, разбирают старые трубопроводы, разделывают металлолом. К этому способу обращаются, когда необходимо прожечь отверстия или разрезать чугунные конструкции или детали из цветного металла.

Сварочная резка металлов электрической дугой используется при отсутствии возможности либо оборудования, которое необходимо для выполнения газовой резки.
Работы выполняются при помощи:
- сварочного инвертора (трансформатора), производящего ток необходимой мощности;
- молотка по металлу;
- щетки для зачистки;
- электрических проводов с соединительными муфтами;
- электродов и держателей для них.
Сварочная резка металлов представляет повышенную опасность для сварщика. Несоблюдение техники безопасности, а также отсутствие специальной одежды грозит поражением электрическим током. Ультрафиолетовое и видимое излучение негативно отражается на глазах. В процессе резки выделяются вредные вещества, оказывающие отрицательное влияние на органы дыхания. Велик риск получения ожогов кожных покровов раскаленным металлом.
Во избежание вреда здоровью при работе должна быть обеспечена:
- надежная защита металлического корпуса сварочного аппарата;
- принудительная вытяжная вентиляция в помещении;
- специальная защитная одежда (брезентовая роба, рукавицы, защитная маска с затемненными стеклами, обувь с прорезиненной подошвой, респиратор).
Если сварочная резка металла происходит в закрытом помещении, то неплохо, чтобы за действиями работника наблюдал помощник, который при необходимости сможет прийти на помощь.

Технология сварочной резки металлов обладает достоинствами и недостатками, учитывая которые можно облегчить работу и в кратчайшие сроки получить желаемый результат.
Минусы метода заключаются в:
- низкой производительности, обусловленной невысокой скоростью работы;
- плохом качестве реза из-за затвердевания потеков металла с обратной стороны детали.
Из-за названных отрицательных моментов технология не подходит для ситуаций, требующих точной разметки при резке металла.
Основные преимущества резки сваркой заключаются в:
- отсутствии необходимости приобретать специальное дорогостоящее оборудование и инструменты;
- быстром обучении приемам работы и освоении оборудования;
- отсутствии специальных требований к условиям работы;
- возможности использования в работе постоянного или переменного тока.
Своими плюсами обладает и инвертор. Благодаря небольшому весу и максимальным возможностям он позволяет выполнять те виды работ, для которых ранее требовалось наличие тяжелых и сложных устройств. В зависимости от мощности аппарат может весить от 3 до 7 кг.
Рекомендуем статьи по металлообработке
Для транспортировки используется ручка или ремень. Охлаждается инвертор благодаря наличию вентиляционных отверстий в корпусе. Электроэнергия требуется только для генерации электрической дуги, за счет которой и происходит резка.
Инвертор не обладает чувствительностью к перепадам напряжения. Если же перепады носят постоянный характер, то стоит обратить внимание на указанные в паспорте прибора значения.
Виды и технология сварочной резки металла
Прежде чем приступить к работе, необходимо в обязательном порядке проверить, исправны ли шнуры оборудования. Рекомендация опытных сварщиков заключается в том, чтобы обернуть кабель держака вокруг предплечья и в процессе работы прижимать руку к телу, удерживая тем самым шнур. Это позволяет в большей степени расслабить кисть, уменьшая усталость при работе.
Чтобы активировать электрическую дугу, необходимо либо постучать, либо чиркнуть электродом о поверхность металла. Описание может показаться несколько сложным, однако в действительности научиться быстро зажигать и удерживать дугу можно уже со второго-третьего раза.
Резка намного проще, чем сварка металлов, поскольку к качеству работы не предъявляются повышенные требования. Резание наилучшим образом подходит для того, чтобы освоить азы использования инвертора. Попрактиковавшись, можно добиться плавных и ровных краев разрезаемых заготовок.

На устанавливаемый на инверторе ток влияют размер электродов, толщина стали и вид разреза.
Существует три вида реза:
- Разделительная резка. Этот вариант требует установки листа таким образом, чтобы из места реза беспрепятственно вытекал расплавленный металл. Заготовка разрезается сверху вниз. Если металл расположен горизонтально, то движение лучше начинать от кромки листа.
Для больших по размеру заготовок допустимо начинать рез с середины, сделав в листе отверстие. Для этого подходит электрод с диаметром, превышающим толщину обрабатываемого металла. Электрод необходимо разместить перпендикулярно плоскости листа и перемещать его вдоль линии будущего разреза.
При резке металла сварочным инвертором важно учитывать следующее:
- в отличие от плазменной резки, получить ровную линию реза не удастся, поэтому область применения технологии ограничена;
- резка тонких листов требует использования тока большей мощности;
- специальные электроды для резки металла могут быть заменены обычными, в том числе старыми, непригодными для сварочных работ.
Резать металл можно также воздушно- и кислородно-дуговым способами. Обе технологии практически идентичны, за исключением того, что в процессе воздушной резки материал изначально плавится за счет тепла дуги, а потом выдувается сжатым воздуха. При кислородной резке воздух заменен потоком кислорода.
Таким способом обрабатывают детали из нержавеющей стали с толщиной листа не более 20 мм. Кроме того, технология позволяет удалять дефектные части заготовок.
Для резки требуется постоянный ток и графитовые электроды. Подходят также трубчатые электроды. В случае использования последних подача кислорода осуществляется через сквозное отверстие в сварочном стержне. Несмотря на эффективность, сам способ достаточно трудоемок. Подача сжатого воздуха или кислорода к месту разреза намного проще.

Какие электроды используют для сварочной резки металла
- Металлические электроды со специальным покрытием.
Использование этих материалов позволяет повысить качество реза. Благодаря составу покрытия сварочный процесс становится более комфортным, а кроме того:
- предотвращается переход дуги к боковым поверхностям реза;
- обеспечивается стабильность горения дуги и исключается возможность ее гашения;
- создается давление газа в месте обработки, металл в месте реза окисляется.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Учтите, что в процессе резки требуется большая мощность тока, на вид напряжения влияет марка используемых электродов.
От обычных электродов для сварки расходники со специальным покрытием отличаются повышенной тепловой мощностью дуги, высокой теплостойкостью обмазки, интенсивной окисляемостью жидкого металла.
С помощью металлических расходников можно эффективно удалять дефектные швы, прихватки, заклепки, болты, разделывать трещины.
При отсутствии информации на упаковке необходимо прокаливать сварочные материалы в течение одного часа при температуре +170 °С.
Ручная сварочная резка металлов позволяет применять обычные сварочные электроды, достаточно на 30–40 % увеличить силу тока. На вид напряжения влияет марка используемых электродов.
Впрочем, обычные электроды обладают определенными недостатками:
- повышается расход электродов и электроэнергии;
- обмазка некоторых стержней не позволяет работать в таких режимах, поскольку покрытие плавится и стекает в рабочую зону, что затрудняет получение качественного реза.
В связи с этим для сварочной резки металлов лучше пользоваться специальными расходниками.
Использование угольных (графитовых) электродов практически аналогично резке с металлическими прутками. Металл полностью расплавляется под воздействием электрической дуги и стекает вниз. Разница заключается в том, что угольные расходники не плавятся, а со временем сгорают. Поэтому в процессе образуется меньше расплавленного металла и шлака, что позволяет получить более чистый срез.
Достоинство угольных электродов заключается также в возможности нагреть их до высокой температуры, при этом сила тока будет незначительной. Температура плавления прутков составляет более +3 800 °С, что делает их более долговечными и экономичными.
Угольные (графитовые) электроды подходят для ручной дуговой и кислородно-дуговой резки.
Для работы необходим постоянный ток прямой полярности, резка выполняется «сверху-вниз». Однако возможно выполнение обработки с использованием переменного тока.
Кислородно-дуговая сварочная резка металлов выполняется при помощи трубчатых электродов. Они отличаются тем, что плавящим элементом выступает не сварочная проволока, а полая толстостенная трубка. Процесс состоит из нескольких этапов:
- дуга возникает между электродом и заготовкой;
- под воздействием дуги происходит плавление металла;
- поступающий из трубки кислород окисляет металл по всей толщине и выдувает его.
Недостаток этой технологии сварочной резки заключается в отрицательном воздействии кислорода на стабильность электрической дуги.
Дуговая резка в защитной среде и плазменно-дуговая выполняется с помощью вольфрамовых неплавящихся электродов.
В первом случае металл режут при повышенной величине тока (на 20–30 % выше, чем необходимо для сварки), и он плавится по всей толщине.
При плазменно-дуговой резке дуга возникает между обрабатываемым металлом и вольфрамовым электродом.
Особенность этого типа сварочной резки металлов состоит в необходимости владения сваркой в совершенстве. Этот навык поможет легко выполнять работу. Умение правильно возбуждать дугу, вести шов и создавать качественные соединения поможет в грамотном разрезании металла.
Еще раз отметим, что подобная технология не позволит добиться аккуратной кромки реза. Она помогает быстро разрезать заготовки, не требующие высокой точности.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: