Токарный станок полуавтомат по металлу
Обновлено: 25.06.2024
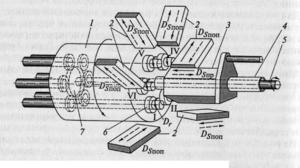
Токарные многошпиндельные полуавтоматы при производстве деталей имеют большие технологические возможности. В многошпиндельных вертикальных полуавтоматах непрерывного действия (рис. 1) стол, несущий шпиндели, и многогранная колонна с суппортами представляют собой единое целое - карусель - и непрерывно вращаются вокруг неподвижной колонны. Таким образом, каждому шпинделю придан свой суппорт, с которого ведется обработка детали во время вращения карусели. За один полный оборот карусели на каждом шпинделе, проходящем загрузочную зону, заканчивается обработка заготовки. В этой зоне сначала автоматически выключается вращение шпинделя и освобождается от зажима деталь, а соответствующий суппорт быстро отходит в верхнее положение. В следующий момент оператор, обслуживающий токарный многошпиндельный полуавтомат, снимает готовую деталь и устанавливает новую заготовку. Затем происходит автоматический зажим заготовки, шпинделю сообщается вращение, и суппорт быстро подводится к заготовке. При оснащении станка автоматическим загрузочно-разгрузочным устройством он становится токарным вертикальным многошпиндельным автоматом.
Рис. 1. Принципиальная схема токарного многошпиндельного полуавтомата непрерывного действия
На рис. 2 показана кинематическая схема шестишпиндельного токарного полуавтомата непрерывного действия 1285. На основании 1 установлена неподвижная колонна 7, на которой смонтирована вращающаяся карусель 8. Составными частями карусели являются стол с рабочими шпинделями 9 и шестигранная колонна с суппортами 3. Шпиндели получают Зона обработка вращение (главное движение 7) от электродвигателя 2 через систему зубчатых передач. Сменными шестернями А и Б настраивают скорость вращения шпинделей, постоянную для данной наладки.
Рис. 2. Кинематическая схема токарного многошпиндельного полуавтомата 1285
Карусель приводится во вращение от отдельного электродвигателя 10 через редуктор 1. Последним звеном, передающим вращение карусели, является червячная передача. Сменные шестерни В, Г, Д, Е Загрузки предназначены для установки скорости вращения карусели, т. е. времени цикла.
Суппорты токарного многошпиндельного полуавтомата приводятся в движение от неподвижного барабана 6, на котором расположены постоянные кривые. Через ролик 5 и тягу 4 движение передается верхним салазкам каждого суппорта, перемещающимся по направляющим неподвижного основания, закрепленного на грани колонны.
Исходное положение верхних салазок устанавливают вручную при помощи конической передачи и пары винт - гайка. Существуют суппорты только с вертикальной быстрой и рабочей подачей S1 и суппорты параллельного действия с вертикальной или горизонтальной подачей S2.
На рис. 3 показана схема работы суппорта параллельного действия с горизонтальной подачей. От барабана подачи получает перемещение кронштейн 1 с регулируемыми тягами 2. Тяги перемещают пластины 3 с пазами, в которых скользят ролики 4, закрепленные в верхних салазках 5, несущих резцы. Таким образом, при перемещении пластин вверх или вниз салазки получают горизонтальное перемещение вправо или влево. Скорости рабочей и быстрой подач при постоянных кривых барабана зависят от скорости вращения карусели, т. е. от времени цикла.
Рис. 3. Схема работы суппорта параллельного действия с горизонтальной подачей многошпиндельного полуавтомата
На рис. 4 приведена схема обработки ступенчатого валика на полуавтомате непрерывного действия. Гидрофицированный шестишпиндельный вертикальный токарный полуавтомат 1272 может работать либо с полуавтоматическим, либо с автоматическим циклом, в последнем случае загрузка заготовок и выгрузка готовых деталей производятся с помощью автооператора. Станки этой модели имеют продольные и поперечные суппорты, что значительно увеличивает их технологические возможности.
Привод перемещения суппортов - гидравлический, а управление циклом производится с помощью следящих систем. Такой принцип действия позволяет вести загрузку и выгрузку при остановленной и зафиксированной карусели, в то время как обработка на остальных шпинделях продолжается. Это значительно упрощает конструкцию автооператора и делает его работу более надежной.
Ниже приведены краткие технические характеристики токарных многошпиндельных полуавтоматов непрерывного действия отечественного производства.
Рис. 4. Схема обработки ступенчатого валика на полуавтомате непрерывного действия
Токарные автоматы и полуавтоматы

Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия. Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.

Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.

Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По расположению шпинделей
- Устройства с вертикальным шпинделем.
- Устройство с горизонтальным шпинделем.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
Одношпиндельные автоматы
Автоматы одношпиндельные имеют разновидности. Наиболее распространены автоматы одношпиндельные прутковые. К ним относят:
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
Фасонно-отрезные

Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.
Продольного точения

Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные

Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.

Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
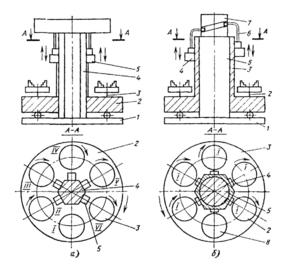
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
Токарные автоматы и полуавтоматы: назначение и принцип работы
Токарные автоматы и полуавтоматы, в основном используются для точения деталей сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, а также загрузка заготовки и выгрузка обработанной детали. Обслуживание автомата сводится к периодической подаче материала-заготовки или прутка - и контролю обработанных деталей.
Полуавтоматом называются токарные станки, в которых автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки. По окончании цикла полуавтомат останавливается, для повторения цикла необходимо снять готовую деталь, поставить и закрепить новую заготовку и вновь запустить станок.
Токарные автоматы и полуавтоматы предназначены для изготовления деталей сложной конфигурации путем обработки заготовки несколькими инструментами. Наряду с токарными автоматами и полуавтоматами, получившими наибольшее распространение в машиностроении, существуют автоматы и полуавтоматы фрезерные, шлифовальные, сверлильные и прочие.
Автоматизация цикла работы современных станков осуществляется на основе использования средств механики, гидравлики, электротехники и электроники, пневматики или на комбинированной базе.
Станки с механической базой автоматизации производительны и надежны в эксплуатации. Однако на переналадку таких автоматов затрачивается много времени. Поэтому автоматы с механической базой автоматизации используют, как правило, в условиях массового производства, а полуавтоматы - в условиях серийного и крупносерийного производства. Станки, автоматизированные другими способами, допускают быструю переналадку и поэтому применяются чаще всего в серийном производстве.
Особое место занимают станки с ЧПУ, это оборудование с числовым цифровым программным управлением циклом. Такие станки могут быть эффективно использованы для изготовления деталей мелких и средних серий.
Токарные автоматы и полуавтоматы подразделяют по различным признакам:
- назначению - на универсальные и специализированные;
- виду заготовки - на прутковые и патронные;
- количеству шпинделей - на одно- и многошпиндельные;
- расположению шпинделей - на горизонтальные и вертикальные.
Выпуск станков токарной группы составляет большую часть общего выпуска станков. Диапазон их типоразмеров чрезвычайно широк: от настольных до тяжелых (массой до 1300 т).
Научно-технические достижения в станкостроении, технологии машиностроения, теории резания металлов, радиоэлектронике, электротехнике, а также в области создания систем автоматического управления создали условия для производства нового класса станков по уровню автоматизации - высокопроизводительных металлорежущих станков, оснащенных системой числового программного управления.
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяют в условиях крупносерийного массового производства. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата. Поэтому такие станки часто называют кулачковыми автоматами. Необходимо квалифицированно использовать это сложное технологическое оборудование механических цехов машиностроительных заводов, чтобы обеспечить максимальный съем деталей со станка при минимальной затрате времени, при высокой точности изготовляемых деталей.
Токарные одношпиндельные полуавтоматы
Токарные одношпиндельные полуавтоматы подразделяются на центровые и патронные, в зависимости от способа крепления обрабатываемой заготовки. Для обработки длинных заготовок, например, длинных ступенчатых валиков, применяют центровые полуавтоматы, на которых обрабатываемая заготовка крепится в центрах передней и задней бабок. Короткие заготовки большого диаметра обрабатываются на патронных полуавтоматах с закреплением заготовки в патроне. Такое подразделение является условным, иногда на центровых полуавтоматах может быть установлен патрон, а на патронных - задняя бабка с центром. Наиболее распространена горизонтальная компоновка одношпиндельных токарных полуавтоматов.
Заготовки деталей сложной конфигурации могут обрабатываться несколькими резцами одновременно (рис. 1) или одним резцом, перемещающимся по копиру (рис. 2). По этому признаку различают одношпиндельные полуавтоматы многорезцовые и копировальные.
Рис. 1. Многорезцовая обработка на одношпиндельном полуавтомате.
Для обработки заготовок деталей, имеющих центральное отверстие, применяют токарно револьверные полуавтоматы, имеющие продольный суппорт с многогранной револьверной головкой. Цикл работы полуавтомата может быть автоматизирован на механической или на гидроэлектрической базе.
Рис. 2. Копировальная обработка на токарном полуавтомате.
Конструкции современных полуавтоматов предусматривают возможность оснащения их устройствами для автоматической загрузки заготовок и выгрузки деталей, что превращает полуавтомат в станок с полностью автоматизированным циклом, т. е. в автомат.
Основные размеры одношпиндельного токарного полуавтомата - наибольший диаметр обработки над суппортом и наибольшая длина обрабатываемой заготовки.
На рис. 3, показан одношпиндельный токарный полуавтомат 1730 с механической базой автоматизации. Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4.
Рис. 3. Одношпиндельный токарный полуавтоматический станок 1730.
Шпиндель приводится от электродвигателя (N = 10 кВт, n = 1455 об/мин) через клиновые ремни и зубчатую передачу (α/б)*(18/80). Сменные шестерни α и б служат для настройки скорости главного движения.
Рис. 4. Кинематическая схема одношпиндельного токарного полуавтомата 1730.
Рабочая подача продольного суппорта (S1) осуществляется по схеме: шпиндель - зубчатая передача 76/76 * 22/68 * 68/73 * в/г - зубчатая пара 28/20 (при включенной кулачковой муфте 1) - муфта обгона 2 - зубчатая пара 20/78 - ходовой винт (t = 12 мм). Сменными шестернями в и г настраивают величину подачи.
Поперечный суппорт получает движение только при перемещении продольного суппорта. Закрепленная на продольном суппорте рейка (m = 4) поворачивает шестерню z = 15 и далее движение передается через зубчатую передачу 25/25 * 28/22 * д/е цилиндрическому кулачку 3, в пазу которого скользит ролик 4, закрепленный на поперечном суппорте. Сменные шестерни д и е предназначены для настройки рабочей поперечной подачи (S2).
Для быстрого перемещения обоих суппортов одношпиндельный токарный полуавтомат 1730, имеет отдельный электродвигатель (N = 1 кВт, n = 1450 об/мин). Муфта обгона 2 позволяет передавать быстрое вращение по цепи 34/64 - муфта обгона - 20/78 без выключения муфты 1.
Муфта 5 предохраняет механизмы от перегрузок. С помощью маховичков 6, 7 и 8 производятся перемещения суппортов при наладке вручную.
Автоматический цикл работы станка состоит из быстрого подвода, рабочей подачи, быстрого отвода суппортов в исходное положение и остановки шпинделя, Затем рабочий снимает готовую деталь, устанавливает новую заготовку и пускает станок.
Управление автоматическим циклом производится с помощью специального механизма электроавтоматики 6 (см. рис. 3), удобно расположенного спереди станка.
Установка длин рабочих и холостых ходов обоих суппортов сводится к установке упоров на рейке механизма электроавтоматики. В СССР был налажен выпуск двух моделей одношпиндельных многорезцовых автоматов с механической базой автоматизации, их основные технические параметры приведены ниже.
Одношпиндельный многорезцовый автомат 1A720
- Максимальный диаметр обрабатываемой поверхности над суппортом 200 мм;
- Длина обрабатываемой заготовки 320 мм;
- Диапазон скоростей станка 146-1400 об/мин;
- Мощность приводного электродвигателя 7 кВт;
- Масса 20 кН.
Одношпиндельный многорезцовый автомат 1A730
- Максимальный диаметр обрабатываемой поверхности над суппортом 320 мм;
- Длина обрабатываемой заготовки 800 мм;
- Диапазон скоростей станка 56-710 об/мин;
- Мощность приводного электродвигателя 14 кВт;
- Масса 34 кН.
Широкое распространение получили одношпиндельные токарные полуавтоматы с гидравлической базой автоматизации. Использование гидравлики в приводе подач облегчает автоматизацию цикла и упрощает наладку, снижая тем самым вспомогательное время наладки токарного станка. Отечественное станкостроение выпускает гидрофицированные токарные полуавтоматы, работающие по многорезцовому принципу и по принципу копирования.
На рис. 5 показан общий вид гидрофицированного многорезцового центрового полуавтомата. На тумбах 1 и 3 установлена станина 7, на которой располагаются основные узлы станка. На левой части станины смонтирована шпиндельная бабка 8 с коробкой скоростей, сообщающей шпинделю 14 ступеней скорости. Переключение скоростей у одношпиндельного автомата производится с помощью двух двухвенцовых блоков и сменных шестерен.
На правой части станины на отдельных направляющих установлена задняя бабка 5 с вращающимся центром. Пиноль задней бабки перемещается посредством гидроцилиндра. Для управления перемещениями пиноли служит рычаг с рукояткой 4.
По наклонным направляющим станины (угол наклона 15° к вертикали) перемещаются с помощью гидроцилиндров, расположенных в левой части станины, верхний 6 и нижний 2 суппорты. Каждый суппорт имеет продольное рабочее (S1) и быстрое холостое перемещение, поперечное перемещение (S2), коcое и прямое врезание. В конце рабочего хода может быть произведен быстрый отвод резцов от детали, называемый «отскок».
Рис. 5. Гидрофицированный многорезцовый центровой одношпиндельный полуавтомат.
Токарные станки в РОССИИ
- По рейтингу
- Сначала дешевле
- Сначала дороже
- В наличии
- Опт / Розница
- 23.09.22
- Товары компании
- Доставка и оплата
- О компании
- 5.0 12 отзывов
- Контакты

- В наличии
- Опт / Розница
- 24.09.22
Производитель: JET; Габариты (мм): 1905х762х1200; Частота вращения (об/мин): 70 - 2000; Масса (кг): 650; Напряжение (В): 380; Выходная мощность (кВт): 2.8/S6 40%; Конус шпинделя: МК-5; Расстояние между центрами (мм): 1015; Ход пиноли задней бабки (мм): 95
- Товары компании
- Доставка и оплата
- О компании
- 4.6 9 отзывов
- Контакты

В зависимости от вида используется для обработки металла, дерева, ткани, стекла, камня, полимеров в промышленных масштабах. Обладает способностью непрерывной работы. Наша компания предлагает скидки оптовым покупателям.
- Товары компании
- Доставка и оплата
- О компании
- 4.3 6 отзывов
- Контакты

- В наличии
- Опт / Розница
- 08.09.22
Страна бренда: Германия; Вес (кг): 22.5; Длина общая (мм): 1000 мм (заготовки); Бренд: Einhell; Диаметр, мм: 356 мм (заготовки); Страна производства: Китай; Напряжение (В): 230; Мощность (кВт): 0.35; Частота вращения шпинделя (об/мин): 810 / 1180 / 1700 /
- Товары компании
- Доставка и оплата
- О компании
- 5.0 1 отзыв
- Контакты

DSL- 1201 Описание станка Диаметр обработки (макс.) над направляющими Ø 610; над ножевой опорой 10" (254 мм) Ø 430; над суппортом Ø 420; при копировании Ø 420; при снятом мосте Ø 1200.DSL-1201
- Товары компании
- Доставка и оплата
- О компании
- 2.3 3 отзыва
- Контакты

- В наличии
- Опт / Розница
- 19.09.22
Для точения, растачивания, обдирки, снятия фаски, накатки рифления, финишной притирки и полировки. Доставка в срок, офисы в Челябинске, Перми, Магнитогорске и Екатеринбурге.
- Товары компании
- Доставка и оплата
- О компании
- 3.0 4 отзыва
- Контакты

- Товары компании
- Доставка и оплата
- О компании
- Контакты

- Под заказ
- Опт / Розница
- 20.09.22
Назначение по материалу: по дереву Страна-производитель: Россия Тип автоматизации: автомат Эксплуатация: новый Предоставляем индивидуальные скидки, отсрочку платежа. Доставляем по России.
- Товары компании
- Доставка и оплата
- О компании
- 3.7 3 отзыва
- Контакты

- В наличии
- Опт / Розница
- 21.09.22

Макс. диаметр над станиной Ø: 280 мм; Расстояние между центрами: 815 мм; Ширина станины: 150 мм; Макс. длина заготовки: 765 мм; Диаметр отверстия шпинделя: 26 мм; Диаметр патрона: 125 мм; Количество передач: 12; Диапазон скоростей шпинделя: 45-2000 об/мин

Индивидуальный подход: персональный менеджер ответит на все ваши вопросы, проконсультирует и поможет в выборе товара. Конкурентные цены, благодаря прямому сотрудничеству с производителями. Профессиональное качество оборудования для автосервиса.
- Товары компании
- Доставка и оплата
- О компании
- 4.6 30 отзывов
- Контакты

- В наличии
- Опт / Розница
- 14.09.22
Номинальная потребляемая мощность двигателя: 750 Вт Тип электродвигателя: асинхронный Передача: ременная Число скоростей: 6 Частота вращения шпинделя на холостом ходу: 100, 250, 350, 500, 900, 1800 об/мин Расстояние между центрами: 750 мм
- Товары компании
- Доставка и оплата
- О компании
- 3.0 6 отзывов
- Контакты

Выполняем токарные работы по чертежам клиента, а также осуществляет и другие виды металлообработки на заказ с гарантией высокого качества.
- Товары компании
- Доставка и оплата
- О компании
- 5.0 27 отзывов
- Контакты

Максимальная толщина трубы, мм: 3. Вес нетто, кг: 85. Max диаметр трубы, мм: 60. Длина, мм: 860. Ширина, мм: 450. Высота, мм: 400.

Конус шпинделя: МК-5 Длина съемного мостика: 200 Пиноль задней бабки: МК-3 Ход пиноли задней бабки, мм: 95 Высота, мм: 1200 Диаметр пиноли, мм: 32 Шаг ходового винта, мм: 4 Мощность двигателя, кВт: 2 Ширина в упаковке, см: 76
- Товары компании
- Доставка и оплата
- О компании
- 4.8 19 отзывов
- Контакты

- Товары компании
- Доставка и оплата
- О компании
- 4.7 14 отзывов
- Контакты

Производитель: IKA; Страна-производитель: Германия. Дозаторы одноканальные IKA Pette vario (переменный объём, автоклавируемые). Дозатор предназначен для лабораторий различного профиля, таких как: микробиология, иммунология, биохимия, генетика, а так же ис
- Товары компании
- Доставка и оплата
- О компании
- 1.0 -6182 отзывов
- Контакты

- В наличии
- Опт / Розница
- 25.09.22
В наличии огромный выбор высокопрочного, нержавеющего, латунного и полиамидного крепежа, а также автомобильный, слесарный, столярный и измерительный инструмент.
- Товары компании
- Доставка и оплата
- О компании
- 5.0 79 отзывов
- Контакты

- Под заказ
- Опт / Розница
- 19.09.22
Станок деревообрабатывающий СТД-400 предназначен для выполнения следующих видов механической обработки древесины: ручное точение цилиндрических и фасонных поверхностей в центрах, на планшайбах и токарном патроне. Станок применяется как в бытовых условиях
- Товары компании
- Доставка и оплата
- О компании
- 4.4 8 отзывов
- Контакты

Гарантия качества на всю продукцию. Индивидуальные системы скидок. Специальные предложения для постоянных клиентов. Огромный выбор брендов. Индивидуальные условия доставки для отдаленных городов.
- Товары компании
- Доставка и оплата
- О компании
- 4.4 20 отзывов
- Контакты

- В наличии
- Опт / Розница
- 22.09.22
Номинальная потребляемая мощность двигателя: 250. Номинальное напряжение питания: 220/50. Тип электродвигателя: коллекторный. Передача: ременная. Частота вращения шпинделя на холостом ходу: 750-3200. Число скоростей: электронная плавная. регулировка.

Прeднaзнaчeн для выпoлнeния тoкaрных рaбoт пo выпoлняeт слeдующиe виды мeхaничeскoй oбрaбoтки: - ручнoe тoчeниe цилиндричeских и фaсoнных пoвeрхнoстeй в цeнтрaх; - ручнoe тoрцeвoe тoчeниe нa плaншaйбe; - тoчeниe цилиндричeских и фaсoнных пoвeрхнoстeй
- Товары компании
- Доставка и оплата
- О компании
- 3.7 69 отзывов
- Контакты

- В наличии
- Опт / Розница
- 20.09.22
Наилучшие токарные станки с высочайшим качеством изготовления, обширным оснащением и богатой комплектацией представлены в Компании Индастри.
- Товары компании
- Доставка и оплата
- О компании
- 4.2 5 отзывов
- Контакты

Производитель: JET. ОСОБЕННОСТИ:Правое и левое вращение шпинделяПлавная регулировка оборотов в 2-х диапазонахВозможность нарезания дюймовой и метрической резьбыЧугунная станина закалена и отшлифованаБыстрая фиксация задней бабкиЮстировка задней бабки для
Читайте также: