Токарный станок по металлу с ножным приводом
Обновлено: 04.10.2024
Все можно наладить, если вертеть в руках достаточно долго.
Станки
- Токарный станок из дрели
- Самодельный токарный станок по дереву
- Самодельный сверлильный станок
- Станок из электродрели
- Самодельная циркулярная пила
- Циркулярка из "болгарки"
- Самодельный сверлильный станок
- Самодельный трубогибочный станок
- Самодельный станок для заточки пил и фрез
- Станок для изготовление деталей из пенопласта
- Сверлильный станок из дремеля
- Копировальный станок для дремеля
- Универсальный 3D фрезер
- Токарный с ножным приводом
- Инструменты для работы на токарном станке
- Работа на токарном станке по дереву
- Мини токарный из дремеля
Токарный с ножным приводом
Всем юным техникам надо уже сейчас учиться механизировать свой труд, изучать устройство и принцип действия машин, сначала простых, потом все более сложных. Надо учиться строить машины и пользоваться ими. Наша статья должна помочь вам в этом.
Данный токарный станок по дереву с ножным приводом построили юные техники Голобской средней школы Волынской области в середине 60-х годов прошлого века, тогда же была опубликована эта статья в приложении к журналу "Юный техник".
Разберемся в устройстве станка. Он состоит из прочной станины, на которой укреплена основа — два горизонтальных параллельных бруска, называемых параллелями.
Рис. 1 Общий вид самодельного токарного станка.
Слева расположены две стойки, на которых укреплены: внизу — маховое колесо (маховик), вверху, над параллелями,— ось (шпиндель) и ступенчатый шкив (передняя бабка), укрепленный неподвижно.
Справа находится задняя бабка; она может передвигаться по параллелям и закрепляется на них клином или болтом с прижимной гайкой. Эта бабка имеет центр — горизонтальный стержень, поставленный на одной высоте со шпинделем передней бабки.
Между передней и задней бабками установлена подставка — подручник, на который упирают резец во время работы. Подручник может двигаться по параллелям. Он закрепляется в нужном положении при помощи клина или болта с прижимной гайкой.
Шпиндель приводится в движение маховым колесом и педалью. Когда нажимают ногой на педаль, то приходит в движение шатун и вращается маховик. Посредством ремня это вращение передается шкиву. Вместе со шкивом начинают вращаться шпиндель и кусок дерева, зажатый между шпинделем и центром задней бабки. На подручник опирают резец и точат им дерево.
С какой скоростью вращается шпиндель? Это зависит от соотношения диаметров маховика и шкива, которые представляют собой цилиндрические колеса, приспособленные для ременной передачи. Обратимся к законам движения.
Два колеса, соединенные друг с другом ремнем (рис. 2) будут обладать одинаковой линейной скоростью, так как любая точка ремня в каждую единицу времени проходит одно и то же расстояние; следовательно, и любая точка, взятая на окружности каждого колеса, движется с такой же скоростью. Далее известно, что длина окружности колеса равна величине 2╥R. Если колесо делает столько-то оборотов в минуту, то каждая точка его окружности проходит в минуту путь, равный 2╥R1n1 метров. Но на основании первого положения, каждая точка окружности второго колеса должна совершать такой же путь в тот же промежуток времени. Поэтому при радиусе оно сделает другое число оборотов Это выражается формулой:
2╥R1n1=2╥R2n2
Иными словами, число оборотов в минуту, которое совершат два вала, обратно пропорционально радиусам насаженных на них колес, которыми они соединяются друг с другом.
Пользуясь этой формулой и зная число оборотов одного из колес, легко определить число оборотов другого колеса. Предположим, что первое колесо (маховик) делает 100 оборотов в минуту, имея радиус 280 мм. Требуется узнать, сколько оборотов делает второе колесо (шкив), если радиус его равен 70 мм.
Подставляем числовые значения в последнюю формулу и решим задачу относительно n2
Число 4:1, показывающее отношение радиусов колес, называется передаточным числом. Оно позволяет решать задачи для определения числа оборотов одного колеса, если известно число оборотов другого. Для этого достаточно число оборотов умножить на передаточное число.
К этим расчетам придется прибегнуть, определяя размеры ступенчатого шкива.
Приступим теперь к заготовке частей станка. Для этого понадобится хорошее дерево — сухое, без трещин и сучков, непременно твердых пород: дуб, бук, в крайнем случае, береза. Дерево хвойных пород не годится
Заготовьте три бруска для стоек 1, 2 и 3 размером 960х100х80 мм; три бруска (подставки 4 для стоек) — 640х100х80 мм; два бруска (для параллелей 5) — 1400х120х40 мм; шесть брусков (ножки 6 для подставок)— 275х100х80 мм; две планки 7, соединяющие ножки — 1400х50х35 мм; один брусок для задней бабки 8 — 550х100х80 мм; два бруска для подручника 9 и 10 — 250х50х20 мм и 400х60х50 мм; круглый валик 11 для подручника — диаметром 50 мм и длиной 320 мм; три бруска для педали 12 — 1000х80х40 мм, 960х80х40 мм и 530х80х40 мм-два зажимных клина 13 — каждый толщиной 20 мм, длиной 250 мм и шири1 ой с одного конца 40 мм, с другого — 50 мм.
После того как все бруски будут заготовлены, приступайте к разметке (рис. 1) и дальнейшей обработке их.
На нижних концах брусков, предназначенных для стоек 1, 2 и 3, сделайте шипы размером 100х80х30 мм На расстоянии 315 мм от верхних концов сделайте вырезы для параллелей 5 - 120 мм ширины и 25 мм глубины. На расстоянии 100 мм от верхних концов стоек 1 и 2 просверлите отверстия для шпинделя 16 и сделайте выемки для шарикоподшипников (по их размеру). На расстоянии 140 мм от нижних концов этих же стоек просверлите отверстия для оси маховика (коленчатого вала 17) и также сделайте выемки для шарикоподшипников, через которые будет проходить эта ось.
После этого, в бруски 4, предназначенных на подставки для стоек, на расстоянии 365 мм от их передних концов выдолбите сверху гнезда для шипов стоек размером 100х30 мм, а с нижней стороны на расстоянии 20 мм от концов — по два гнезда для шипов ножек 6 размером 60х30 мм. На брусках предназначенных для ножек 6, сделайте шипы размером 80х60х30 мм и вырезы для планок 7 — шириной 50 мм и глубиной 35 мм
Очень ответственная работа — изготовление оси (шпинделя 16) со ступенчатым шкивом 15 — для передней бабки.
Шпиндель можно сделать из отрезка водопроводной трубы или круглого стального стержня диаметром 20—25 мм, с резьбой на одном конце. Эта ось должна вращаться в шарикоподшипниках (рис. 3). Поэтому лучше всего сначала достать подходящие шарикоподшипники, а уж потом, по их внутреннему диаметру, подобрать или выточить ось. Если же шарикоподшипники найти не удастся, то поставьте скользящие подшипники. Их можно сделать из отрезков бронзовой или медной трубки.
Шкив 15 лучше выточить из металла, но можно сделать его и из твердого дерева. Он плотно насаживается на шпиндель и закрепляется контрящим винтом.
Профиль шкива зависит от того, каким приводным ремнем вы воспользуетесь. Для плоского ремня делают цилиндрический шкив, для круглого — желобчатый.
Шкив не обязательно делать ступенчатым, то есть состоящим из двух или трех колес разного диаметра. На описываемом станке ступенчатый шкив поставлен в расчете на то, что со временем к станку будет сделан электрический привод. На станке с ножным приводом можно поставить одинарный шкив.
Теперь нужно решить, с какой скоростью должен вращаться шпиндель, и в зависимости от этого определить диаметр шкива (или трех цилиндрических колес, образующих ступенчатый шкив). Тут надо принять во внимание прочность и устройство станка и размеры деталей, которые будут на нем обрабатываться.
Средняя скорость вращения для станков с ножным приводом составляет приблизительно 300 оборотов в минуту (станки с электрическим приводом обычно дают 700—1500 оборотов). При обработке мелких деталей число оборотов может быть увеличено; при обработке крупных деталей шпиндель должен вращаться медленнее. При большом числе оборотов, болванка может вырваться и ударить работающего.
На станке голобских юных техников, при диаметре маховика в 570 мм, шкивы имеют диаметры в 140, 100 и 70 мм. Значит, передаточные числа равны приблизительно (с округлением) 4:1, 6:1 и 8,5:1. Если предположить, что скорость вращения маховика составляет 80 оборотов в минуту, то при передаточном числе 8,5 : 1 шпиндель будет вращаться со скоростью 680 оборотов в минуту. Такая скорость для станка с ножным приводом великовата. Лучше ограничиться шкивом, рассчитанным на передаточное число 4 : 1 (или, если шкив ступенчатый, то на передаточные числа 4:1,5:1 и 6:1). Пользуясь этими числами определите диаметр шкива сами.
Ширина каждого из трех колес, образующих ступенчатый шкив, равна 35 мм, следовательно, общая ширина шкива — 105 мм.
Диаметр маховика 14 — 570 мм, ширина 95 мм (возможны и другие размеры). Для изготовления маховика надо подобрать и хорошо выстругать сухие доски толщиной 20—25 мм и склеить из них три или четыре (в зависимости от толщины досок) квадратных щита. Для склеивания щитов понадобятся так называемые цвинки — те же струбцины, но более длинные. Сделайте их из брусков. Вложите в две цвинки доски, предварительно смазав их ребра (кроме наружных) горячим столярным клеем, и зажмите двумя клиньями, заколачивая их один навстречу другому. Все это показано на рисунке 4
На заготовленных таким способом щитках разметьте круги. При этом нужно предусмотреть, какой ремень будет применен на вашем станке. Если плоский, то все круги должны быть одинакового диаметра, если же круглый, то диаметр средних (внутренних) кругов должен быть меньше примерно на 30—40 мм Очень аккуратно выпилите круги и наложите друг на друга так. чтобы доски первого круга перекрещивались с досками следующего круга и т. д. Склейте круги вместе и для прочности свинтите шурупами. Но прежде чем делать это, подумайте о том, как утяжелить маховик. Сделать это можно несколькими способами.
Первый способ таков. Во внутренних кругах, как можно ближе к краю, выдолбите или высверлите несколько одинаковых отверстий, располагая их равномерно по всей окружности (рис. 5, а). Эти отверстия залейте свинцом. Вместо свинца можно вложить в них одинаковые куски металла, например большие гайки.
Для утяжеления маховика по второму способу, между наружными кругами помещают не сплошные круги, а маленькие кружки в центре и кольца по окружности (рис. 5, б). В этом случае все круги и кольца надо сначала соединить между собой, а затем просверлить в боковой стенке отверстие и через него заполнить полое пространство внутри маховика сухим песком. Не забывайте при этом встряхивать маховик, чтобы песок улегся более плотно.
Очень важно, чтобы маховик был уравновешен, то есть чтобы груз был равномерно распределен по его окружности
В центре маховика просверлите отверстие по диаметру оси (коленчатого вала 17) По обеим сторонам маховика привинтите металлические муфты, в одной из них нужно просверлить отверстие и нарезать резьбу для контрящего (то есть закрепляющего маховик на оси) винта. Крепление маховика на оси показано на рис. 6.
Ось маховика — коленчатый (вал 17 — сделайте по рис. 1 из стального прута диаметром 20—25 мм (можно подобрать подходящий по диаметру длинный болт и отпилить у него головку). Самому выгнуть такой вал трудно, лучше обратитесь за помощью в кузницу или механическую мастерскую.
Этот вал должен вращаться в подшипниках врезанных в стойки 1 и 2 (рис. 6) Кривошип вала соедините шатуном 18 с педалью 12. Шатун можно сделать и из дерева, и из металла. Устройство шатуна и педали и соединение их ясны из рис. 1.
Теперь приступим к сборке станка.
Сначала соберите все три стойки с подставками вставьте шипы стоек в гнезда подставок, а затем, после подгонки, можете их вкпеить. В вырезы стоек вставьте бруски — параллели 5 (нередко их называют салазками) и закрепите болтами, с гайками и шайбами. Расстояние между стойками 1 и 2 должно составлять 130 мм, между стойками 2 и 3 — 1000 мм. Вклейте шипы ножек в гнезда подставок 4, а когда клей хорошо высохнет, то скрепите их планками 7.
Помните, что для скрепления частей станка можно пользоваться столярным клеем, шурупами, небольшими болтами, но только не гвоздями.
Соберите педаль 12 и прикрепите ее (например, дверными навесками) к передней планке 7.
Вложите в выемки на стойках 1 и 2 подшипники, поместите между стойками маховик и вставьте коленчатый вал. Не забудьте надеть на него две стальные пластинки для закрепления подшипников. Укрепите контрящим винтом маховик и проверьте, вращается ли он строго в одной плоскости, не перекошена ли ось Перекос оси можно устранить, расклинивая подшипники маленькими гвоздями. Когда достигнете правильной центровки оси с маховиком, закрепите подшипники стальными пластинками, а вал — двумя металлическими муфтами с контрящими винтами или шпильками. Под них тоже нужно подложить шайбы.
Соедините кривошип вала с шатуном 18. Здесь также понадобятся шпильки и шайбы.
Смажьте все трущиеся части вазелином и проверьте, хорошо ли действует ножной привод,
В таком же порядке соберите части передней бабки: вставьте подшипники в выемки, насадите шкив на шпиндель, проверьте центровку и все закрепите. Для того, чтобы шпиндель не мог перемещаться в продольном направлении, насадите на него две металлические муфты, заполняющие промежутки между шкивом и подшипниками. Закрепите муфты контрящими винтами.
Теперь наденьте приводной ремень 20 и проверьте передачу вращения от маховика на шкив и шпиндель.
Для цилиндрических шкивов берется плоский ремень шириной в 20—25 мм. Для желобчатых шкивов применяют скрученный сыромятный ремень — супонь. Натяжение круглого ремня отрегулировать легко: достаточно сильнее скрутить его.
Плоский ремень сшейте тонким сыромятным ремешком. Круглый ремень сшейте скобкой из толстой стальной проволоки (рис. 7). Чтобы ремень не скользил, насыпьте под него на шкив и маховик немного канифоли в порошке.
Осталось собрать заднюю бабку и подручник. Это — очень ответственные детали, особенно бабка.
В нижнем конце бруска 8, предназначенного для задней бабки, сделайте два выреза размером 220х80х25 мм с таким расчетом, чтобы после зачистки эта часть бруска плотно входила между параллелями В этой же нижней части, отступя от конца на 60 мм, продолбите отверстие для зажимного клина. В верхней части бруска (на расстоянии 100 мм от конца) просверлите отверстие для прижимного винта (19) с центром и рукояткой.
Прижимным винтом может служить болт с загнутым концом; другой конец его должен быть заточен на конус. Он вращается в двух гайках, укрепленных в бруске (так же, как вы укрепляли подшипники).
Для того чтобы задняя бабка была более устойчивой, привинтите к ней две опорные планки. А чтобы прижимной винт не мог отойти во время работы, приделайте стопор из выгнутого толстого гвоздя или стального прутка с нарезкой и гайкой Все эти части задней бабки показаны на рисунке 8.
Смонтированную заднюю бабку установите на параллели (салазки) так, чтобы центр ее прижимного винта приблизился к центру шпинделя Острия центров должны совпасть; если это не произойдет, необходимо отрегулировать положение задней бабки на параллелях.
На бруске 10 для подручника сделайте с двух сторон вырезы размером 200х20х50 мм. В широком конце бруска продолбите отверстие 25х50 мм; в него вставьте брусок 9 и закрепите маленьким клином. Верхнюю часть бруска 9 срежьте под углом (как показано на рис. 1) Прочно привинтите к ней дощечку длиной 220 мм, обитую жестью (для большей прочности). В валике 11 сделайте два прямоугольных отверстия по 50X20 мм; расстояние между ними—110 мм. Через верхнее отверстие продевается брусок 10, в нижнее вставляется зажимной клин 13.
Теперь нужно оборудовать шпиндель для крепления обрабатываемых заготовок разных размеров. Вспомогательными частями для этой цели служат вилка планшайба и патрон.
Лучше, если шпиндель сделан из трубы. В этом случае планшайбой может служить фланец, навинчивающийся на трубу. В качестве патрона удобно использовать соединительную муфту, так называемую «переходную» — с разными диаметрами. Вилку легко сделать из короткого отрезка трубы," ввинченного в муфту до половины; конец ее нужно сплющить и обработать напильником по рисунку 9.
Таким же способом делают вилку, планшайбу и патрон на шпиндель из стального стержня или болта. В крайнем случае можно просто опилить конец шпинделя и превратить его в вилку, но это менее удобно для работы.
Хорошая работа самодельного станка зависит от точности частей, аккуратности пригонки их друг к другу, прочности соединений. Понятно, станок во время работы не должен шататься, шпиндель бить в подшипниках. Маховик должен вращаться равномерно и строго в одной плоскости. Наконец, закрепление задней бабки и подручника в любом положении должно быть жестким, надежным.
Поэтому необходимо правильно установить параллели, прочно соединить их со стойками, точно подогнать к расстоянию между ними нижние части подручника и бабки. Очень прочно должна быть связана и вся станина. Если стойки будут шататься в пазах, то при работе ремень может соскочить со шкива или, что еще хуже, обрабатываемая деталь вырвется из центров Придайте жесткость всей системе. Возможно, что наиболее ответственные соединения придется укрепить угольниками из полосовой стали.
Для окончательной отделки станка зачистите мелкой шкуркой все деревянные части и покройте олифой, а потом спиртовым лаком. Металлические части покрасьте эмалевой или масляной краской
Мы не останавливаемся на мелочах и второстепенных деталях, так как считаем, что за постройку токарного станка, хотя бы и самого простого, следует браться только тем юным техникам, которые уже имеют известные знания, умения и опыт.
Если на выступающем влево (то есть наружу) конце шпинделя нарезать резьбу и подобрать гайки с шайбами, то на него можно надевать небольшое круглое точило или шлифовальный круг.
В следующей статье мы раскажем о режущих инструментах, используемых при работе на токарном станке по дереву.
Токарный станок с ножным приводом
Предлагаем, ознакомится с чертежами-схемами токарного станка имеющего простейшую конструкцию, которым пользовались еще до появления электродвигателей. Конструкция токарного станка привлекательна тем, что доступна в изготовлении практически каждому, не имеет сложных узлов и не требует каких-либо дефицитных материалов. А возможности, несмотря на "старину", ничуть не хуже, чем у любого покупного токарного станка: ведь все прекрасные образцы народного деревянного творчества, которыми мы любуемся в краеведческих и этнографических музеях, создавались примерно на таких станках.
Схема самодельного токарного станка с ножным приводом:
1 - маховик, 2 - коленвал, 3 - приводной ремень, 4 - стойки станка, 5 - барабан передней бабки, 6 - хвостовик передней бабки, 7 - суппорт, 8 - верхняя стяжка (направляющая суппорта), 9 - головка задней бабки, 10 - задняя бабка (болт), 11 - подпятники стоек, 12- нижняя стяжка (ось педали), 13 - педаль, 14 - тяга педали.
Первое, на что обращаешь внимание, глядя на предлагаемый станок, - у него нет никакого мотора. Приводом служат ножная педаль и коленвал, соединенные шарнирно металлической (хотя она может быть и деревянной) тягой. На коленвале закреплен маховик, способствующий равномерному вращению обрабатываемой детали, зажатой между хвостовиком передней бабки и конусом задней. В качестве маховика подойдет, например, массивный деревянный круг (срез ствола подходящего диаметра) или набранный из толстых досок (в два-три слоя) диск, соответственно обработанные ножовкой, напильниками и шкуркой.
С маховика вращение передается посредством кожаного или резинотканевого ремня (или шнура) на барабан передней бабки. Поскольку последний имеет по всей длине одинаковый диаметр, изменение скорости вращения обрабатываемой детали зависит лишь от работы нажимной педали. Если же барабан выполнить в виде ряда шкивов разного диаметра, желаемые обороты можно будет получать простым перебрасыванием ремня. Однако тогда нужно будет придумать приспособление для натяжения ремня при переводе его с большего шкива на меньший.
Для соединения перечисленных деталей и узлов в единую конструкцию служат деревянные стойки, в свою очередь опирающиеся на деревянные подпятники. И сами стойки, и подпятники изготовлены из одинаковых досок толщиной 20-25 мм.
Продольную прочность конструкции придают нижние и верхние связки. На одной из нижних - той, что длиннее, объединяющей все три стойки (из трубы или бруска), шарнирно крепится педаль. А над ней, на верхней связке (доска, как и у стоек, но в половину их ширины) устанавливается суппорт, на который будет опираться обрабатывающий инструмент: стамеска, долото, напильник или шлифовальный блок. Суппорт может передвигаться по горизонтали и закрепляться в нужном месте благодаря расположенному снизу эксцентрику с ручкой. Все детали суппорта изготавливаются из твердых пород дерева.
Суппорт:
1 - опора, 2 - Н-образный корпус, 3 - шурупы крепления опоры, 4 - зажимной диск-эксцентрик, 5 - ось эксцентрика, 6 - планка ручки, 7 - винт ручки, 8 - ручка, 9 - брусок верхней стяжки станка.
Коленвал выполняется из стального прутка диаметром не менее 10 мм. На его хвостовик ставится втулка для предохранения деревянной стойки в месте вращения резьбовой части.
Соединение стоек с подпятниками и посадка педали понятны из рисунков. Задняя бабка в отверстии стойки может быть без дополнительной предохраняющей втулки, так как вращающейся частью у нее является только коническая насадка. Основная же деталь - ось - представляет собой болт М8 с барашковой гайкой и шайбой, упирающейся в стойку при зажиме детали; концевик болта заострен для облегчения вращения головки бабки (вместо этого можно использовать закладной стальной шарик).
Задняя бабка станка:
1 - упорная ось головки (болт М8), 2 - упорная шайба, 3 - барашковая гайка регулировочная, 4 - головка бабки.
Обрабатываемая деталь не должна быть прямоугольного сечения, иначе неопытному "токарю" недолго пораниться, ведь инструмент не закреплен, удерживается только руками и опорой суппорта. Поэтому подавать последний к месту протачивания следует постепенно и очень осторожно. Если же предстоит обтачивать брусок, то необходимо предварительно скруглить его грубым напильником (можно на этом же станке), и только после этого пользоваться резцами.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Первые станки
Созданию первого станка предшествовало многовековое накопление человеческим обществом производственного и технического опыта, навыков и экспериментов, в результате которых постепенно появлялись, совершенствовались и находили свое техническое выражение и оформление прообразы отдельных конструктивных элементов будущего станка. Этот многовековый процесс тянулся, начиная с древних времен, как история возникновения и совершенствования разнообразных металлообрабатывающих, деревообрабатывающих, камнеобрабатывающих и других орудий труда, инструментов и приспособлений.
Предыстория появления первых станков начинается с древнейших исторических периодов, когда наши предки, обладавшие примитивными орудиями-инструментами (главным образом из камня), просверливали отверстия, например, для насаживания молота или топора на палку. И уже тогда возникло устройство, которое сооружалось примерно следующим незамысловатым образом. Из прочного дерева вырезался стержень, один конец которого заострялся. Этим заостренным концом стержень упирался в углубление в камне, наполненное мелкозернистым песком. Вокруг стержня спирально закручивалась тетива лука. При приведении лука в движение стержень начинал вращаться (как сверло), что обеспечивало шлифование углубления с помощью песка. В результате в камне просверливалось отверстие.
В древние века в Греции и Риме также существовали приспособления для обработки керамики и дерева. По утверждению историка Плиния, некий Феодор, житель острова Самоса (в Эгейском море), за 400 лет до нашей эры с успехом применял устройство, на котором обтачивались механически вращавшиеся (от ножного привода) изделия из металла. Сохранились до нашего времени свидетельствующие об этом древние украшения.
Трудно судить, в какой мере Плиний правдиво описал достижения Феодора, отнеся на его счет изобретение механического приспособления для вращения укрепленной между двумя бабками металлической детали, подвергаемой точению. Однако и другие исторические памятники подтверждают факт применения таких устройств в древнем мире. Наиболее древними и наиболее распространенными являлись устройства и станки для токарной обработки и процессов сверления. Все остальные группы и виды станков являлись как бы производными от этих двух основных видов орудий обработки.
Так, еще в древнем Египте применялся токарный "станок" с лучковым ручным приводом. На этом устройстве обтачивались каменные и деревянные изделия. В этом далеком прообразе современных станков уже фигурировали в зародыше такие основные конструктивные элементы станка, как станина, бабки, подставки для резцов и др. В работе "станка" активное участие принимали обе руки рабочего. Возвратное вращение изделия, подача резца требовали приложения больших физических усилий человека. Эти "станки" с небольшими модификациями в течение многих веков применялись в разных странах мира.
В дальнейшем устройство для точения претерпело ряд конструктивных изменений. Оно приводилось в движение уже ногой человека и привязывалось бичевой к двум соседним деревьям. Обрабатываемое изделие крепилось между двумя, привязанными к стволам деревьев, отточенными колами.
Вращение изделия осуществлялось веревкой, верхний конец которой был привязан к пружинящей ветке дерева, посередине веревка обвивала изделие, а нижний конец веревки заканчивался петлей. Человек вставлял ногу в петлю, и, нажимая и отпуская веревку, приводил изделие во вращательное движение. Это токарное устройство применялось очень долго в самых разнообразных модификациях.
В начале XV века основание токарного станка представляло собой деревянную скамейку. На скамейке-станине находилось две бабки, соединенные бруском, служившим опорой для резца. Это избавляло токаря от необходимости держать резец на весу. Детали станка изготовлялись из дерева. Над станком свешивалась укрепленная на столбе гибкая жердь. К концу жерди прикреплялась веревка. Веревка обвивалась вокруг вала, спускалась вниз и привязывалась к деревянной педали. Нажимая на педаль, токарь приводил во вращение деталь. Когда токарь отпускал педаль, гибкая жердь тянула веревку назад. При этом заготовка вращалась в обратную сторону, так что токарю приходилось, как и в лучковых станках, попеременно то прижимать, то отодвигать резец.
До нашего времени сохранился токарный станок XVI века императора Максимилиана I. Станок в основном был изготовлен также из дерева, но центры для установки изделия у него были металлические. Этот станок (изготовленный в 1518 г.) уже имел люнет с рамкой для направления изделия. Подвижная рамка регулировалась винтом. Люнет станка был изготовлен из бронзы. Ножной веревочный привод с пружинящей жердью ничем не отличался от описанного выше.
В сохранившихся записях Леонардо да Винчи имеется ряд чертежей токарных станков, хотя все эти станки построены не были.
В 70-х годах XVI века французским королем Карлом IV была выдана мастеру Жаку Бессону привилегия на токарный станок для нарезания резьбы. В этом станке имелись три бабки. Две малые бабки давали направление коробке с ходовым винтом. Сама коробка, проходя через третью (левую на рисунке) бабку, держала вертикальную стойку с резцом. Изделие устанавливалось между левой стойкой станка и большой бабкой. Средняя бабка являлась гайкой ходового винта. На рисунке видна подвеска вертикального стержня с резцом на продольной бабке, подвешенной через две системы блоков на грузах. На холостом ходу нижняя бабка опускалась и резец отходил от изделия. При одновременном вращении рабочими ветвями веревок ходового винта и изделия резец нарезал резьбу на последнем. По мере нарезания резьбы ставились резцы с постепенно увеличивающимися коленами.
Результат работы на таких станках всецело зависел от умения и глазомера токаря.
В начале XVII века начинают применяться станки с непрерывным канатным ручным приводом от маховика, расположенного за станком. На следующем рисунке показан токарный станок, описанный в книге Соломона де Ко, изданной во Франции в 1615 г. На этом станке обрабатывались торцы изделия, причем опора каретки прижималась к копиру грузами.
На следующем рисунке изображен другой станок, также относящийся к XVII веку. Этот станок, описанный в книге Шерюбена (издана во Франции в 1671 г.), имел ряд конструктивных улучшений. Привод у станка был ножной, с тетивой, но вращение передавалось уже через коленчатый вал. В этом станке был применен ступенчато-шкивный привод.
Токарные станки –классификация, основные типы, техника безопасности
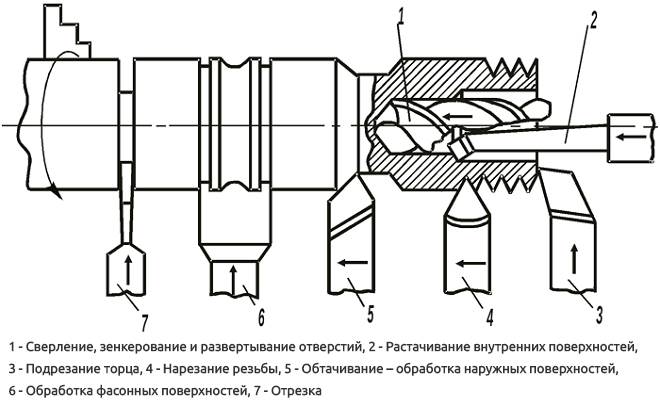
Используя токарный станок одной из современных моделей, можно выполнять достаточно большой перечень технологических операций по обработке металла. Но преимущественно на таком оборудовании выполняют обработку наружных и внутренних поверхностей заготовок, имеющих цилиндрическую, коническую и фасонную конфигурацию.

Современный токарный станок
История появления и развития оборудования
По мнению историков, токарные станки (вернее, примитивные прародители подобных устройств) были изобретены и начали использоваться человеком еще в середине VII века до нашей эры. Конечно, такое устройство имело простейшую конструкцию, но позволяло эффективно выполнять обработку изделий из дерева или кости. Для того чтобы произвести такую обработку, в двух центрах, которые монтировались соосно друг с другом, зажималась деталь. Ее вращали вручную, а процесс резания осуществлялся при помощи ручного резца, которым манипулировал отдельный «оператор». Таким образом изделию придавалась требуемая форма и размеры.
Следующим этапом развития, которому подверглось оборудование токарной группы, стало оснащение его приводом, необходимым для придания детали вращательного движения. В качестве такого привода изначально использовалась тетива лука, которую петлей накидывали на обрабатываемое изделие. А чуть позже (в XIV столетии) был изобретен ножной привод для токарного оборудования.

Старинный токарный станок с ножным приводом
Конструкция такого привода, очень напоминающего приводной механизм ножной швейной машины, состояла из закрепленной консольной деревянной жерди, соединенной с обрабатываемой деталью при помощи прочной веревки. При нажатии ногой на жердь веревка натягивалась, что приводило к вращению заготовки на 1–2 оборота. После того как нога убиралась с жерди, веревка освобождалась и устремлялась вверх, что влекло за собой вращение заготовки в другую сторону.
Несмотря на простую конструкцию, такие токарные станки уже позволяли выполнять обработку с достаточно высоким качеством. Их плюсом являлось и то, что обслуживание устройств было очень простым.

Токарно-копировальный станок А. Нартова, 1729 год
Станок токарной группы XVI столетия уже имел в своей конструкции люнет и центры, изготовленные из металла, что позволяло использовать его для обработки заготовок, отличающихся сложной конфигурацией. Однако по причине невысокой мощности такого устройства применять его для токарной обработки металлических заготовок было еще нельзя.
Сильный толчок история токарного станка получила в 1700-х годах, когда россиянином Андреем Нартовым было создано устройство, на которое установили механический суппорт. Следует отметить, что именно это новшество послужило сильнейшим толчком в развитии всего оборудования, предназначенного для обработки заготовок из металла. Серьезный вклад в развитие токарных агрегатов внесли французские инженеры, которые к середине XVIII столетия создали устройство, отличающееся высокой универсальностью. Уже к концу этого века во французской промышленности стал использоваться специализированный агрегат, на котором можно было выполнять нарезание резьбы на металлических винтах.

Токарные станки Модсли (нажмите, чтобы увеличить)
По-настоящему прорывным в развитии токарного оборудования принято считать 1794-й год, когда Генри Модсли создал станок, послуживший базой для дальнейшего развития всех токарных агрегатов. Что примечательно, предприятие, основанное Модсли, занималось также производством плашек и метчиков, с помощью которых на его оборудовании выполняли нарезание резьбы.
О том, чтобы автоматизировать токарный станок, стали задумываться в XIX веке, и пальма первенства в этом вопросе принадлежит американским инженерам. Данный процесс шел по пути оснащения агрегатов дополнительными элементами автоматизации, что в итоге привело к созданию первого станка с револьверной головкой. Именно на базе таких устройств в дальнейшем и стали создавать универсальные станки-автоматы, первый из которых (станок Спенсера) был представлен общественности в 1973 году.
Классификация токарного оборудования
Классификация токарных станков, которая была разработана еще в советское время, причисляет такие агрегаты к первой категории оборудования, предназначенного для обработки заготовок из металла. Согласно данной классификации, все виды токарных станков причисляются к одной из следующих категорий:
- автоматические и полуавтоматические токарные агрегаты с одним шпинделем;
- многошпиндельные станки: автомат и полуавтомат;
- револьверные модели;
- станки отрезной группы;
- карусельные модели;
- лобовое и винторезное оборудование;
- многорезцовые и полировальные агрегаты;
- специализированные станки, которые могут быть обычными и автоматическими;
- устройства специального назначения.
Основные виды токарных работ
По степени точности обработки производятся следующие типы токарных станков:
- особой точности — С;
- высокой точности — В;
- нормальной точности — Н;
- особо высокой точности — А;
- повышенной точности — П.
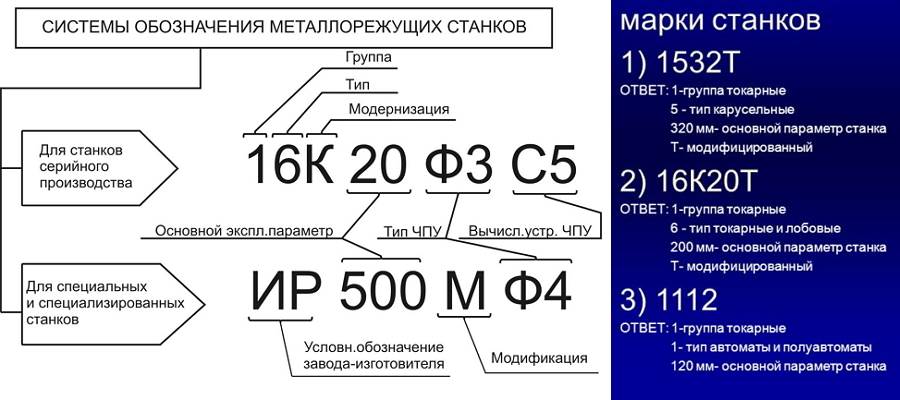
От того, к какой категории принадлежит токарный станок, зависят его функциональные возможности, и, соответственно, сфера применения. Узнать об основных технических возможностях станка можно и по его маркировке, которая включает в себя следующее:
- начальную цифру «1», свидетельствующую, что это именно токарный станок, а не какой-либо другой;
- вторую цифру, указывающую на тип, к которому относится токарный агрегат;
- третью цифру (а в некоторых моделях и четвертую) — это самый основной параметр станка, который характеризует высоту его центров.
Расшифровка маркировки токарных станков (нажмите, чтобы увеличить)
Присутствуют в маркировке таких агрегатов и буквенные обозначения, которые определяют его конструктивные особенности: уровень его автоматизации, точности, модификацию, оснащенность системой ЧПУ. К примеру, маркировка модели токарного станка 1И611П расшифровывается следующим образом: буква «И» говорит о том, что это устройство токарно-винторезной группы; буква «П» — станок повышенной точности; высота центров у данной модели соответствует значению 110 мм. Догадаться о том, какой категории перед вами токарный станок, можно и по фото модели.
Типы токарного оборудования
Токарно-револьверные станки предназначены для изделий, обрабатывать у которых необходимо несколько поверхностей, используя различные инструменты. Чтобы не выполнять установку и настройку каждого инструмента, на таких станках устанавливаются револьверные головки, в которых может быть предусмотрено два и более гнезда для размещения инструментов. Конечно, обслуживать такой токарный станок значительно сложнее, чем обычную модель, но это полностью компенсируется функциональностью этого агрегата. К примеру, популярными моделями подобных станков являются 1Е316П, 1Г340ПЦ, 1П371, 1А341.
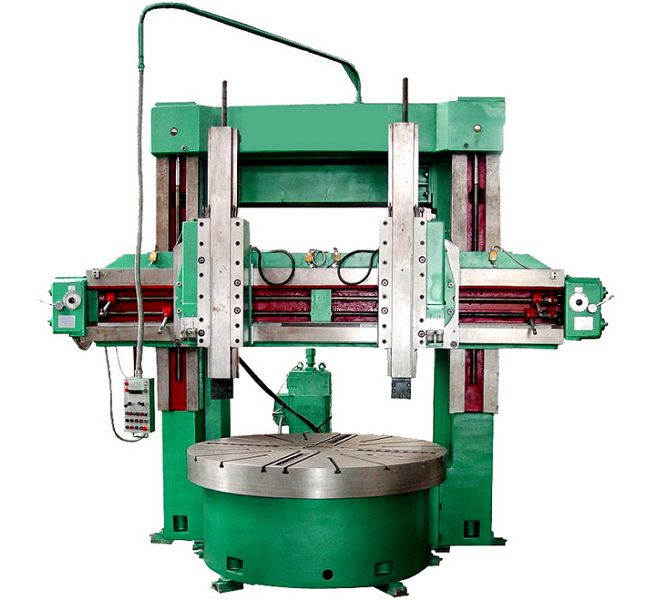
Карусельный станок — одна из разновидностей станков токарной группы
Карусельные станки токарной группы предназначены для выполнения обработки заготовок, характеризующихся небольшой длиной, значительной массой, большим внешним диаметром. К ним относятся габаритные зубчатые колеса, маховики и др. Функциональные возможности таких токарных станков (например, моделей 1512, 1541, 1550, 1Л532 и прочих) позволяют выполнять на них различные виды токарных работ: точение, растачивание, прорезывание канавок, обработку торцов и др. А если дооснастить такие токарные агрегаты дополнительными приспособлениями, то они станут еще более универсальными: с их помощью можно будет выполнять некоторые фрезерные операции, нарезать резьбу, осуществлять шлифовку и производить ряд других технологических действий.

Рабочие органы многошпиндельного станка
Многошпиндельные станки, относящиеся к токарной группе, необходимы для выполнения сложнейших технологических операций в условиях серийного производства. Заготовки, которые можно обрабатывать на таких станках, могут иметь форму труб, шестигранных, квадратных и круглых прутков, фасонного профиля и др. Отличается подобная техника высокой жесткостью своей конструкции и мощным приводом, что позволяет выполнять с ее помощью обработку с высокой производительностью.
Что важно, такая сложная и функциональная техника обслуживается точно так же, как и станок обычной модели. Перечень технологических операций, которые можно выполнять на подобном агрегате, достаточно обширен: растачивание, черновое и фасонное обтачивание, нарезание и накатывание резьбы и др. Наиболее популярными моделями подобного токарного оборудования являются станки 1П365 и 1Б140.

Токарно-винторезный станок 16К20
Распространенными моделями станков для токарной обработки, которые завоевали широкую популярность еще во времена СССР, являются токарно-винторезные устройства. Свою популярность такие станки, которые можно встретить не только практически на любом промышленном предприятии, но и в школьных мастерских, завоевали благодаря тому, что с их помощью можно эффективно выполнять большой перечень технологических операций.
Каждый такой станок, вне зависимости от модели, имеет типовую конструкцию, состоящую из однотипных узлов. Наряду со своей функциональностью, токарно-винторезные модели токарных станков отличаются высокой безопасностью, простотой в работе и обслуживании, что и дает возможность использовать их в качестве агрегатов для оснащения школьных мастерских еще со времен СССР. Наиболее известными и популярными моделями такого токарного оборудования являются станки 16К20, 16К50, 16Б16А и 16П16П.
На предприятиях, выпускающих свою продукцию крупными сериями и использующими в производстве заготовки из фасонных профилей и калиброванных прутков, активно применяются токарные автоматы. Такие станки, на которых преимущественно выполняют операции точения в продольном направлении, с одинаковым успехом справляются с обработкой заготовок из различных металлов: сверхтвердых сплавов, мягкой меди и др.
На отечественном рынке токарные станки представлены в основном моделями зарубежных производителей (Япония, Южная Корея и др.). Есть и отдельные модели отечественного производства, например 1М10ДА.

Токарно-продольный автомат 1М10ДА
Особенности конструкции станков токарной группы
Все станки, предназначенные для выполнения токарной обработки заготовок из металла и других материалов, имеют в своей конструкции типовые конструктивные элементы:
- станину — несущий элемент токарного агрегата, на котором устанавливаются все элементы его конструкции;
- фартук (в данном элементе токарного станка происходит преобразование движения валика или ходового винта в перемещение его суппорта); , на которой размещается шпиндель устройства, а в ее внутренней части располагается коробка скоростей;
- суппорт (в данном элементе станка закрепляется режущий инструмент, также суппорт нужен для того, чтобы обеспечить продольную и поперечную подачу инструмента, совершаемую с заданными параметрами; в конструкции суппорта обязательно присутствует нижняя каретка, а у отдельных моделей их несколько, на верхней из которых крепится держатель для токарного инструмента);
- коробку подач (при помощи данного конструктивного элемента передается движение от ходового винта или валика на суппорт станка);
- электрическая часть конструкции станка, включающая в себя приводной электродвигатель, мощность которого у разных моделей станков может серьезно варьироваться, а также элементы, с помощью которых обеспечивается управление электрооборудованием устройства (естественно, данная часть токарного агрегата должна отвечать требованиям безопасности).
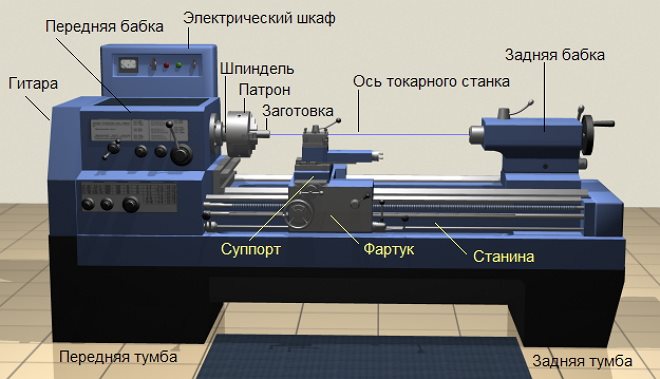
Основные узлы токарного станка
Все элементы конструкции станка опираются на две тумбы, которые выполняют несущую функцию, а также обеспечивают размещение заготовки на удобной для оператора высоте. Такие тумбы, отличающиеся массивностью своей конструкции, можно увидеть на фото токарного станка любой модели.
Основная часть конструктивных элементов токарного оборудования унифицирована, что позволяет оперативно и с минимальными затратами выполнять их техническое обслуживание и ремонт.
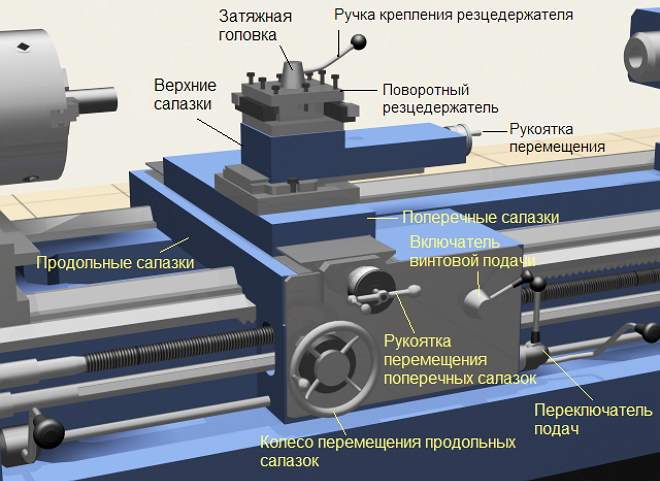
Конструкция суппорта токарного станка
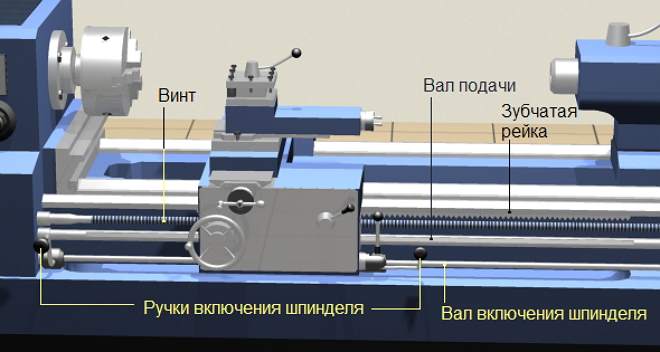
Приводные валы станка
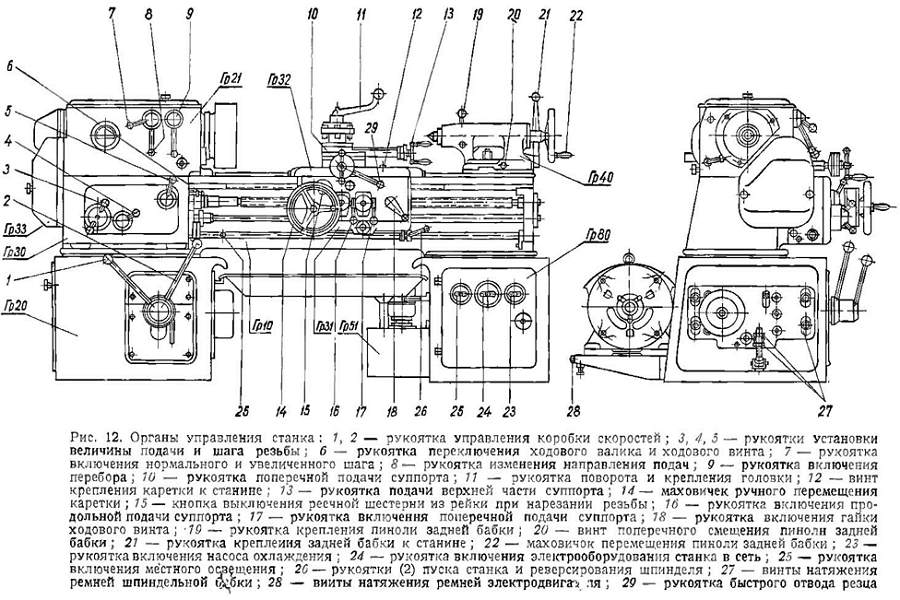
Пример расположения органов управления токарного станка (нажмите, чтобы увеличить)
Правила техники безопасности
Работая даже на простейшем школьном агрегате токарной группы, необходимо строго соблюдать требования безопасности, которые заключаются в следующем.
- Вся специальная одежда оператора должна быть застегнута на все пуговицы.
- Перед тем как приступить к работе, необходимо выполнить технический осмотр устройства, в процессе которого могут быть выявлены отдельные неисправности в его функционировании. При обнаружении таких неисправностей, если оператор не может их оперативно устранить своими руками, необходимо вызвать техника (или наладчика), который и займется этим вопросом.
- Выполнять все технологические операции на токарном станке следует только по техническому заданию, для чего необходимо предварительно получить у мастера чертеж или подробный технологический процесс обработки.
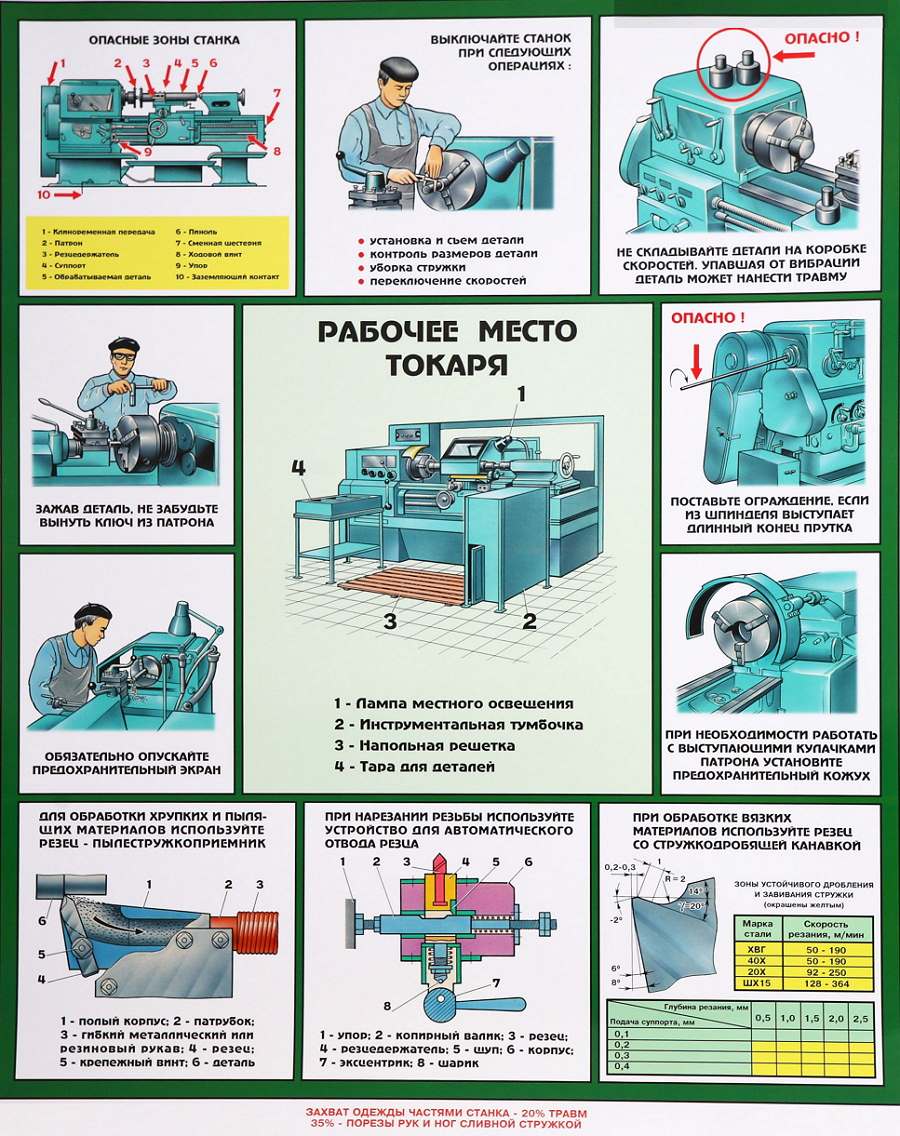
Памятка по технике безопасности при работе на токарных станках (нажмите, чтобы увеличить)
Оператору станка, в том числе и оснащенного системой ЧПУ, категорически запрещается:
- приступать к работе, если в данный момент производится наладка или обслуживание устройства;
- работать на станке, если его центры подверглись значительному износу;
- использовать в процессе обработки инструменты и зажимные элементы, которые имеют даже малейшие признаки неисправности;
- самостоятельно устранять неисправности, связанные с электрической системой оборудования;
- отдаляться от станка, который находится во включенном состоянии, а также перепоручать управление им посторонним лицам.
В том случае, если при предварительном осмотре были обнаружены неисправности ограждающих элементов оборудования, ни в коем случае нельзя приступать к обработке заготовок с его использованием.
Выбираем настольный токарный станок по металлу для дома
Настольный токарный станок по металлу — удачная модель для дома, гаража или небольшой мастерской, ведь функциональность такого устройства позволяет эффективно использовать его для выполнения большого перечня технологических операций. По сути, это миниатюрная копия заводской модели, отличающаяся от нее лишь несколько ограниченными техническими возможностями.

Настольный токарный станок для домашней мастерской
Особенности и преимущества настольных станков
Мини токарный станок, что логично, специально предназначен для того, чтобы на нем обрабатывались изделия небольшого размера. Как и на любом оборудовании токарной группы, на маленьком станке можно выполнять различные технологические операции по металлу: обтачивание деталей цилиндрической и конической формы, подрезку их торцов, шлифование, сверление, развертывание отверстий, нарезание наружной и внутренней резьбы и др.
Несмотря на то, что обработка на таких агрегатах выполняется со значительно меньшей скоростью, чем на полноразмерных устройствах, качество готовых изделий от этого нисколько не страдает. Особенно высоким их качество будет в том случае, если токарный мини-станок управляется системой ЧПУ.
Небольшие модели токарных станков по металлу, управлять которыми очень просто, используются не только для оснащения домашних мастерских, где с их помощью появляется возможность изготовить множество изделий или довести качество готовых до требуемого уровня. Такими агрегатами не менее успешно оснащаются небольшие цеха, мастерские по ремонту транспортных средств. Еще со времен СССР подобными станками оснащались школы и технические учебные заведения, где с их помощью молодых людей обучали азам профессии токаря.
Среди достоинств, которыми обладает малогабаритный токарный станок, наиболее значимыми являются:
- использование для питания такого станка бытовой электрической сети с напряжением 220 В;
- возможность адаптации подобного устройства для того, чтобы подключать его к трехфазной сети;
- низкое энергопотребление;
- надежность, позволяющая успешно эксплуатировать такой микротокарный станок при условии правильного технического обслуживания не один десяток лет;
- доступная стоимость (позволить себе приобрести такое оборудование могут многие);
- компактные размеры и небольшой вес, что дает возможность устанавливать такой токарный станок по металлу даже в условиях тесной мастерской или гаража;
- возможность научиться работать на таком устройстве за короткий промежуток времени, при этом эксплуатация и техническое обслуживание станка не вызовет особых сложностей даже у начинающего токаря.
Среди настольных токарных станков есть категория максимально компактных моделей, которые принято называть мини-станками. На видео ниже представлен обзор одного из таких портативных станков.
Важным преимуществом такого оборудования является еще и то, что его можно дополнительно оснащать различными приспособлениями, что дает возможность эффективно использовать на нем инструменты для выполнения фрезерования и сложного сверления заготовок. При помощи такой несложной доработки вы получаете в свое распоряжение уже настольный токарно-фрезерный станок, то есть универсальное оборудование, отличающееся широким функционалом.
Рекомендации по выбору станка
Любой настольный токарный станок, вне зависимости от модели, можно охарактеризовать несколькими основными параметрами. К ним относятся:
- масса устройства, которая измеряется в килограммах;
- мощность, измеряемая в киловаттах;
- скорость, выраженная числом оборотов за единицу времени, с которой вращается его шпиндель;
- высота расположения центров (выражается в миллиметрах);
- максимальная длина и диаметр заготовки (в мм), которую можно обрабатывать на таком агрегате;
- количество скоростей, которые может обеспечивать привод устройства (как правило, настольный токарный станок имеет не больше шести таких скоростей);
- диаметр отверстия, имеющегося в шпиндельном узле (измеряется в миллиметрах).
Один из представителей компактных настольных станков
Токарные агрегаты, которые относят к категории маленьких, могут иметь массу от 40 до 280 кг, соответственно, варьируются и их габаритные размеры. Для оснащения домашней мастерской рекомендуется выбирать устройства с минимальным весом: до 50 кг, которые удобно устанавливать и можно даже переносить, если в этом возникает необходимость. Более тяжелое оборудование, даже если это настольный токарный станок, уже относится к категории полупрофессионального.
Мощность, которой обладают маленькие станки токарной группы, обычно не превышает 2,25 кВт. Некоторые разновидности станков для дома, относящиеся к категории маломощных, оснащаются приводом, мощность которого составляет 0,15 кВт. Обращая внимание на данный параметр станка, следует заранее определиться, для обработки деталей из каких материалов и с какими габаритами вы собираетесь его использовать. Сделать это важно не только для того, чтобы изначально подобрать бытовой станок требуемой мощности, но и чтобы не переплачивать лишних денег за агрегат, который не будет использоваться в свою полную силу.

Суровые парни, всерьез настроенные основательно сэкономить, часто выбирают путь самостоятельного изготовления станка
Даже имея маленькие габаритные размеры, токарный станок для гаража или домашней мастерской не перестает быть сложным техническим устройством, от качества комплектующих которого напрямую зависит точность обработки, а также надежность и долговечность оборудования. Большое значение имеет и качество сборки таких комплектующих, а также материал, из которого они изготовлены. Особенно важными два последних параметра являются для следующих конструктивных элементов токарного агрегата:
- суппорта станка, который отвечает за надежность и точность крепления режущего инструмента, а также за его перемещение в процессе выполнения обработки;
- станины — несущего элемента, на котором размещаются и фиксируются все узлы и механизмы станка.
Металл, из которого изготавливаются данные конструктивные элементы, должен отличаться исключительной прочностью и иметь тщательно отшлифованную поверхность. Только при соблюдении этих важных условий можно рассчитывать на то, что ваш бытовой станок прослужит долгие годы, не утратив своих первоначальных характеристик. При выборе домашнего токарного устройства для работ по металлу также следует учитывать частоту его использования, от которой зависит скорость износа его составных элементов.
На отечественном рынке настольные токарные станки представлены в большом ассортименте моделей и торговых марок. В таком разнообразии вариантов очень легко запутаться, поэтому чтобы помочь вам сделать правильный выбор, рассмотрим некоторые модели токарных станков по металлу наиболее популярных производителей.
Станки торговой марки JET
Настольные токарные станки, которые уже более 50 лет выпускает швейцарская компания JET, совершенно не случайно завоевали огромную популярность у домашних мастеров и владельцев небольших предприятий. Даже несмотря на то, что в последнее время часть узлов данных станков производится на заводах Китая, их качество остается безупречным. Обеспечивая высокое качество, точность и эффективность обработки, эти агрегаты не вызывают проблем при эксплуатации, они просты в обслуживании.
К наиболее популярным моделям станков данной торговой марки можно отнести следующие.
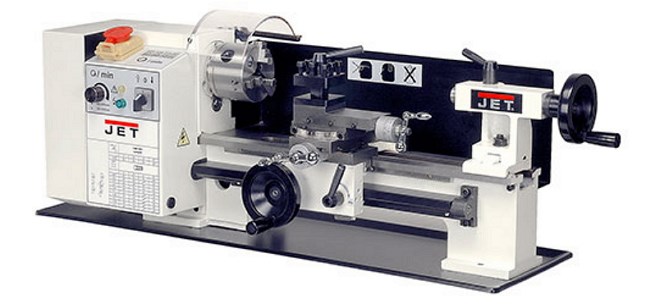
BD-3 — миниатюрный станок, который одинаково успешно может быть использован как любителями, так и профессионалами. Станина такого устройства выполнена из чугуна, что значительно уменьшает вибрации при его работе. Направляющие станка, которые могут регулироваться по поперечному суппорту, тщательно отшлифованы, это обеспечивает точность перемещения по ним. На оборудовании установлен маломощный (0,15 кВт), но очень производительный двигатель, что снижает энергопотребление. Шпиндель такого миниатюрного агрегата может совершать вращение в диапазоне 100–3800 об/мин. Производитель предусмотрел даже возможность самостоятельного сервисного обслуживания оборудования, для чего в стандартном комплекте имеются дополнительные резцедержатель и трехкулачковый патрон с рабочим сечением 50 мм.

Станок JET BD-3, стоит от 42 000 рублей
BD-7 — станок для дома или небольшого предприятия, отличающийся рядом примечательных конструктивных особенностей: массивной чугунной станиной, снижающей вибрацию агрегата, двумя диапазонами частоты вращения шпинделя, данные о которой отражаются на цифровом индикаторе, самим шпинделем, оснащенным подшипниками роликового типа. Такой станок по металлу является очень надежным. Задняя бабка данной модели может регулироваться, что дает возможность использовать его для обработки конусных поверхностей. За счет наличия механизма реверса заготовка на таком агрегате может подаваться в две стороны. На подобном устройстве получится нарезать резьбу, так как его шпиндель может вращаться в разные стороны. По сравнению с предыдущей моделью, данный станок обладает большей мощностью, на нем установлен электродвигатель 0,37 кВт.
Станок JET BD-7, стоит порядка 80 тысяч рублей
BD-8A — станок настольного типа, в котором продольная и поперечная подача автоматизированы. Шпиндельная бабка такого станка быстро переставляется, он также оснащен реверсивным механизмом, позволяющим использовать его для нарезания резьбы. В держателе агрегата может быть установлено одновременно четыре инструмента, а его упорный центр выполнен по невращающейся схеме. Трехкулачковый патрон станка с рабочим диаметром 100 мм защищен специальным экраном, что повышает безопасность оператора. В качестве привода на данный станок установлен электродвигатель, мощность которого составляет 0,55 кВт.
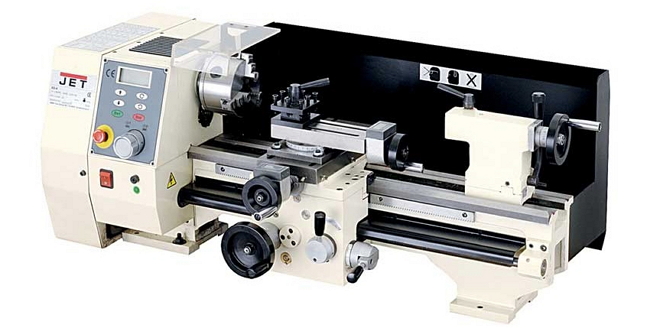
Станок JET BD-8A, цена от 170 000 рублей
Компанией JET выпускаются и более мощные станки, которые чаще приобретают не для дома, а для оснащения небольших мастерских. К такому оборудованию, в частности, относятся BD-9G, BD-920W, BD-11W.
Оборудование других производителей
На отечественном рынке отлично зарекомендовала себя продукция чешской компании PROMA, занимающейся выпуском подобного оборудования уже более 20-ти лет. Среди многообразия токарных и токарно-винторезных станков для дома или небольших предприятий, которые производит данная компания, следует отметить следующие устройства.
- SM-250E — по-настоящему микротокарный станок, масса которого составляет всего 23 кг. При своих скромных габаритах такой агрегат может похвастаться отличными техническими характеристиками. Именно этот станок лучше всего установить дома, если вы собираетесь выполнять токарные работы по металлу на любительском уровне. Что важно, за счет высокой надежности своей конструкции такой миниатюрный станок практически не нуждается в специальном сервисном обслуживании на протяжении всего гарантийного срока.
- SK-400 — универсальный агрегат, масса которого составляет уже 120 кг. Данный станок, с помощью которого можно выполнять весь спектр токарных работ по металлу и сверление заготовок, преимущественно используется для оснащения станций технического обслуживания транспортных средств.
- SPA-500 — полупрофессиональная модель токарного станка по металлу, которую можно часто встретить не только в небольших мастерских, но и в ремонтных цехах производственных предприятий.
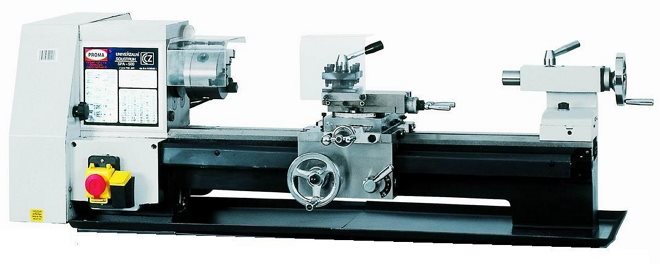
PROMA SPA-500, стоимость около 130 000 рублей
Заслуженной популярностью пользуется еще ряд моделей станков, выпускаемых под данной торговой маркой: SPA-500P, SK-550, SPB-400/400, SPA-700P.
Отечественные токарные станки для работ по металлу также представлены на современном рынке, их часто можно встретить и в учебных, и в домашних мастерских. Используя такие устройства, которые отличаются неприхотливостью в эксплуатации и обслуживании, можно оперативно обучиться основам токарной профессии. Среди моделей миниатюрных станков токарной группы, выпускаемых отечественными производителями, можно отметить ТВ-6, ТВ-9, ТВ-16.
Кроме того, для оснащения домашней мастерской или небольшого предприятия можно обратить внимание на токарные станки следующих производителей.
- OPTIMUM — немецкая торговая марка, под которой выпускаются токарные станки, в том числе и миниатюрные, хорошо известные и ценимые специалистами по всей Европе. Наиболее известными моделями станков для работ по металлу данной марки, на которые может быть установлена система ЧПУ, являются D140x250, D210x400, D250x550.
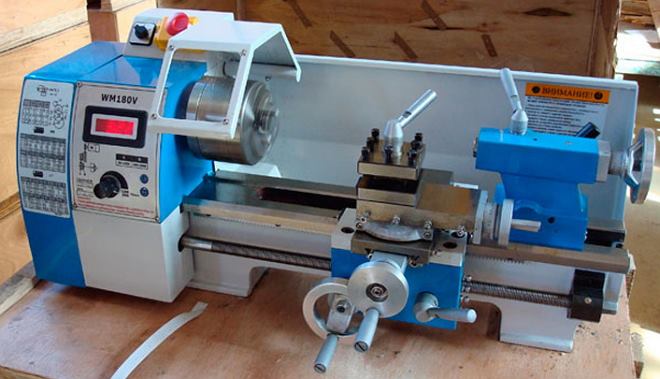
- Китайская компания Weiss Machinery, которая производит недорогое, но качественное, надежное и функциональное токарное оборудование. Наиболее популярными моделями, которые известны во многих странах мира, являются: WM-180V, WM-250V, WM-250G, WMP-300A, ML-200.

Станок Weiss Machinery ML200, стоимость около 160 000 рублей
Настольные станки с ЧПУ
Любой токарный станок по металлу, управляемый системой ЧПУ, способен выполнять все те же технологические операции, что и агрегат с ручным управлением. Но подобный станок делает это намного быстрее и точнее, причем очень важно, что на правильность выполнения процесса обработки не оказывает негативного влияния человеческий фактор, а это практически исключает ошибки.
За счет управления при помощи компьютерной программы на таких станках оперативно происходит смена инструмента, а точность выполнения всех технологических операций постоянно контролируется. Осуществляя высококачественную обработку, такие станки работают практически самостоятельно, для управления ими требуется минимальное вмешательство человека, что самым лучшим образом отражается на качестве выполнения работ.
Очень эффективными подобные станки (в том числе и маленьких размеров) являются при выполнении таких технологических операций, как маркирование, гравировка, фасонное точение и др. Естественно, для выполнения всех операций на станок необходимо установить соответствующий инструмент.
Наиболее популярными моделями токарных станков по металлу, оснащенных системами ЧПУ, которые представлены на отечественном рынке, являются устройства, выпускаемые под торговой маркой OPTIMUM: D210x400, D240x500G, TU2506, а также продукция компании JET: BD-8CNC и др.

Станок OPTIMUM D210x400, цена в минимальной комплектации без ЧПУ — от 92 000 рублей
В частности, продукция торговой марки OPTIMUM отличается следующими преимуществами:
- можно экстренно отключить станок при помощи специальной кнопки;
- точность обработки высока, так как обеспечивается интеллектуальной системой ЧПУ;
- направляющие станков, которые имеют призматическую форму, изготовлены из чугуна, подвергнуты закалке и тщательно отшлифованы;
- чтобы сделать станину устройства еще прочнее, ее подвергают естественному старению, продолжительность которого составляет шесть месяцев;
- на станках данной торговой марки можно нарезать резьбу любого типа;
- электрический двигатель, устанавливаемый на станках OPTIMUM, является необслуживаемым.
Формирование управляющих команд на таких станках обеспечивает специальная компьютерная программа NC Drive. Эта программа, которая является универсальным инструментом, может управлять такими опциями работы станка, как смена режущего инструмента, циклы обработки, перемещения осей оборудования, перемещения режущего инструмента относительно обрабатываемой детали: линейные, круговые, по спирали.
На станках торговой марки JET используются системы ЧПУ SIEMENS 802, которые также являются очень эффективными. Они обеспечивают высокую точность и качество выполнения технологических операций по металлу.
Читайте также: