Токарный станок по металлу тв 7 технические характеристики
Обновлено: 17.05.2024
Токарно-винторезный станок ТВ-7 – это оборудование, которое специально было разработано для того, чтобы проводить на нем обучение основам профессии токаря. Такие станки производились на Ростовском заводе «МАГСО». Ими оснащались как учебные мастерские общеобразовательных школ, так и цеха профессиональных образовательных заведений.

Конструктивные особенности станка модели ТВ-7
Токарный станок модели ТВ-7, часто называемый «Школьник», позволяет эффективно осваивать как теоретические, так и практические азы токарного дела. Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
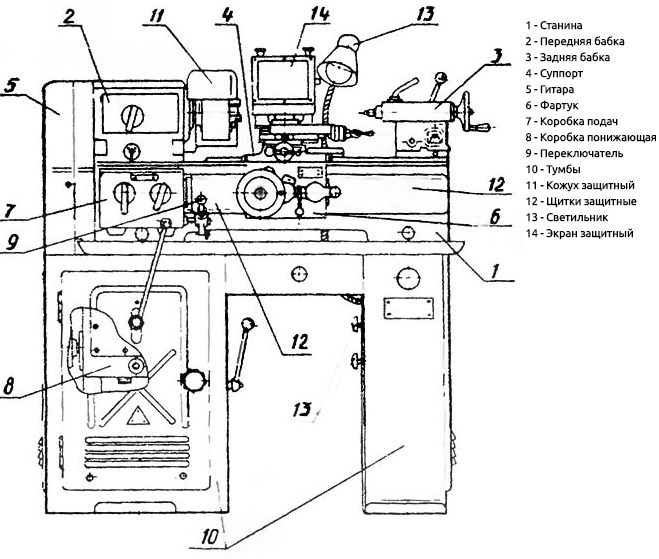
Основные узлы станка
Основными конструктивными элементами токарного станка ТВ-7 являются:
- несущая станина;
- передняя и задняя бабки;
- защитные щитки, кожух и экран;
- переключатель;
- суппорт;
- коробка переключения подач;
- двухступенчатая коробка переключения скоростей (понижающая);
- гитара;
- фартук оборудования;
- светильник для освещения зоны обработки;
- несущие тумбы.
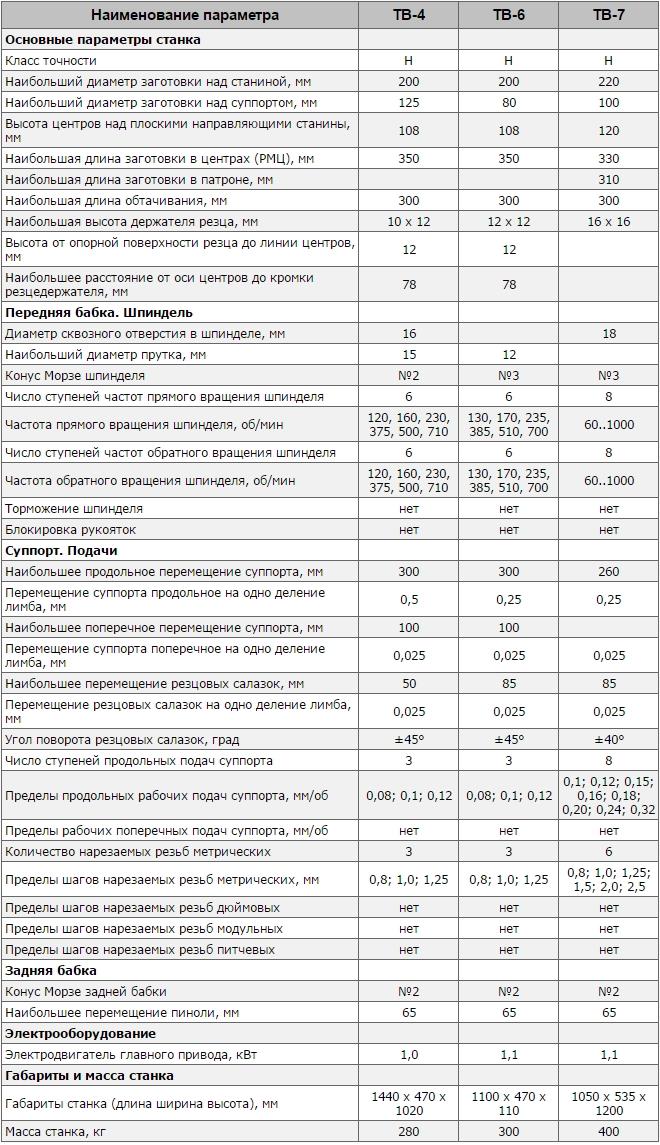
Характеристики станка ТВ-7
Технические возможности токарного станка ТВ-7 позволяют использовать его для выполнения следующих технологических операций по обработке металла:
- проточки и расточки поверхностей, имеющих цилиндрическую и коническую конфигурацию;
- подрезки торцов заготовки;
- отрезки части заготовки;
- сверления;
- нарезания резьбы метрического типа и др.
Управление оборудованием
Поскольку ТВ-7 создавался для применения в качестве школьного или учебного оборудования, управление его работой не представляет больших сложностей. Даже по фото устройства понятно, что освоить работу на таком агрегате нетрудно.
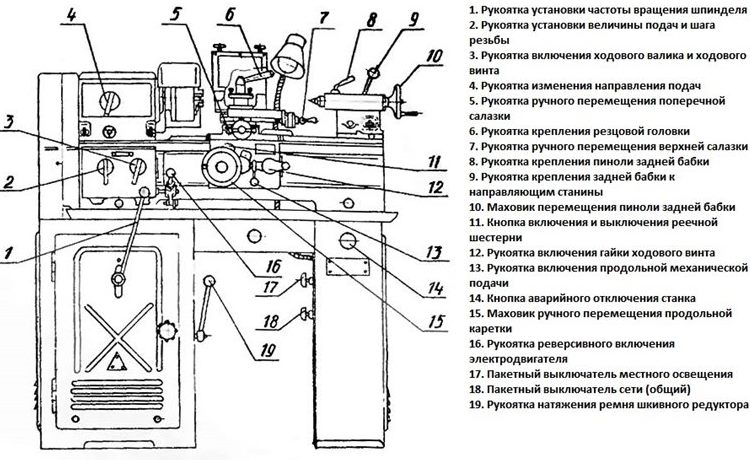
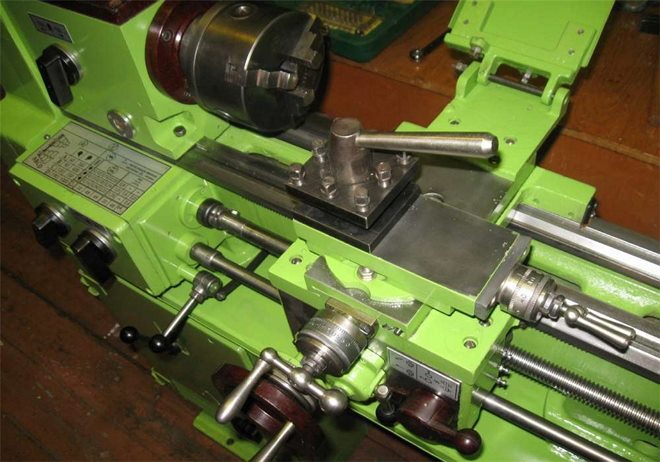
Органы управления ТВ-7 (нажмите, чтобы увеличить)
В конструкции токарного ТВ-7 имеется несколько выключателей пакетного типа; кнопка, отвечающая за экстренную остановку рабочего процесса; кнопка, при помощи которой запускается реечная шестерня; маховик для управления продольным перемещением каретки; второй маховик, при помощи которого перемещают заднюю бабку; а также целый ряд управляющих органов, отвечающих за выполнение таких операций, как:
- включение реверсного режима работы главного двигателя;
- натяжение ремня, соединяющего электродвигатель с редуктором;
- запуск подачи суппорта станка в продольном направлении;
- фиксация задней бабки на направляющих станины;
- перемещение салазок в поперечном направлении;
- изменение направления подачи;
- включение в работу ходового винта и ходового валика;
- изменение частоты вращения шпиндельного узла;
- выбор величины подач и шага нарезаемой резьбы.

Основное назначение ТВ-7 — обучение молодых специалистов
Обзор конструкции агрегата будет неполным без упоминания трех рукояток, отвечающих за:
- включение гайки ходового винта;
- крепление пиноли;
- фиксацию резцовой головки в требуемом положении.
Все указанные органы управления позволяют эффективно выполнять простейшие токарные операции над заготовками из металла.
Даже по краткому обзору токарного станка модели ТВ-7 понятно, что с помощью этого устройства можно достаточно быстро освоить азы токарного дела и принципы управления технологическими операциями металлообработки.
Как устроены станина и передняя бабка станка ТВ-7
Основным несущим элементом оборудования данной модели, как и любого другого токарного станка, является станина, на которой крепятся все конструктивные узлы, кроме главного электродвигателя. Устанавливается станина, производимая из чугуна по технологии литья, на две массивные тумбы.
На верхней части станины есть четыре направляющих, две из которых имеют призматическую конфигурацию, а две – плоскую. По передней плоской и задней призматической направляющим передвигается задняя бабка, а по задней плоской и передней призматической – суппорт с резцедержателем.

Передняя бабка, в которой размещен шпиндельный узел, сообщающий вращательное движение детали, закрепленной в нем для обработки, располагается в левой части станины. Шпиндельный узел школьного токарного станка ТВ-7 обладает следующими характеристиками:
- диаметр сквозного отверстия – 18 мм;
- количество ступеней вращения, совершаемого в прямом и обратном направлениях, – 8;
- категория посадочного конуса Морзе – №3;
- вращение узла в прямом и обратном направлениях может совершаться в интервале 60–1000 об/мин.
Обрабатываемая заготовка получает вращение от шпинделя и фиксируется в нем при помощи трехкулачкового патрона или планшайбы с поводком, которые соединяются с самим шпинделем посредством резьбы, имеющейся на его поверхности. В том случае, если необходимо выполнить обработку детали в центрах, в шпиндельный узел устанавливается соответствующий конусный центр.

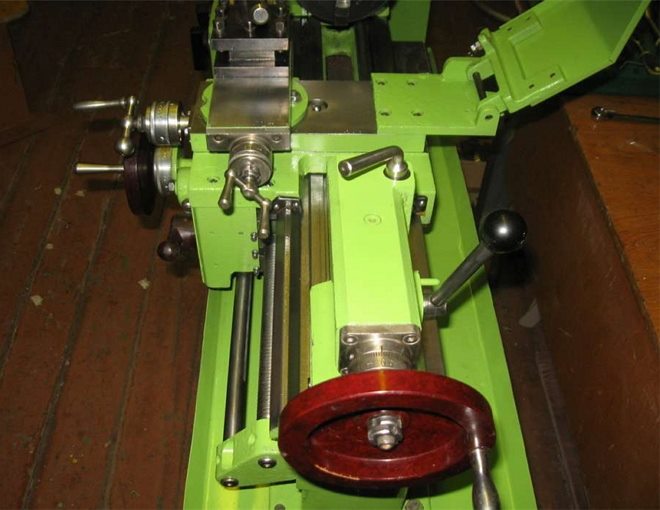
В передней тумбе станка расположены двигатель и понижающая коробка
Для обеспечения точного и легкого вращения шпиндельный узел устанавливают в две опоры передней бабки, которые оснащены узлами с радиально-упорными подшипниками. Суппорт станка в процессе обработки детали должен иметь возможность совершать реверсивные движения (подачи), за которые отвечает специальный механизм, также располагающийся в передней бабке. Управлять такими перемещениями можно при помощи специальной рукоятки.
Надежная и эффективная работа токарного станка ТВ-7 требует регулярной замены отработанного масла свежим. Для выполнения этой процедуры в конструкции устройства имеется специальная пробка, расположенная на задней стороне передней бабки. Контролировать уровень масла, залитого в станок, помогает маслоуказатель на лицевой части передней бабки.
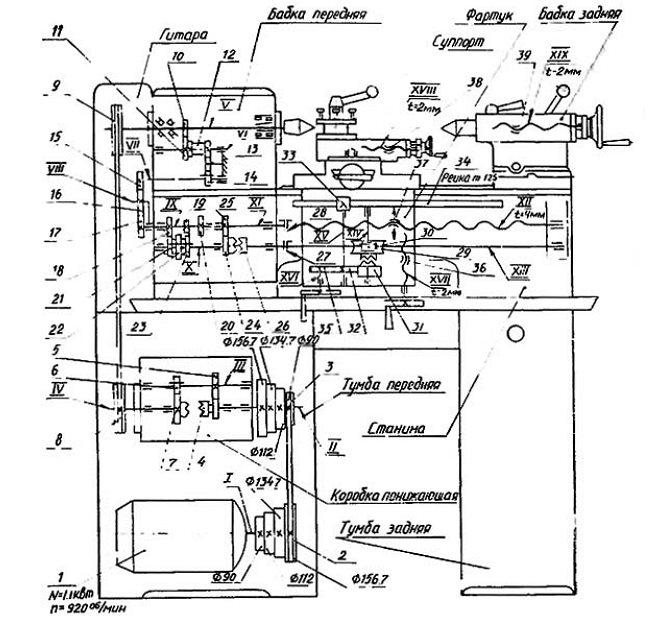
Кинематическая схема ТВ-7
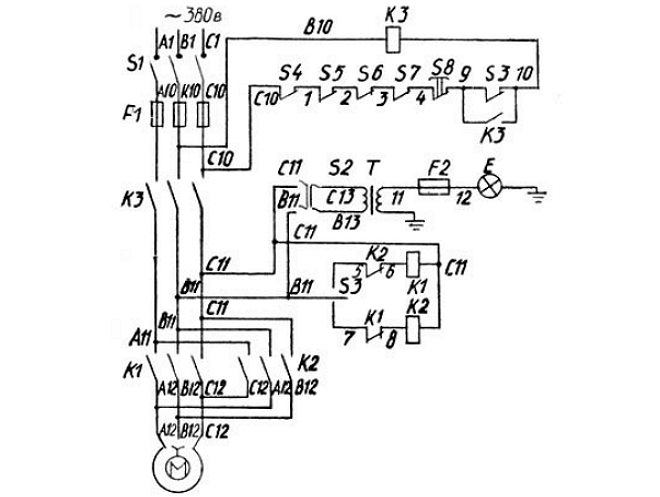
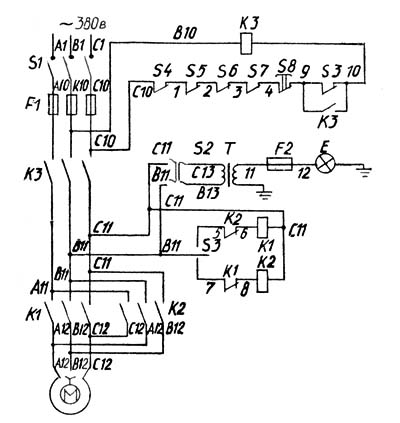
Принципиальная электрическая схема
Суппорт станка, его коробка подач и задняя бабка
Суппорт токарного станка ТВ-7, необходимый для фиксации режущего инструмента и его перемещения в продольном и поперечном направлениях, состоит из 4 салазок. Первые салазки – самые нижние в конструкции, они перемещаются по направляющим станины в продольном направлении. Салазки №2 обеспечивают поперечное перемещение инструмента и передвигаются по направляющим первых салазок.
Салазки №3 отвечают за поворот резцовой головки на 40 0 (в обе стороны от ее среднего положения), также на этих салазках расположены направляющие, по которым в продольном направлении перемещаются салазки №4. Резцедержатель, фиксирующий режущий инструмент, расположен на самых верхних салазках – четвертых. Продольное перемещение верхних салазок управляется рукояткой, которая соединена с винтом.
В суппорте станка ТВ-7, как видно из описания этого узла, имеется много трущихся элементов, которые в процессе работы активно изнашиваются, что приводит к образованию зазоров между ними. Такие зазоры, если их вовремя не устранить, являются причиной нарушений в работе элементов суппорта: вибрирования резца, нарушения точности обработки и др. Для устранения зазоров в конструкции суппорта предусмотрены прижимные планки и клинья, которые регулируются винтами на торцах салазок.
Резцедержатель станка крепится к салазкам №4 при помощи болта, а его положение фиксируется посредством специального опорного штифта. Чтобы отжать данный узел суппорта от верхних салазок, необходимо провернуть рукоятку, которая соединена с болтом. Характеристики держателя резцов допускают одновременное закрепление в нем до 4 токарных резцов, которые надежно фиксируются в нем при помощи соответствующих болтов.

В обзоре токарного станка ТВ-7 нельзя не упомянуть его заднюю бабку, которая используется для поддержания второго торца обрабатываемой заготовки, а также закрепления инструмента для обработки отверстий (сверла, развертки, метчики и др.). Конструкция данного узла состоит из корпуса, который перемещается по направляющим станины, а также пиноли, которая также может передвигаться в продольном направлении, для чего в ее конструкции предусмотрен винт, напрямую соединенный с маховиком.
Как говорилось выше, в пиноль задней бабки может вставляться режущий инструмент, также в ней может фиксироваться токарный патрон или конический центр, для чего в ее конструкции предусмотрено посадочное коническое отверстие (конус Морзе №2). При продольном перемещении пиноли, происходящем при вращении маховика с рукояткой, сама она не вращается, что обеспечивается за счет шпоночной канавки в ее конструкции и фиксирующего винта-шпонки, который в нее вворачивается.
Передаточный механизм агрегата, который иначе называют гитарой, служит для того, чтобы передать вращательное движение от шпиндельного узла коробке подач. Технические характеристики гитары ТВ-7 претерпели некоторые изменения по сравнению с более ранними моделями оборудования, за счет чего удалось упростить смазку узлов станка и снизить шум в процессе его работы.
Коробка подач устройства, параметры работы которой устанавливаются посредством трехпозиционной рукоятки, может обеспечить подачу суппорта станка в интервале 0,1–0,32 мм/об, а также нарезание метрической резьбы с шагом 0,8–2,5 мм. При длительной работе станка ТВ-7 в данном узле также может возникать осевой люфт, который можно устранить при помощи затягивания двух гаек, входящих в конструкцию коробки подач.
ТВ-7М Станок настольный токарно-винторезный учебный
схемы, описание, характеристики

Сведения о производителе учебного токарно-винторезного станка ТВ-7М
Производителем учебного токарно-винторезного станка тв-7м является Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Производимые этой фирмой станки хорошо известны на российском рынке и ряд стран СНГ, благодаря первым моделям токарно-винторезных станков ТВШ, ТВШ-2, ТВШ-3, ТВ-4, ТВ-6, ТВ-7. Модель ТВ-7М, заслуженно пользуясь репутацией качественного и надежного оборудования. Важная особенность станка — экономичность и низкий уровень эксплуатационных расходов.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-7М станок токарно-винторезный настольный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-7М заменил в производстве устаревшую модель ТВ-7.
Станок ТВ-7М является настольным универсальным токарно-винторезным станком и предназначается для обучения профессии токаря, также выполнения всевозможных токарных работ при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Принцип работы и особенности конструкции станка
Универсальный токарно-винторезный станок ТВ-7М сконструирован более 35 лет назад и выпускается в настоящее время.
ТВ-7М вновь обрел 6-и ступенчатую коробку скоростей, удаленную у его предшественника - станка ТВ-7 с целью упрощения конструкции.
Шпиндель токарно-винторезного станка ТВ-7М установлен на трех радиально-упорных подшипниках - два в передней и один в задней опорах. Диаметр отверстия для обработки прутка - 18 мм
Передний конец шпинделя - резьбовой М45 х 4,5 под промежуточный фланец ГОСТ 3889 исполнение 1. Стандартный патрон Ø100, Ø125 мм с наибольшим диаметром зажимаемой детали Ø90 и Ø110 мм соответственно.
Коробка подач обеспечивает 8 механических подач и 6 размеров метрических резьб без перестановки зубчатых колес гитары.
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками - он прост в эксплуатации, надежен и долговечен.
Станок ТВ-7М отличается от токарных станков и ТВ-9 и ТВ-11 межцентровым расстоянием, РМЦ:
Общий вид токарно-винторезного станка ТВ-7М

Фото токарно-винторезного станка ТВ-7м
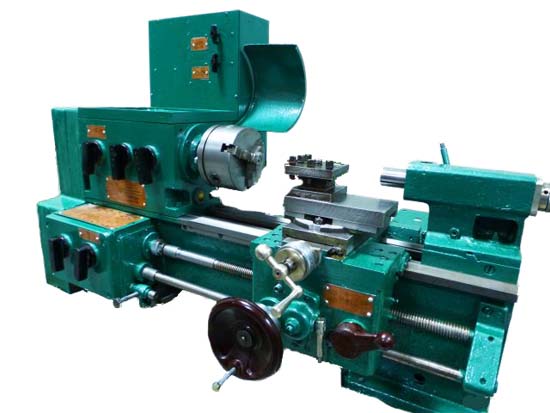


Расположение составных частей токарно-винторезного станка ТВ-7М

Расположение составных частей токарного станка ТВ-7М
Спецификация составных частей токарно-винторезного станка ТВ-7М
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт
- Гитара
- Фартук
- Коробка подач
- Электродвигатель
- Переключатель
- Электрошкаф
- Кожух защитный
- Щитки защитные
- Светильник
- Экран защитный
Расположение органов управления токарно-винторезным станком ТВ-7М

Расположение органов управления токарным станком ТВ-7М
Спецификация органов управления токарно-винторезного станка ТВ-7М
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка ручного перемещения поперечных салазок
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Маховичок ручного перемещения продольной каретки
- Кнопка аварийного отключения станка
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети
Схема кинематическая токарно-винторезного станка ТВ-7М

Кинематическая схема токарного станка ТВ-7М
Управление станком ТВ-7М
Пуск и остановка электродвигателя станка производится рукояткой 17 (см. рис. 2).
В зависимости от характера выполняемых на станке работ рукоятки и рычаги управления (см. рис. 2) должны находиться в определенных положениях.
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом):
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рукоятки 4 в зависимости от выбранной величины подачи. Рукоятка 5 «Винт — Вал» в левом положении «Винт».
- На фартуке — рукоятка самохода 14 в нижнем выключенном положении «От себя».
- Рукоятка включения реечной шестерни 12 — в положении «На себя».
- Рукоятка включения маточной гайки 13 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача):
- На передней бабке — положение рукоятки реверса 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рукоятки 4 в зависимости от выбранной величины подачи. Рукоятка 5 «Винт—Вал» в правом положении «Вал».
- На фартуке — рукоятка самохода 14 во включенном положении «На себя».
- Рукоятка включения маточной гайки 13 — в верхнем положении.
- Рукоятка включения реечной шестерни 12 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче:
- На передней бабке — положение рукоятки трензеля 4 в среднем положении.
- На коробке подач — положение рычага «Винт—Вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.
IV. Положение рукояток управления для получений необходимых режимов резания согласно рис. 12.
Механика токарно-винторезного станка ТВ-7М

Механика токарно-винторезного станка ТВ-7М
Конструкция токарно-винторезного станка ТВ-7М
Станина токарно-винторезного станка ТВ-7М — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Передняя бабка токарно-винторезного станка ТВ-7м

Передняя бабка токарно-винторезного станка тв-7м

Чертеж передней бабки токарного станка ТВ-7М
Передняя бабка крепится на левой части станины. В станке модели ТВ-7М передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Вращение на входной вал 2 коробки скоростей передается от электродвигателя клиноременной передачей через шкив 1.
С входного вала 2 на вал 3 вращение передается зубчатой парой с внутренним зацеплением 4 и 5.
На валу 3 неподвижно закреплены шестерня 6 и блок-шестерня 7.
На валу 8 находятся блок-шестерни 9 и 10, которые перемещаются по шлицам вала при помощи рукояток 1 и 2 (рис. 2). Рукоятка 1 имеет три фиксированных положения, получаемые поворотом вправо и влево.
Рукоятка 2 имеет два положения.
Тройная блочная шестерня 9 имеет возможность находиться в зацеплении с шестерней 6 и блок-шестерней 7 и тем самым передавать, вращение валу 8 (три различные скорости).
Вращение с вала 8 на шпиндель 12 передается через блочные шестерни 10 и 11.
Таким образом, шпиндель имеет 6 ступеней скоростей (см. табл. 5) от 60 до 975 об/мин.
Шпиндель передаст вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 13 получает вращение через шестерни 14—15. С вала 13 движение передается шестерне гитары — 17.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
При левом крайнем положении шестерня 15 получит прямое вращение непосредственно от блока шестерен 14, расположенного на шпинделе.
При правом крайнем положении шестерня 15 получит обратное вращение через паразитную шестерню 16, которая находится в постоянном зацеплении со второй ступенью блока шестерен 14.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 18. С обратной стороны имеется пробка 19 для слива масла.
Гитара токарно-винторезного станка ТВ-7М
Гитара (рис. 5) служит для передачи вращения от шпинделя передней бабки коробке подач.
В узел гитары входит кронштейн 6, запрессованные в него две оси 5, на которых свободно вращаются шестерни.
Вращение с шестерни 1 сидящей на выходном валу передней бабки, передается на сменную шестерню, а затем через шестерни 2—3—4 передается на входной вал коробки подач.
Коробка подач токарно-винторезного станка ТВ-7М
Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 6).
При повороте рукоятки 4 (рис. 2), которая имеет три фиксированных положения, блок-шестерня 6 перемещается по шлицам вала 5 и ее венцы поочередно входят в зацепление с шестернями 2, 3, 4, неподвижно сидящими на валу 1 (рис. 6).
Это дает возможность вместе со сменными шестернями гитары получить метрическую резьбу с шагом 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 мм и продольную механическую подачу суппорта 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 мм/об.
Фартук
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Суппорт токарно-винторезного станка ТВ-7М
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Задняя бабка токарно-винторезного станка ТВ-7М
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Схема электрическая токарно-винторезного станка ТВ-7М

Электрическая схема токарно-винторезного станка ТВ 7м
Система смазки
Перечень точек смазки дан в таблице 7.
Смазка основных узлов станка
Внимательное отношение к смазке станка является гарантией безотказной работы станка и его долговечности.
Для смазки станка следует применять масло индустриальное И-20 Л, ГОСТ 20799—75 и солидол Ж, ГОСТ 1033—79.
Передняя бабка
Шестерни и подшипники передней бабки смазываются разбрызгиванием масла из масляной ванны. Масло заливается при снятой верхней крышке.
Уровень масла в передней бабке должен быть на середине глазка маслоуказателя.
Коробка подач
Для смазки механизма коробки подач в верхней ее части имеется лоток для заливки масла. Из лотка масло на шестерни и трущиеся поверхности подается фитилями. Во время работы станка в корыте постоянно должно находиться небольшое количество масла.
Для слива скопившегося масла в нижней части имеется сливная пробка.
Фартук
Смазка механизма фартука осуществляется вручную через отверстие в нижней каретке суппорта.
Направляющие станины суппорта, задней бабки, ходовые винты и подшипники ходовых винтов смазываются вручную.
Для смазки ходового винта и ходового валика необходимо снять защитные щитки, установленные на корпусе фартука.
Регулирование станка ТВ-7М
Устранение осевого зазора в подшипниках передней опоры шпинделя
Устранение осевого зазора в подшипниках передней опоры шпинделя осуществляется гайкой 1, которая от самоотвинчивания стопорится винтом 2 (рис. 13).
При появлении в процессе работы станка вибрации шпинделя необходимо проверить затяжку гайки 1. Если затяжкой гайки вибрация шпинделя не устраняется, это говорит о том, что износились подшипники передней опоры шпинделя и станок требует ремонта.
Зазор в подшипниках передней опоры шпинделя устраняется шлифовкой торцов компенсационного кольца 3.
Натяжение ремня
Для продления срока службы клиноременной передачи и более полного использования электродвигателя по мощности необходимо следить за натяжением ремня и своевременно подтягивать его.
Для натяжения ремня (1) (рис. 14) клиноременной передачи от электродвигателя (2) к передней бабке необходимо создать натяг ремня винтом 3.
Уход за станком
Переключение рукояток изменения чисел оборотов и реверса подач передней бабки, а также рукояток коробки подач необходимо производить при выключенном двигателе после полной остановки станка. В случае если необходимая пара шестерен или зубчатая муфта не включились, необходимо, взявшись рукой за патрон, провернуть шпиндель и ввести шестерни или муфту в зацепление (при выключенном электродвигателе).
При переключении передач в период неполной остановки шпинделя происходят резкие удары зубчатых муфт и шестерен, вследствие чего они быстро изнашиваются и приходят в негодность.
Перед тем как навернуть патрон на шпиндель, нужно тщательно прочистить резьбу на шпинделе и в патроне.
Загрязнение резьбы вызывает заедание патрона на шпинделе и может вывести шпиндель из строя.
Необходимо тщательно следить за состоянием сальников суппорта, так как со временем в них скапливается мелкая стружка, которая может вызвать задиры на направляющих станины. Сальники необходимо промывать керосином.
За направляющими станины требуется весьма тщательный уход. Ни в коем случае не следует допускать, чтобы при движении суппорта на направляющих оставался грязный след. Слой масла на направляющих станины при движении суппорта должен быть всегда чистым.
При появлении грязного следа нужно немедленно тщательно промыть керосином направляющие.
Грязный след образуется мельчайшими частицами металла, которые попадают между трущимися поверхностями суппорта и станины и при движении суппорта образуют царапины на направляющих.
Особое внимание необходимо обращать на то, чтобы не перегружать станок. У перегруженного станка во время работы наблюдается повышенный шум, происходит пробуксовывание ремня, перегревание подшипников шпинделя и перегревание электродвигателя.
Пиноль при проточке деталей в центрах следует выдвигать на небольшую величину; это сохранит ее от преждевременного износа, обеспечит более прочное крепление детали.
Рекомендации по изготовлению и использованию держателей для метчиков и плашек и упоров продольного перемещения суппорта при работе на ручных подачах (см. приложение 3).
Ремонт станка
При эксплуатации станка в соответствии с требованиями и рекомендациями, изложенными в соответствующих разделах, и соблюдении рекомендуемого графика плановых ремонтных работ (см. табл. 9) его межремонтный цикл (срок работы до первого капитального ремонта) равен 7 годам при двухсменной работе.
Подробный обзор настольного токарно-винторезного станка по металлу ТВ-16: технические характеристики
Настольный компактный токарно-винторезный станок ТВ-16 известен со времен Советского Союза.
Запомнился благодаря урокам труда в школьных учреждениях, подготовке слесарей в профтехучилищах. Официально модель снята с производства, но продолжает обучать токарному мастерству молодых специалистов.

Краткая история серии
В основе создания ТВ-16 лежит модель чехословацкого производства аналогичного назначения TOS MN-80 a. Известен с 50-х годов прошлого столетия, когда основным назначением агрегата было получение базовых навыков школьниками и студентами профтехучилищ и техникумов в токарном деле, считался обязательным инвентарем на уроках трудового обучения.
Заводы, производившие станки, размещались на всем постсоветском пространстве: Украина, Беларусь, Казахстан. Характеристики и конструктивные особенности моделей всех заводов были идентичны, отличались только конфигурацией литься станины. Несмотря на то, что официально заводы больше не занимаются выпусков ТВ-16, обучение токарей в учебных заведениях проводится по сей день.
Назначение и область применения станка по металлу
Модель предназначена для получения навыков токарного мастерства будущими специалистами, а также учащимися школ, студентами профессиональных технических училищ и техникумов.
Несмотря на то, что у станка упрощенный механизм сборки, отсутствуют ходовой вал, коробки подачи скоростей, устройство выполняет следующие разновидности токарных работ по металлу со средней сложностью операций:
- расточка и проточка заготовок конической и цилиндрической формы;
- отрезание деталей;
- обработка торцов;
- нарезка внутренней, наружной резьбы;
- сверление отверстий.
Основные разновидности и расшифровка модификаций
Станок ТВ-16 одна из универсальных моделей серии ТВ, выпускавшихся в советское время для образовательных учреждений. В серию вошли также такие модели со схожей комплектацией и довольно простой электросхемой:
- ТВ-2, модель с тремя подачами и тремя видами нарезки резьбы. Выпускается в двух модификациях с разными крышками передней бабки. Мощность двигателя 500 Вт, частота оборотов шпинделя 900 об/мин. , усовершенствованная модель с более мощным двигателем, частотой вращения шпинделя до 1 500 об/мин, и шестью скоростями. модель, идентичная предыдущей, отличается мощностью движка 1,1 кВт, 1 400 оборотами в минуту, появлением электрощитка на правой тумбе и измененной конфигурацией карболитовых ручек. . Полностью модернизированная модель с измененным способом переключения скоростей, расширенным функционалом.
Маркировка изделий означает:
- цифра 1 — группа (токарное оборудование);
- цифра 6 — тип (токарно-винторезный).
Технические характеристики
Согласно паспорту, ТВ-16 малогабаритное изделие, которому характерны следующие характеристики, позволяющие использовать агрегат в небольшой мастерской.

Основные параметры
- максимальный диаметр детали дискового типа — 1,6 см;
- максимальный диаметр обрабатываемой детали — 0,9 см;
- максимальная длина обрабатываемой детали — 2,5 см;
- промежуток между центрами — 25 см;
- высота центров — 8,5 см;
- максимальная высота проточки — 25 см.
Шпиндель
Установка токарного патрона на шпиндель требует наличия промежуточного фланца.
- размер переднего края — М 3,9*0,4 см;
- инструментальный конус вала — 3;
- диаметр патрона — 10 см;
- диаметр отверстия в шпинделе — 1,8 см;
- параметры оборотов оси в минуту (6 ступеней) — 160, 250, 400, 630, 1000, 1600;
- максимальный диаметр прутка — 1,7 см;
- приостановление — отсутствует;
- реверс — по двум направлениям.

Суппорт и подачи
Возможность поворота четырехгранной резцедержки составляет 360 градусов с закреплением поворота, с помощью центральной рукоятки, на 45 градусов.
- осевое передвижение на одно деление лимба — 0,5 мм:
- поперечное передвижение на одно деление лимба — 0,05 мм:
- осевое перемещение на один оборот лимба — 32 мм;
- поперечное передвижение на один оборот лимба — 1,5 мм;
- количество резцов в держателе — 4;
- максимальное осевое перемещение – 2,6 см;
- максимальное поперечное перемещение – 10 см.
Резцовые салазки
Поперечные салазки движутся перпендикулярно оси станка, по направляющим расположенным вверху каретки. Верхние вместе с резцедержателем — по направляющим поворотной окружности, установленных на поперечных салазках.
Движение обеих салазок происходит в ручном режиме гайками и винтами.
- продольное перемещение лимба за один оборот — 3,2 см;
- поперечное перемещение лимба за один оборот — 0,15 см;
- максимальный угол поворота — 60 градусов;
- величина одного деления шкалы поворота — 1 градус;
- максимальная длина смещения — 1 см;
- передвижение на одно деление лимба — 0,05 мм;
- передвижение на один оборот лимба – 1,5 мм.
Задняя бабка
- максимальное смещение пиноли — 0,65 см;
- погрешность поперечного сдвижения задней бабки ± 0,5 см;
- погрешность поперечного сдвижения на 1 деление — отсутствует;
- конус Морзе — 1;
- максимальное смещение пиноли — 6,5 см;
- величина одного деления смещения пиноли: линейка 1 мм, пиноль — 0,5 мм.
Электрооборудование
Узел электрооборудования состоит из нескольких, совместно работающих механизмов для включения, выключения устройства. А также обеспечения безопасности при замыканиях и перепадах напряжения в сети, блокировки в экстренных случаях и заземления станка.
Включает в себя: пакетный переключатель реверсивного типа, подключающий станок в сеть, предохранитель, магнитный пускатель, запускающий и останавливающий агрегат, и клавиша «Стоп».
- мощность двигателя — 0,4 кВт;
- напряжение сети — 220–380 В.
Габариты и масса
- длина — 1,15 м;
- ширина — 0,6 м;
- высота — 1,2 м;
- масса — 180 кг.
Общая конструкция и принцип работы
Аппарат состоит из таких составляющих:
- литая основа;
- задний и передний узлы;
- резцедержатель;
- механизмы подачи, привода;
- комплект шестерней, резцов и других инструментов.
Принцип работы этих деталей заключается в следующем. Деталь, закрепленная на шпинделе в горизонтальном положении, поддается вращению, с помощью заточенного движущегося резца происходит снятие определенного слоя стружки с металлического изделия.
Дополнительное оборудование в виде сверл, шлифовальных дисков и фрез, применяемых для работы, значительно расширяет функционал оборудования.
Узел из отдельно вращающихся и подогнанных друг под друга деталей, надежно зафиксированных на станине, составляют внутреннее устройство токарно-винторезного станка.
Фото и описание устройства
Несложная конструкция оборудования позволяет быстро освоиться с технологическим процессом обработки металлических изделий даже начинающему токарю.





Общий вид
Основа выполнена из литого чугуна, с помощью винтовых отверстий станок крепится к столешнице. В центре стола расположен ящик для хранения всевозможных инструментов и приспособлений.
Правая коробка предназначена для хранения резцов и шестерней.
Внутри левой коробки расположен привод, состоящий из двигателя, промежуточного вала и двух передач. Промежуточный вал регулирует степень натяжения ремня эксцентриковым устройством, вращающий главный вал. Тот, в свою очередь, вместе с двигателем, оснащены ступенчатыми шкивами, обеспечивающими вращение шкива на шести разных скоростях.
Резцедержка передвигается благодаря ходовому винту и гайке, установленных в переднем отсеке рабочего основания.
Чертеж

- станина;
- передняя бабка;
- привод станка;
- механизм подач;
- фартук;
- суппорт;
- задняя бабка;
- стол;
- электрооборудование;
- принадлежности и инструмент.
Расположение органов управления
В список основных органов управления станком включены следующие механизмы:
- выключатель;
- рукоять, изменяющая частоту вращения шпинделя;
- рукоять, меняющая направление подачи;
- кнопочный модуль;
- рычаг, закрепляющая головку резца;
- рычаг запуска маточной гайки;
- рычаг перемещения верхних салазок;
- рычаг перемещения поперечных салазок;
- рукоятка, закрепляющая положение пиноли задней бабки;
- маховик осевого движения пиноли задней бабки;
- маховик продольного движения суппорта.


Кнопочная станция и переключатель скорости вращения шпинделя размещены на лицевой поверхности стола, остальные, непосредственно, на самом агрегате.
Кинематическая схема

Шпиндельная бабка
Передняя бабка состоит из корпуса, металлического удила и вала с трехступенчатым шкивом. Основной задачей является вращение рабочего кардана, соединенного с радиально-упорным подшипником, установленным в передней части вала.
Основной вал также имеет шкив, обеспечивающий заданную скорость вращения электродвигателем. С помощью трензеля предусмотрено обратное вращение вала.
Два конусообразных подшипника удерживают шпиндель и шкив. Меняя расположение подшипника с помощью гайки, регулируется зазор между ним и шпиндельным узлом.
Устройство переключения скоростей и подач
В ТВ-16 коробка переключения скоростей и подач отсутствует. Скорость шпинделя регулируется сменой ремней между зазорами шкивов, получая таким образом, один из 6 режимов. Меняя шестерни в гитаре, управляют шагом нарезаемой резьбы или скоростью подачи.
Зубчатый узел расположен в закрытой коробке, на дверце которой установлен выключатель, останавливающий, в целях безопасности, работу оборудования в случае открывания двери во время рабочего процесса.

Фартук, управляемый рукоятью на корпусе, приводит в движение суппортный ход. Каретка специальными винтами прикреплена к фартуку устройства.
Разъемную гайку, расположенной в фартуке, приводит в движение рукоять. При включенной гайке резцедержатель подается ходовым винтом. При выключенной — выполняется вручную, вращая маховик.
Суппорт
Суппорт отвечает за фиксацию и передвижение режущих инструментов по наклонному, продольному и поперечному направлениях. Узел включает в себя резцедержку, каретку и салазки.
Каретка движется параллельно станине по направляющим, на ней установлены все составляющие суппорта. Ходовой винт и шестерни с рейкой обеспечивают продольное движение суппорта.
Задняя бабка с шестиугольными направляющими обеспечивает правильное расположение длинных деталей при перемещении по станине. Выполняет роль дополнительной опоры, фиксируется пазовым болтом.
Схема электрическая принципиальная

Инструкция по первому запуску и эксплуатации
Прежде чем эксплуатировать станок, после распаковки приступают к монтажу и проверке оборудования:
- станок прикручивают к поверхности стола 6 винтами, идущими в комплекте;
- проверяют положение ремня привода на приводном шкиве;
- учитывая габариты и массу станка, проверяют правильность установки по горизонтали;
- осуществляется заземление через боковые отверстия станины, провода прижимают болтом;
- питающий шнур от щита, обязательно оснащенным предохранителями, изолируются;
- проводится тщательный осмотр станка, уделяя особое внимание узлам. При необходимости меняется смазка;
- проводится пробный запуск, сначала вхолостую, затем с нагрузкой.
Правила эксплуатации и ухода, паспорт
Перед началом работ рассчитывают количество оборотов, в зависимости от веса и типа детали. Учитывая специфику обработки изделия, устанавливают шестерни в узле подачи. Далее, на шпинделе устанавливается планшайба, в резцедержателе закрепляются резцы.
Общие требования по уходу и эксплуатации токарно-винторезного станка:
- периодическая проверка работы оборудования, состояния проводки и заземления;
- контроль за состоянием подшипников и температуры поверхности вала;
- немедленное отключение прибора от сети в случае обнаружения неисправностей;
- вето на смазку и чистку деталей в процессе работы станка;
- полное отключение прибора путем нажатия кнопки «Выключено»;
- обязательное условие — обеспечение комфортного доступа к агрегату и достаточного освещения рабочей зоны;
- своевременное устранение неисправностей специалистами.
Паспорт вы можете бесплатно скачать по ссылке далее — Паспорт станка ТВ-16
Современные аналоги
Очевидные преимущества станка ТВ-16 принадлежат их аналогам, неуступающим качеством комплектации, сроком службы, а в количестве режимов, мощности и автоматизации процесса, доступности даже выигрывают.
- Швейцарские JET BD-7 или BD-X7.
- Германский Optimum TU1503V.
- Совместное производство Чехии и Китая — Proma SM-300E.
- Российский TRIOD LAMS-02/300.
- Чешский MN-80A.
- Польский TSA-16.
Несмотря на то, что ТВ-16 снят с производства, является конкурентоспособной моделью. Изначально рассчитан на обучение новичков. Подходит для получистовой и чистовой обработки деталей, непригоден для массовой выработки металлических изделий.
Основные преимущества и описание токарный станок ТВ-7
У токарного станка очень большая история происхождения. Он стал первым прототипом стальных станков, активно используемых сейчас не только на производстве, на заводах, но и в других отраслях.
Профессия токаря является одной из главных в машиностроении. Дело в том, что без станка этого вида нет возможности изготовить нужную деталь для машины или механизма.

Виды работ, производимых на станке
Оснащение ТВ-7 позволяет совершать следующие действия:
- Нарезать выступы и впадины, которые находятся на поверхности деталей.
- Можно полностью отрезать определённую часть по заранее выполненному контуру. Важно, чтобы он не был замкнутым.
- Расширить расстояние между крупными и мелкими деталями, выполненными из металла. Размеры заранее должны быть выверены и отмечены.
- Есть возможность обточить поверхность, чтобы сделать её гладкой. Также можно придать форму конуса, цилиндра.
- Сверлить отверстия любого вида.
- Подрезать торцовые части детали, которую планируется изготовить.
Эта модель стала улучшенной версией прошлого вида станка. Он имеет много отличий от своей предыдущей версии, что позволяет проводить работу более качественно и намного быстрее. Механизм делает возможным осуществление выверки соосности получившейся детали с осью вращения.
Основными качествами и характеристиками, отличающими этот станок от остальных моделей, являются:
- Классификация по точности изготовления резьбы–«Н».
- Вес равняется сорока килограммам.
- Размеры изменились.
- Расстояние от болванки, расположенной в центральной части – 330 мм, а в патроне – 310 мм.
- Расстояние проточки болванки – 300 мм.
- Длина передвижения салазок резца составляет 85 мм.
- Хорда просвета главного вала, который пересекает внутреннюю часть детали, 18 мм.
- Период вращения детали вокруг оси равняется 8.
- В минуту головка главного вала делает 60–1000 об.
- Поперечник болванки, закрепленный над корпусом приспособления – 220 мм, резцедержателем – 100 мм.
- Высота приспособления, удерживающего резец, составляет 16х16 мм.
- Расстояние передвижки резцедержателя – 260 мм.
- Продольная и поперечная перестановка резцедержателя соответственно разбивки лимба – 0,025 мм.
- Величина периода подвода резцедержателя равняется 8.
- Угол разворота салазок – +/- 45.

Также на нём есть специальные элементы, которые защищают прибор от случайного получения сколов, царапин и даже поломок, а именно это щиток и экран, выполненный из прозрачного материала.
Конструктивные особенности
Его часто используют в качестве прибора, на котором проходят обучение, с помощью него закрепляется усвоенный материал на практике по методу использования обработки твердых изделий. Данный прибор состоит из нескольких основных деталей:
- станины;
- опорных тумб в количестве двух штук;
- бабок, расположенных с двух обеих сторон;
- суппорта.
Уникальная конкретика при получении необходимых деталей обеспечивается благодаря шпинделю, который находится на опорах.
Управление
Изначально токарный станок этого вида предполагался для проведения практических занятий для школьников (часто его так и называют —школьный токарный станок по металлу), поэтому управление не вызывает много трудностей. Выполнение работы на таком оборудовании не вызовет много вопросов.
В конструкции ТВ-7 есть несколько основных деталей, благодаря которым осуществляется весь процесс. К этим деталям относится кнопка, останавливающая процесс при экстренных ситуациях, кнопка, запускающая реечную шестерню и прочее.

Станина и передняя бабка
Бабка по праву считается основным узлом, так как без него слаженной работы не будет. Она расположена на тумбах. При её изготовлении используется прочный материал – чугун.
Бабка двигается благодаря передней направляющей, которая плоская, задняя же, напротив – призматическая. Суппорт двигается благодаря плоским очертаниям задней и передней призматической формы.

Бабка находится на левой стороне. Шпиндель патрона крепится на ней. Он поддерживает изготавливаемое изделие в удобном месте, он же обеспечивает необходимую частоту вращения.
Суппорт, задняя бабка и коробка подач
Держатель, помогающий менять расположение резцов, находится на суппорте. Двигается только ручным способом в двух направлениях: продольном и поперечном.

Резцедержатель вращается в разные стороны с радиусом в 40 градусов благодаря удобной рукоятке, в конце перед работой он тщательно фиксируется. Фартук размещается на нём, отвечающий за механическую подачу резца рабочим валом или же винтом.
Бабка придёт в действие, если выполнить следующие действия:
- Подсоединить разъёмную гайку к винту, способному перемещаться.
- К валу распределительное механическое зажимное устройство.
Люфты направляющих, появляющиеся во время проведения работы, легко утилизируются, используя клинья и планки. Отрегулировав их, можно устранить вибрацию деталей, которые предстоит обработать.

Детали, которые обрабатываются на станке, легко крепятся при помощи задней бабки, в которой расположены патроны. Главная их функция заключена в реализации сверления, развертывания.
Коробка передач предназначена для того, чтобы изменить скорость перемещения фартука. Благодаря ему можно обеспечить механическую и ручную продольную подачу суппорта. Управляется, используя рукоятку, имеющую 3 фиксированных положения.

Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе. Их валы оснащены четырьмя шкивами разных диаметров. Они расположены в порядке возрастания.
В состав электрооборудования входят детали:
- Асинхронный двигатель мощность 1,1 квт, который расположен в левой трубе.
- Щиток, находящийся в тумбе с правой стороны. На нём располагаются также и другие важные детали.
- Кулачковый переключатель, расположенный в задней части станины.
- Кнопка включения в сеть и устройства освещения.
Кинематическая схема

Электрическая схема

Особенности эксплуатации, паспорт
Своевременный уход за устройством поможет сохранить его дольше в презентабельном виде. Потребуется меньше затрат на замену деталей. В инструкции по эксплуатации ясно прописано, что, главное обращать внимание на соблюдение мер безопасности.
Паспорт станка можно бесплатно скачать по ссылке — Паспорт токарного станка ТВ-7
Станки этой модели требуют осмотра и очищения от металлической стружки после работы за ним.
Особенно тщательно нужно счищать стружку с деталей, которые определяют направление передвижки. Они находятся на корпусе и суппорте.
После проведения работ важно их тщательно смазать. Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением.
Как работать за ним?
При работе со станком важно соблюдать технику безопасности. Перед работой обязательно нужно надевать специальную одежду. Оборудование должно быть крепко закреплено и нужно это проверять.
В качестве подставки нужно использовать деревянную решётку, предварительно крепко её закрепив. Необходимо применять только те резцы, у которых правильная заточка.
Смазка
Все главные части должны быть тщательно промазаны смазкой, особенно тщательно нужно промазывать детали, которые двигаются. Сделать это достаточно легко за счёт шестерни, погружаемой в масло. Это позволяет аккуратно перенести капли на другие элементы. Чтобы наблюдать за уровнем масла существует «глазок».
Плюсы и минусы
Исходя из вышеописанного, можно выделить главные преимущества этого станка. Во-первых, этот станок не только токарный, он также является винторезным оборудованием.
Это означает, что на нём разрешается проводить все основные виды работ по механической отделке металла и ещё нарезать резьбы при помощи ходового винта. Станок ТВ-7 очень тяжёлый, что указывает на его устойчивость и пониженную вибрацию. Всё это понижает риск получения травм. К другим плюсам относится:
- Высокая мощность главного привода.
- Число ступеней вращения шпинделя большое.
- Высота центров понята.
- Метрическая резьба состоит из 6 шагов.
- Наличие двухскоростной понижающей коробки.
- На конце шпинделя большой диаметр резьбы.
- Размеры корпуса достаточно компактные. То позволяет размещать оборудование в помещениях даже с маленькой площадью.
У токарного станка есть и минусы:
- В сравнении с предыдущими моделями, на ТВ-7 расстояние между центрами, наоборот уменьшено.
Как правильно выбрать станок б/у
ТВ-7 снят с производства, поэтому приобрести новый будет проблематично и практически невозможно. На рынке станок ТВ-7 продаётся б/у. При выборе продавца лучше воспользоваться сайтом Avito или специальным сайтом, который специализируется на продаже станков.
Перед тем, как купить станок необходимо его тщательно смотреть на наличие поломок или дефектов. Перед осмотром внешнего состояния нужно переходить к следующему шагу: проверке узлов:
- Передвижение суппорта и люфта.
- Вращение шпинделя не должно сопровождаться звуками, вибрации должны отсутствовать.
- Кулачковый патрон должен быть в хорошем состоянии: зажим надёжный, кулачки перемещаются легко.
- Проверить резцовую головку, заднюю бабку.
- Рукоятка должна хорошо работать, регулировочные болты и гайки, резьбовые соединения должны быть в хорошем состоянии.
Отличная возможность проверить станок: включить его, поработать на разных режимах.
Токарно-винторезный станок ТВ-7 — надежный помощник домашнего мастера
Токарно-винторезный станок ТВ-7 производился в г. Ростове заводом «МАГСО». Согласно паспорту, он предназначался для оснащения школьных мастерских и ПТУ. На этих станках многие школьники и учащиеся учились токарному делу.

Скорости переключаются понижающей коробкой с двумя режимами и перестановкой ремня. Рычагов для этой цели нет.
На ТВ-7 можно выполнить следующие работы:
- нарезать резьбу;
- отрезать;
- проточить;
- просверлить отверстия;
- подрезать торцы.
Если есть опыт и приспособления, токарь может выполнить некоторые другие виды работ.
Параметры во многом подобны аналогичным агрегатам. Имеются некоторые различия, которые повысили возможности данной модели.
Станок имеет вес 400 кг, что несколько уменьшает вибрацию при работе. Размеры установки сравнительно небольшие: 1050×1200×535 мм.
В паспорте указаны такие технические характеристики:
- максимальный диаметр болванки, которую можно установить над станиной — 220 мм;
- максимальный диаметр болванки, которую можно установить над резцедержателем — 100 мм;
- расстояние от станины до центров — 120 мм;
- длина болванки, которую можно установить в центры — 330 мм, в патрон — 310 мм;
- максимальная длина, на которую можно проточить болванку — 300 мм;
- высота резцедержателя — 16×16 мм;
- отверстие в главном валу (диаметр) — 18 мм;
- количество ступеней на прямом вращении — 8;
- число оборотов при прямом и обратном вращении — 60—1000 в минуту;
- наибольшее расстояние, на которое возможно перемещение резцедержателя — 260 мм;
- осевое и поперечное перемещение резцедержателя, соответствующее одному делению лимба — 0, 025 мм;
- максимально возможное расстояние, на которое перемещаются резцовые салазки — 85 мм;
- количество ступеней подачи резцедержателя вдоль оси — 8.

Электродвигатель и понижающая коробка
На ТВ-7 можно нарезать метрическую резьбу, шаг от 0,8 до 2,5 мм.
Перед началом работы необходимо ознакомиться с конструктивными особенностями. Их знание поможет реализовать возможности агрегата в полной мере. Получить более полное представление об устройстве можно из фото.
Принцип управления достаточно простой. Для этого имеются:
- выключатели;
- кнопка отключения;
- кнопка реечной шестерни;
- маховики для передвижения механизмов вручную.

Кроме того, для управления служат рукоятки, которыми выполняют следующие функции:
- натягивают ремень;
- включают электродвигатель в реверсе;
- запускают механическую подачу;
- закрепляют заднюю бабку;
- передвигают салазки;
- определяют направление подачи;
- включают-отключают винт и валик;
- выбирают частоту вращения;
- выбирают шаг резьбы;
- определяют скорость подачи;
- фиксируют резцовый держатель.
Совокупность органов управления обеспечивает надежный контроль операций.
Станина (направляющие) опирается на тумбы. Все составные части агрегата, за исключением электродвигателя, размещаются на ней.
Суппорт и передняя бабка
Передняя бабка обеспечивает необходимую скорость вращения, поддерживает изделие. В нее вмонтирован шпиндель, от него через патрон или планшайбу передается вращение.
Они крепятся к шпинделю резьбой.
Шпиндельные опоры имеют два подшипника. В передней бабке располагается реверсная подача, которую включают рукояткой.
Резцы перемещаются по четырем салазкам. На одной из них крепится резцовая головка, которая может занимать четыре позиции. Ее можно поворачивать, передвигать в поперечном направлении рукояткой.
Продолжительная работа станка приводит к появлению зазоров. Возникает вибрация, что сказывается на точности выполнения работ. Инструкцией по эксплуатации предусмотрена регулировка зазоров винтами, размещенными на торце салазок.

Резцедержатель прикреплен к суппорту, отжимается рукояткой. Резцы крепятся болтами с мелкой резьбой, которые надежно удерживают рабочий инструмент.
Перемещается по направляющим, поддерживает изделие с правого торца, удерживает инструменты: сверло, конус. К основанию крепится корпус с пинолью. Она может выдвигаться, но не прокручивается.
Передаточный механизм (гитара) передает движения на коробку подач и переднюю бабку. Конструкция гитары обеспечивает хорошую смазку и уменьшение шума.
Для управления коробкой подач имеется рукоятка, которой можно придать три положения. Одно из них обеспечивает механическое передвижение суппорта в продольном направлении или нарезание резьбы. Люфт в коробке устраняют поворачиванием круглых гаек.
Станок приводится в движение трехфазным асинхронным электродвигателем мощностью 1,1 кВт. Для освещения рабочего места имеется светильник, работающий через понижающий трансформатор. Агрегат имеет электрический щит, в котором размещены: выключатели, магнитные пускатели, трансформатор, предохранители.
Электродвигатель размещается в передней тумбе, щит с электрической аппаратурой — в задней. Снаружи на щите — кулачковый переключатель.
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;

Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
О работе на токарном станке ТВ-7 можно посмотреть видео
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:
- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
ТВ-7 снят с производства, поэтому купить можно только агрегат, бывший в употреблении. Поиск продавцов осуществляют чаще всего в интернете. В частности, на сайте бесплатных объявлений Avito.Кроме того, есть много других сайтов, где также можно приобрести станок, например, биржа станочников. Цены колеблются от 25 тыс. рублей до 85 тыс. рублей. Понятно, что цена зависит от сохранности, технического состояния оборудования.
Прежде всего, необходимо связаться с продавцом и в разговоре выяснить состояние агрегата. Если принято решение о покупке, следующий важный шаг — осмотр и испытание станка. Осмотр начинают с самой важной части — направляющих станины, проверяют их износ, который должен быть минимальным. Впрочем, возможно найти станок б/у практически без износа, все зависит от того, в каких условиях и сколько он использовался.
Дальше осматривают и проверяют работу следующих узлов:
- передвижение суппорта, люфт, возможность его регулировки;
- вращение шпинделя: легкое, бесшумное, без вибрации говорит о хорошем состоянии подшипников;
- состояние кулачкового патрона: надежность зажима, легкое, без заеданий, перемещение кулачков;
- работу резцовой головки: поворачивание, фиксация; надежность крепления резцов;
- состояние задней бабки: передвижение по направляющим, фиксация, пиноль;
- работу рукояток, состояние регулировочных болтов и гаек, резьбовых соединений.
Очень хорошо, если есть возможность проверить установку в работе на разных режимах. Такое испытание даст самую правдивую картину действительного состояния станка.
Отзывы
Общая оценка мастеров, пользующихся станком ТВ-7 положительная, все заявленные в технической характеристике параметры поддерживаются. При правильном уходе — своевременная смазка, регулировка — станок обеспечивает высокую точность работ.
Как положительную сторону пользователи отмечают возможность покупки агрегата по приемлемой цене. Отмечается также простота управления, надежность, легкость выполнения всех заявленных в паспорте рабочих операций.
Владельцы агрегата отмечают высокую надежность, простоту управления. Установка используется в домашних условиях, на частных СТО, в небольших мастерских, фермерами. На них проводят ремонт небольших по габаритам деталей, делают болты, гайки, вытачивают, по возможности некоторые изделия.
Пользователи, которые используют ТВ-7 многие годы, отмечают, что никаких существенных поломок за это время не произошло. Все, что требуется от токаря — содержание установки, особенно направляющих, в чистоте, своевременная смазка
Читайте также: