Трещины при гибке листового металла
Обновлено: 06.07.2024
Гибка заготовок – это целенаправленное изменение их формы по заданному контуру. При этом происходит растяжение внешней части изделия и сжатие внутренней. При гибке заготовок сокращается площадь поперечного сечения на величину, называемую «утяжина». В данной статье мы расскажем о том, как осуществляется гибка заготовок и что нужно сделать для достижения наилучшего результата в данном процессе.
Каковы технические особенности процесса гибки заготовок
Гибка заготовок осуществляется тогда, когда возникает необходимость создать или изменить угол между частями поковки.
Поговорим о том, как формируется заготовка и как течет металл при гибке. Заготовка прямоугольного или круглого сечения в пластическом состоянии может быть изогнута на угол А. Из-за внешних воздействий на заготовку в разных ее слоях образуются противоположные напряжения: во внешних – напряжения растяжения, во внутренних – сжатия.
Возникающие в заготовке напряжения приводят к растяжению внешних слоев и сжатию внутренних. Таким образом, происходит изменение длин слоев металла (длина слоев прилегающих к внешней зоне увеличивается, а к внутренней – уменьшается). Между внутренним и внешним слоем находится нейтральный слой, не подвергающийся деформациям. Слои, которые наиболее от него удалены, сильнее деформируются при гибке заготовки.
В процессе деформации растяжения площадь поперечного сечения становится меньше. При деформации сжатия – наоборот. В процессе гибки заготовок форма изменяется в разных направлениях. Например, при осуществлении гибки прутка квадратной или прямоугольной формы, растяжение внешних слоев приводит к уменьшению верхней стороны сечения, а сжатие внутренних – к увеличению его нижней стороны. При гибке круглой заготовки сечение имеет форму овала. Длина нейтрального слоя и, следовательно, ширина заготовки, остаются без изменений.
При гибке заготовок необходимо придерживаться технологии, исключающей образование трещин на поверхности и возникновение грубых складок во внутренних их слоях.
Нередко приходится осуществлять гибку тонкополосых холодных заготовок. Ее отличия от гибки нагретых толстых полос заключаются в следующем:
- упругие деформации схожи с пластическими;
- металл, подвергаемый гибке, недостаточно пластичен и становится более прочным после такого воздействия.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Представляющие наибольшую опасность напряжения растяжения, увеличиваются по мере уменьшения радиуса изгиба R. Если этот радиус слишком мал, то напряжения и деформации становятся слишком высокими и приводят к образованию трещин на наружной поверхности заготовки.
Избежать разрушения металла при гибке заготовки можно, для этого необходимо четко выполнять следующие правила:
- радиус изгиба R должен превышать минимально допустимое значение для металла (rmin), подвергаемого гибке;
- гибка заготовки должна осуществляться так, чтобы волокна материала были поперечны ребру гибки.
Минимальное значение радиуса гибки определяется в соответствии с металлом, из которого изготовлена заготовка, его толщины, угла гибки А и направления волокон.
В таблице вы можете посмотреть минимальные радиусы холодной гибки заготовки (R), в зависимости от толщины листа (S).
Для расчета развернутой длины изогнутого участка детали из листового материала при изгибе на угол α пользуются формулой:
A = π(R + k – s)α/180,
где k – числовой коэффициент, определяющий положение нейтрального слоя при гибке.

Материал
Отожженные листы
Наклепанные листы
Расположение линии изгиба
поперек вдоль
поперек вдоль
волокон проката
Минимальные внутренние радиусы гибки заготовки рекомендуется использовать, если это действительно необходимо.
Если гибка заготовки осуществляется под углом к направлению проката, то рекомендуется использовать средние промежуточные значения, соответствующие углу наклона линии изгиба.
Гибка заготовки, изготовленной вырубкой или резкой без отжига, должна осуществляться с таким же радиусом, как у наклепанного металла.
Для того чтобы при гибке не образовались трещины, установка заготовки осуществляется заусенцами внутрь изгиба.
Мы уже говорили о том, что холодная гибка заготовки осуществляется с существенной упругой или обратимой деформацией. При упругой деформации заготовка пружинит, возвращается в исходное положение после прекращения воздействия на нее нагрузки. На угол пружинения влияет упругость металла, толщина заготовки, радиус изгиба и пр.
Угол пружинения при изготовлении приспособлений (подкладного штампа, например) нужно рассчитывать особенно внимательно, так как исправлять недешево и трудоемко.
Изменение площади поперечного сечения при гибке зависит от того, насколько объемна заготовка. Так, например, если говорить о плоских листах, то разницы видно не будет. Гибка объемных заготовок повлечет за собой серьезные деформации формы и площади поперечного сечения, могут образоваться трещины.
Гибка металла после расчета заготовки
Прежде чем осуществлять расчет длины заготовки, нужно выбрать, каким способом это лучше сделать. Рассчитывать это значение необходимо для того, чтобы получить готовое изделие нужного размера.
Вариант 1
Вариант 2
Lt = A + B + BA
Lt = A + B – BD
Lt – общая длина заготовки при гибке; А и В – см. рисунок; ВА – припуск
Lt – общая длина заготовки при гибке; А и В – см. рисунок; BD – вычет
Итак, если нужна поверхность полки А без деформаций (например, для расположения отверстий), для расчета длины заготовки при гибке металла следует использовать вариант 1. Если же важна общая высота полки А, то нужно считать по варианту 2.
Вариант 1 (с припуском)
Необходимо выполнить следующие действия:
- Определить К-фактор.
- Разбить контур изгибаемой детали на элементы (отрезки прямых и части окружностей).
- Суммировать длины этих отрезков таким образом, чтобы длины прямых участков складывались без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Приведем пример формулы для расчета длины заготовки с одним гибом:
Где X1 – длина первого прямого участка, Y1 – длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Расчет выполняется в следующей последовательности:
Y1 + BA1 + X1 + BA2 +. т. д
Чем больше переменных, тем длиннее получится формула.
Рекомендуем статьи по металлообработке
Вариант 2 (с вычетом).
Такой способ очень часто используется для гибочных станков с поворотной балкой.
Кроме описанного выше потребуется:
- Определить К-фактор (см таблицу).
- Разбить контур изгибаемой детали на элементы (отрезки прямой и части окружностей).
- Рассчитать необходимые вычеты. Длины прямых участков также суммируются без изменения, а длины вычетов – вычитаются.
Теперь поговорим о таком понятии, как внешняя граница гибки заготовки.

Внешняя граница гибки на рисунке представлена пунктиром.
Для расчета длины вычета из длины внешней границы вычитают длину криволинейного участка.
Итак, формула длины заготовки по варианту 2:
Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Внешняя граница гибки (OS):
Каждая операция выполняется последовательно.
Рассчитывают длину заготовки для гибки по следующей схеме:
(Y2 – BD1/2) + (X2 – (BD1/2 + BD2/2)) + (M2 – (BD2/2 + BD3/2)) +. и т. д.
Графически это будет выглядеть так:

Важно правильно рассчитать размер вычета (BD) при последовательном расчете длины заготовки при гибке металла. В первую очередь нужно вычислить весь BD, а потом получившийся результат делят пополам.
Механизированная гибка заготовок
Выполнять гибку заготовок без использования средств механизации достаточно сложно, поэтому были созданы гибочные машины. В данном разделе мы расскажем о конструкции некоторых из них.
Листогибочные вальцы, состоящие из двух нижних валков, вращающихся от механизма привода и верхнего валка, установленного на плите. Листогибочные вальцы выполняют гибку заготовок (листов) следующим образом: верхний валок движется от изгибаемого листа, перемещаясь на той высоте, которая позволит придать заготовке заданный радиус. Если заготовке необходимо придать коническую форму, то верхний валок располагают под наклоном, соответствующим углу наклона образующей конуса.

Листогибочные прессы подходят как для гибки кромок, так и для гибки профилей, плоскости и углы могут быть самыми разными. Для гибки профилей необходим пуансон, который закрепляют на раме ползуна, на матрице, устанавливаемой на подкладке плиты пресса или на самой плите. Пуансоны могут придавать разные формы и радиусы заготовкам при гибке. Рабочая часть матрицы представляет собой гнездо формы угольника или прямого паза.

Роликовые гибочные станки подходят для гибки профилей разных сечений. Они могут иметь три или четыре ролика.

Если необходимо выполнить гибку круглых, спиралевидных или криволинейных профилей, то используют четырехроликовые станки. Конструкция таких станков следующая: станина (с вмонтированным в нее приводным механизмом для ведущих роликов, подающих заготовку) и два зажимных ролика, которые непосредственно осуществляют гибку заготовки.

Станок для гибки труб используется для гибки заготовок труб (наружный диаметр 95–300 мм). Он осуществляет нагрев материала токами высокой частоты. Станок для гибки заготовок труб состоит из двух частей – механической (сам гибочный станок) и электрической (электрооборудование станка и установка для нагрева токами высокой частоты).

Если необходимо выполнить гибку очень длинных труб, то к каретке зажима присоединяют специальные удлинители, необходимые для поддержания свисающей части трубы.
Какие дефекты могут возникать в процессе гибки заготовок
Разные способы гибки имеют разные причины возникновения дефектов. Чаще всего образуются следующие виды дефектов: утяжина в месте изгиба, трещины, складки, несоответствия размеров и формы.
Об утяжине мы говорили выше, она не просто искажает форму заготовки, но снижает ее прочность. Для уменьшения вероятности ее образования осуществляют предварительный набор металла в месте изгиба и высадку заготовки при гибке.
На внешнем слое заготовки трещины появляются обычно на металле, характеризующемся низкой пластичностью (недостаточно нагретом). Если выполнять гибку дюралюминиевой холодной заготовки, то появление трещин – это минимум, что может с ней произойти. Такая гибка может завершиться полным разрушением металла.
Самые серьезные требования предъявляют к гибке заготовок, выполненных из высокоуглеродистых и легированных сталей. В таких случаях важно правильно подобрать температуру, схему гибки, не ошибиться с минимальным радиусом и пр.
Если при помощи гибки необходимо заготовку сильно изогнуть, важно избегать образования складок с внутренней стороны угла поковки, так как в них концентрируется напряжение, что снижает прочность всего изделия.
Если после гибки заготовки вы обнаружили неточность размеров, то, скорее всего, ошибка была допущена еще на этапе определения длины (объема) исходной заготовки.
Если форма изделия получилась не такой точной, как планировалось, то наверняка был сделан неправильный выбор переходов гибки, некачественно подготовлена исходная заготовка, неправильно подобран инструмент или способ гибки. Также это может быть связано с тем, что работу выполнял неопытный кузнец.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Гибка деталей из металла
Необходимую форму деталям можно придавать различными способами, одним из которых является гибка деталей из металла . Технология высоко ценится в промышленности, поскольку позволяет создавать высококачественные изделия со сложной конфигурацией при минимальных временных и финансовых затратах. В процессе сгибания верхний слой металла, из которого изготовлена деталь, растягивается, а внутренний – сжимается. В нашей статье поговорим об особенностях этого процесса.
Способы гибки деталей из металла
Можно выделить два основных способа гибки деталей из листового металла :
- «Воздушная», или «свободная» гибка, при которой между заготовкой и стенками матрицы V-образной формы остается воздушный зазор (этот метод используется чаще всего).
- «Калибровка», при которой деталь плотно прижимается к стенкам матрицы. Этот метод применяется в течение длительного времени, и в определенных случаях именно этот способ является предпочтительным.
К ее достоинствам относится пластичность, к недостаткам – ограниченная точность.
Лист вдавливается на нужную глубину канавки матрицы по оси Y при помощи траверсы с пуансоном. При этом лист не прижимается к стенкам матрицы, между ними остается зазор. Таким образом, на угол гибки деталей из металла влияет положение оси Y, а не геометрия используемого инструмента.

Современные прессы имеют точность настройки оси Y в пределах 0,01 мм. Однако точно сказать, какой угол гибки соответствует определенному положению оси Y, невозможно, так как показатель зависит от различных факторов. На разницу в положении оси Y может влиять настройка хода опускания траверсы, свойства заготовки (толщина, предел прочности, деформационное упрочнение), состояние инструмента для гибки деталей из металла .
Среди достоинств свободной гибки можно отметить:
- Высокую гибкость, которая выражается в том, что один гибочный инструмент позволяет добиться любого угла, входящего в диапазон угла раскрытия V-образной матрицы (85°, 35°) и 180°.
- Меньшую стоимость инструмента.
- Необходимость приложения меньших усилий, чем при калибровке.
- Возможность выбора усилия: чем больше раскрыта матрица, тем меньшее усилие необходимо приложить. Увеличение ширины канавки в два раза требует приложения половинного усилия. Т. е. можно выполнять гибку более толстого металла при большем угле раскрытия с аналогичным усилием.
- Минимальные вложения, поскольку требуется пресс с меньшим усилием.
Впрочем, это теория. В действительности, сэкономленные на покупке пресса деньги могут быть потрачены на приобретение дополнительного оснащения, например, оси заднего упора или манипуляторов.
К недостаткам этого вида гибки деталей из металла относятся:
- меньшая точность углов обработки при работе с тонкими заготовками;
- вероятность неточного повторения при использовании материалов различного качества;
- невозможность выполнения специфических гибочных операций.
Воздушная гибка подходит для работы с листовыми металлами, толщина которых превышает 1,25 мм; для более тонких рекомендована калибровка.
Рекомендуем статьи по металлообработке
Наименьший внутренний радиус гибки должен превышать толщину заготовки. Если технические требования предполагают равенство внутреннего радиуса толщине листа, то лучше воспользоваться калибровкой. Внутренний радиус менее толщины листа возможен только при работе с мягкими, легко деформируемыми материалами, к примеру, медью.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Получить большой радиус можно, используя пошаговое перемещение заднего упора. Если же необходимым требованием, помимо большого радиуса, является его точность и высокое качество, то воздушную гибку нужно заменить калибровкой с использованием специального инструмента.

Калибровка.
К достоинствам этого способа обработки деталей из металла относится высокая точность, к недостаткам – малая гибкость. На угол гиба влияет прилагаемое усилие и используемый инструмент: обрабатываемая заготовка плотно прижата к стенкам V-образной матрицы. Упругая деформация при этом равна нулю, угол гиба не зависит от свойств металла.
Сложность заключается в расчете необходимого усилия гиба. Надежнее всего выполнить пробную гибку короткого образца, воспользовавшись испытательным гидравлическим прессом.
При калибровке прилагаемое усилие в 3–10 раз превышает напряжение, необходимое для свободной гибки.
Достоинства калибровки заключаются:
- в точности углов гиба, независимо от свойств и толщины заготовки;
- в небольшом внутреннем радиусе;
- в большом внешнем радиусе;
- в использовании Z-образных профилей;
- в глубоких U-образных каналах;
- в возможности создания различных форм при работе с металлами, толщина которых не превышает 2 мм, благодаря использованию стальных пуансонов и полиуретановых матриц;
- в хороших показателях работы на гибочных прессах, точность которых не позволяет пользоваться свободной гибкой.
К недостаткам калибровки относятся:
- необходимость приложения усилия, в 3–10 раз превышающего напряжения при свободной гибке;
- отсутствие гибкости, т. е. создание определенной формы требует использования специального инструмента;
- частая замена применяемых инструментов (исключение составляют большие серии).
Дефекты и трудности при гибке деталей из металла
Гибка деталей из металлов с низкой пластичностью (например, тех, в которых содержится свыше 0,5 % углерода) осложняется таким явлением, как пружинение, когда готовая деталь по конфигурации отличается от чертежей. Именно это явление является главной проблемой в процессе обработки металлов посредством гибки.
Суть пружинения заключается в том, что деталь подвержена упругому последствию после окончании рабочей нагрузки. В результате возможно существенное искажение формы заготовки, в ряде случаев возможен угол пружинения, достигающий 12–150°, что приводит к сложностям при соединении смежных деталей друг с другом.

Для ликвидации или снижения этого явления используют такие приемы, как:
- Компенсация угла пружинения определенными изменениями параметров рабочей части пуансона и матрицы. Такой прием подходит при наличии точной информации относительно марки металла/сплава либо его прочностных характеристик, в частности, известен предел его временного сопротивления.
При выполнении ответственной работы может возникнуть необходимость в проведении технологической пробы на загиб. К примеру, при угле пружинения в 95°, рабочая кромка пуансона должна быть увеличена на аналогичный угол.
Этапы техпроцесса гибки деталей из металла
Далее поговорим о том, как производится гибка деталей из листового металла в холодном состоянии.
Последовательность действий будет следующей:
- Анализ конструкции заготовки.
- Расчет усилия и рабочего процесса.
- Подбор типоразмера производственного оборудования.
- Разработка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Проектировка технологической оснастки.
Возможности первоначального материала анализируются в целях уточнения его пригодности для штамповки в соответствии с размерами, указанными на чертежах готовых деталей.
Анализ проводится по следующим параметрам:
- Проверяются пластические способности металла, затем результат проверки сопоставляется с возникающей в процессе гибки степенью напряжения. Работа с металлами, обладающими низкой пластичностью, требует дробления процесса на ряд переходов, между которыми требуется выполнение повышающего пластичность материала отжига.
- Уточняется, возможно ли получить необходимый радиус гиба без образования трещин в материале.
- Определяются возможные искажения профиля или толщины заготовки по окончании обработки давлением (этот нюанс особенно актуален для работы с деталями, имеющими сложные контуры).
Результаты анализа показывают, есть ли необходимость менять исходный материал на обладающий большей пластичностью, требуется ли проведение предварительной разупрочняющей термической обработки, нужно ли нагревать деталь, прежде чем приступить к ее деформации.

Разработка технологического процесса в обязательном порядке включает в себя пункты о расчете таких параметров, как минимально допустимый угол гиба, радиус гибки и угол пружинения.
Для расчета rmin используют данные о пластичности металла, из которого выполнена заготовка, о соотношении размеров детали и скорости деформирования (более низкую скорость перемещения ползуна демонстрируют гидропрессы, лучше пользоваться ими, чем механическими прессами с большей скоростью деформирования).
Чем меньше значение rmin, тем меньше металлы утончаются, т. е. толщина первоначальной заготовки сокращается не так сильно.
Для измерения интенсивности утончения используется коэффициент λ, процент которого показывает, насколько станет меньше толщина готовой детали. При значении, превышающем критичное, необходимо увеличить толщину исходного металла.
Определенные условия могут привести к некоторому выпучиванию металла, из которого сделаны детали.
Также важно правильно определить радиус гибки, на который влияют исходная толщина металла, расположение его волокон, пластичность материала. При слишком маленьком радиусе повышается вероятность разрыва наружных волокон, что приведет к нарушению целостности готовой детали.
Для расчета минимальных радиусов используются наибольшие деформации крайних частей изделия, при этом учитывается относительное сужение ψ обрабатываемого металла (данные можно узнать из специальных таблиц). Необходимо также учесть, насколько деформируется заготовка.
Технология горячей гибки деталей из металла
Гибка деталей из листовых черных и цветных металлов может выполняться в холодном состоянии. Исключением являются дюралюминий и качественная сталь. Они с трудом подвергаются деформации «на холодную», в связи с этим детали из таких металлов рекомендуется предварительно нагревать.
Чтобы повысить пластичность стали до требуемого уровня, ее нагревают до красного каления (при отсутствии ударных нагрузок). Если же предполагается ковка металла, то его необходимо нагреть до белого каления, после чего приступить к обработке. Красное и желтое каление увеличивают хрупкость деталей из металла, поэтому ударные воздействия молотком могут стать причиной их разрушения. Цветные металлы и их сплавы подвергаются гибке в несколько приемов. После окончания одного этапа и до начала следующего, металл подвергается отпуску.
Отпуск представляет собой способ термической обработки, при котором закаленная деталь из металла нагревается до небольшой температуры, а затем охлаждается воздухом или водой. Температура детали оценивается по ее цвету.
Во время нагревания на поверхности металла образуется оксидная пленка, которая в зависимости от температуры может быть:
- светло-желтого (соломенного) цвета – значит, температура металла составляет +220 °С;
- темно-желтого – температура +240 °С;
- коричнево-желтого – температура равна +255 °С;
- коричнево-красного – температура +265 °С;
- пурпурно-красного – температура +275 °С;
- фиолетового – температура составляет +285 °С;
- василькового – температура +295 °С;
- светло-синего – температура достигает +315 °С;
- серого – температура +330 °С.
Для упрощения механической гибки деталей из металла их предварительно подвергают отжигу. Отжигание является термической операцией, которая предназначена для уменьшения твердости материала. Чтобы выполнить его, металлическая заготовка нагревается до нужной температуры, причем деталь подвергается температурному воздействию до прогревания ее по всему объему. Затем изделие медленно охлаждается до комнатной температуры. Такая операция необходима при работе с цветными и черными металлами, поскольку в процессе их жесткость существенно снижается, позволяя в дальнейшем сгибание «на холодную».
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Правила гибки металла
Соблюдение правил гибки металла позволяет минимизировать процент брака на производстве и исключить возможность возникновения несчастных случаев. Для каждого типа металлической заготовки применяются свои правила гибки. Выбор метода зависит от способа обработки, состава, формы изделия и т. д.
При ручной гибке правила допускают определенную погрешность при изготовлении деталей. Чем выше процент автоматизации на производстве, тем требования жестче, а результат, соответственно, точнее.
Ключевые характеристики гибки металла
Под гибкой понимают такую обработку металлов, в процессе которой из-за оказываемого на заготовку давления меняется ее продольная ось.

Гибка бывает нескольких видов:
- П-образная (двухугловая);
- М-образная (одноугловая).
- многоугловая.
Гибка металлов осуществляется несколькими способами:
- При свободной гибке не требуется фиксации центра симметрии детали, сгибание осуществляется за счет нажима рабочего инструмента (пуансона) на поверхность обрабатываемой заготовки. На форму готовой детали влияет конфигурация пуансона.
- В процессе гибки калибрующим ударом обрабатываемую деталь помещают в матрицу. От ее конфигурации зависит форма готового изделия.
- С помощью роликовых матриц, в которых рабочий инструмент поворачивается, формируя конфигурацию детали.
Отличительной чертой гибки является значительная разница в сетке макроструктуры, которая зависит от направления сгибания. Этот нюанс необходимо учитывать при работе с металлами и сплавами небольшой и средней пластичности, поскольку при совпадении направления волокон и оси деформации заготовки в процессе штамповки вероятность ее разрушения минимальна. Если направления не совпадают, частицы металла могут расслаиваться, приводя к возникновению неисправимых дефектов.
Согласно правилам гибки металла до начала обработки требуется:
- сравнить предельный радиус гиба с фактической толщиной детали;
- уточнить направление волокон металла;
- выяснить, каков предел текучести материала заготовки;
- уточнить, насколько допустимо отклонение конфигурации готовой детали.
Уточнение перечисленных данных необходимо при работе с тонколистовыми металлами. Правила гибки труб и ряда разновидностей профильных металлов (кругов, шестигранников, уголков и т. д.) требуют уточнения допустимой относительной деформации готовой детали.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Гибка металлов не является энергоемкой штамповочной операцией. В процессе обработки не требуется приложения большого усилия, при выборе оборудования следует ориентироваться на такие параметры, как длина рабочей зоны и скорость перемещения деформирующего инструмента. Выполнять гибку тонколистовых металлов зачастую можно при помощи ручных станков – профилегибов, трубогибов и др.
Рекомендуем статьи по металлообработке
Правила гибки металла и специфика его деформации требует использования станков с пониженным числом ходов. В связи с этим более предпочтительными являются не гидравлические, а механические кривошипные прессы. Например, профилирование относится к одному из видов автоматизированной неглубокой гибки.
Основные правила гибки металла
Правила гибки листовых и полосовых металлов требуют точного расположения разметочной риски в тисках. Риска должна находиться на том же уровне, что и губки тисков в сторону изгиба, перекосы недопустимы. Заготовки из полосового металла толще 3 мм изгибают исключительно в сторону неподвижной губки.

В соответствии с правилами, прежде чем приступать к гибке заготовок из полос и прутков (уголков, различной формы скоб, крючков, колец и пр.), требуется предварительный расчет длины деталей и общей длины развертки элементов. В процессе разметки следует отмечать места гиба, пользуясь при необходимости мерными оправками.
Массовое производство деталей типа скоб требует использования оправок, соответствующих размерам деталей, поэтому необходимость в текущей разметке области изгиба отсутствует.
Правила гибки листового и полосового металла с использованием необходимых приспособлений требует работы в соответствии с прилагаемой инструкцией по эксплуатации.
Независимо от используемой технологии гибки газовых или водопроводных труб, шов должен быть на внутренней стороне изгиба.

Правила гибки металла вручную
Для работы с небольшими по размеру деталями используют тиски. Заготовку с вкладышем или оправкой, в точности повторяющими форму изгибаемого элемента, фиксируют в тисках, а затем ударами молотка огибают по вкладышу. Если необходимо выполнить гибку детали сложной конфигурации и после первоначальной операции невозможно зафиксировать деталь тисками, используются вставки.

Во избежание повреждения заготовок из-за рифленой поверхности тисков, пользуются нагубниками – уголками, изготовленными из мягких материалов (мягкой стали, латуни). При работе с заготовками, которые невозможно зафиксировать между губками, в тиски вставляют оправку или вкладыш и уже по ним изгибают деталь.
При необходимости обработки единичных заготовок больших размеров их размещают на плитах и огибают по краям плит. Таким образом работают, например, с деталями из листового металла.
Для оптимизации работы с партией таких деталей изготавливается специальное гибочное приспособление.
В соответствии с правилами гибки металла, работа со стальными трубами, диаметр которых составляет 10–30 мм, осуществляется в холодном состоянии. Во избежание образования в процессе обработки складок в сжатой области трубы, в нее засыпают наполнитель (для этой цели используется мелкий сухой песок). Делают это следующим образом: на один из концов трубы устанавливают деревянную заглушку, внутрь засыпают песок, после уплотнения наполнителя второй конец трубы также закрывают заглушкой.

Согласно правилам гибки металлов, для работы с трубами требуются специальные трубогибочные приспособления, в основании которых неподвижно крепится шаблон или ролик. Радиус гибки зависит от радиуса ролика. Второй ролик – изгибающий – крепится к рычагу, поворачивающемуся вокруг оси неподвижного элемента оборудования. На роликах располагаются желобки, размеры которых соответствуют размерам трубы.
Трубу размещают между роликами и фиксируют при помощи скобы. В процессе обработки рычаг поворачивается, в результате чего происходит гибка трубы подвижным роликом по неподвижному на требуемый угол.
Правила безопасности при гибке металла
Правила безопасности при работе с заготовками на листоправильном оборудовании требуют перед началом обработки проверки заземления и исправности ограждающих элементов. Для контроля функционирования пусковых и выключающих устройств необходимо несколько раз запустить станок вхолостую и выключить его.

При правке заготовок с вырезами (окнами) детали подаются за край, а не за вырезы во избежание травмирования мастера, поскольку существует риск затягивания рук в станок. В целях минимизации опасности получения травм при работе необходимо использовать брезентовые рукавицы.
Правила гибки металлов на гибочных станках с ручным приводом требуют предварительной проверки состояния следующих элементов оборудования:
- гибочных линеек;
- траверсов;
- винтового прижима.
Запрещена гибка металла с большей толщиной, чем указано в технической документации к оборудованию.
Обработка металлических изделий на гибочных прессах и профилегибочных установках требует следующих предварительных действий:
- обязательного ознакомления с инструкциями, регламентирующими технику безопасности;
- проверки состояния заземления;
- осмотра ограждений, пусковых и выключающих элементов;
- проверки правильности размещения штампов и роликов.
Правка и гибка выполняются с помощью молотка, тщательно закрепленного на ручке. Боек молотка следует проверить на предмет отсутствия трещин, забоин и заусенцев. Насадка молотка на ручку также нуждается в периодической проверке.
Обрезки металла собираются и складируются в специальную тару – это необходимо для минимизации риска травмирования (порезов) ног и рук мастера.
Для очистки листов металла используются сначала металлические щетки, затем ветошь.

Правка выполняется с использованием надежных подкладок, не допускающих скольжения заготовок при ударе.
Рабочие для удержания заготовки должны пользоваться при правке кузнечными клещами.
На одной из заглушек, устанавливаемых на трубу, перед засыпкой песка делается отверстие, через которое будут выходить газы. В противном случае существует вероятность разрыва трубы.
Гибка горячих труб требует использования рукавиц, чтобы не допустить ожогов рук.

Правила безопасности при гибке металла требуют также:
- надежной фиксации заготовок в слесарных тисках;
- использования исправного оборудования;
- размещения оправки и инструментов как можно дальше от края верстака;
- расположения левой руки не вблизи места сгиба при работе с проволокой;
- аккуратного выполнения гибки во избежание травмирования пальцев рук;
- использования рукавиц и застегнутых халатов.
Дефекты, возникающие при нарушении правил гибки металла
Основными изъянами, возникающими при несоблюдении правил гибки металла, являются:
- утяжина в зоне изгиба;
- трещины;
- складки;
- неточности размера и формы деталей.

Из-за данного дефекта искажается форма детали и снижается ее прочность. Для ликвидации недостатка предварительно набирается металл в месте изгиба либо высаживается заготовка в процессе обработки.
Они появляются на участке изгиба с внешней стороны заготовки, чаще всего при обработке низкопластичного металла (в холодном или подстывшем состоянии). При гибке, к примеру, холодной дюралюминиевой заготовки не только образуются трещины, но и возможно полное разрушение металла.
Соответствие требованиям важно для заготовок, выполненных из высокоуглеродистых, легированных сталей, сплавов. Правила гибки металла требуют выбора подходящего режима обработки, т. е. оптимальной температуры, схемы обработки, минимального радиуса изгиба, последовательности переходов и т. п.
В случае обработки изделий с большим радиусом изгиба, необходимо минимизировать риск появления складок, концентрирующих напряжение и отрицательно воздействующих на прочность деталей.
Причиной возникновения данного дефекта являются ошибки при определении длины (объема) исходной заготовки. Недочет приводит к тому, что деталь получается большей либо меньшей длины, чем необходимо.
Неточность формы может быть вызвана неправильно подобранными переходами гибки, плохой подготовкой заготовки, неверным выбором инструментов или способа обработки, недостаточным опытом мастера.
Правила гибки металла при дефектах и трудностях обработки
При работе с малопластичными сталями (с содержанием углерода более 0,5 %) сложности возникают из-за пружинения, которое приводит к тому, что конфигурация готовой детали не соответствует чертежу. Пружинение является основной проблемой, которую следует учитывать при определении технологического процесса гибки.

Суть явления заключается в упругом последействии материала, несмотря на снятие рабочей нагрузки. Результатом является искажение формы заготовки (фактический угол пружинения может достигать 12–150°), дефект отрицательно влияет на точность сопряжения готовой детали со смежной.
Ликвидация или уменьшение пружинения возможны следующими приемами:
- Компенсацией угла пружинения за счет соответствующего изменения настройки рабочей части пуансона и матрицы. Чтобы способ был эффективным, необходимо знать марку металла/сплава либо характеристики его прочности, в т. ч. предел временного сопротивления. В ряде случаев возникает необходимость в проведении технологических проб на загиб. Так, выяснив, что угол пружинения равен 100°, следует увеличить рабочую кромку пуансона на аналогичный угол.
- Изменением рабочего профиля матрицы, что приводит к постоянному контакту заготовки по всей деформируемой длине с активным рабочим инструментом. Это достигается за счет технологических поднутрений или выемок (при возможности) в матрице.
- Повышением пластичности металла путем его отжига до начала штамповки. Высокоуглеродистые стали отжигаются при температуре от +570 °С до +6 000 °С, низкоуглеродистые – при +180–2 000 °С.
- Гибкой в горячем состоянии, поскольку при повышении температуры металла улучшаются его пластические характеристики. Однако в этом случае необходимо дополнительно очистить и поверхность заготовки, и рабочую плоскость матрицы от окалины после каждого хода пуансона.
При соблюдении правил гибки металла получаются высококачественные изделия, а также минимизируется риск причинения вреда здоровью мастеру, работающему с заготовками.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
12. Величина деформаций и минимально допустимые радиусы гибки
Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Следовательно, минимальные радиусы гибки должны быть установлены по предельно допустимым деформациям крайних волокон. Величину деформаций крайних волокон при гибке широких заготовок можно определять по формулам, учитывающим утонение материала и смещение нейтрального слоя [114].
Для растянутого наружного слоя радиуса R:
, где ε — полное относительное удлинение, тождественное наибольшему относительному удлинению в шейке образца при растяжении; ψ — относительное сужение поперечного сечения.
На рис.58 показаны диаграммы распределения величины деформации крайних волокон в зависимости от отношения r/S и угла изгиба а для стали СтЗ толщиной 8 мм [200].
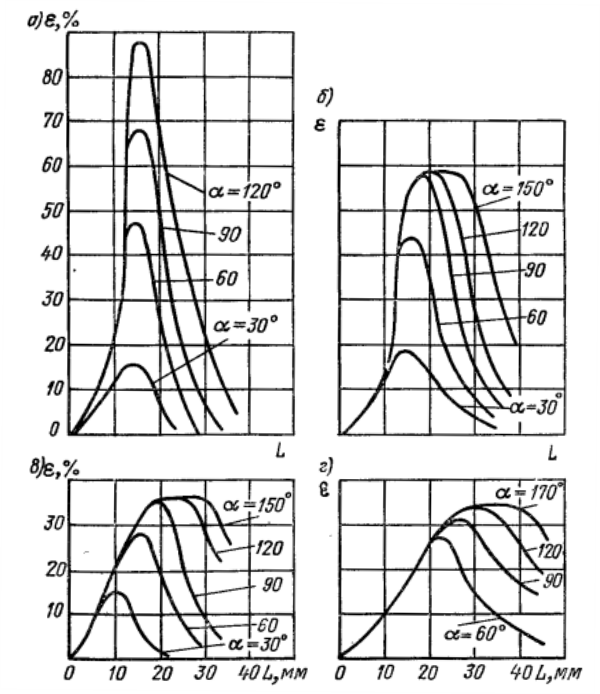
Рис.58. Зависимость деформации крайних волокон от r/S и угла изгиба:
а: r = 0,37S; б: r = 0,75S; в: r = 1,5S; г: r = 2S.
По оси ординат отложены местные величины относительного удлинения наружных волокон ε = [(l – l0)/l0] 100%. По оси абсцисс отложена длина дуги наружной стороны изогнутой детали. Сопоставление диаграмм показывает значительное увеличение наибольшего удлинения при уменьшении относительного радиуса изгиба r/S (рис.58,а). При этом деформация наружных слоев возрастает при увеличении угла изгиба а.
Характерно, что при большем относительном радиусе изгиба r/S (меньшей степени деформации) величина наибольшего удлинения одинакова при углах изгиба 90, 120, и 150° (рис.58, б и в).
Из приведенных диаграмм очевидна целесообразность увеличения относительного радиуса изгиба до r/S = 1,5 / 2, и даже больше.
В табл.18 приведены результаты подсчета деформации крайних растянутых волокон для сталей 10—20 при гибке на 90°. Относительное сужение поперечного сечения является более правильной характеристикой пластичности металла, чем относительное удлинение.
Таблица 18. Деформации наружных растянутых волокон при гибке на 90° (стали 10—20).
| Показатель деформации | Относительная ширина полосы | Деформации при относительном радиусе изгиба | ||||||
| 0,1* | 0,25* | 0,5 | 1,0 | 2,0 | 3,0 | 4,0 | ||
| Полное относительное удлинение εR, % | > 3 | 120 | 88 | 61,3 | 38 | 21,6 | 14 | 11,5 |
| Относительное сужение поперечного сечения ψR, % | > 3 | 55 | 47 | 38 | 27,6 | 18 | 13 | 10,3 |
Для определения радиуса гибки по значению относительного поперечного сужения для сталей 10—20 составлена табл.19. Зная ψ из испытаний на растяжение, по табл.19 находим для данного материала минимальный радиус гибки поперек волокон проката.
Таблица 19. Относительные радиусы гибки r/S в зависимости от относительного сужения ψ.
| ψ, % | Радиус гибки r/S | ψ, % | Радиус гибки r/S |
| 62 | 0 | 25 | 1,15 |
| 55 | 0,1 | 20 | 1,7 |
| 50 | 0,2 | 18 | 2,0 |
| 45 | 0,3 | 15 | 2,5 |
| 40 | 0,43 | 10,3 | 4,0 |
| 35 | 0,62 | 8,5 | 5,0 |
| 30 | 0,85 | 4,5 | 10,0 |
При гибке вдоль направления проката предельно допустимые деформации ψ' берутся меньшими: ψ' ≈ 0,7ψmах.
В табл.20 для практического пользования приведены приближенные значения минимально допустимых радиусов гибки для различных материалов при разном расположении линии сгиба.
1. Минимальные радиусы гибки следует применять лишь в случае абсолютной конструктивной необходимости, во всех остальных случаях — применять увеличенные радиусы гибки».
2. При гибке под углом к направлению проката следует брать средние промежуточные значения в зависимости от угла наклона линии сгиба.
3. В случае гибки узких заготовок, полученных вырубкой или резкой без отжига, радиусы гибки нужно брать как для наклепанного металла.
4. При гибке толстых листов (свыше 8—10 мм) рекомендуем применять радиусы гибки относительно большей величины.
5. При гибке весьма широких заготовок (1000—2000 мм) радиусы гибки следует увеличить в 1,5—2 раза во избежание трещин.
Трещины при гибке листового металла

Денис, так и я про то.
Но ОТК и комерсы сами не хотят наезжать на поставщика, мол докажи, что мвтериал говно.






Вас кинули стопудов подсунул поставщик не ту марку стали видимо залежалась на складе ни кто не брал. Сдайте в лабораторию на определение марки стали и киньте предъяву поставщику. Состав примесей тоже очень важен при определении марки стали. Есть такое понятие в справочнике относительное удлинение на разрыв который зависит от примесей копайте в этой области если всетаки хим состав стали соответствует.
Николай, есть возможность где-то взять на пробу пуансоны с рабочим радиусом побольше? R6 например. Такие толщины, как у вас, несколько неправильно гнуть пуансоном с радиусом R1. Попробуйте донести до руководства идею покупки таких пуансонов
Сергей, сегодня как раз десяткой буду пробовать. Другое дело, что деталь штатная и 2 года проблем не было от слова совсем.


Николай, У нас в своё время на заводе в Караганде при производстве пик отбойного молотка была схожая ситуация. Пики ломались как спички, рекламации с шахт шли сотнями. Наша лаборатория подтверждала состав стали торсионная сталь, марки 60С2.
И даже личный контроль со стороны ОТК, всех начальников и ответственных ИТР каждого шага тех процесса. от нарезки, поковки, отжига, обработки и ТВЧ закалки.. Не давал результата. Пики ломались очень быстро и не прогнозируемо.
Мы сделали тестовый стенд и изготовили несколько пик из разных материалов, за эталон взяли пику Сталинских времён из стали 45 с объемно закалкой. Пики из стали 60С2 в идеальных условиях стенда, где действовала только аксиальная ударная нагрузка без изгиба работали от 20 минут до пары часов.
Пика из стали 45 отработав пару дней была снята с теста так как не наблюдалось никаких видимых причин к ёё разрушению.
И потом нам пришло в голову отдать на проверку стали не просто на хим анализ по спектру и соответствия % легирующих элементов , а на кристаллическую решетку металла.
И БИНГО.
Кремний находился в металле в частично нерастворённом виде, что давало очаги напряженности и способствовало образованию микротрещин и разрушению.
Получается при вводе легирующих элементов.. сталь не довели до температуры и момента расплавления и расстворения кремния в расплаве.

Сергей, есть такая вещь как конструктивная необходимость. 09г2с - как раз должна вне зависимости от направления волокна обеспечивать нормальную гибку. Ну и лопаться НЕ ТАК.

На сплошность проверьте. У нас иногда лист приходит, после стыковой сварки показывает брак в околошовной зоне. Но так происходит на листе от 14 мм

металлографию делали? Мб крупное зерно. Еще твердость проверьте, мб наклеп присутствует (если есть возможность, по Виккерсу посмотрите). В любом случае, необходима металлография (желательно, в зоне трещины), посмотреть, что там со структурой. Если есть возможность, сравнить с предыдущими партиями материала по химии, структуре и, хотя бы, твердости.



А вообще год нынче такой, необъяснимые вещи происходят везде





Износ матрицы (риски по краям). Не гнёт, а закусывает и рвет. Может это. Переточка через сколько ударов?
Олег, пробовали на разных матрицах и на разных пуансонах. 1 и 10.Вдоль волокна рвет на всех. Но 09г2с не должно так рвать, тем более, что не в первый раз гнем эту конфигурацию и вдоль волокна.
У нас по такой детали другой касяк был, по середине недогибало, пришлось пуансоны и матрицы выставлять (они составные были)

. на лицо явный электро-химический "косяк": металл теряет прочность,как после сварки,сверху видны характерные следы коррозии.И производитель говорит,что технология Не нарушена. Есть ещё предположение. станок перебрать . может ,электрики где-то "на коротко" замкнули. но это совсем уже "гон".



В отк для 09г2с рисуют условный предел текучести 02, прочности r5 и относительное удлинение для конструкционных изделий. Если есть возможность, то я бы порекомендовал Вам вырезать пару образцов astm на растяжение, ну или гостовских, если нет маленьких экстензометров, в окологибочной зоне из новой балки и из старой и испытать на растяжение. Сами после испытания поглядите на диаграмму. У конструкционной 09г2с предел текучести должен быть на уровне 360-450 МПа, отношение пределов - 0.6-0.8. У Вас судя по картинке нарушено отношение пределов, что может быть вызвано нарушением технологии кп, катали в чистовой при низкой температуре прокатки, что привело к излишнему наклепу (да если кто не знал, металл и в горячую наклепывается при высоких скоростях прокатки, поскольку не хватает времени на рекристализацию) и дополняется все низким по сути пределом текучести. Как работник металлургического предприятия скажу, что конструкционку 09г2с давно уже не подвергают последующей после прокатки ТО, все катают по технологии КП. Удачи.

Во-первых, гнуть нужно поперёк волокон проката, во-вторых, стоит твердомером проверить наклёпан поверхностный слой листа или нет.

1Уточнить направление волокон металла.
2 Выяснить, каков предел текучести материала заготовки.
3 Замерить твердость заготовки, при необходимости сделать отжиг.
Читайте также: