Токарный станок по металлу тв 4 технические характеристики
Обновлено: 18.05.2024
Токарно-винторезный станок ТВ-4 используется для обучения токарному делу учащихся школ, профессиональных училищ, колледжей.
В современных условиях он все чаще применяется в частных небольших токарных мастерских, а также для мелкосерийного производства. Успешно выполняет классические токарные операции.

Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку оборудование изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Токарно-винторезный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Станок позволяет проводить следующие виды токарных работ:
- подрезка торцов;
- отрез;
- нарезание метрических резьбы;
- сверление;
- проточка и расточка отверстий.
Школьный токарный станок снабжен всеми узлами полноценного токарного инструмента.
Технические характеристики
Мощность электродвигателя рассматриваемого оборудования составляет 0.6 КВТ. При этом полный вес станка составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.

Основные параметры
К основным параметрам ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в станке классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.

Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.

Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.

Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Станок относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм.
Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
Общая конструкция и принцип работы
Тумба данного станка изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Рисунки и описание устройства
Основой всего станка является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид


Общий чертеж


Расположение органов управления
К органам управления токарно-винторезного станка относятся:
- рукоятки по установке чисел оборотов шпинделя;
- рукоятка нарезания левой и правой резьбы;
- изменение направления передач;
- рукоять переключения ходового валика;
- рукоять увеличения продольной механической подачи;
- приспособление для перемещения поперечной салазки;
- маховик для перемещения продольной каретки.
Кинематическая схема

Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарно-винторезного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.

Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.

Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.

Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.

Это упорная бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.

Схема электрическая принципиальная

Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Правила эксплуатации и ухода
Сам станок не рассчитан на массовое производство, поэтому при регулярной работе на нем важно следить за его нагрузкой.
Паспорт станка
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в данном механизме нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Современные аналоги
Несмотря на надежность и прочность токарно-винторезного станка ТВ-4 у него есть современные аналоги, которые ничуть не уступают механизму по функциональности и возможностям к ним относятся:
- JET BD-7.
- JET BD-Х7.
- Optimum TU1503V.
- Proma SM-300E.
- Triod LAMS-02/300.
Первые две модели отличаются высоким качеством, а также удобством регулировки оборотов. Это марки известных мировых производителей, которые вполне могут конкурировать с ТВ-4 как в небольших мастерских, так и на школьных партах.
Токарно-винторезный станок Ростовского завода учебного оборудования, уже почти полвека служит верой и правдой в небольших мастерских и в бытовых условиях. Это функциональное, и в то же время надежное оборудование, которое поможет освоить любой токарный станок.
Легкий и небольшой по габаритам механизм поместится в любой мини-мастерской. Также его явными преимуществами становятся простота в эксплуатации и долговечность при службе.
Токарный станок ТВ-4 «Школьник»
Профессия станочника сегодня, к сожалению, не пользуется популярностью. Молодежь неохотно идет на эту работу, да и учебных заведений, готовящих токарей или фрезеровщиков, почти не осталось. Однако тяга к металлу побуждает некоторых попробовать свои силы в токарном ремесле. Купить новый станок для бытовых потребностей сегодня не составляет труда. Однако не стоит сбрасывать со счетов и старую технику, бывшую в употреблении — б/у. Вниманию людей, которым нравится самим из куска металла выточить нужную деталь, представляется самый, пожалуй, дешевый на сегодняшний день станок.

Область применения
«Школьник», заводской индекс которого — ТВ-4, выпускался Ростовским специализированным заводом «Учебное оборудование» с начала 70-х годов прошлого столетия.
Основное назначение — дать ученикам первоначальные навыки работы в металлообработке, что являлось составной частью советской системы образования, ставящей целью воспитать у будущих граждан любовь к труду. На этом оборудовании школьников обучали мастера производственного обучения — «трудовики», ставшие в последнее время объектом неумных шуток современных юмористов. Особенности станка с учетом его назначения:
Благодаря малой мощности двигателя
И узкому диапазону скоростей шпинделя повышается безопасность работы при металлообработке, что особенно актуально в отношении подростков с их шаловливыми ручками.
Органы управления
Расположены на удобной высоте, соответствующей росту среднего старшеклассника. Для взрослого человека рабочая поза будет неудобной, и потребуется приподнять станок.
Функциональные возможности
Несколько ограничены с целью упрощения и удешевления конструкции. Это, конечно, большой минус. Но, как показывает опыт владельцев, при желании можно доработать конструкцию.
Операции выполняемые на ТВ-4
- наружное точение деталей типа вала;
- растачивание отверстий;
- подрезка торцев;
- отрезание заготовок нужной длины;
- нарезание наружной и внутренней резьбы;
- сверление отверстий.
Сегодня большинство этих станков доживают свой век в частных руках. Их можно увидеть в мастерской фермера, на станции техобслуживания автомобилей (СТО), у самодеятельного любителя технического творчества.
Преимущество ТВ-шек состоит в их неубиваемости. Если новые компактные аппараты зарубежного производства, напичканные электроникой, в случае поломки ощутимо облегчат ваш карман, да и достать иной узел в ремонтных службах не всегда получается, то здесь ломаться практически нечему, а найти нужную запчасть не составит труда.
Технические характеристики
Паспортные данные ТВ-4:
- С одной установки можно обточить вал диаметром 125 и длиной 300 мм.
- Длина обрабатываемой заготовки — 350, а наибольший размер обрабатываемого диска — 200 мм.
- Сечение прутковой заготовки — не более 1,5 см.
- Передняя часть шпиндельного отверстия и пиноль задней бабки расточены под конус Морзе №2.
- Число оборотов патрона в минуту — от 120 до 710 (6 скоростей).
- Автоматическая продольная подача (3 ступени) составляет от 0,08 до 0,12 мм на один оборот заготовки, а резьба нарезается только метрическая (правая или левая). Шаг ограничен тремя величинами: 0,8, 1,0 и 1,25 мм.
- Мощность электродвигателя — 0,6 кВт, частота вращения — 1440 об/мин.
- Габаритные размеры (длина, ширина, высота) составляют соответственно 1,1×0,5×1 м.
- Весит станочек по нынешним временам прилично — 280 кг.
Описание основных узлов
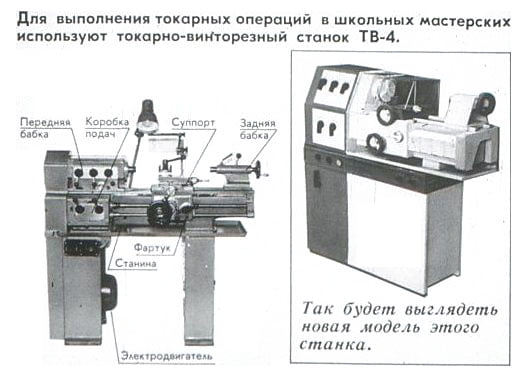
Станок своей компоновкой повторяет контуры своих взрослых сородичей. На фото показан внешний вид ТВ-4.
Основание
Чугунная станина с продольными направляющими, установленная на двух вертикальных стойках, играет роль подставки. Внутри левой стойки, почти на полу, на подмоторной плите находится асинхронный двигатель главного движения. Существует некоторая путаница относительно его мощности. Даже в техническом паспорте встречаются различные цифры: 0,6 или 1 кВт. В правой стойке располагается электрооборудование. Слева на станине размещается коробка скоростей (КС), справа — задняя бабка.
Передняя бабка
Объединяет в себе шпиндельный узел и КС. В чугунном корпусе находятся несколько зубчатых передач, посредством которых вращение от ведущего вала, приводимого клиноременной передачей, передается к шпинделю с закрепленным на его передней части трехкулачковым патроном для зажима заготовок. С целью смазки в коробку заливается минеральное масло, уровень которого контролируется через стекло маслоуказателя. Осевой люфт передней опоры, состоящей из двух радиально-упорных подшипников, выбирается регулировочной гайкой. Совпадение осей шпинделя и поддерживающей пиноли обеспечивается с помощью двух регулировочных винтов, расположенных в основании корпуса КС.
Задняя бабка
Предназначена для установки вращающегося или неподвижного центра, а также группы сверлильных инструментов: сверла, зенкеры, развертки. Для наладочных перемещений бабки используется внутренняя пара направляющих, расположенных на станине. Имеются два зажимных рычага. Одним фиксируют продольное положение узла, другим зажимают от смещения пиноль.
Гитара
Так называется передаточное устройство между коробками скоростей и подач. Оно предназначено для того, чтобы передать вращение от КС к ходовому валу, служащему для перемещения продольного суппорта. Передаточное отношение механизма постоянно и составляет 1:4.
Коробка подач (КП)
Ее назначение состоит в том, чтобы передавать вращение от гитары на ходовой вал или винт, изменять частоту их вращения, а в конечном итоге — подачу или шаг нарезаемой резьбы. Кроме того, с ее помощью реверсируют перемещение суппорта. Рукоятка переключения с ходового вала на винт выполняет и функцию блокировки, чтобы не допустить их одновременного включения. Смазка производится заливаемым в коробку маслом. Шестерни смазываются путем разбрызгивания, а верхние детали — с использованием фитилей, для пропитки которых под крышкой коробки имеется заливное масляное корыто.
Суппорт
Привод перемещения резца включает в себя 3 движения: вдоль направляющих станины (продольный суппорт), перпендикулярное (поперечный) и дополнительное перемещение (верхние салазки). Продольный суппорт оснащен автоматической подачей, два остальных движения осуществляются вручную. Верхние салазки могут поворачиваться на 45° в каждую сторону. На них установлении 4-х позиционный резцедержатель для закрепления режущего инструмента.
Фартук
Целью этого устройства является преобразование вращения выходных органов КП (вал или винт) в линейное перемещение суппортного узла. Чтобы включить продольную подачу следует повернуть вверх левый рычажок фартука, при этом включится кулачковая муфта и ведущая шестерня войдет в зацепление с ходовой рейкой, в результате чего суппорт начнет перемещаться. Включив с помощью правого рычага разрезную (маточную) гайку, которая охватит вращающийся ходовой винт, производят нарезку резьбы.
Электрооборудование
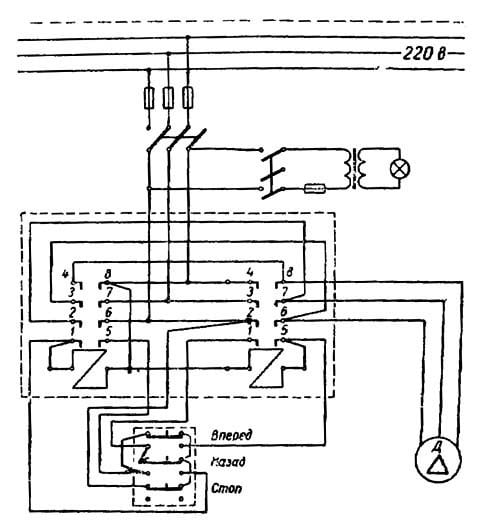
Электросхема станка приведена на рисунке. Включает в себя:
- 3-х фазную электрическую цепь напряжением 380 В;
- плавкие предохранители;
- главный выключатель;
- понижающий трансформатор для освещения на 12 В;
- реверсивный магнитный пускатель;
- синхронный электродвигатель.
В быту удобнее использовать однофазное напряжение 220 В. Поэтому большинство владельцев переделывают электрооборудование. Для этого переключают обмотки статора со звезды на треугольник с подключением пусковых конденсаторов. Другой способ заключается в применении частотного регулирования (частотник). Последний позволяет еще и бесступенчато регулировать число оборотов двигателя.
Как правильно купить б/у станок
Самый простой способ оценить рынок предложений — зайти на биржу Авито. Объявлений по продаже ТВ-4 вроде бы и много. Аппетиты продавцов различны. Цены начинаются от подозрительных 14 тысяч и заканчиваются совершенно неадекватной суммой — 120 000 рублей. Большинство просят от 35 до 65 тысяч.
Но Россия-матушка велика. Если ограничить регион поиска местом вашего проживания, останется одно-два предложения. Как говорится: «За морем телушка — полушка, да рубль перевоз». Состояние станка можно оценить по его фотографии, размещенной на ресурсе. Ну, а дальше — дело покупателя.
Скорее всего, за исправный, полностью укомплектованный товар придется уплатить 40 — 60 тысяч. Если же станок требует восстановления или ремонта, покупать его более чем за 20 тысяч нецелесообразно.
Впрочем, все зависит от ваших возможностей, как финансовых, так и прочих (наличие инструментальной базы, помещения и слесарных навыков). Прежде чем покупать некомплектный товар, поинтересуйтесь, реально или нет достать недостающие детали или узлы. Если есть сомнения, откажитесь от покупки.
Что проверять при покупке
Немного о том, как оценить состояние станка. Если он подключен к электросети, проверка значительно упрощается. Что проверяется:
- вращение шпинделя на каждой из 6 ступеней (прямое и обратное);
- работа автоматической подачи продольного суппорта;
- вращение ходового винта, надежность включения маточной гайки, переключение шагов резьбы и ее направления;
- перемещение поперечных салазок, а также верхней поворотной каретки;
- выдвижение пиноли при вращении ее маховика, а также работа механизмов фиксации задней бабки и зажима пиноли.
Эти проверки касаются только работоспособности механической части. Кроме этого необходимо проверить износ деталей и точность расположения узлов:
Износ направляющих
Проверяют визуально и на ощупь — если заметны ступени на границе между трущейся поверхностью и нерабочей.
Осевую игру шпинделя
Проверяют, дергая с усилием за его переднюю часть или за патрон.
Износ пиноли задней бабки
Определяют таким же способом, дергая за ее конец в поперечном направлении. При этом ее следует выдвинуть примерно на 2/3 длины.
Совпадение осей шпинделя и пиноли
Проверяют путем пробного обтачивания валика длиной около 30 см. Разность диаметров на его концах должна быть не более 5 соток (0,05 мм).
ТВ-4, конечно, не предназначен для работы, требующей высокой производительности, поскольку изначально не был рассчитан на интенсивные режимы (частота вращения, подача, глубина резания). Однако выточить сломавшуюся деталь бытовой техники на нем не составит труда.
В быту часто возникают ситуации, когда нужно срочно выполнить какие-то токарные операции, пусть и не всегда сложные. Обычно приходится искать токаря, что сегодня довольно затруднительно, и требует потери времени. А дело стоит. Поэтому «Школьник» окажется хорошим помощником для любителей делать что-то своими руками.
Подробный обзор настольного токарно-винторезного станка по металлу ТВ-16: технические характеристики
Настольный компактный токарно-винторезный станок ТВ-16 известен со времен Советского Союза.
Запомнился благодаря урокам труда в школьных учреждениях, подготовке слесарей в профтехучилищах. Официально модель снята с производства, но продолжает обучать токарному мастерству молодых специалистов.

Краткая история серии
В основе создания ТВ-16 лежит модель чехословацкого производства аналогичного назначения TOS MN-80 a. Известен с 50-х годов прошлого столетия, когда основным назначением агрегата было получение базовых навыков школьниками и студентами профтехучилищ и техникумов в токарном деле, считался обязательным инвентарем на уроках трудового обучения.
Заводы, производившие станки, размещались на всем постсоветском пространстве: Украина, Беларусь, Казахстан. Характеристики и конструктивные особенности моделей всех заводов были идентичны, отличались только конфигурацией литься станины. Несмотря на то, что официально заводы больше не занимаются выпусков ТВ-16, обучение токарей в учебных заведениях проводится по сей день.
Назначение и область применения станка по металлу
Модель предназначена для получения навыков токарного мастерства будущими специалистами, а также учащимися школ, студентами профессиональных технических училищ и техникумов.
Несмотря на то, что у станка упрощенный механизм сборки, отсутствуют ходовой вал, коробки подачи скоростей, устройство выполняет следующие разновидности токарных работ по металлу со средней сложностью операций:
- расточка и проточка заготовок конической и цилиндрической формы;
- отрезание деталей;
- обработка торцов;
- нарезка внутренней, наружной резьбы;
- сверление отверстий.
Основные разновидности и расшифровка модификаций
Станок ТВ-16 одна из универсальных моделей серии ТВ, выпускавшихся в советское время для образовательных учреждений. В серию вошли также такие модели со схожей комплектацией и довольно простой электросхемой:
- ТВ-2, модель с тремя подачами и тремя видами нарезки резьбы. Выпускается в двух модификациях с разными крышками передней бабки. Мощность двигателя 500 Вт, частота оборотов шпинделя 900 об/мин. , усовершенствованная модель с более мощным двигателем, частотой вращения шпинделя до 1 500 об/мин, и шестью скоростями. модель, идентичная предыдущей, отличается мощностью движка 1,1 кВт, 1 400 оборотами в минуту, появлением электрощитка на правой тумбе и измененной конфигурацией карболитовых ручек. . Полностью модернизированная модель с измененным способом переключения скоростей, расширенным функционалом.
Маркировка изделий означает:
- цифра 1 — группа (токарное оборудование);
- цифра 6 — тип (токарно-винторезный).
Согласно паспорту, ТВ-16 малогабаритное изделие, которому характерны следующие характеристики, позволяющие использовать агрегат в небольшой мастерской.

- максимальный диаметр детали дискового типа — 1,6 см;
- максимальный диаметр обрабатываемой детали — 0,9 см;
- максимальная длина обрабатываемой детали — 2,5 см;
- промежуток между центрами — 25 см;
- высота центров — 8,5 см;
- максимальная высота проточки — 25 см.
Установка токарного патрона на шпиндель требует наличия промежуточного фланца.
- размер переднего края — М 3,9*0,4 см;
- инструментальный конус вала — 3;
- диаметр патрона — 10 см;
- диаметр отверстия в шпинделе — 1,8 см;
- параметры оборотов оси в минуту (6 ступеней) — 160, 250, 400, 630, 1000, 1600;
- максимальный диаметр прутка — 1,7 см;
- приостановление — отсутствует;
- реверс — по двум направлениям.

Возможность поворота четырехгранной резцедержки составляет 360 градусов с закреплением поворота, с помощью центральной рукоятки, на 45 градусов.
- осевое передвижение на одно деление лимба — 0,5 мм:
- поперечное передвижение на одно деление лимба — 0,05 мм:
- осевое перемещение на один оборот лимба — 32 мм;
- поперечное передвижение на один оборот лимба — 1,5 мм;
- количество резцов в держателе — 4;
- максимальное осевое перемещение – 2,6 см;
- максимальное поперечное перемещение – 10 см.
Поперечные салазки движутся перпендикулярно оси станка, по направляющим расположенным вверху каретки. Верхние вместе с резцедержателем — по направляющим поворотной окружности, установленных на поперечных салазках.
Движение обеих салазок происходит в ручном режиме гайками и винтами.
- продольное перемещение лимба за один оборот — 3,2 см;
- поперечное перемещение лимба за один оборот — 0,15 см;
- максимальный угол поворота — 60 градусов;
- величина одного деления шкалы поворота — 1 градус;
- максимальная длина смещения — 1 см;
- передвижение на одно деление лимба — 0,05 мм;
- передвижение на один оборот лимба – 1,5 мм.
- максимальное смещение пиноли — 0,65 см;
- погрешность поперечного сдвижения задней бабки ± 0,5 см;
- погрешность поперечного сдвижения на 1 деление — отсутствует;
- конус Морзе — 1;
- максимальное смещение пиноли — 6,5 см;
- величина одного деления смещения пиноли: линейка 1 мм, пиноль — 0,5 мм.
Узел электрооборудования состоит из нескольких, совместно работающих механизмов для включения, выключения устройства. А также обеспечения безопасности при замыканиях и перепадах напряжения в сети, блокировки в экстренных случаях и заземления станка.
Включает в себя: пакетный переключатель реверсивного типа, подключающий станок в сеть, предохранитель, магнитный пускатель, запускающий и останавливающий агрегат, и клавиша «Стоп».
- мощность двигателя — 0,4 кВт;
- напряжение сети — 220–380 В.
Габариты и масса
- длина — 1,15 м;
- ширина — 0,6 м;
- высота — 1,2 м;
- масса — 180 кг.
Аппарат состоит из таких составляющих:
- литая основа;
- задний и передний узлы;
- резцедержатель;
- механизмы подачи, привода;
- комплект шестерней, резцов и других инструментов.
Принцип работы этих деталей заключается в следующем. Деталь, закрепленная на шпинделе в горизонтальном положении, поддается вращению, с помощью заточенного движущегося резца происходит снятие определенного слоя стружки с металлического изделия.
Дополнительное оборудование в виде сверл, шлифовальных дисков и фрез, применяемых для работы, значительно расширяет функционал оборудования.
Узел из отдельно вращающихся и подогнанных друг под друга деталей, надежно зафиксированных на станине, составляют внутреннее устройство токарно-винторезного станка.
Фото и описание устройства
Несложная конструкция оборудования позволяет быстро освоиться с технологическим процессом обработки металлических изделий даже начинающему токарю.





Основа выполнена из литого чугуна, с помощью винтовых отверстий станок крепится к столешнице. В центре стола расположен ящик для хранения всевозможных инструментов и приспособлений.
Правая коробка предназначена для хранения резцов и шестерней.
Внутри левой коробки расположен привод, состоящий из двигателя, промежуточного вала и двух передач. Промежуточный вал регулирует степень натяжения ремня эксцентриковым устройством, вращающий главный вал. Тот, в свою очередь, вместе с двигателем, оснащены ступенчатыми шкивами, обеспечивающими вращение шкива на шести разных скоростях.
Резцедержка передвигается благодаря ходовому винту и гайке, установленных в переднем отсеке рабочего основания.
Чертеж

- станина;
- передняя бабка;
- привод станка;
- механизм подач;
- фартук;
- суппорт;
- задняя бабка;
- стол;
- электрооборудование;
- принадлежности и инструмент.
В список основных органов управления станком включены следующие механизмы:
- выключатель;
- рукоять, изменяющая частоту вращения шпинделя;
- рукоять, меняющая направление подачи;
- кнопочный модуль;
- рычаг, закрепляющая головку резца;
- рычаг запуска маточной гайки;
- рычаг перемещения верхних салазок;
- рычаг перемещения поперечных салазок;
- рукоятка, закрепляющая положение пиноли задней бабки;
- маховик осевого движения пиноли задней бабки;
- маховик продольного движения суппорта.


Кнопочная станция и переключатель скорости вращения шпинделя размещены на лицевой поверхности стола, остальные, непосредственно, на самом агрегате.

Передняя бабка состоит из корпуса, металлического удила и вала с трехступенчатым шкивом. Основной задачей является вращение рабочего кардана, соединенного с радиально-упорным подшипником, установленным в передней части вала.
Основной вал также имеет шкив, обеспечивающий заданную скорость вращения электродвигателем. С помощью трензеля предусмотрено обратное вращение вала.
Два конусообразных подшипника удерживают шпиндель и шкив. Меняя расположение подшипника с помощью гайки, регулируется зазор между ним и шпиндельным узлом.
Устройство переключения скоростей и подач
В ТВ-16 коробка переключения скоростей и подач отсутствует. Скорость шпинделя регулируется сменой ремней между зазорами шкивов, получая таким образом, один из 6 режимов. Меняя шестерни в гитаре, управляют шагом нарезаемой резьбы или скоростью подачи.
Зубчатый узел расположен в закрытой коробке, на дверце которой установлен выключатель, останавливающий, в целях безопасности, работу оборудования в случае открывания двери во время рабочего процесса.

Фартук, управляемый рукоятью на корпусе, приводит в движение суппортный ход. Каретка специальными винтами прикреплена к фартуку устройства.
Разъемную гайку, расположенной в фартуке, приводит в движение рукоять. При включенной гайке резцедержатель подается ходовым винтом. При выключенной — выполняется вручную, вращая маховик.
Суппорт отвечает за фиксацию и передвижение режущих инструментов по наклонному, продольному и поперечному направлениях. Узел включает в себя резцедержку, каретку и салазки.
Каретка движется параллельно станине по направляющим, на ней установлены все составляющие суппорта. Ходовой винт и шестерни с рейкой обеспечивают продольное движение суппорта.
Задняя бабка с шестиугольными направляющими обеспечивает правильное расположение длинных деталей при перемещении по станине. Выполняет роль дополнительной опоры, фиксируется пазовым болтом.

Прежде чем эксплуатировать станок, после распаковки приступают к монтажу и проверке оборудования:
- станок прикручивают к поверхности стола 6 винтами, идущими в комплекте;
- проверяют положение ремня привода на приводном шкиве;
- учитывая габариты и массу станка, проверяют правильность установки по горизонтали;
- осуществляется заземление через боковые отверстия станины, провода прижимают болтом;
- питающий шнур от щита, обязательно оснащенным предохранителями, изолируются;
- проводится тщательный осмотр станка, уделяя особое внимание узлам. При необходимости меняется смазка;
- проводится пробный запуск, сначала вхолостую, затем с нагрузкой.
Правила эксплуатации и ухода, паспорт
Перед началом работ рассчитывают количество оборотов, в зависимости от веса и типа детали. Учитывая специфику обработки изделия, устанавливают шестерни в узле подачи. Далее, на шпинделе устанавливается планшайба, в резцедержателе закрепляются резцы.
Общие требования по уходу и эксплуатации токарно-винторезного станка:
- периодическая проверка работы оборудования, состояния проводки и заземления;
- контроль за состоянием подшипников и температуры поверхности вала;
- немедленное отключение прибора от сети в случае обнаружения неисправностей;
- вето на смазку и чистку деталей в процессе работы станка;
- полное отключение прибора путем нажатия кнопки «Выключено»;
- обязательное условие — обеспечение комфортного доступа к агрегату и достаточного освещения рабочей зоны;
- своевременное устранение неисправностей специалистами.
Паспорт вы можете бесплатно скачать по ссылке далее — Паспорт станка ТВ-16
Очевидные преимущества станка ТВ-16 принадлежат их аналогам, неуступающим качеством комплектации, сроком службы, а в количестве режимов, мощности и автоматизации процесса, доступности даже выигрывают.
- Швейцарские JET BD-7 или BD-X7.
- Германский Optimum TU1503V.
- Совместное производство Чехии и Китая — Proma SM-300E.
- Российский TRIOD LAMS-02/300.
- Чешский MN-80A.
- Польский TSA-16.
Несмотря на то, что ТВ-16 снят с производства, является конкурентоспособной моделью. Изначально рассчитан на обучение новичков. Подходит для получистовой и чистовой обработки деталей, непригоден для массовой выработки металлических изделий.
Токарно винторезный станок тв 6
В повседневной жизни часто возникает необходимость отремонтировать или изготовить заново какую-либо деталь. Почти вся бытовая техника сегодня — китайского производства, да к тому же большинство составных частей из экономии делают пластмассовыми. Ломаются они часто, а запчасти, как правило, не продаются. В таких случаях приходится искать где-то токаря или фрезеровщика и платить немалые деньги. Многие, чтобы избежать этого, стремятся обзавестись собственной станочной мастерской. Начать лучше с приобретения небольшого токарного станка. Неплохим кандидатом является советский ТВ-6.

Назначение и технологические возможности
ТВ-6 пришел на смену своему предшественнику — ТВ-4 «Школьник». Станок обладал всеми технологическими возможностями, присущими настоящему производственному оборудованию. Правда, учитывая учебное, а не производственное, назначение, обладал такими же ограниченными режимами обработки: числами оборотов, подачей и размерами резьбового шага.
Какие операции осваивали учащиеся:
- наружное точение;
- растачивание отверстий;
- подрезание торца;
- резьбонарезание;
- сверление.
Для упрощения конструкции отсутствовали некоторые агрегаты и системы:
- фрикционное управление шпинделем;
- его торможение после выключения двигателя;
- сменные передаточные шестерни;
- автоматическая поперечная подача;
- жидкостное охлаждение зоны резания.
Высота станка соответствует среднему росту обучаемых. Поэтому, чтобы не сутулиться при работе взрослому человеку, станок необходимо установить на металлическую раму или бетонную подливку.
Технические характеристики ТВ-6
Ниже приводятся основные параметры рассматриваемого станка:
- диаметр обработки над суппортом — 80/125 мм (в прямых/обратных кулачках);
- круг, проходящий над станиной — 200 мм;
- линейный размер обработки — 300/350 мм (ход/заготовка);
- максимальная толщина обрабатываемого прутка — 12 мм;
- посадочное отверстие шпинделя — конус Морзе №3, выдвижной пиноли задней бабки — №2;
- обороты заготовки — 130 — 700 в минуту (6 ступеней);
- автоматическая продольная подача (на оборот шпиндельного вала) — 0,08 — 0,12 мм (3 ступени);
- метрическая резьба, нарезаемая на станке, имеет шаги — 0,8, 1,0 или 1,25 мм.
- приводной электродвигатель — 1,1 кВт, 1440 об/мин;
- габариты, мм: длина — 1100, ширина — 470, высота — 1100;
- вес — 300 кг.
Основные компоненты станка
ТВ-6 имеет классическую компоновку: закрепленный на станине неподвижный шпиндельный узел и подвижный держатель (суппорт) резцовой головки. Имеется поддерживающая (задняя) бабка. Чтобы учащимся пригодились в будущем практические занятия, конструкция учебного прототипа содержит все узлы настоящего станка с их привычными названиями. Вот так выглядит рассматриваемый станок (Фото 1).

Станина
Вместе с двумя подставками (тумбами) образует несущее основание для установки всех узлов. У токарных станков основание имеет портальную компоновку (напоминает букву П). Сама станина изготавливается из чугуна.
На ней неподвижно закрепляются: передняя бабка (ПБ), передаточный механизм (гитара), коробка подач (КП), а также ходовой вал, винт и зубчатая рейка. Сверху имеются 2 пары направляющих (по одной призматической и одной плоской в паре). Они служат для перемещения суппортного узла и задней бабки. Внутри левой тумбы устанавливается приводной двигатель, правой — пусковая электроаппаратура.
Передняя бабка
Откуда, кстати, это название? В общем случае оно обозначает узел для опоры или поддержки какого-то элемента. Если речь идет о ПБ токарного станка, то она служит в первую очередь опорой для шпиндельного узла. Коробка скоростей (КС) иногда является независимым узлом, иногда входит в состав ПБ.
В станках классической компоновки, к которым относится и ТВ-6, КС составляет с ПБ одно целое. Шпиндель ТВ-6 имеет переднюю опору, состоящую из двух радиально-упорных подшипников, установленных спиной друг к другу. С помощью регулировочной гайки можно регулировать натяг в подшипниках, когда появится заметная осевая игра шпинделя. Задняя опора — нерегулируемая, и состоит из одного радиального шарикоподшипника.
КС включает в себя 4 вала (включая шпиндельный), несколько стационарных шестерен и 3 подвижных: одиночная, двух- и трехвенцовая. Левой рукояткой переключают направление подачи или шага резьбы. Двумя другими включают нужную скорость вращения.
Передняя часть шпинделя имеет цилиндрическое посадочное место для зажимного патрона, который крепится с помощью резьбового соединения. Для зажима заготовок большого диаметра используют обратные кулачки.
Юстировку передней бабки производят 2-мя регулировочными винтами, добиваясь при этом параллельности оси шпинделя направляющим станины.
Гитара
Этот узел служит для привода коробки подач. Вращение передается через две зубчатых передачи и одну паразитную шестерню. Паразитка нужна при использовании сменных шестерен, которых здесь, к сожалению, нет. Если подобрать или изготовить дополнительные шестерни, вместо 3-х можно получить 5 или 6 шагов нарезаемой резьбы. Пока же передаточное отношение гитары составляет 1:4.
Ее назначение состоит в передаче вращающего момента на приводные вал или винт, чтобы обеспечить движение суппорта с различной подачей или шагом. Внутреннее устройство КП аналогично коробке скоростей: набор зубчатых колес, передвижной трехвенцовый блок и сцепная муфта. Управляют КП с помощью 2-х переключателей: левым устанавливают нужный параметр, правым — включают необходимый вал.
Называется так, потому что напоминает одноименный кухонный атрибут (подвешивается к продольному суппорту). Служит для преобразования вращения одного из 2-х валов в линейное движение суппорта. Внутри находятся 2 передачи (червячная и зубчатая). Когда вращается ходовой вал, червячная пара работает вхолостую.
Чтобы включить подачу, сначала соединяют ведущую шестерню с зубчатой рейкой. После этого левой рукояткой фартука включают кулачковую муфту, в результате червячное колесо станет вращаться вместе с реечной шестерней, и суппорт получит продольное перемещение.
Для нарезания резьбы включают ходовой винт, выводят из зацепления с рейкой ведущую шестерню и правой рукояткой включают маточную гайку, связанную с суппортом. Последняя обхватит резьбу винта, и суппорт придет в движение. Рукоятки имеют блокировку, поэтому включить одновременно резьбу и подачу невозможно.
Так называют узел, на котором закрепляют режущие инструменты. На классических токарных станках он подвижный, имеет 2 взаимно перпендикулярные перемещения: вдоль и поперек оси вращения заготовки. В связи с этим состоит из 2-х элементов: нижнего продольного суппорта и верхнего поперечного.
Продольный перемещается по одной призматической и одной плоской направляющей. Призматическая, как более мощная, расположена спереди, поскольку на нее приходится основное усилие от силы резания. У поперечного суппорта направляющие выполнены в форме ласточкиного хвоста. На ТВ-6 автоматическая подача поперечной каретки отсутствует.
Наконец, сверху имеются еще одни салазки — поворотные, тоже с ласточкиным хвостом. С их помощью обтачивают конические поверхности. На поворотной каретке установлен 4-х позиционный резцедержатель. Высота устанавливаемого резца (от вершины до опорной поверхности) — 12 мм.
Служит для поддержки длинных заготовок при наружном обтачивании. Для этого в коническое отверстие пиноли устанавливают вращающийся или неподвижный центр. Последний, благодаря отсутствию подшипников, дает более высокую точность обработки. Если при обтачивании в центрах станок дает конусность, следует выставить заднюю бабку с помощью регулировочного винта, ослабив перед этим крепление ее к направляющим станины.
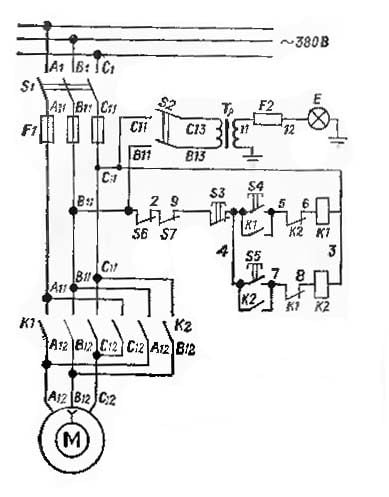
3-х фазный электродвигатель подключается к сети переменного тока напряжением 380 В с помощью главного выключателя. Плавкие предохранители защищают обмотки статора от перегрузки. Лампа местного освещения запитана от понижающего трансформатора на 36 В. Двигатель включается с помощью реверсивной кнопочной станции, и магнитных пускателей, находящихся в электрощите внутри правой тумбы. Электросхема станка показана на рисунке 1. Большинство владельцев переделывают электросхему на 220 В.
Смазка
Узлы, требующие смазки и способ ее выполнения:
- Шестерни передней бабки и коробки подач (картерная смазка). Перед заливкой масла необходимо снять верхнюю крышку. Контроль уровня масла — с помощью стеклянных маслоуказателей. Слив масла производится через сливные пробки.
- Механизмы фартука смазывают через смазочные отверстия на каретке продольного суппорта.
- Пиноль задней бабки, направляющие станины и суппортов, ходовой вал и винт — методом полива из масленки.
Применяемое масло — Индустриальное-30А.
Отличия ТВ-6 от ТВ-4
Принципиальных различий в конструкции двух станков нет. Ниже перечислены некоторые изменения:
- Несколько увеличена мощность привода (с 1 до 1,1 кВт).
- Из-за того, что в КС увеличен модуль зубчатых колес (1,5 вместо 1,25 у ТВ-4), незначительно изменились числа оборотов, хотя, по сути, они остались в том же диапазоне.
- Станок стал на 34 см короче, но на 8 — выше. По-видимому, конструкторы учли подростковую акселерацию в 70-х годах прошлого столетия.
- Уменьшен на 3 мм диаметр сквозного отверстия в шпинделе с целью повышения его жесткости.
- Увеличено коническое отверстие в шпинделе для установки неподвижного центра (Морзе №3).
- Станок обрел штатное защитное ограждение рабочей зоны.
- Увеличен ход верхних салазок: 85 мм вместо 50-ти.
- Вес станка увеличился на 20 кг: 300 против 280-ти у ТВ-4.
Презентация станка ТВ-6
Видео 1
демонстрирует модернизированный станок. Обратите внимание на автономную систему смазки коробки подач. Электрические кнопки управления перенесены на переднюю бабку, что, несомненно, намного удобнее заводского исполнения.
Видео 2
показан процесс работы на станке. Несмотря на множество лишних переходов, автор довольно-таки споро вытачивает небольшую деталь.
Как правильно купить подержанный станок
- Предупреждение: покупая по объявлению в другом регионе можно попасть на недобросовестных продавцов. Или товар может не отвечать заявленному состоянию, или предложат более высокую цену. В результате деньги на поездку будут выброшены на ветер. Так что лучше искать предложение поближе.
На что следует обращать внимание при покупке:
- Наличие патрона, кулачков, задней бабки, электродвигателя. Причем если электродвигатель еще можно будет купить, то заднюю бабку достать довольно трудно (их часто сдают в металлолом, поскольку снять со станка можно довольно легко).
- Необходимо убедиться, что шпиндель станка вращается, перемещение суппорта включается. Если электродвигатель не работает, можно вращать шпиндель вручную за приводной шкив. Если что-то не вращается или не движется, очевидно, имеются какие-то поломки.
- Проверьте — насколько изношены трущиеся поверхности, а также радиальную болтанку шпинделя и пиноли задней бабки. Любая найденная неисправность — повод для снижения цены. Если же неисправностей много, лучше отказаться от покупки даже за небольшую сумму. Потому что ремонт может влететь в копеечку.
Вот вкратце и все, что можно рассказать в рамках одной статьи. Дополнительные сведения можно почерпнуть на тематических форумах. Оказывается, есть много людей, которым нравится осваивать токарное ремесло и они делятся своим практическим опытом. К сожалению, высказывания иногда бывают спорными. В сомнительных случаях лучше обращаться за советом к опытному токарю-профессионалу.
Читайте также: