Травление металла от ржавчины
Обновлено: 18.05.2024

Существует масса способов удалить ржавчину, в основном на сайтах встречаются отчеты об использовании:
— ортофосфорной кислоты и ее производных (т.н. преобразователи ржавчины типа цинкаря, кока-кола);
— различных бытовых и околобытовых кислот типа уксусной, лимонной в специальной ванне, методом окунания;
— пескоструйных насадок к компрессору / мойке высокого давления;
— электрохимическим методом в ванне с щелочью (едкий натр).
Я использовал все вышеперечисленные способы удаления ржавчины и сразу могу сказать, что ортофосфорная кислота может использоваться только по отношению к легкому налету ржавчины, глубокую ржавчину она не осилит. Окунание в кислоте эффективно для удаления ржавчины, но кузов автомобиля в бытовых условиях невозможно запихнуть в ванну. Пескоструй эффективен, но этот процесс энергозатратный и ресурсоемкий (нужен мощный и дорогой компрессор или же мойка высокого давления), кроме того песок является расходником, его нужно сушить или покупать сухим, при обработке песок летит во все стороны, поэтому нельзя просто так отпесочить низ двери для удаления ржавчины без демонтажа двери иначе весь салон будет в песке.
Электрохимический метод катодной очистки металла от ржавчины в электролите из гидроксида натрия (едкий натр) или кальцинированной соды требует много времени.
В итоге я пришел к относительно новому методу, основанному на подручных химических реактивах и который детальным образом на просторах интернета не описывался.
Сразу к результатам:




В целях увеличения скорости обработки я повышал количество кислоты до 1 к 1 к воде, а ингибитор (уротропин) не использовал вообще.
Обработку произвожу в перчатках КЩС свинцовым электродом, в качестве которого выступает пластинка груза легкосплавной шины

В пластине просверлено отверстие и на болтах пластина подключается к кабельному наконечнику квт 16-6-6, в который запрессован кабель. Наконечник обжимается пресс-клещами (~1000 руб)

Далее это все подключается к сварочному разъему, например, СКР 35:

и подлючаем к сварочному MMA аппарату, ток на минимум (20 А)

Разводим электролит с водой 1:1, оборачиваем электрод аптечным бинтом (14 руб) и работаем.

При работе нужно сидеть в респираторе и (или) с принудительной вентиляцией

Для очистки глубокой ржавчины, периодически протираем деталь металлической щеткой.
После очистки нейтрализуем кислоту раствором пищевой соды и пассивируем ортофосфорной кислотой.
Процесс идет довольно быстро и все детали и реактивы доступны. На сегодняшний день это самая быстрая очистка ржавчины в гаражных условиях, которую я видел.
Травление металла: технологии и задачи

Травление металла применяется как в быту, так и в промышленности. С его помощью можно нанести на поверхность материала какой-либо узор или создать необходимые параметры для дальнейшей обработки заготовки.
В зависимости от задач выбираются тип травления и конкретные растворы. В нашей статье мы расскажем, где применяется этот способ обработки металла, как осуществляется процесс и что нужно учитывать перед началом работ.
Что такое травление металла
Под травлением металла понимают удаление его наружного слоя с металлического изделия. Так можно очистить поверхность от ржавчины, следов окисления. Также травление металла используется в дефектоскопии – проверке металла на целостность, отсутствие повреждений.

Травление позволяет удалить загрязнения, увеличить адгезию, улучшить свойства металла для соединения с другим изделием. Таким образом, на очищенный металл лучше и прочнее ложится внешнее покрытие – краска, эмаль, гальваническое покрытие и др.
Травление также выполняется и в декоративных целях. Этим способом создают прямо на металле нужный рисунок. Глубину травления можно регулировать с точностью до нескольких микрон. Это позволяет выполнять травление сложного рисунка на металле без нанесения дополнительного лакокрасочного слоя.
Методика подходит как для очень тонкой работы, когда необходимо выполнить, например, сложный узор на поверхности или проточить небольшие пазы, так и для очистки крупногабаритных заготовок.
Сферы применения травления металла
В промышленности используется несколько способов травления металла. Предварительно часть поверхности, которую обрабатывать не требуется, покрывают специальным лаком, защищающим металл от действия травящего вещества.
В производстве такой способ используется для изготовления деталей, формуемых травлением. В большинстве случаев так изготавливаются мелкие детали, в частности, для наручных часов или электронных устройств.

С помощью травления изделие может быть вырезано по определенной форме, для чего применяют специальные трафареты для травления металла. Также этим методом наносится заданная текстура на металл или поперечный профиль – топография. Травление может осуществляться на разную глубину металла. Применяется и рельефное травление, когда обрабатываются поверхности значительной площади.
Помимо грубого травления, могут также вытравливаться каналы минимальной толщины, вплоть до нескольких микрон, обеспечивая высочайшую точность. Перед такой обработкой металл покрывается светочувствительным лаком, на который направляется лазерный луч сквозь фотопленку или непосредственно на металл. Под воздействием лазера лак разрушается, смывается водой, после чего этот участок подвергается сквозному или глухому травлению.
В электронике травлением изготавливаются электропроводящие дорожки на электронных платах. Такие дорожки получаются путем обработки тончайшего медного слоя на заготовках из гетинакса или текстолита.
Травление применяется и при производстве высокоточного оборудования в электронной промышленности, микросхем из полупроводников. Используются различные технологии как сухого, так и мокрого травления. К сухим относятся плазменный, ионный, реактивный ионный, плазменно-химический способы. К мокрым – анизотропное травление кремния водным раствором едкого калия.
В частности, формные цилиндры для современной печатной техники могут подвергаться гравировке на аппарате с ЧПУ, либо на них наносится фотохимический защитный грунт, после чего производится травление. Таким образом получается рельеф заданного рисунка и глубины.
Травление может использоваться как альтернатива ручной гравировке. Например, так изготавливают шильдики для станков и прочего оборудования. На часть металлической пластины наносят устойчивый к кислоте лак, после чего эта часть обрабатывается кислотой для травления металла, и на непокрытом лаком участке образуется углубление или неровность.
В авиационной промышленности при помощи химического травления металл, используемый для корпуса самолета, истончается на отдельных участках и становится за счет этого легче.
3 вида травления металла
Химическое травление
Используется для очистки металла от наружного слоя ржавчины, окисления. Им обрабатывается целый ряд металлов:
При таком способе используется соляная, азотная или серная кислота. Металл погружается в щелочной или кислотный раствор, соляной расплав. В нем металл удерживается в течение определенного времени (от нескольких минут до двух часов), которое зависит от множества условий и задач травления.
Травление металла солью, кислотой имеет следующий механизм. Когда травитель попадает на слой оксида, покрывающего металл, он через микротрещины и поры проникает под этот слой и вступает в контакт с самим металлом. В результате химической реакции выделяется водород, который создает давление на оксидную пленку, разрушая ее, отрывая от металла и очищая поверхность заготовки.
Сам металл также начинает разрушаться под действие кислоты. Поэтому в промышленности используются коррозийные ингибиторы, защищающие металл.
Электролитическое травление
Этот способ позволяет быстро очистить металл, нанести рисунок или сделать выемки. Изделие погружается в раствор соляного или кислотного электролита и само становится катодом, если оно заряжено отрицательно, или анодом, если заражено положительно. Соответственно, различают катодное и анодное травление металла.
Катодным травлением углеродистые стали очищаются от окалины, которая образуется в результате масляного закаливания или проката горячим методом. Применяется анод из свинца, роль электролита выполняет соляная или серная кислота либо соль щелочного металла.
В процессе электролиза происходит интенсивное газообразование, выделяющийся на катоде водород разрушает окалину. Травление металла в солевом растворе и образующийся в его ходе избыток водорода снижает прочность сплава, поэтому для изделий из тонкого металла катодное травление не применяется.
Анодное травление широко используется в машиностроительной промышленности. Слой оксида очищается с поверхности металла прямым воздействием кислорода. Молекулы металла попадают в электролит в виде кислотного или соляного раствора металла, из которого изготовлена деталь. Для катода используется свинец, медь.
При таком травлении на металле образуется шероховатая поверхность, а оксид растворяется в электролите. Этот метод также может вызывать истончение металла, а также существует риск перетравливания.
Электролитический метод быстрее и экономичнее химического, если говорить об объеме требуемых реагентов. Также электролитический метод более экологичен, так как при нем не выделяется вредных для человека веществ.
По окончании травления металл погружается в раствор кальцинированной соды, чтобы деактивировать оставшийся на металле раствор электролита, иначе он может вызвать образование ржавчины. Затем заготовки моют обычной водой и просушивают. Обработанный таким способом металл устойчив к коррозии, однако при необходимости выполнения паяльных работы их нужно проводить как можно быстрее, поскольку при длительном хранении начнется процесс окисления металла.
Ионно-плазменное травление
При этом способе металл бомбардируется ионами инертных газов. Их химической реакции с металлом изделия не происходит. Ионно-плазменное травление позволяет ограничить размер участка травления вплоть до 10 нм, поэтому оно нашло широкое применение в микроэлектронике.

Плазмохимическая обработка выполняется посредством возбуждения плазмы в химически активной среде. В результате образуются свободные радикалы и ионы. Попадая на металл, активные частицы инициируют химическую реакцию, при которой образуются легкие соединения, удаляемые из активной среды вакуумом.
Способ отличается тем, что в нем используется химически активный газ с большой реакционной способностью, например кислород, взаимодействующий с металлом в плазме газового разряда. Химический же метод, о котором было написано выше, предполагает реакцию активного газа только с определенным видом молекул.
Выбор травителя в зависимости от типа металла

Нержавеющая и огнеупорная сталь травится в многокомпонентном растворе, в который входят 12 % соляной, 12 % серной и 1 % азотной кислоты. Возможна обработка в несколько этапов. Сначала в растворе соляной кислоты с концентрацией 20 % окалина разрыхляется, а затем поверхность очищается раствором азотной кислоты с концентрацией 20-40 %.
При производстве нержавеющей стали на ней образуется толстый слой окалины, который удаляют 75-85 % раствором едкого натра и 20-25 % азотнокислого натрия. Окончательная очистка производится в 15-20 % растворе азотной кислоты.
На поверхности деталей из алюминия и сплавов на его основе образуется тугоплавкий слой оксида. Для его удаления используют растворы кислоты или щелочи. Щелочь с концентрацией 10-20 % нагревается до 50-80 градусов по Цельсию, в раствор погружаются обрабатываемые детали, и выдерживаются там не больше двух минут. Если в щелочь добавлен хлористый или фтористый натрий, то травление протекает более равномерно.
Титан и его сплавы очищаются в несколько стадий. Сначала окалина разрыхляется в концентрированном едком натре. После этого она удаляется в растворе, состоящем из серной, азотной или фтористоводородной кислоты. Для окончательной очистки используется соляная или азотная кислота, в которой содержится фтористоводородная кислота в малой концентрации.
Для меди и ее сплавов применяются травящие вещества на основе перекиси водорода, хромовой кислоты. Травление этих металлов также осуществляется в солевом растворе:
- хлорида меди;
- хлорида железа;
- персульфата аммония.
Техника безопасности при травлении металла
Вещества, которые используются при травлении металла, химически очень активны. Они требуют исключительно осторожного обращения, поскольку при неправильном применении могут не только причинить материальный ущерб, но и поставить под угрозу здоровье и жизнь персонала предприятия.
При выполнении работ по травлению металла необходимо неукоснительно соблюдать ряд правил техники безопасности:
- В производственном помещении должна иметься хорошая вентиляция, желательно принудительная.
- Работники должны использовать средства индивидуальной защиты – перчатки, респираторы, специальную одежду и др.
- Емкости с химическими реактивами ни в коем случае не должны ставиться на значительной высоте.
- При приготовлении кислотного раствора кислота заливается в воду, но ни в коем случае не наоборот.
- При себе работник должен иметь раствор соды для промывания кислоты при ее попадании на кожу, при работе с щелочью – слабо концентрированный раствор уксусной кислоты.
- При использовании электролитического метода перед началом работы нужно проверить исправность всего используемого оборудования.
- В производственном помещении в зоне прямого доступа должен располагаться огнетушитель с соответствующим веществом.
Если реактив попал на кожные покровы, необходимо немедленно промыть их нейтрализующей жидкостью. Если на одежду, необходимо ее заменить.
При попадании реактивов на слизистые оболочки показана немедленная медицинская помощь, в противном случае под угрозой может оказаться не только здоровье, но и жизнь.
Таким образом, травление металлов имеет широкое применение в промышленности. При этом оно не ограничивается лишь только очисткой металла от шлака, окислов, грязи и окалины, а позволяет также изготавливать отдельные детали, в том числе сложные микросхемы, и выполнять декоративные элементы на изделии.
Травление металла
Травление – это процесс очистки и обработки металлической заготовки. Химическое, кислотное, щелочное, электрохимическое – есть много способов выполнения этой технологической операции. Где применяют травление металла, зачем его используют в промышленности, какие бывают способы обработки с применением этой технологии, всё эти вопросы подробно разобраны в представленной ниже статье.

Что такое травление
Это технология удаления верхнего слоя с поверхности металлической детали. Технология применяется для очистки заготовок от окалины, ржавчины, окислов и снятия верхнего слоя металла. Используя этот способ, снимают верхний слой для поиска внутренних дефектов и изучения макроструктуры материала.
С помощью травления зачищают деталь и увеличивают адгезию поверхности. Это делают для последующего соединения металлической поверхности с другой заготовкой, перед нанесением краски, эмали, гальванического покрытия и других защитных покрытий.
Метод позволяет не только быстро очистить деталь, но и создать на металлической поверхности нужный рисунок. Этим методом вырезают на металлической поверхности тончайшие каналы и сложные изображения. Можно выполнять очистку габаритных деталей или проката. Глубина обработки регулируется с точностью до несколько микрон, что позволяет изготавливать сложные детали с небольшими пазами и другими сложными элементами.
Применение травления в промышленности
- Для очистки от оксидной плёнки деталей из углеродистой, низколегированной и высоколегированной стали, титана и алюминия.
- Для улучшения адгезии перед нанесением гальванических и других видов защитных покрытий.
- Для подготовки стальной поверхности к горячему цинкованию.
- Чтобы провести макроанализ для выявления образования межкристаллитной коррозии у нержавеющих сталей.
- С помощью этой технологии обрабатываются мелкие металлические детали, такие как шестерёнки наручных часов.
- Обработка меди применяется для изготовления полупроводниковых микросхем и печатных плат в электронике. Этим методом выполняется нанесение токопроводящего рисунка на микросхему.
- Для быстрой очистки изделий горячего металлопроката, термообработанных деталей, от окислов.
- В авиастроении с помощью этой технологии уменьшают толщину алюминиевых листов для снижения массы самолёта.
- При изготовлении металлических надписей и рисунков. Травлением получают рельефные изображения, нарисованные путём удаления слоя металла по определённому трафарету.
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.

- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.
Плазменное травление
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Травители

Изделия из нержавеющей или жаропрочной стали обрабатываются с применением раствора, состоящего из: 12% соляной, 12% серной, 1% азотной кислоты. Если требуется, обработку делают в несколько ступеней. Первая – в 20% соляной кислоте разрыхляется окалина. Второй этап – это погружение в 20-40% раствор азотной кислоты для полного удаления поверхностных загрязнений.
Толстый слой окалины, который образуется на нержавеющей стали, при её производстве удаляют 75-85% расплавом едкого натра с 20-25% азотнокислого натрия. После чего в 15-20% азотной кислоте производится полное удаление окислов.
Обработку алюминия и сплавов на его основе используют снятия тугоплавкой оксидной плёнки с поверхности заготовки. Для этого применяются щелочные или кислотные растворы. Обычно используют 10-20 % щёлочь, при температуре 50-80 ºС, процедура травления занимает менее 2 минут. Добавка в щелочь хлористого и фтористого натрия делает этот процесс более равномерным.
Очистка титана и его сплавов, проводимая после термической обработки, выполняется в несколько этапов. На первой стадии в концентрированном едком натре разрыхляют окалину. Затем удаляют окалину в растворе из серной, азотной или фтористоводородной кислоты. Для удаления оставшегося травильного шлама используют соляную или азотную кислоту с добавкой небольшого количества фтористоводородной кислоты.
При обработке меди и ее сплавов используют травители из перекиси водорода, хромовой кислоты и следующих солей:
Этот информационный материал подробно описывает применяемый на металлургических предприятиях процесс травления. Способ позволяет быстро очищать поверхность металла от окислов, окалины, ржавчины и других загрязнений. Благодаря травлению можно наносить на металл различные рисунки, создавать сложные микросхемы и делать микроскопические каналы нужной формы.
Травление ржавчины электролизом. Цинкование электролизом.

Ранее красил я арки алкидныи грунами и красками. Передние арки были не очень ржавые.
Метал зачистить удалось идеально (без раковин). Красил из балончиков. Три года держится.
Проблем нет. А вот задние арки заржавели сильно. Зачистить идеально не удается.
Раковины с ржавчиной остаются. Под лупой их хорошо видно. Максимум через год
вспучивается краска. Цинкарь, преобразователь ржавчины особо не помогает.
Достоинства этого (по моему мнению)
1-Дешево
2-Технология относительно несложная. Легко осуществить в гаражных условиях.
3-Надежно Если не поленится и вытравить все ржавчину, далее зацинковать — ржавчина не появляется
очень долго.
4-Цинковать можно в любую погоду. Дождь, влажно, пасмурно и тп. Зимой в морозы конечно не получится.
Недостатки
1- Трудоемко особенно для больших поверхностей. Трудоемко загрунтовать например весь
капот. Хотя и такое видел. Для небольших зон — то что надо.
2- Достаточно долго идет процесс травления ржавчины. Частично эту проблему решил
чередованием механической очистки и травлением.
Процес предполагает два этапа. 1 этап самый сложный -травление. 2 этап цинкование.
Электрическая схема одна и таже. Минус акумулятора через лампу соединяем на кузов
автомобиля. Минус на кузов. Плюс на электрод. Растворы, лампы и электроды разные для каждого этапа.
Вместо аккумулятора можно использовать зарядное устройство.
Лампу используем, во первых для предотвращения короткого замыкания. Во вторых для
ограничения тока. По яркости лампы также можно определять примерно величину тока.
При травлении ток чем больше тем быстрее. А вот при цинковании более 1 ампера ток не
желателен. Иначе цинк ложится быстро, хлопьями. Слой получается рыхлый.
Электроды обматываем тряпкой, так чтобы между кузовом и электродом не было КЗ.


Материалы для первого этапа травление кальцинированой содой.
Раствор: Кальцинированая сода. Продается во всех хозяйственных магазинах.
16 рублей 500 грамм Ложки на стакан воды хватает. Растворяется не очень хорошо.
Примерный расход 100 грам раствора на 5 квадраных сантиметров
Раствора больше мимо льется чем используется в реакции.
Видел на сайте, что в качестве раствора использовали "Крот".
Электрод: Нержавеющая сталь Я взял нержавеющую ложку. В принципе можно использовать
обычную сталь.
Лампа: Н4 50 W Максимальный расчетный ток 5 ампер. Можно в принципе взять что то помощней на 10 ампер
Процесс пойде быстрее.
Материалы для второго этапа цинкование
Раствор: Паяльная кислона. Продается там где продают паяльники. 50 мл 30 руб.
50 мл хватит по моему опыту на 10 кв см И даже больше. Смотря как лить.
Видел на сайте, что в качестве раствора используют цинкарь.
Можно использовать травленную цинком соляную или серную кислоту.
Лутше соляную.
Электрод: Цинк. Где взять? Я брал из старых использованых солевых батареек.
Как понять что батарейки солевая (Корпус цинковый)
==САМЫЙ ПРОСТОЙ СПОСОБ Солевая батарека (цинковый корпус) не магнитятся Проверить магнитои можно
==По обозначению на батарейке
Первая буква
Если "L", то перед вами щелочная батарейка,
если "S" — то серебряно-цинковая,
если "С" — то литиевая,
если этой буквы нет — то солевая.
Вторя буква (а может получится первая о буква)
"R" — обозначает цилиндрическую форму элемента,
"F" — плоскую.
Если перед буквенным обозначением стоит цифра, то она обозначает количество параллельно соединенных
элементов в батарее.
Например, 6F22 обозначает солевую батарейку типа "Крона", состоящую их шести 1,5-вольтовых элементов.
Число в конце строки обозначает размеры элемента, а конкретнее — его радиус.
==Температура плавления цинка 474 градуса Если отрезать стружку от корпуса батарейки
и нагреть зажигалкой -расплавится
==Цинк мягче стали Режется обычными канцелярскими ножницами
Лампа: Р21 Максимальный расчетный ток 1.75 ампер.
Далее описываю сами процесы травления и цинкования.
Очишаем механически краску и ржавчину.
Технология травления ржавчины
Макаем конец электрода с тряпкой (нержавеющую ложку) в растворе кальцинированой соде и водим
по кузову. Можно просто держать на одном месте. Можно бильевой прищепкой прижать к кузову и
только подливат на тряпку раствор.
ВАЖНО! Для ускорения процесса необходимо чередовать процесс травления и механической очистки
грязи (ржавчины и продуктов разложения ржавчины).
И так травим от 10 секунд до 1 минуты (Можно и больше)
Далее дрелью с диском-карчеикой механически затиреем протравленое место. До этого раствор с поверхности
не вытираем.
На поверхности появляется размазаная гряью. Ее стираем чистой тряпкой.
Повторяем этот процес. Обычно не более десяти раз. Смотря какая глубина раковин.

С каждым разом грязи становится все меньше и меньше. Когда эта гряз не появляется процесс заканчиваем.
Отсутсвие грязи говорит о том что либо ржавчину все сьело. Либо она так глубоко в раковинах что от
туда она не вымывается. В любом случае далее травить практически бесполезно.
В конце промываю струей воды все поверхность. Обеэжириваю.
Технология цынкования
Подключаю лампу Р21
Беру электрод из цинка. Смачиваю трябку прямо из тюбика пяльной кислотой.
И вожу по поверхности. Важно! Останавливать на месте электрод не льзя. Иначе волосья тряпки
прилипают к поверхности. Цынкуется быстро. Около минуты на 1 кв см
Далее нетрализую кислоту раствором пишевой соды. Кисточкой намазываю. Шипит.
После смываю струей воды.
Все! Далее можно переходить к покраске.

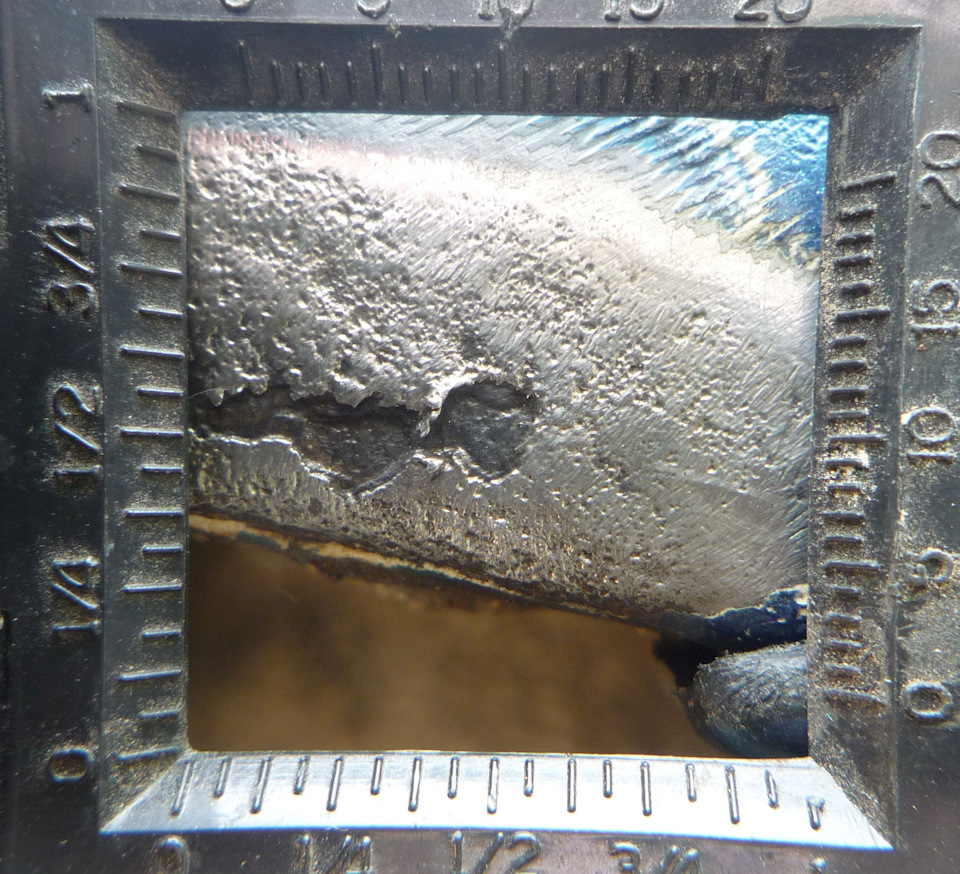
На фотке неворуженным взглядом все выглядит достаточно прилично, по сравнению с тем что было.
Но если под лупой посмотреть наиболе ржавое место справо видим что остались незацикованные раковины.
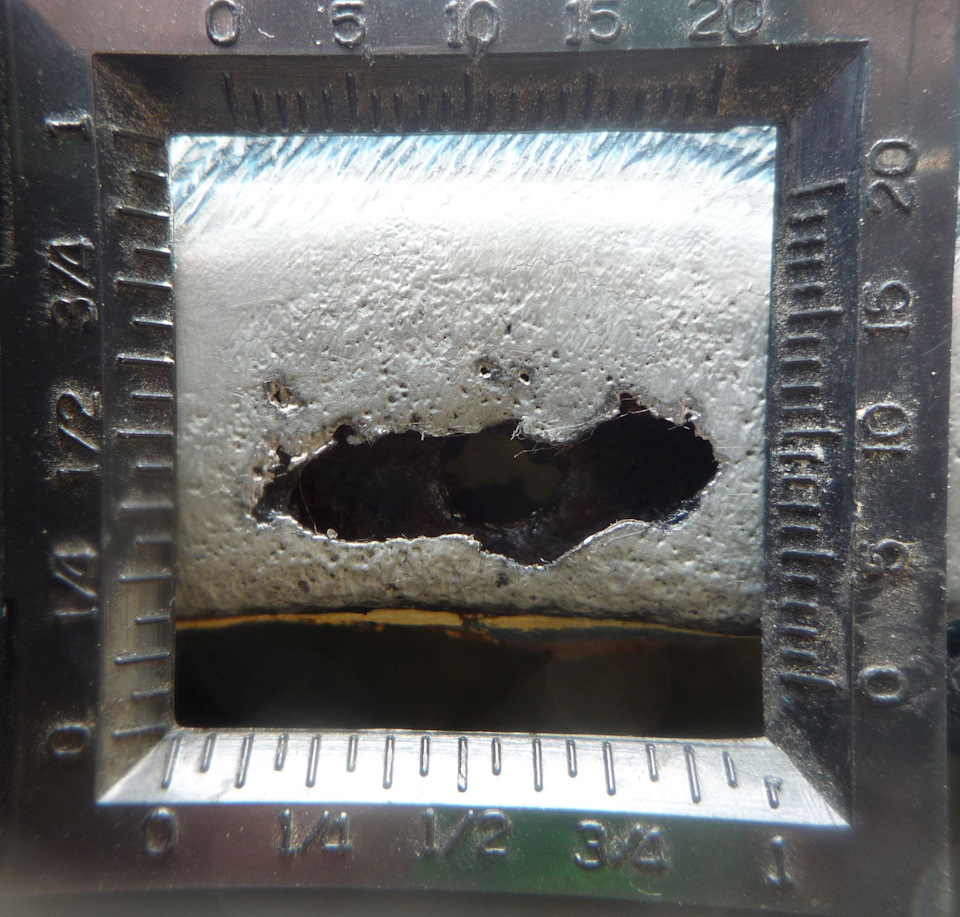
Надо было мне потравить подольше. Лоханулся. Можно попробовать травить уже оцинкованную повержность.
Кальцинированая сода не трогает не железо не цинк.
Я понимаю что вариант безнадежный. Арку надо переваривать. Но для экперименов она подошла.
Через год или два переварю.
Я сейчас наверное просто реактивном грунтом покрою.
Другие примеры
Травил я багажник, местами. Жаль, фоток не делал. Были раковины глубже. Все вытравилось.
Там сквозных дыр не было. Только поверхность заржавела. Можно поверить на слово.
В процессе, во круг меня ходили любопытные. Одному любопытному, по его просьбе зацинковал
небольшое пятно на кузове. Грунтом и краской не покрывали. За месяц, а у нас дожди, ржавчина
не появилась. Но не занцинкованых раковон под лупой у него не было. Тщательней протравили.
Будут фотки других примеров. Догружу их.
2016-06-18 18:13 Двери кусок зацинковал. Покрыл реактивным грунтом

На этот раз вытравиль хорошо

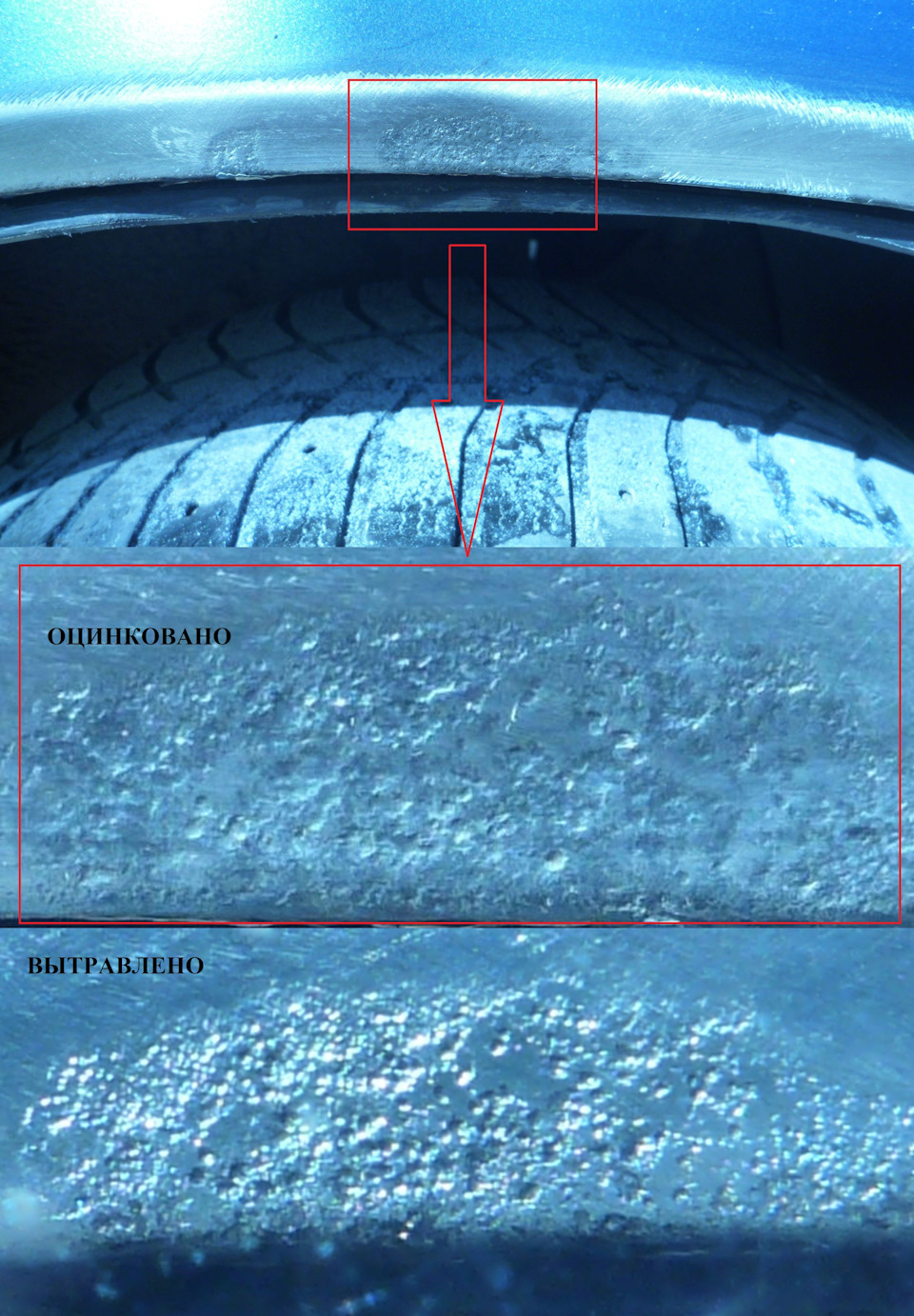
2018_05_15 Правая задняя арка.
Читайте также: