Токарный станок по металлу иж 250 характеристики
Обновлено: 05.07.2024
Токарный станок ИЖ-250 – легендарное детище советского завода ИЖМАШ. Агрегат проектировался для выполнения широкого спектра токарных работ. Интересен тот факт, что машина выпускалась в нескольких модификациях, которые представлены ниже:
- ИТВМФ1 – агрегат, опционально укомплектованный числовыми индикаторами, повышающими удобство работы за станком и точность операций.
- ИТВМ.03 – модель, в которой увеличено межцентровое расстояние для более удобной обработки заготовок нестандартного формата.
- ИТПМ – техника, актуальная при выполнении тех операций, где точность не важна.
Специфика агрегата
Конструкцией станка ИЖ 250 предусмотрен обширный диапазон подач и оборотов, что позволяет подобрать наиболее подходящий режим обработки заготовки. Машина может похвастаться наличием преселективной системы управления передачами шпинделя. Эта особенность дает возможность мастеру заранее подготовить включение нужной скорости в процессе работы агрегата. Отдельного внимания заслуживает мнемоническое управление подачами, которое осуществляется перемещением рукояти.
Токарный станок ИЖ укомплектован системой фиксации головки резца, исключающей малейшие зазоры. Это делает работу за станком предельно точной и жесткой, что отражается на качестве работы в целом.
Занимательно то, что в токарном станке ИЖ 250 предусмотрена автоматическая смазка ходового винта в процессе создания резьбы. Особая схема шпиндельного узла в свою очередь обеспечивает оперативную смену ремней, не требующую тщательной разборки всей конструкции. Все это отражается на скорости и качестве выполнения операций.

Некоторые модификации токарного станка ИЖ имеют прочную станину из высокопрочного чугуна, обеспечивающую достойную жесткость при работе. В этих же модификациях предусмотрены закаленные направляющие, которые делают перемещение инструмента максимально удобным. Агрегаты также комплектуются особыми деталями, которые предотвращают чрезмерную нагрузку на основные механизмы подач.
Устройство
Токарный станок ИЖ 250 оснащен мощным электрическим двигателем, который передает движение посредством 12-скоростного редуктора. Встроенный мотор рассчитан на работу в режиме 380 В. Его номинальная мощность – 3 кВт.
Агрегат укомплектован закрытым фартуком. Подачи суппорта в обоих направления осуществляются мастером вручную или с помощью ходового валика. Закрытый фартук также обеспечивает эффективное и точное нарезание резьбы посредством ходового винта. При этом мастер управляет подачами с помощью рукояти. Направление включения рукояти и направление движения суппорта идентичны. Немалый плюс конструкции состоит в том, что ходовой валик и винт не могут быть запущены одновременно, что обеспечивает встроенное блокировочное устройство.

Если станок ИЖ 250 укомплектован системой цифровой индикации, то это в значительной мере расширяет его функциональность. Эта опция позволяет проводить контроль размеров в дюймах или миллиметрах с точностью 0.1-100 мкм. СЦИ повышает точность обработки деталей, так как дает возможность осуществлять линейную компенсацию погрешностей механических деталей агрегата. Таковой может выступать, к примеру, износ направляющих.
В модели токарного станка ИЖ 250 предусмотрена особая коробка подач, которая обеспечивает значительный диапазон вариаций резьбы. Если у мастера возникает необходимость предельно точного нарезания – ходовой винт может быть напрямую соединен с гитарой, что позволит достичь нужного результата.
Технические характеристики
Токарный станок ИЖ 250 – это многофункциональное оборудование, что подтверждается не только отзывами мастеров, но и цифрами. Предельный диаметр прутка в патроне составляет 24 миллиметра. При этом диаметр обработки над станиной и суппортом составляет 240 и 168 миллиметров соответственно. Предельное сечение резца – 16х16 миллиметров.
Конец шпинделя, предусмотренного конструкцией ИЖ 250, соответствует ГОСТ. ИЖ 250 демонстрирует интенсивность вращения шпинделя, измеряемую 2500 оборотами в минуту, благодаря мощному 3-киловаттному мотору главного движения.
Этот станок имеет серьезные габариты, равные 1790х810х1400 миллиметров. При этом его масса достигает 1180 кг, что заметно затрудняет его перемещение из цеха в цех.
Место модели в современном мире
Несмотря на то, что токарный станок ИЖ 250 был спроектирован еще в СССР, он выпускается и в наши дни без существенных изменений. Это – довольно бюджетное техническое решение, которое, тем не менее, активно вытесняется современными дорогими аналогами. Сегодня мастеру доступны более качественные и надежные агрегаты, укомплектованные системой компьютерного проектирования и рядом других полезных функций. По классу точности ИЖ 250 отстает от современных машин, равно как и по параметрам эргономичности, производительности и т.п.

Мастеру нужно понимать, что возможностей этого агрегата будет достаточно для выполнения ряда токарных работ, не требующих предельной точности. Но не стоит ожидать от ИЖ 250 высокой производительности из расчета на единицу времени. Если же вам нужен обыкновенный надежный агрегат, который стоит смешные деньги, то обратить внимание на ИЖ 250, все-таки, стоит.
ИЖ-250П Станок токарно-винторезный повышенной точности
Схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П - Ижевский машиностроительный завод "Ижмаш", основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе "Ижмаш" начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы "Леве" с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали "Удмурт", "Удмурт-2" (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 - станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели - конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной - 1420/2800 об/мин, мощностью - 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором - 1400 об/мин, мощностью - 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения - 2800 об/мин, мощностью - 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель - Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска - 1963 год.
Технические характеристики и конструктивные особенности токарного станка ИЖ-250
Токарный станок ИЖ 250 до настоящего времени справедливо считается одной из самых популярных моделей своего класса несмотря на то, что выпускается с начала 60-х годов прошлого века.
Производитель его («Ижмаш») обеспечивает высокое качество сборки и долговечность. На базе этой модели разработаны и выпускаются и модифицированные версии. Правильно оценить достоинства станка поможет знание его особенностей и технических возможностей.

Какие задачи решает агрегат?
Токарный, а точнее, токарно-винторезный, станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет применять ИЖ-250 в приборостроении, машиностроении и изготовлении инструментов.
Основные технические характеристики
Базовая модель токарного станка имеет следующие основные технические параметры:
- максимальный диаметр детали при установке над станиной (категория «Диск») – 25 см;
- максимальный диаметр детали, устанавливаемой над суппортом (категория «Вал») – 12,5 см;
- расстояние между точками крепления – 50 см;
- высота расположения центров – 150 мм;
- стандартная мощность электродвигателя – 2400 и 3000 Вт;
- полная масса оборудования – 1500 кг.
Обеспечивается класс точности обработки В по ГОСТ 8–82.

Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.
Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование. Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.

Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.

Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
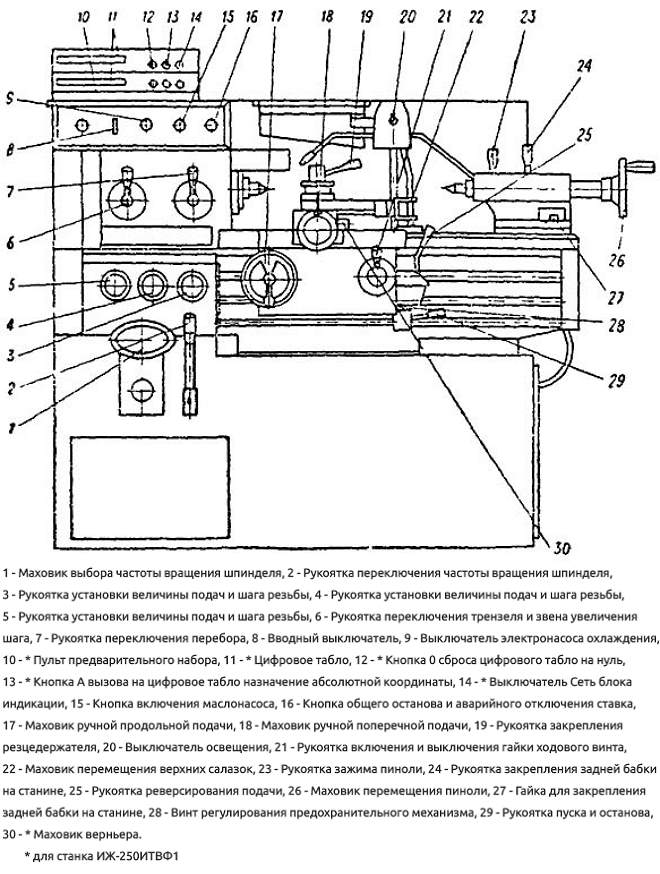
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Управление подачей производится рукояткой. Блокирующее устройство предотвращает одномоментное включение разных направлений подачи, ходового валика и винта.

В систему управления станком входят следующие элементы:
- маховик выбора и ручка переключения частоты вращения шпинделя;
- рукоятки установки подач и шага резьбы;
- рукоять трензеля и перебора;
- штурвал ручной продольной и поперечной подачи;
- ручка крепления резцедержателя и гайки ходового винта; штурвал верхних салазок;
- рукоятки закрепления пиноли и задней бабки;
- ручка реверсивной подачи;
- колесо движения пиноли;
- маховик верньера;
- рукоятка пуска и остановки;
- винт регулировки предохранительного устройства;
- наборный пульт;
- сетевой выключатель;
- выключатели охлаждения, маслонасоса, блока индикации, освещения, аварийной остановки;
- цифровое табло и кнопки вызова на нем информации и сброса ее.
Шпиндель
В ТВС ИЖ-250 шпиндель смонтирован на подшипниках скольжения из бронзы, с возможностью регулировки. Частота вращения может изменяться в широких пределах.
Предусмотрена 22-х ступенчатая ее регулировка, причем 12 ступеней устанавливается за счет клинового ремня, а 10 ступеней – с помощью коробки в передней бабке. Пределы изменения скорости – от 15 до 2000 об/мин.

На конце шпинделя выполнена резьба М68х6, что позволяет устанавливать стандартный патрон (диаметр 200 мм) через промежуточный фланец с резьбой. В шпинделе предусмотрено отверстие диаметром 33 мм для прутка размером 30 мм. Тип инструментального конуса – Морзе 5.
Подачи и резьбы
Подача суппорта осуществляется в ручном или механическом режиме в продольном и поперечном направлении. Ручное перемещение производится с помощью соответствующего штурвала. Параметры механической подачи:
- диапазон подачи в продольном направлении – 0,06-2,18 мм/об;
- диапазон поперечной подачи – 0,01-1,07 мм/об.
Нарезание резьбы происходит при включении ходового винта. С помощью рукояток устанавливаются ее параметры. Станок способен обеспечить такие диапазоны шагов для резьбы разного типа:
- метрическая – 0,1-6,2 мм;
- модульная – 0,2-6,5 модулей;
- дюймовая – 3,5-26 ниток на дюйм.

Передняя бабка
В передней бабке ТВС ИЖ-250 расположены такие элементы: приемный шкив, шпиндель, перебор (1:8) и звено резьбового шага.
Она обеспечивает дополнительное регулирование вращения шпинделя через шестеренчатую гитару.

Фрикционная муфта
Фрикционная муфта станка выполнена в виде консоли и предназначена для передачи вращательного момента рабочим узлам. В ИЖ-250 она имеет квадратную форму и содержит 8 основных элементов.
Тормоз редуктора
Ускорить снижение скорости вращение и произвести полную остановку позволяет тормоз, который соединяется с фрикционной муфтой. В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.

Коробка подач
Устройство коробки подач станка требует внимательного изучения перед работой на оборудовании. Она задает скорость перемещения суппорта и ходового винта.
При проведении токарных работ крутящий момент от шпинделя передается на вал коробки клиновым ремнем, а при нарезании резьбы – через шестеренчатую гитару.
Управление осуществляется 4-мя рукоятками. Они включают движение суппорта или ходового винта, а также параметры подачи и резьбы.
При небольшой скорости вращения переключение допускается на ходу. Для правильной установки существуют таблицы резьбы и подачи.
Схема кинематическая
Кинематика узлов ТВС ИЖ-250 достаточно сложна, а ее схема предназначена для специалистов. Основной привод осуществляется электродвигателем через редуктор, обеспечивающий 12 ступеней регулировки скорости вращения.
Далее, вращательное движение передается через ременную передачу. Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Упрощенно схему можно проиллюстрировать следующим образом. Редуктор в виде 4-х осной коробки передач расположен в левой тумбе станка.
От него клиновидный ремень передает вращение шпинделю. На приводном валу редуктора предусматривается фрикционная муфта с тормозом.
От шпинделя движение переходит в коробку подач, откуда через выходной вал вращательный момент передается на ходовой валик суппорта или ходовой винт для нарезания резьбы. В фартуке суппорта вращение преобразуется в поступательное перемещение.

Электрическая принципиальная схема
Принципиальная электрическая схема оборудования приведена ниже. В ТВС ИЖ-250 установлена следующая электрическая аппаратура:
- Асинхронный, трехфазный электродвигатель ФТ42-4/2 с переключением мощности 2,6 и 3 кВт и скорости 1420 и 2800 об/мин для обеспечения основного привода.
- Электродвигатель асинхронного типа с короткозамкнутым ротором мощностью 0,2 кВт и скоростью 1400 об/мин для маслонасоса.
- Двигатель мощностью 0,12 кВт, скоростью 2800 об/мин для охлаждающего насоса.
- Пускатель ПМИ-1.
- Реверсивный пускатель для главного электродвигателя – ПМИ-1Р.
- Тепловое реле РТ-1 для защиты электродвигателей.
- Автоматические выключатели на 63–100 А.
Электрическая схема обеспечивает запуск и отключение электродвигателей, управление скоростным режимом, защиту от непредвиденных обстоятельств.

Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Насколько используется модель сегодня
Серийный выпуск ТВС ИЖ-250 начат в 1964 году, но и в наши дни станок не потерял актуальности. Базовая модель практически не претерпела изменений.

Современные технологии позволили повысить качество сборки оборудования, что увеличило точность обработки и долговечность техники. В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТВМФ1
Модель оснащена дисплеем с современной индикацией.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Подробный обзор токарно-винторезного станка ИЖ 1И611П: технические характеристики
В данной статье рассматриваются преимущества и недостатки универсального высокоточного токарно-винторезного станка 1И611П Станок выпускался с 1964 года.
Станок 1И611П по своим параметрам и сейчас обеспечивает качество деталей. Отличается от других станков токарной группы своей надежностью, точностью и отличными эксплуатационными показателями. Они не так производительны и удобны, как современные, на них невозможно нарезать питчевую резьбу, но ценятся среди старых мастеров.

Сведения о производителе Ижмаш
Производителем является Ижевский машиностроительный завод. Строительство начато горным инженером А. Ф. Дерябиным 10 июня 1807 года. Рядом с большим количеством железоделательных станков, которые поставляли качественное железо. Основная продукция завода с начала девятнадцатого века по настоящее время – оружие. Мушкеты потом винтовки, карабины, пистолеты и средства ухода за ними.
В настоящее время Ижевский машиностроительный завод – головное предприятие концерна «Калашников». Является крупнейшим производителем стрелкового оружия военного, спортивного и гражданского направления. Были отдельные производства:
- Мотоциклетное;
- Автомобильное;
- Станкостроительное;
- Инструментальное;
- Артиллерийского вооружения.
В настоящее время завод выпускает много современной высокотехнологичной продукцией военного назначения: БПЛА, боевые роботы, управляемые ракеты.
Токарно-винторезный станок
Универсальный высокоточный токарно-винторезный станок 1И611П сменил своего предшественника токарный станок ИЖ-250 в начале шестидесятых годов и был заменен на станок 250ИТВМ различных модификаций.

Производство станков на оружейном заводе сказалось на качестве оборудования. Применение качественных сталей, высокоточного оборудования для производства, передовых технологий для изготовления деталей и узлов сделало эту марку надежной, точной и востребованной единицей инструментальной группы.
Назначение и сфера применения
Станок предназначен для выполнения чистовых и получистовых работ в единичном или мелкосерийном производстве. В изготовлении деталей из цветных и черных металлов можно
использовать кулачковые патроны, цанговых зажимы и центра. Сравнительно небольшой вес и низкий уровень электропотребления позволяет эксплуатировать в ПАРМ, на корабле, в многоэтажном здании.
Эксплуатационные характеристики и преимущества
Эксплуатационные характеристики устройства позволяют выполнять обработку деталей диаметром:
- над станиной до 250 мм;
- над суппортом до 125 мм;
- наибольшая длина заготовки, которую можно обрабатывать — 500 мм;
- скорость вращения шпинделя изменяется от 20 до 2000 об/мин.;
- диапазон подач продольных от 0,01 до 1,8;
- диапазон подач поперечных от 0,005 до 0,9;
- число электродвигателей – три;
- мощность – три кВт.

Конструктивные особенности станка позволяет выполнять:
- Токарные работы: точение; нарезание резьбы метрической, модульной и дюймовой; изготовления конусных деталей.
- Фрезерные (с использованием четырехкулачкового патрона, фрезерного приспособления на суппорте).
- Шлифовальных (внутренняя обработка в патроне и центрах).
- Обработка концевыми приспособлениями, смонтированными в патроне для сверления.
Габаритные размеры и масса оборудования
Масса станка 1120 кг. Габаритные размеры: 1770 мм х 970 мм х 1300 мм;
Конструктивные особенности
Станок имеет следующие особенности конструкции:
- Фиксация резцовой головки, но без зазора (обеспечивается жесткость и точность).
- В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с электрооборудованием.
- Система отвода и сбора стружки.
- Преселекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки).
- Фартук с защитой от перегрузок и жестким упором при точении.
- Верньерный механизм для точной поперечной подачи.
- На поперечной каретке суппорта механизм для выполнения фрезерных работ.
- Суппорт управляется одной рукояткой по мнемоническому принципу.
- Отсутствие элементов управления с тыльной стороны (можно ставить у стены).
Станина
- Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. Станина закреплена на монолитной трубе. Тут же полка, защищающая ходовой винт от стружки и эмульсии. Внутри станины расположены:
- Электродвигатель главного привода.
- Редуктор изменения скоростей вращения шпинделя.
- Механизмы системы подачи смазки и охлаждающей жидкости.
- Емкость для эмульсии.
- Панель с электрооборудованием.

Передняя и задняя бабка
В передней бабке расположены:
- шпиндельный узел, соединенный с редуктором четырьмя клиновыми ремнями;
- зубчатая муфта, передающая на шпиндель двенадцать скоростей вращения;
- перебор — передает еще двенадцать с помощью специальной рукоятки;
- блокировочный механизм (исключает одновременное включение муфты и перебора);
- устройство изменение шага нарезаемой резьбы;
- трензель, передающий вращение на гитару и далее на коробку передач.
Задняя бабка жестко поджимает длинные детали и повышает точность работы. На этом станке она может смещаться на 10 мм в обе стороны по отношениям к центрам.
Изготовлена в закрытом виде. Служит для подачи движения на суппорт для нарезания метрической резьбы с шагом 0.2–48 миллиметров без добавочных шестерен.

Коробка скоростей
Представляет из себя редуктор из четырех осей с шестернями. При помощи фланцев соединяется с двигателем. Натяжение регулируется тумбами.
Редуктор
Отвечает за частоту вращения шпиндельного узла. Приводится в движение главным электродвигателем, соединенным с ним через фланцы. Редуктор можно перемещать по плоским направляющим для регулирования натяжения ремней. Изменение скоростей производит преселективный механизм, управляемый соответствующим маховиком.

Суппорт и фартук
Суппорт — это механизм для крепления и перемещения инструмента и приспособлений для обработки деталей. Конструкция обеспечивает движение резцедержателя, установленного в верхней части, в любом направлении. Продольное движение обеспечивает каретка, а поперечное – салазки.
Фартук размещен в нижней части суппорта. Устройство ответственно за продольную и поперечную подачу суппорта. Движение возможно в ручном и автоматическом режиме. В фартуке размещены:
- четыре муфты — управляют направлением подач;
- ходовой вал — производит поступательное движение суппорта;
- ходовой винт перемещает каретку в продольном направлении;
- панель управления подачами;
- Блокировочное устройство делающего невозможным одновременное включения винта и ходового вала;
- Механизм защиты от перегрузок.
Шпиндель – полый вал с коническим отверстием. Жестко закреплен на подшипниках в передней бабке. Имеет внутренний конус Морзе для крепления инструмента (например: цанговых зажимов). Снаружи резьба для крепления планшайбы с патроном.
Важно качественное закрепление подшипников шпинделя.

Схема электрическая
Электрическая схема содержит в себе:
- Главный привод – трехфазный асинхронный двигатель мощностью 3 кВт.
- Двигатель привода механизма подачи смазки.
- Двигатель насоса подачи охлаждающей жидкости.
- Трансформатора, выдающего напряжение 36 В для лампы освещения, 60 В для системы торможения и 127 В для цепей управления.
- Устройства защиты и тепловые реле.

Особенности дополнительных деталей
Некоторые узлы сконструированы не так как в других станках токарной группы.
В передней бабке:
- шкив установлен по центру;
- шпиндельный узел имеет двадцать скоростей оборотов;
- гитара для расширения видов нарезки резьбы;
- трензель с приспособлениями для повышения размера шага.
Задняя бабка надежно поджимает длинную заготовку. Может сдвигаться на 1 см обе стороны от центра. Расширяет диапазон видов обработки деталей. Конусная линейка на суппорте дает возможность обработки конусных деталей.
Кинематическая схема

Как работать с оборудованием, паспорт
Конструкция станка предусматривает включение механизма смазки перед включением главного двигателя. Станок относится к профессиональному виду. Время работы в паспорте не указано. Главное, следить за наличием достаточного количества смазывающей жидкости в емкости.
Паспорт станка можно бесплатно скачать по ссылке — Паспорт токарного станка 1И611П
Обслуживание и ремонт
Обслуживание заключается в поддержании уровня масла в системе смазки и периодической очистки от стружки магнитов на спускных пробках масляного бачка и редуктора.
- Смазка в передней бабке производится индивидуальным шестеренчатым насосом. Емкость масляного бачка – восемь литров.
- Смазка суппорта и фартука производится плунжерным насосом, установленным в нижней части фартука.
- Смазка механизмов редуктора и коробки подач осуществляется разбрызгиванием масла, налитого в корпус каждого узла.
- Общее количество масло необходимого для станка – 11 литров. При техническом осмотре следят за наличием масла через глазки указателей масла.
- Запрещается попадание масло или эмульсии на электрооборудование.
- Подшипники двигателей осматриваются не реже двух раз в год.
В случае выключения станка системами защиты, включать его повторно можно, только когда будет установлена причина отключения.
Техника безопасности
Техника безопасности при работе на токарном станке едина для всего металлообрабатывающего оборудования.

Аналоги
ИЖ -250 выпускался до начала выпуска 1И611П. Его конструкция сильно отличалась от последовавшего за ним расположение элементов управления. По назначению применения и размерам заготовок не отличался.
Технические характеристики токарно-винторезного станка ИЖ-250
Хорошо известный большинству специалистов станок ИЖ-250 долгое время выпускался в различных модификациях. Производством данного токарного агрегата, на котором можно выполнять обработку в цанге, патроне и центрах, занимался Ижевский машиностроительный завод. Использовался данный станок для оснащения как крупных, так и небольших производственных предприятий.

Внешний вид токарно-винторезного станка ИЖ-250ИТВ
Технические возможности станка модели ИЖ-250
Станок ИЖ-250 создавался специалистами «Ижмаш» для обработки деталей, отличающихся небольшими размерами. Именно поэтому им активно оснащались приборостроительные и инструментальные заводы.
Станок этой модели способен длительное время обеспечивать высокую точность обработки в том случае, если на нем выполняются получистовые и финишные токарные операции. Для осуществления более грубых технологических операций, при которых на узлы агрегата оказываются значительные нагрузки, лучше использовать модернизированную версию данной модели станка – 250ИТП.
В свое время станок модели ИЖ-250 выпускался в нескольких вариантах конструктивного исполнения:
- ИТВМ03 – агрегат с увеличенным расстоянием между центрами;
- ИТВМФ1 – станок, дополнительно оснащенный цифровой индикацией;
- ИТПМ – модель, используемая преимущественно для выполнения токарных операций, не требующих высокой точности.
Органы управления ИЖ-250
Стоит отдельно сказать о модернизированной модели станка ИЖ-250 – ИТВМФ1. Последний за счет цифровой индикации позволяет выполнять обработку с высокой производительностью. Оператору, работающему на таком агрегате, требуется намного меньше времени для того, чтобы проводить измерение геометрических параметров детали и выполнять пробные проходы.
Цифровая индикация обеспечивает этому устройству еще ряд весомых преимуществ: нет необходимости запоминать обороты лимба и рассчитывать определенные параметры; линейная компенсация неточностей взаимодействия узлов станка, а также износа режущего инструмента в процессе обработки осуществляется в автоматическом режиме, без участия человека.
Технические возможности станка модели ИЖ-250 позволяют с высокой точностью и производительностью выполнять с его помощью нарезание различных типов резьбы (метрической, дюймовой, модульной), поэтому такую технологическую операцию стараются выполнять именно на этом агрегате.
Технические характеристики модификаций токарного станка ИЖ-250
Все основные параметры трех модификаций токарно-винторезного станка ИЖ-250 представлены в таблице ниже.
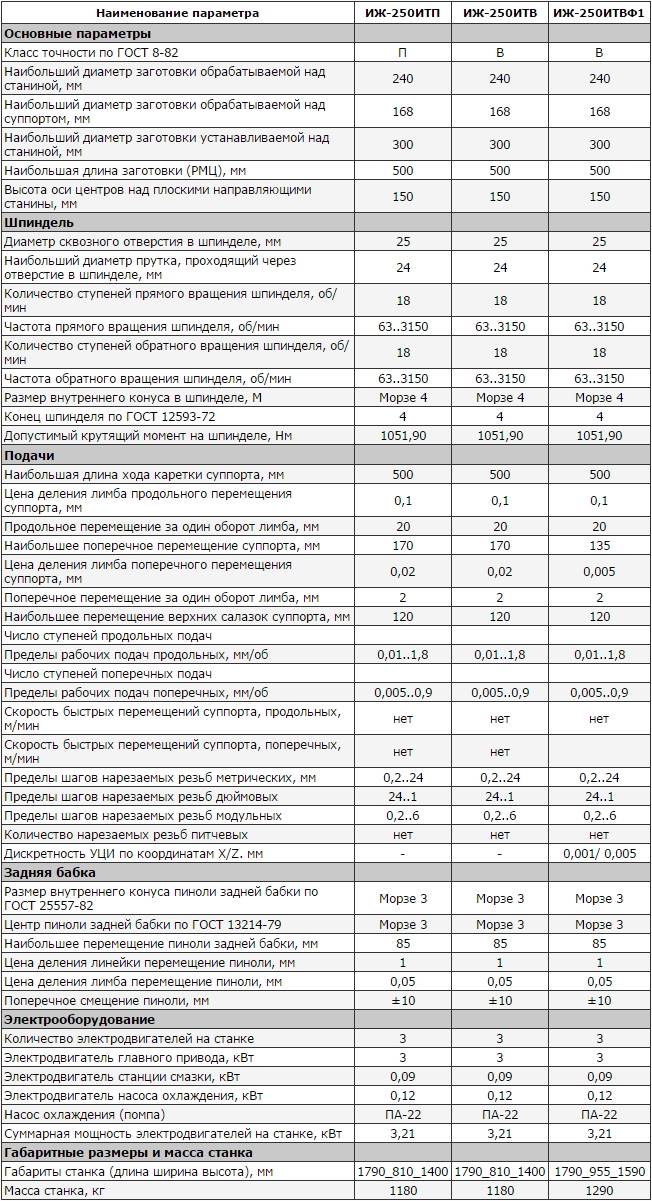
Технические характеристики модификаций станка ИЖ-250
Конструктивные особенности устройства
Токарно-винторезный станок данной модели благодаря некоторым особенностям конструкции обладает рядом особых характеристик. Перечислим эти конструктивные особенности.
- Ходовой винт смазывается автоматически при выполнении резьбонарезных операций.
- Параметры подач и скорости вращения шпинделя могут регулироваться в большом диапазоне.
- Фартук ИЖ-250 оснащен специальным механизмом останова, который позволяет выполнять точение на станке по жесткому упору и защищает коробку и механизмы подач от вероятных перегрузок.
- Фиксация резцовой головки агрегата осуществляется по беззазорной схеме, что обеспечивает высокую точность и жесткость ее установки и положения в процессе выполнения обработки.
- Для выбора скорости вращения шпинделя используется система преселективного управления, которая позволяет заранее при выполнении определенной технологической операции подготовить его последующее включение с заданными параметрами и осуществить его, когда это потребуется.
- Приводные ремни за счет специальной конструкции шпиндельного узла меняются очень быстро и просто, разбирать его для этого нет необходимости.
- Нарезание различных типов резьбы на ИЖ-250 (метрической, модульной, дюймовой) осуществляется не посредством смены шестерен в его гитаре, а за счет универсальности коробки подач.
- Станина ИЖ-250 выполнена из особой марки чугуна – хромоникелевого, а тщательно отшлифованные направляющие на ней закалены с использованием токов высокой частоты.
Управление подачами на станке данной модели реализовано по мнемоническому (облегчающему запоминание) принципу и осуществляется при помощи рукоятки. Согласно этому принципу, направление перемещения рукоятки совпадает с движением подачи, которую будет совершать суппорт агрегата с его резцовой головкой.
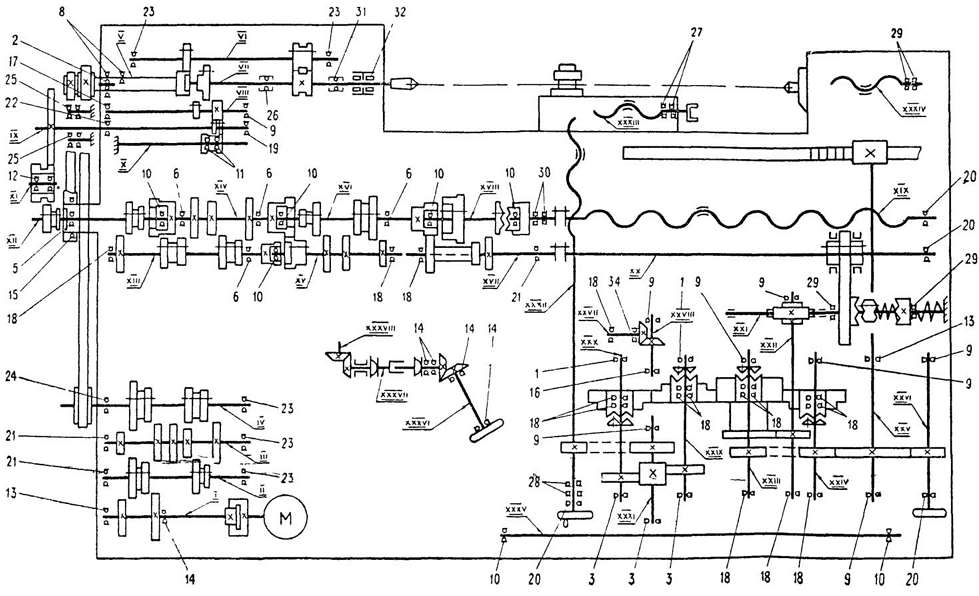
Кинематическая схема ИЖ-250 (нажмите, чтобы увеличить)
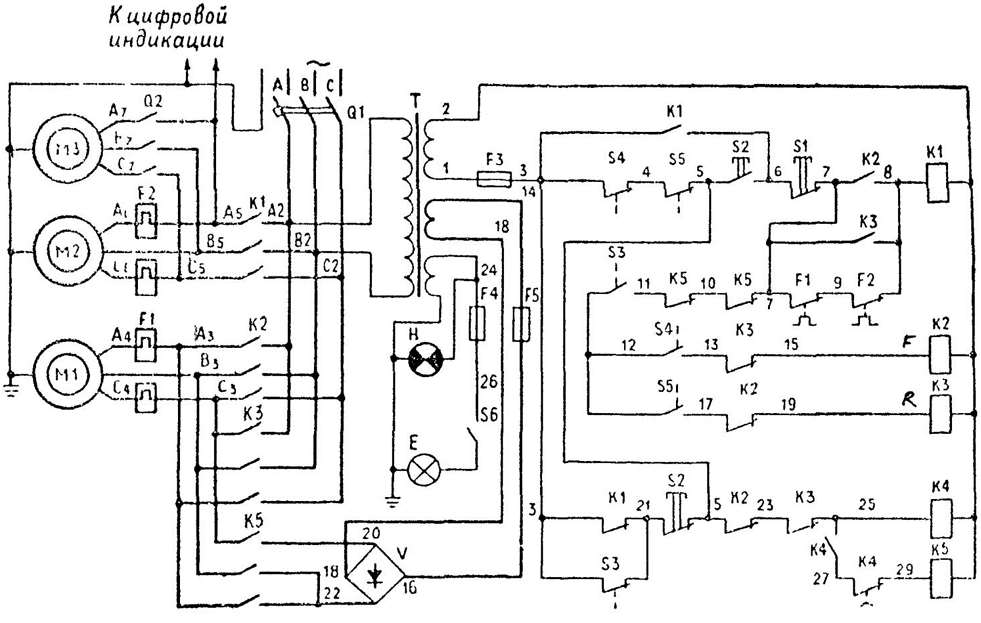
Принципиальная электрическая станка (нажмите, чтобы увеличить)
Правила эксплуатации
Приводной механизм ИЖ-250 оснащен электродвигателем мощностью 3 кВт, 12-скоростным редуктором, системой поликлиновых и клиновых ремней. Переключение скоростей на редукторе осуществляется при помощи специального маховика, который связан с двумя селекторными дисками с системой отверстий. Поворотом маховика создается требуемая комбинация отверстий, в которые входят фиксирующие пальцы рычагов, отвечающих за введение в зацепление блоков шестерен с различными параметрами. После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
На станке ИЖ-250 установлен фартук закрытого типа, механизм которого отвечает за продольные и поперечные подачи суппорта в ручном и механическом режимах, а также за нарезание резьбы, для чего задействуется ходовой винт. Во всех остальных случаях при выполнении различных токарных операций используется ходовой валик.

Станок ИЖ-250 ИТВМ
В фартуке станка ИЖ-250 установлено блокировочное устройство, которое исключает возможность одновременного включения ходового винта и валика, а также продольной и поперечной подач. На лицевой части фартука, что видно по фото или чертежу станка, расположена рукоятка, при помощи которой и осуществляется управление всеми подачами.
Существует еще ряд моментов, на которые следует обращать внимание при эксплуатации станка модели ИЖ-250. Рассмотрим их.
- Отдельные модификации станка данной модели не предполагают использование редуктора для изменения скорости вращения шпиндельного узла, в них настройка данного параметра реализуется за счет изменения частоты вращения вала приводного электродвигателя. На таком токарном оборудовании устанавливаются более мощные электродвигатели – 5,5 кВт.
- К электрической сети станок подключается при помощи пакетного выключателя.
- Для работы станка ИЖ-250 необходима трехфазная электрическая сеть с напряжением питания, равным 380В.
Какую бы модификацию станка данной модели вы ни решили приобрести для своего предприятия, вы получите в свое распоряжение надежное оборудование, позволяющее выполнять металлообработку с высокой точностью и производительностью. Об этом свидетельствуют многочисленные отзывы специалистов о данном агрегате.
Читайте также: