Токарный станок с чпу 16к20 по металлу
Обновлено: 18.05.2024
Станки серии СТ 16к20 производства компании СтанкоМашСтрой, являются современными, модернизированными аналогами советского станка 16к20. Станки обладают высокой жёсткостью, точностью и надёжностью. Мощный привод шпинделя позволяет обрабатывать заготовки длиной до 1000 мм и диаметром до 400 мм." >
ПРОИЗВЕДЕНО В РОССИИ
Станки серии СТ 16к20 производства компании СтанкоМашСтрой, являются современными, модернизированными аналогами советского станка 16к20. Станки обладают высокой жёсткостью, точностью и надёжностью. Мощный привод шпинделя позволяет обрабатывать заготовки длиной до 1000 мм и диаметром до 400 мм.
| Параметры | Ед. изм. | 16к20 (с выемкой в станине) | 16к25Б (с выемкой в станине) |
|---|---|---|---|
| Максимальный диаметр обработки над выемкой в станине | мм | Ø630 | Ø710 |
| Рабочая зона выемки в станине | мм | 240 | 240 |
Станки предназначены для обработки цилиндрических, конических и сложных поверхностей как внутренних, так и наружных, а также для нарезания резьбы. Для обработки торцевых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а также плашки и метчики. Станки СТ 16к20 являются универсальным оборудованием для точной обработки изделий в полном соответствии с международными стандартами качества. Мощная конструкция литой станины, закаленные и упроченные направляющие обеспечивают профессиональную обработку и надежную стабильную работу. В качестве шпиндельных опор применены подшипники особо высокой точности. Станки данной группы могут оснащаться устройством цифровой индикации на оптических линейках, что значительно упрощает достижение минимальных допусков при обработке.
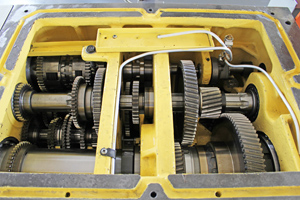
Коробка скоростей
Служит для редуцирования скорости вращения шпинделя. Имеет 24 варианта выбора скорости в диапазоне от 9 до 1600 оборотов в минуту. Все шестерни и зубчатые колеса подвергались термическому упрочнению, что повышает их стойкость к изнашиванию и выкрашиванию. Система смазки обеспечивает хорошее охлаждение и снижение уровня трения, что в свою очередь стабилизирует погрешности связанные с температурной деформацией передней бабки в процессе обработки.

Коробка подач
Обеспечивает согласованное перемещение суппорта и закрепленного на нем инструмента по направляющим станка с выбранной скоростью. Используется для задания равномерной подачи при резании, а также при нарезании различных видов резьбы.

Задняя бабка
Применяется для крепления осевого режущего инструмента, а также служит в качестве дополнительной опоры, в которую устанавливается вращающийся или не вращающийся центр, при обработке детали в центрах.

Суппорт
Это часть станка предназначенная для крепления инструмента, а также обеспечивающая продольное и поперечное перемещение установленному на нем инструменту. Данный узел станка обладает большой жесткостью, что уменьшает возникновение случайных погрешностей, связанных с упругими деформациями систем суппорта при резании.

Люнеты
Служат в качестве дополнительной опоры при обработке длинномерных деталей, для уменьшения упругих деформаций детали под воздействием сил резания.

Устанавливается на станки сери СТ16К20 в качестве опции для более точного контроля продольного и поперечного перемещения инструмента, закрепленного в резцедержателе, что дает возможность оператору выполнять работы с точностью равной цене деления устройства.
СТ 16к20 / СТ 16к25
- Стандартная комплектация:
- Система подачи СОЖ c помпой 25 л/мин;
- Ножной тормоз шпинделя;
- Станочный светильник, галогенный;
- Защитное ограждение патрона;
- Защитное ограждение от разбрызгивания жидкости;
- Установленные приводные ремни, комплект из 4-х штук;
- Защита ходового винта и приводного вала, комплект из 2-х штук;
- Задняя бабка;
- Патрон 3-х кулачковый D250 с комплектом прямых и обратных кулачков, а также ключом к патрону;
- Регулируемый упор по оси Z;
- Неподвижный задний центр МТ5, для задней бабки;
- Неподвижный задний центр МТ6 передней бабки;
- Вращающийся центр МТ5;
- Четырех позиционный резцедержатель;
- Ключ для круглых шлицевых гаек 45-52;
- Ключ для круглых шлицевых гаек 115-130;
- Ключ для круглых шлицевых гаек 150-160;
- Ключ для резцедержателя;
- Руководство по эксплуатации (паспорт);
- Шприц для смазки;
- Виброопора ОВ-31М, комплект.
- Дополнительная комплектация:
- Подвижный люнет D20…80;
- Неподвижный люнет D20…125;
- Система подачи СОЖ c помпой 32 л/мин;
- Система подачи СОЖ c помпой 50 л/мин;
- Устройство цифровой индикации Sino (КНР) на 2 оси в комплекте с экраном;
- Устройство цифровой индикации Heidehain (Германия) на 2 оси в комплекте с экраном;
- Неподвижный люнет большого размера D120…220;
- Защитный кожух резцедержателя;
- Конусная линейка ±10 град.;
- Комплект сырых цельных кулачков для 3-х кулачкового патрона D250 (SJ-11-250 или аналог);
- Комплект прямых закаленных кулачков для 3-х кулачкового патрона D250 (OJ-11-250 или аналог);
- Комплект закаленных обратных кулачков для 3-х кулачкового патрона D250 (IJ-11-250 или аналог);
- Державка ECLNL 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNL 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNL 2525M12 (заказывать кратно 10);
- Державка ECLNR 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNR 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNR 2525M12 (заказывать кратно 10);
- Державка ETJNL 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Державка ETJNR 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Державка EWLNL 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNL 2525M08 (заказывать кратно 10);
- Державка EWLNR 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNR 2525M08 (заказывать кратно 10);
- Дополнительный комплект приводных ремней из 4 штук;
- Анкерные болты и клиновые опоры, комплект.
СТ 16к20Б / СТ 16к25Б
- Стандартная комплектация:
- Система подачи СОЖ c помпой 25 л/мин;
- Ножной тормоз шпинделя;
- Станочный светильник, галогенный;
- Защитное ограждение патрона;
- Защитное ограждение от разбрызгивания жидкости;
- Установленные приводные ремни, комплект из 4-х штук;
- Защита ходового винта и приводного вала, комплект из 2-х штук;
- Задняя бабка;
- Переходной конус в отверстие шпинделя D90 1:20/MT5;
- Планшайба для патрона D250;
- Патрон 3-х кулачковый D250 с комплектом прямых и обратных кулачков, а также ключом к патрону;
- Регулируемый упор по оси Z;
- Неподвижный задний центр МТ5, для задней бабки;
- Неподвижный задний центр МТ5, для переходного конуса;
- Вращающийся центр МТ5;
- Четырех позиционный резцедержатель;
- Ключ для круглых шлицевых гаек 45-52;
- Ключ для круглых шлицевых гаек 115-130;
- Ключ для круглых шлицевых гаек 150-160;
- Ключ для резцедержателя;
- Руководство по эксплуатации (паспорт);
- Шприц для смазки;
- Виброопора ОВ-31М, комплект.
- Дополнительная комплектация:
- Подвижный люнет D20…80;
- Неподвижный люнет D20…125;
- Система подачи СОЖ c помпой 32 л/мин;
- Система подачи СОЖ c помпой 50 л/мин;
- Устройство цифровой индикации Sino (КНР) на 2 оси в комплекте с экраном;
- Устройство цифровой индикации Heidehain (Германия) на 2 оси в комплекте с экраном;
- Неподвижный люнет большого размера D120…220;
- Планшайба для патрона D315;
- Планшайба для патрона D400;
- Поводковая планшайба D250;
- Патрон 3-х кулачковый D315 с комплектом прямых и обратных кулачков, а также ключом к патрону;
- Патрон 4-х кулачковый D400 с комплектом универсальных кулачков и ключом;
- Защитный кожух резцедержателя;
- Конусная линейка ±10 град.;
- Комплект сырых цельных кулачков для 3-х кулачкового патрона D250 (SJ-11-250 или аналог);
- Комплект прямых закаленных кулачков для 3-х кулачкового патрона D250 (OJ-11-250 или аналог);
- Комплект закаленных обратных кулачков для 3-х кулачкового патрона D250 (IJ-11-250 или аналог);
- Комплект сырых цельных кулачков для 3-х кулачкового патрона D315 (SJ-11-315 или аналог);
- Комплект прямых закаленных кулачков для 3-х кулачкового патрона D315 (OJ-11-315 или аналог);
- Комплект закаленных обратных кулачков для 3-х кулачкового патрона D315 (IJ-11-315 или аналог);
- Комплект универсальных кулачков для 4-х кулачкового патрона D400;
- Державка ECLNL 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNL 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNL 2525M12 (заказывать кратно 10);
- Державка ECLNR 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNR 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNR 2525M12 (заказывать кратно 10);
- Державка ETJNL 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Державка ETJNR 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Державка EWLNL 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNL 2525M08 (заказывать кратно 10);
- Державка EWLNR 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNR 2525M08 (заказывать кратно 10);
- Дополнительный комплект приводных ремней из 4 штук;
- Анкерные болты и клиновые опоры, комплект из 4 штук.
© 2007-2022. Официальный сайт ООО "СтанкоМашСтрой"
Все права защищены. При любом копировании
материала - ссылка на сайт источник обязательна.
Политика конфиденциальности
Особенности и технические характеристики токарного патронно-центрового станка с ЧПУ 16К20Ф3
16К20Ф3 – это патронно-центровой токарный станок, его основное предназначение – это токарная обработка деталей типа тел вращения в замкнутом полуавтоматическом цикле. Токарный станок 16К20Ф3 был выполнен на базе токарно-винторезного станка 16К20. Также он предназначен для обработки деталей с криволинейным или ступенчатым профилем в осевом сечении.

История создания станка
Первый ручной прародитель автоматического оборудования, был изобретен в 1932 году на Московском заводе. В период с 40 до 50 годы прошлого столетия, многие конструкторские бюро во всем мире обсуждали и делали попытки разработать автоматическое управление технологического процесса. В СССР также велись такие исследования, результатом которых, стали разнообразные модификации первой модели.
За долгие годы своего существования, конструкция не раз показывала себя с самой лучшей стороны, стала основой для разработки новых, технически совершенных станков, которые и заняли место первого серийника. Выпуск токарного станка с ЧПУ 16К20Ф3 прекратили в конце 80х годов прошлого столетия, но техника по сей день прекрасно справляется со своими производственными задачами.
Особенности конструкции
Токарный станок с ЧПУ 16К20Ф3 работает в сложных условиях и с прочными материалами, которые он должен обработать для получения точной и качественной детали. Поэтому серию отличает высокая надежность, прочность и эффективность с огромным функционалом.
Основная задача – полуавтоматическая обработка в замкнутом цикле широкого ассортимента деталей и изделий.
В конструкции токарного станка с ЧПУ 16К20Ф3 предусмотрены направляющие, спроектированные таким образом, чтобы меньше подвергать их износу. Система создана таким образом, чтобы все узлы и элементы, работали в полном согласовании друг с другом. В результате получают уникальные по свойствам изделия.
Конструкционные характеристики токарного станка с ЧПУ 16К20Ф3:
- наличие числового программного управления, благодаря которой обеспечивается бесперебойный и правильный процесс производства;
- высокая степень прочности несущих элементов;
- станки оборудуются сигнализаторами, что обеспечивает обратную связь;
- все модели и модификации являются устойчивыми к вибрациям;
- предусмотрены особые системы прогрева гидравлики перед непосредственным запуском оборудования. Это уменьшает риски термодеформации.

Эксплуатация всегда должна соответствовать всем техническим требованиям, с соблюдением очередности этапов производства (черновая и чистовая обработка, дополнительная отделка детали).
В процессе эксплуатации важно соблюдать определенные факторы, которые обеспечивают успешность выполнения задач:
- заготовка должна быть прочно закреплена;
- корректность поставленной задачи;
- в наличии всегда должен быть ассортимент материалов и инструментов;
- торец заготовки оси вращения устанавливается строго перпендикулярно;
- на боковой поверхности обрабатываемого изделия, не должно быть никаких выпирающих частей;
- строгий контроль выполнения всех операций, проведение регулярной заточки инструмента и своевременная замена износившихся частей.
Эти мероприятия позволят эксплуатировать оборудование намного больше времени, чем указывается в его техническом паспорте.

Широкове применение токарный станок с ЧПУ 16К20Ф3 нашел в мелкосерийном производстве, для обработки внутренних и внешних частей заготовки с длиной около 100 и шириной – 40 см.
Основные процессы, выполняемые программным обеспечением:
- создание резьбы;
- плавное переключение скорости работы (вращения) шпинделя;
- определение индексации головки для нарезания резьбы;
- формообразование;
- изменение параметров подачи.
Обеспечить четкое выполнение всех рабочих процессов, позволяет внимательных подход к программированию техники. По сути, программа разрабатывается для каждой задачи отдельно, включает в себя разные этапы обработки и отделки (позиционные этапы, вспомогательные, и прочие переходы).
Самый популярный станок с ЧПУ в крупных цехах и мастерских – токарный 16А20Ф3
Токарные станки с числовым программным управлением 16А20Ф3 отличаются многофункциональностью и высокой производительностью. Они обтачивают средние по размеру детали, производя наружную и внутреннюю обработку сложного профиля. С момента начала их выпуска и до настоящего времени модель 16А20Ф3 является одной из востребованных.

Сведения о производителе
Возле мастерской в Замоскворечье братья Бромлей в 1857 году начали строительство механического завода. Первой его продукцией топоры, серпы и другие инструменты для крестьян. В 1864 году братья приобрели новый участок и стали оформлять разрешение на строительство новых зданий цехов.
В 1870 и 1872 году строгальные и сверлильные станки из Замоскворечья получили золотые медали на Московской промышленной выставке. Паровая машина тройного расширения была награждена Большой золотой медалью на международной выставке в Париже.
В 1918 году завод национализировали и провели модернизацию. С 1922 года завод полностью переходит на выпуск металлорежущих станков. В 1971 году были выпущены первые токарние станки 16К20. После реконструкции завода, в 1973 года стали выпускать 16А20Ф3 с ЧПУ.
Московский станкостроительный завод с 2016 года располагается в Новых Черемушках. Выпуск токарных станков с ЧПУ возобновился.
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
- точение цилиндрических поверхностей в одной оси и со смещением;
- элементы, имеющие конические, сферические и другие сложные профили;
- сверление по торцу и радиусу;
- расточку;
- нарезку резьбы.
Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
Узнайте, чем так хорош универсальный токарно-карусельный станок 1516.
Расположение составных частей
Шарико-винтовые пары осей X и Z имеют повышенный ресурс работы за счет надежной защиты узлов. Шпиндель высокоточный, с отверстием 55 мм и 64 мм.
На станине имеется транспортер удаления стружки. Суппортная группа состоит из фартука и основания съемной автоматической револьверной головки. Они приводятся в движение приводом и ВГК поперечного перемещения. Продольное движение инструмента осуществляется через угловые зубчатые передачи и муфту от винтов ВГК.

Слева над станиной в корпусе размещается коробка скоростей, шпиндельная бабка. Патрон установлен механизированный, имеющий свой электрический привод. Задняя бабка располагается на направляющих станины. Пиноль приводится в движение электромеханическим приводом. Пульт управления станком кнопочный. Он располагается на кронштейне и легко меняет свое положение.
Расположение органов управления
На передней бабке вверху располагается панель управления станка. Ниже рукоятка для установки частоты вращения шпинделя. Рукоятка для ручного перемещения поперечного суппорта расположена на его корпусе, выше фартука.
Продольное перемещение каретки в ручном режиме включается рукояткой в месте крепления валов, слева. Она включается в сторону движения узла. Внизу на станине педали управления:
- зажима и разжима патрона;
- подвода и отвода пиноли.

Зажим пиноли в ручном режиме выполняется рукояткой на ее корпусе.
На заднем ограждении агрегата, вверху, смонтирован блок отображения символьной информации. БОСИ является элементом визуализации процесса обработки и корректирует обработку с учетом износа инструмента. Контроль работы приводов отображается на панели в верхнем правом углу ограждения. Пульт управления оборудованием вынесен вперед на кронштейне.
Кинематическая схема

Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Шпиндель получает крутящий момент от главного привода через коробку скоростей и зубчатое зацепление. На нем устанавливается патрон для крепления заготовки. При работе с прокатом, после отрезки готовой детали заготовка перемещается в рабочую зону автоматически.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
С целью безопасности все вращающиеся и движущиеся узлы имеют ограждения с концевыми выключателями. Станок не начнет работать, пока все щитки не займут свое место.
Система Числового Управления
Все модели станков серии 16А выпускаются под числовое программное управление. Вид ОС устанавливается в зависимости от предназначения оборудования и предпочтений покупателя.
Станки 16А20Ф3 адаптированы под работу с программными системами:
- ЧПУ.
- УЧПУ.
- Замкнутыми.
- Разомкнутыми.
- CNC.
Одновременное перемещение возможно в 2 осях координат.
Технические характеристики
Точность обработки на станке 16А20Ф3 составляет 0,01 мм. Программа имеет дискретность 0,0–1 мм по обеим осям.
Технические характеристики модели токарного станка 16А20Ф3:
- диаметр заготовки над станиной 400 мм;
- над суппортом 220 мм;
- максимальная длина заготовки 1000 мм;
- диаметр отверстия шпинделя 53 мм;
- наибольшая длина заготовки при обработке револьверной головкой 870 мм;
- мощность двигателя главного привода 11 кВт;
- количество скоростей шпинделя 22;
- высота резца 25 мм;
- число координат 2;
- система ЧПУ – 2Р22;
- суммарная мощность станка 22 кВт.

Габариты станка составляют 3700×1700×2145 мм при массе с оборудованием ЧПУ 4050 кг. Токарный станок с ЧПУ 16А20Ф3 является лидером по использованию его на крупных предприятиях, имеющих металлообрабатывающее оборудование. В настоящее время агрегаты широко используют для изготовления сложных единичных деталей и при работе на потоке.
ТС16К20Ф3 токарный станок по металлу

Простой и надежный токарно винторезный станок с ЧПУ для обработки деталей из металла, имеет компоновку, проверенную временем.
Цельнолитое основание, широкая станина, двухдиапазонная коробка скоростей шпинделя, шпиндель 7.5 кВт, резец 25х25
см Реализованные проекты
| Станок | ТС16К20Ф3 |
|---|---|
| Наибольший диаметр заготовки, мм | 450 |
| Макс. диаметр изделия типа диск, мм | 400 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 210 |
| РМЦ, мм | 750 |
| Макс. вес заготовки, кг | 200 * |
| Оси | |
| Максимальное перемещение по оси Х, мм | 235 |
| Макс перемещение по оси Z, мм | 700 |
| Быстрые перемещения по оси Х, мм/мин | 6000 |
| Быстрые перемещения по оси Z, мм/мин | 9000 |
| Рабочая подача, мм/мин | 0,01~4000 |
| Диаметр ШВП/шаг ось Х, мм | 20/4 |
| Диаметр ШВП/шаг ось Z, мм | 40/6 |
| Тип мотора и мощность по оси X, кВт | серво 1,5 кВт |
| Тип мотора и мощность по оси Z, кВт | серво 1,5 кВт |
| Тип направляющих Х | ласточкин хвост |
| Тип направляющих Z | Призматические |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 340 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 200 |
| Диапазон скоростей шпинделя, об/мин | I 10-330; II 130-1800 |
| Диаметр отверстия шпинделя, мм | 53 |
| Максимальный диаметр прутка, мм | 51 (38 с полым гидропатроном) |
| Торец шпинделя | С6 (ГОСТ 12593) |
| Конус отверстия шпинделя | Морзе 6 |
| Момент на шпинделе (до 30 минут), Нм | 507 (744 GSK) |
| Момент на шпинделе (продолжительно), Нм | 507 (507 GSK) |
| Мощность э/д шпинделя (до 30 минут), кВт | 7,5 |
| Мощность э/д шпинделя (продолжительно), кВт | 7,5 |
| Тип э/д шпинделя | Асинхронный |
| Резцедержка | |
| Число инструментов, шт | 6 |
| Тип резцедержки | э/мех |
| Размер хвостовика режущего инструмента, мм | 25х25 |
| Время смены инструмента – верт. револьверная головка, с | - |
| Время смены инструмента – гориз. револьверная головка, с | 3 |
| Мощность э/д приводного инструмента, кВт | - |
| Обороты приводного инструмента, об/мин | - |
| Задняя бабка | |
| Перемещение задней бабки, мм | до патрона/люнета |
| Выдвижение пиноли задней бабки, мм | 130 |
| Диаметр пиноли, мм | 60 |
| Конус пиноли гидравлической задней бабки, № | - |
| Конус пиноли механической задней бабки, № | Морзе 4 |
| Прочее | |
| Потребляемая мощность, кВА | 15 |
| Система ЧПУ | Siemens 808 |
| Наличие транспортера стружки | нет |
| Емкость бака СОЖ, л | 38 |
| Емкость гидростанции, л | - |
| Вес нетто, кг | 1800 |
| Вес брутто, кг | 1900 |
| Габаритные размеры ДхШхВ, мм | 2220х1150х1500 |
| Габаритные размеры упаковки ДхШхВ, мм | 2220х1350х1600 |
| Примечания | * подробнее в документации |
| Базовая комплектация | Опции |
|---|---|
| - Siemens 808D advanced и сервоприводы по осям; - 3х кулачковый стальной патрон 200 мм; - 6 поз РГ 25х25, полив на каждую позицию; - задняя бабка с механической пинолью; - полностью закрытая зона резания; - система подачи СОЖ в зону резания; - Комплект ключей и инструмента; - Клиновые башмаки; - Паспорт на русском языке. | - Люнет неподвижный 30~145 мм - Гидравлический патрон с гидростанцией - Гидравлическая пиноль - Податчик прутка - Электромеханическая пиноль (ЭМГ) - Дополнительные кулачки, оснастка, режущий инструмент. |
Фото станка
Видео работы станка
Основные узлы
вид спереди
1. Тумба;
2. Станина;
3. Суппорт;
4. Передняя бабка;
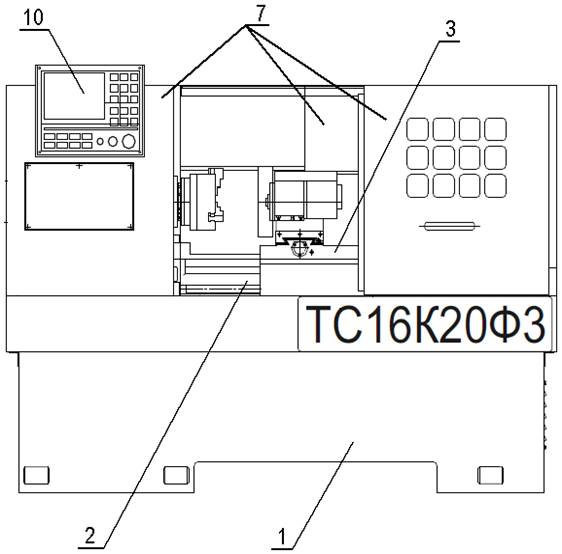
вид сверху
5. Привод продольной подачи;
6. Привод поперечной подачи;
7. Кабинет;
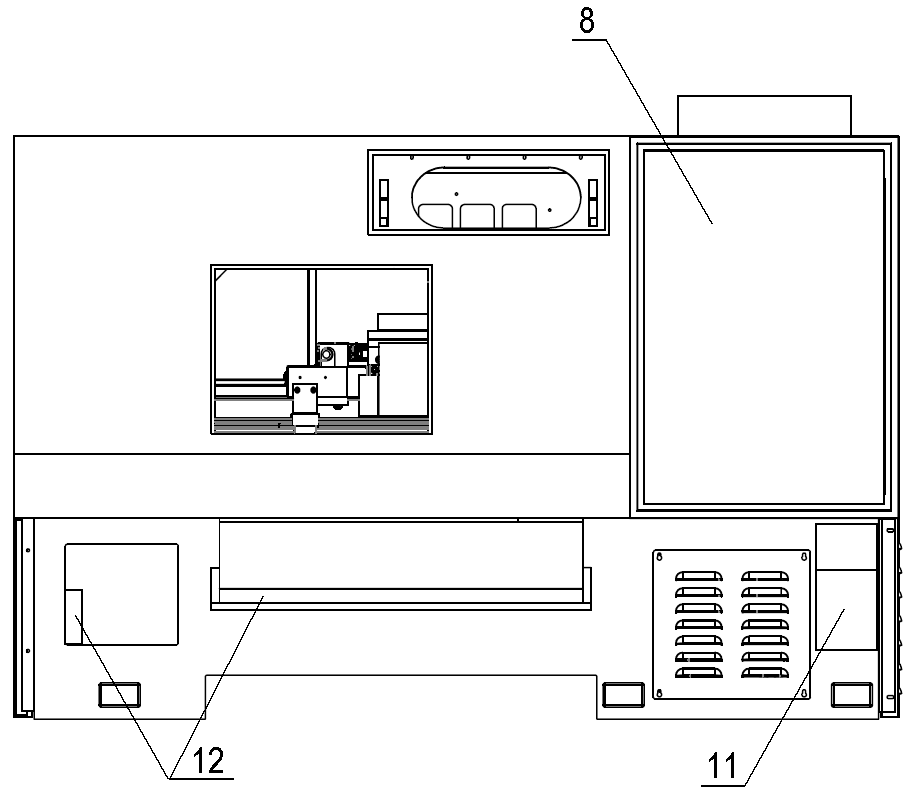
8. Шкаф с электроаппаратурой;
9. Револьверная головка;
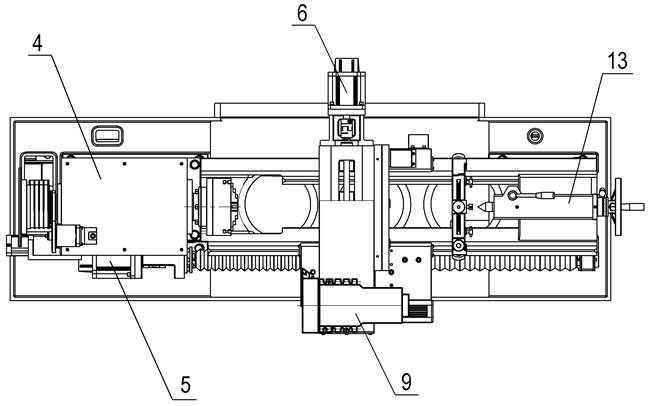
вид сзади
10. Пульт управления с системой ЧПУ;
11. Система централизованной импульсной смазки;
12. Система подачи и сбора СОЖ;
13. Бабка задняя.
Внешний вид


Основные узлы (этап сборки)
Бабка шпиндельная
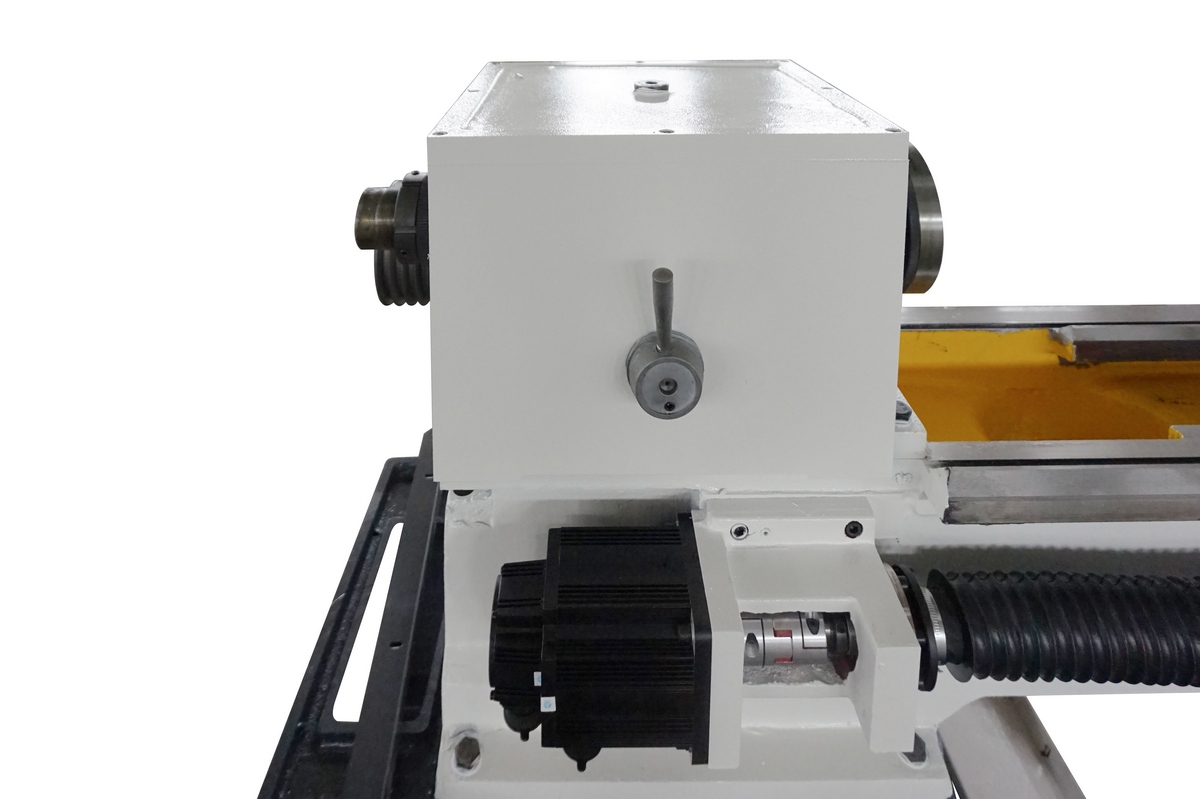
Станина

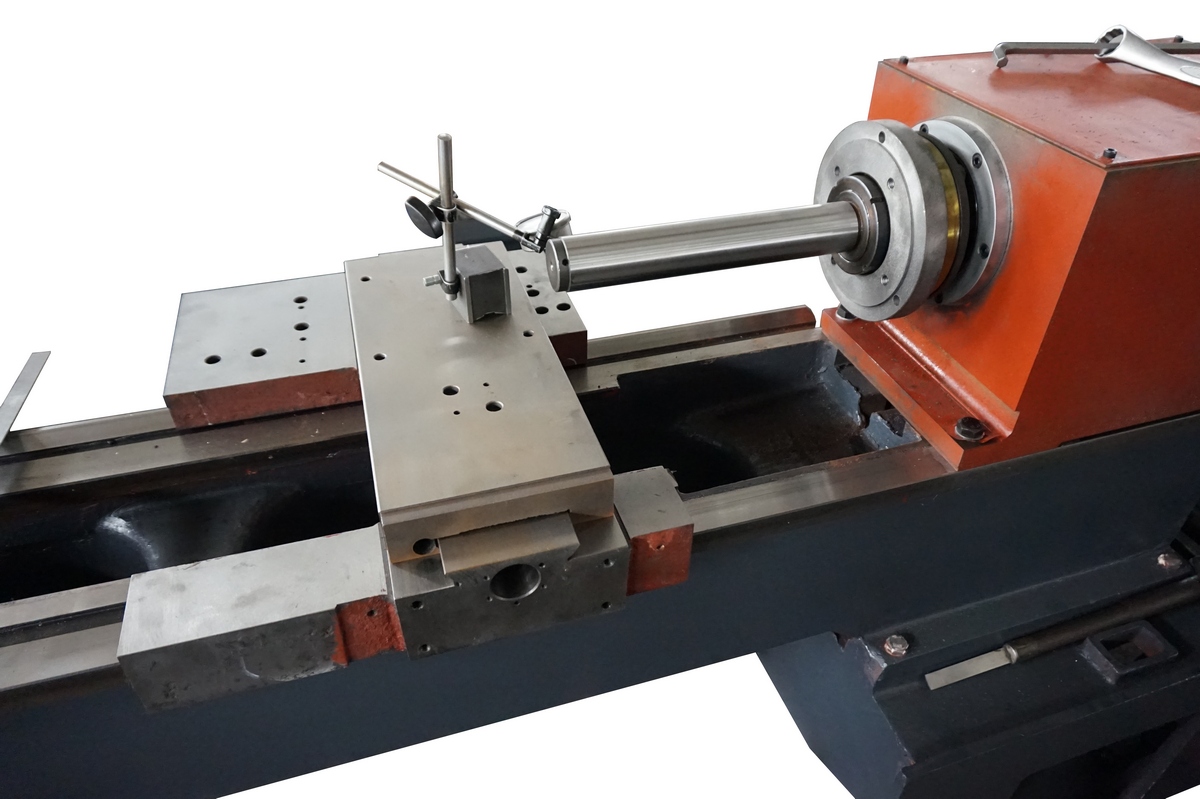
Проверка на точность
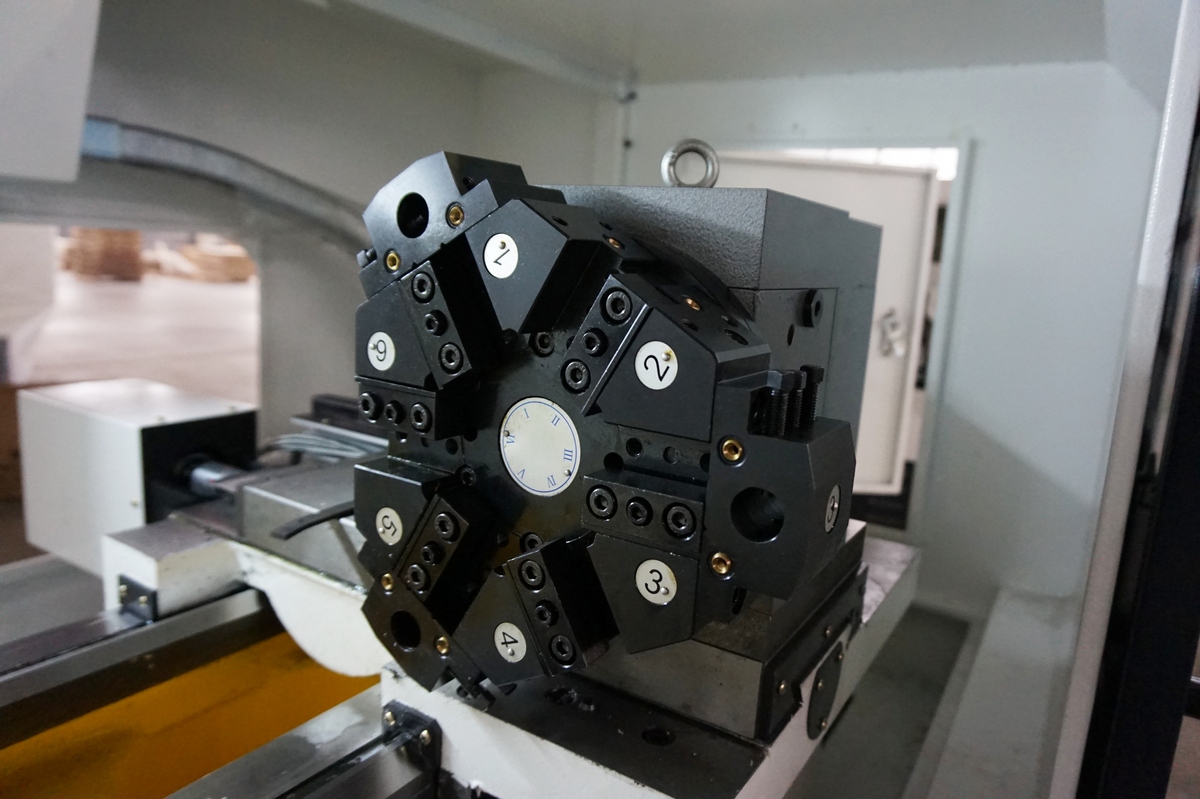
Для удобства оператора каждая позиция револьверной головки имеет собственный подвод СОЖ. Это дает возможность направлять СОЖ в место обработки для каждого резца или сверла.
C каждым станком поставляется 3 блока для крепления осевого инструмента.
Крепление детали и оправок
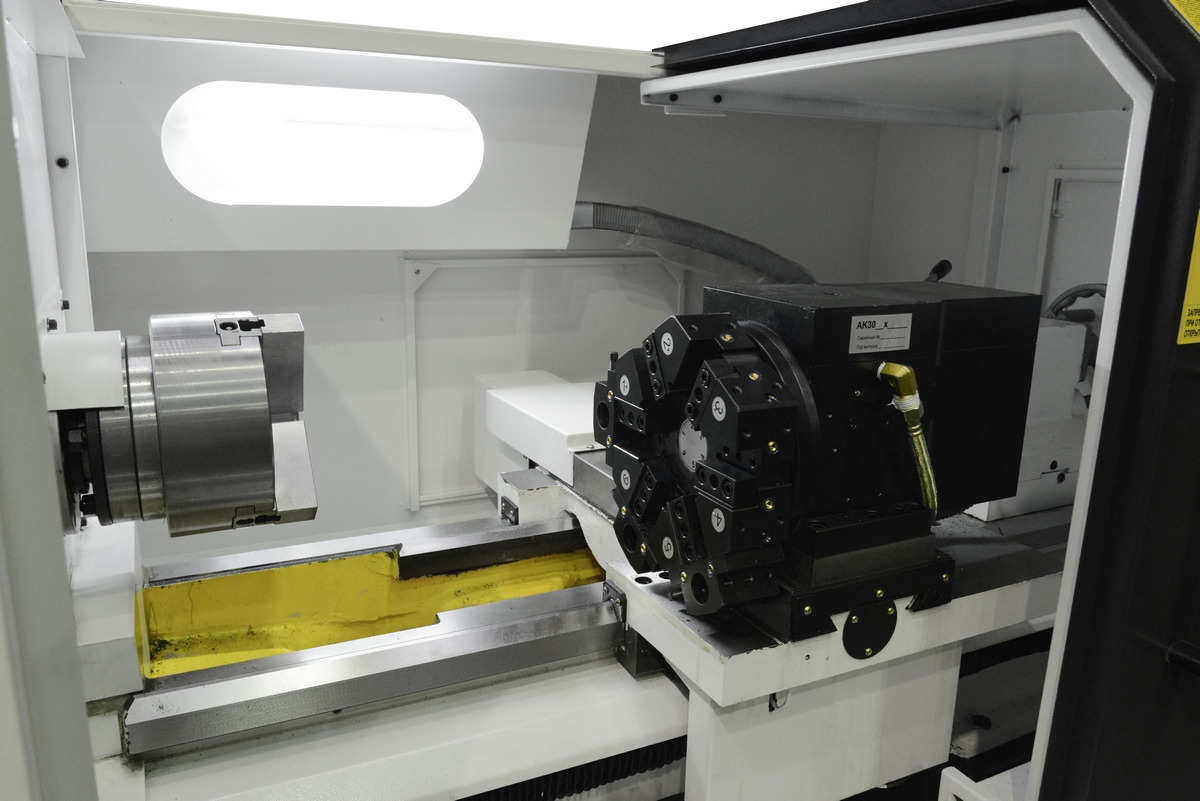
Рабочая зона
Крепление резцов
Торец шпинделя
Преимущества ЧПУ Siemens 808:
Надежность и максимальная защита:
- Закрытые панели для максимальной защиты от влажности и загрязнений. Защита IP65 для всей фронтальной панели;
- Разработана и собрана по жестким немецким нормам качества.
Компактность и производительность:
- Небольшие габариты вмещают много мощных функций, что обеспечивает максимальную производительность; - USB интерфейс на передней панели;
- 7.5” цветной дисплей.
Простота и интеллект:
- Удобное редактирование программ;
- Текстовый редактор ЧПУ как на ПК;
- Функция копирования / вставки;
- Эффективное фоновое редактирование;
- Организация программ обработки деталей во вложенные папки;
- Программы обработки деталей и папки с удобочитаемыми именами.
ЧПУ и момент на шпинделе
Система ЧПУ

Вращающий момент на шпинделе


Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков - Вы можете, связавшись с нашими менеджерами
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Цена по запросу, доставка, ПНР, сервис
Наряду со станком, заказчики обычно спрашивают у нас:
ТС1625Ф3 токарный станок с ЧПУ, производство Россия
ФС85МФ3 вертикальный обрабатывающий центр
ФС85МФ3 – современный высокопроизводительный вертикальный обрабатывающий центр с ЧПУ. Полноразмерный стол с возможностью установки 4-ой и 5й управляемых осей, вместительный магазин инструментов и система автоматической смены инструмента позволяют производить комплексную обработку сложных деталей за одну установку. Прекрасно подходит для решения различных производственных задач: фрезерования, сверления, растачивания, резьбонарезания. Все это в сочетании с высокой скоростью, точностью позиционирования и надежностью делает ФС85МФ3 отличным инструментом промышленного серийного производства.
см Реализованные проекты
Токарные станки с ЧПУ сименс. Производство в России
Надежная система управления и привода (Сименс, Германия), малые габариты, положительные отзывы клиентов, низкая стоимость
© Акционерное общество «СтанкоМашКомплекс», официальный сайт , 1999-2022
Все права защищены. Любое использование материалов сайта без письменного разрешения правообладателя - считается незаконным.

| Станок | ТС16К20Ф3 |
|---|---|
| Наибольший диаметр заготовки, мм | 450 |
| Макс. диаметр изделия типа диск, мм | 400 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 210 |
| РМЦ, мм | 750 |
| Макс. вес заготовки, кг | 200 * |
| Оси | |
| Максимальное перемещение по оси Х, мм | 235 |
| Макс перемещение по оси Z, мм | 700 |
| Быстрые перемещения по оси Х, мм/мин | 6000 |
| Быстрые перемещения по оси Z, мм/мин | 9000 |
| Рабочая подача, мм/мин | 0,01~4000 |
| Диаметр ШВП/шаг ось Х, мм | 20/4 |
| Диаметр ШВП/шаг ось Z, мм | 40/6 |
| Тип мотора и мощность по оси X, кВт | серво 1,5 кВт |
| Тип мотора и мощность по оси Z, кВт | серво 1,5 кВт |
| Тип направляющих Х | ласточкин хвост |
| Тип направляющих Z | Призматические |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 340 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 200 |
| Диапазон скоростей шпинделя, об/мин | I 10-330; II 130-1800 |
| Диаметр отверстия шпинделя, мм | 53 |
| Максимальный диаметр прутка, мм | 51 (38 с полым гидропатроном) |
| Торец шпинделя | С6 (ГОСТ 12593) |
| Конус отверстия шпинделя | Морзе 6 |
| Внутренний диаметр подшипника шпинделя | 90 |
| Момент на шпинделе (до 30 минут), Нм | 610 |
| Момент на шпинделе (продолжительно), Нм | 610 |
| Мощность э/д шпинделя (до 30 минут), кВт | 7,5 |
| Мощность э/д шпинделя (продолжительно), кВт | 7,5 |
| Тип э/д шпинделя | Асинхронный |
| Резцедержка | |
| Число инструментов, шт | 6 |
| Тип резцедержки | э/мех |
| Размер хвостовика режущего инструмента, мм | 25х25 |
| Время смены инструмента – верт. револьверная головка, с | - |
| Время смены инструмента – гориз. револьверная головка, с | 3 |
| Мощность э/д приводного инструмента, кВт | - |
| Обороты приводного инструмента, об/мин | - |
| Задняя бабка | |
| Перемещение задней бабки, мм | до патрона/люнета |
| Выдвижение пиноли задней бабки, мм | 130 |
| Диаметр пиноли, мм | 60 |
| Конус пиноли гидравлической задней бабки, № | - |
| Конус пиноли механической задней бабки, № | Морзе 4 |
| Прочее | |
| Потребляемая мощность, кВА | 15 |
| Система ЧПУ | Siemens 808 |
| Наличие транспортера стружки | нет |
| Емкость бака СОЖ, л | 38 |
| Емкость гидростанции, л | - |
| Вес нетто, кг | 1800 |
| Вес брутто, кг | 1900 |
| Габаритные размеры ДхШхВ, мм | 2220х1150х1500 |
| Габаритные размеры упаковки ДхШхВ, мм | 2220х1350х1600 |
| Примечания | * подробнее в документации |
| Базовая комплектация | Опции |
|---|---|
| - Siemens 808D advanced и сервоприводы по осям; - 3х кулачковый стальной патрон 200 мм; - 6 поз РГ 25х25, полив на каждую позицию; - задняя бабка с механической пинолью; - полностью закрытая зона резания; - система подачи СОЖ в зону резания; - Комплект ключей и инструмента; - Клиновые башмаки; - Паспорт на русском языке. | - люнет неподвижный 30~145 мм; - гидравлический патрон с гидростанцией; - гидравлическая пиноль - податчик прутка ⌀14~55 мм, L200~1500 мм с интерфейсом сопряжения; - электромеханическая пиноль (ЭМГ); - дополнительные кулачки, оснастка, режущий инструмент. |





вид сбоку









© Акционерное общество
«СтанкоМашКомплекс», официальный сайт, 1999-2031
Все права защищены. Любое использование материалов сайта без письменного разрешения правообладателя - считается незаконным.
Читайте также: