Твердая фаза из расплавленного металла в литейной форме в последний момент образуется
Обновлено: 15.05.2024
Литейное производство - отрасль машиностроения, изготавливающая заготовки или детали (отливки) заливкой расплавленного металла (расплава) заданного химического состава в полость литейной формы, имеющей конфигурацию отливки. При охлаждении, расплав затвердевает и сохраняет конфигурацию полости формы. Литьем можно изготавливать изделия очень сложной конфигурации, которые другими видами обработки - ковкой, штамповкой, сваркой - получить трудно или невозможно.
Литьем изготавливают: заготовки деталей общего назначения, к которым не предъявляются особые требования по механическим и эксплуатационным свойствам; заготовки ответственных деталей, таких как детали двигателей внутреннего сгорания (блоки цилиндров, поршни), рабочие колеса и лопасти газовых турбин, и т.д. Масса отливок может быть от нескольких граммов (детали приборов) до десятков тонн (станины станков, роторы турбогенераторов).
Жидкий металл заливают в разовые формы (после изготовления отливки их разрушают) и многократные (в одной форме можно получить от десятка до нескольких десятков тысяч отливок). Разовые формы изготавливают из неметаллических материалов (формовочных смесей). Многократные формы изготавливают из сплавов на металлической основе.
ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Принципиальная схема литья (на примере разовой разъемной литейной формы) показана на рис. 2.1, а.
Рис. 2.1 Схема процесса литья в разовые разъемные формы: а – принципиальная схема; б – отливка после выбивки; 1,2 – нижняя и верхняя опоки; 3 – форма; 4 – полость формы; 5 – выпор; 6 – литейный стержень; 7 – вентиляционный канал; 8 – вертикальный канал (стояк); 9 - литниковая чаша (воронка); 10 - расплавленный металл; 11 - ковш; 12 – шлакоуловитель; 13 - горизонтальные каналы (питатели).
Жидкий металл 10 из ковша 11 заливается в литейную форму и через систему каналов поступает в полость 4 формы 3, заполняет ее и затвердевает. После затвердевания, извлечения из формы и обработки получается отливка (рис. 2.1, б). Для получения отверстий, полостей и других усложнений конфигурации отливок применяют стержни 6, которые устанавливаются при сборке формы.
Для получения отливки необходимо наличие трех технологических элементов: литейный материал, технологическое литейное оборудование и технологическая литейная оснастка.
Литейные материалы.
Литейные материалы (металлические сплавы, пластмассы, резина, керамика) должны обладать высокими литейными (технологическими), механическими и эксплуатационными свойствами.
Литейные свойства сплавов
При проектировании любой детали в первую очередь учитываются механические свойства сплава, но и дополнительно необходимо учитывать литейные свойства сплава, которые определяют возможность получения качественной отливки, т.е. отливки, отвечающей заданным требованиям. Наиболее важные литейные свойства сплавов:
а) жидкотекучесть;
б)усадка;
в)склонность к ликвации и поглощению газов.
Жидкотекучесть - это способность жидких металлов и сплавов заполнять ее полости и четко воспроизводить рельеф отливки. Жидкотекучесть сплава зависит от его физико-химических свойств (прежде всего - температуры ликвидус) и технологических факторов, прежде всего - температуры заливки. Для сплавов затвердевающих при постоянной температуре (чистые металлы и эвтектические сплавы) или в узком интервале температур (до 30оС) характерно последовательное затвердевание с образованием сплошной твердой корки на поверхности канала формы. Внутри этой корки остается жидкая фаза, способная затекать в канал. Сплавы с широким интервалом температур кристаллизации затвердевают с образованием разветвленных дендритов по всему сечению потока. Эти расплавы теряют способность течь в канале формы при наличии твердой фазы 20…30% от объема. С повышением температуры перегрева сплава жидкотекучесть увеличивается.
Усадка - это свойство литейных сплавов уменьшаться в объеме и линейных размерах при затвердевании и охлаждении. Усадочные процессы протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. На величину усадки влияют, прежде всего, химический состав сплава, температура заливки и свойства литейной формы. С повышением температуры заливаемого сплава усадка отливки увеличивается. Различают линейную и объемную усадку.
Линейная усадка - это уменьшение линейных размеров отливки при ее охлаждении от температуры заливки до температуры окружающей средыб Величина линейной усадки может варьироваться от 1% у серого чугуна до 1,5…2 % у сталей и цветных сплавов

Объемная усадка - это уменьшение объема сплава при его охлаждении в литейной форме. Объемная усадка приводит к образованию в отливках усадочных раковин, усадочной пористости, трещин и короблений.
С усадкой сплава связаны многие затруднения в производстве отливок. При торможении усадки (выступами формы, стержнями) в отливке возникают напряжения, которые могут вызвать ее коробление или образование трещин.
Для снятия усадочных напряжений применяют отжиг. Для этого отливки нагревают до высоких температур (но ниже температуры солидус) и медленно охлаждают вместе с печью. При медленном охлаждении (20 градусов в час) перепада температур в разных точках отливки не будет, и, следовательно, все ее части будут усаживаться равномерно. Часто отливки после предварительной (черновой) механической обработки просто вылеживаются длительное время перед окончательной обработкой.
Ликвация - это неоднородность химического состава по сечению отливки. Ликвация возникает в процессе затвердевания отливки из-за различной растворимости отдельных компонентов сплава в его жидкой и в твердой фазах. Чем больше это различие, тем неоднороднее распределяются компоненты.
Различают два основных вида ликвации: внутрикристаллическую (или дендритную), характеризующуюся неоднородностью зерна металла, и зональную, когда различные зоны отливки имеют различный химический состав. Простейший случай ликвации связан с большой разницей плотностей компонентов сплава. Так, при литье свинцовой бронзы в нижних частях отливки содержание свинца будет выше, чем в верхних частях. Концентрация меди (более легкого компонента), наоборот, увеличится в верхних частях отливки.
В период затвердевания отливки из металла выделяются газы, которые растворены в расплаве. В результате этого в отливке образуются газовая пористость или газовые раковины, значительно понижающие комплекс механических свойств отливки. Источником газовых раковин может быть и форма при недостаточной ее газопроницаемости и при выделении ею большого количества газов. Газовые раковины чаще всего образуются около поверхности горизонтально расположенных стенок отливки, а также в местах, где затруднен газоотвод.
Литейное оборудование.
Литейное оборудование – это совокупность машин, автоматов, установок, плавильных печей, заливочных устройств, манипуляторов, предназначенных для выполнения процессов и операций изготовления отливок.. Каждый литейный процесс (формовка, плавка, заливка и др.) использует свои виды оборудования (формовочное, плавильное и др.) в соответствии с ГОСТ 18111-93*.
Литейная оснастка.
Технологическая оснастка литейного производства - средства технологического оснащения, дополняющие литейное технологическое оборудование для выполнения определенной части процесса получения отливок. К литейной оснастке по ГОСТ 17819-84* относятся литейные формы, стержни, модели и другие средства технологического оснащения.
Литейная форма – это система элементов, образующих рабочую полость, при заливке которой жидким металлом формируется отливка. Основные требования, предъявляемые к литейным формам, следующие:
Прочность - чтобы под действием напора расплава форма не только не разрушилась, но и не изменила размеры.
Газопроницаемость - чтобы газы, находящиеся как в полости формы, так и в расплаве, могли удаляться (во избежание газовой пористости и газовых раковин в отливках).
Стойкость к химическому взаимодействию с расплавом - чтобы обеспечить простоту извлечения и очистки отливок.
Литейная форма изготавливается с использованием следующей литейной оснастки:
1.Литейная модель. Для изготовления разовых форм применяются литейные модели, обеспечивающие образование в форме отпечатка, соответствующего конфигурации и размерам отливки.
Модели изготавливаются из дерева, пластмасс или металлических сплавов и могут быть разъемными и неразъемными, разовыми и многократными.
2.Литейный стержень – элемент литейной формы, предназначенный для образования отверстия, полости или иного сложного контура в отливке. Во многом благодаря применению стержней при литье возможно получение заготовок самой сложной конфигурации. Стержни, как и формы, могут быть разовыми и многократными, целиковыми и сборными.
Общая технология литья
Технология литья представляет собой совокупность большого количества отдельных процессов литейного производства, которые можно объединить в четыре этапа:
1. Технологическая подготовка процесса изготовления отливки. На основании конструкторской (чертеж детали, технические требования, условия работы детали в узле …) и технологической документации (величина партии, технологический маршрут обработки…) осуществляется: выбор способа литья, разработка чертежа отливки, проектирование технологической оснастки (модель, стержни, литейная форма …) разработка технологии, включая определение последовательности и технологических параметров отдельных процессов, операций и переходов.
2. Изготовление формы. На основании разработанных чертежей изготавливаются модель, стержни, необходимая технологическая оснастка. При литье в неметаллические формы наиболее ответственным и трудоемким процессом является формовка - изготовление литейных форм и стержней из формовочных и стержневых смесей. Чаще всего, литейная форма – разъемная (состоит из двух частей), что позволяет получать большинство отливок. Разовые формы, как и стержни, изготавливают уплотнением формовочной (стержневой) смеси в опоках (стержневых ящиках). Готовые части формы (полуформы) и стержни поступают на операцию сборки форм, которая включает установку, соединение и закрепление литейных стержней в литейной форме и частей формы между собой. Параллельно с формовкой и сборкой в плавильном отделении литейного цеха производится плавка – получение расплава нужного химического состава и температуры.
3. Заливка форм и охлаждение металла отливок. Собранные формы при помощи ковша или литейной машины заливают расплавом. Температура расплава равна: t заливки = t ликвидус + (100…150)ºС. Заполнение формы расплавом требует определенного времени, что ограничивает производительность литья в целом. Для повышения качества отливок используется воздействие центробежных сил, электромагнитных полей, ультразвука и т.д.
4. Извлечение из форм и обработка отливок. Охлажденная до заданной температуры отливка удаляется из формы, и из нее извлекаются стержни.
Выбивка –извлечение отливки из формы. При литье в разовые формы эта операция осуществляется на вибрационных решетках.
Обрубка- отделение от отливок элементов литниковой системы, заливов по разъёму формы и неровностей поверхности. Осуществляется с помощью пневмомолотков (отливки из чугуна) и пневмозубил, резкой газом или плазмой (стальные отливки), абразивным и другим инструментом.
Очистка поверхности отливок от пригара, остатков формовочной и стержневой смеси. Для очистки применяют такие способы, как галтовка, дробеметный, электрохимический и др. Во вращающихся галтовочных барабанах пригар удаляется за счет трения поверхностей отливок друг о друга и о дополнительно загружаемые звездочки из белого чугуна. При дробеметном способе поверхность отливки очищается под воздействием потока чугунной или стальной дроби диаметром 1-3 мм. Скоростной поток дроби создается с помощью сжатого воздуха (в дробеструйных установках) или вращающихся лопаток (в дробеметных установках).
Зачистка- механическая обработка поверхности отливок с целью приведения ее в соответствие с требованиями по качеству поверхности. При этом удаляются остатки питателей, заливы по плоскости разъема формы и у знаковых частей стержней. Зачистку чаще всего осуществляют с помощью шлифовальных кругов и на обрезных прессах.
Термообработка отливок производится при необходимости повышения прочности (закалка), пластичности, обрабатываемости резанием, снятия внутренних напряжений (отжиг). В последнем случае, часто ограничиваются длительным вылеживанием отливок на складе
Контроль качества отливок предусматривает проверку соответствия продукции техническим условиям, включая отсутствие дефектов строения. Внешний осмотр позволяет выявить наружные дефекты (раковины на поверхности, сквозные трещины, перекос и т.д.). Точность размеров и шероховатость поверхности определяют с помощью мерительного инструмента (штангенциркулей, шаблонов, калибров) и специального оборудования (профилометров, координатно-измерительных машин). Для контроля структуры отливок применяют металлографию. С помощью неразрушающих методов контроля, таких как ультразвуковой, вихретоковый, рентгеновский, контролируют внутреннее строение металла.
СПОСОБЫ ЛИТЬЯ
В промышленности применяют множество способов литья, которые можно классифицировать по различным признакам. Наиболее часто все виды литья делят на литье в разовые формы (литье в песчано-глинистыеформы, в оболочковые формы, литье по выплавляемым моделям . ) и литье в многократные формы (литьё в кокиль, под давлением, центробежное литье . ).
Выбор способа литья определяется типом литейного сплава (легкоплавкий, тугоплавкий), объемом производства, заданными параметрами точности размеров и шероховатости поверхности получаемых отливок, и другими факторами.
Технология ручной формовки.
В зависимости от конфигурации отливки и условий производства применяют различные методы ручной формовки:
по моделям в почве (кессоне),
в опоках, с подрезкой, с отъемными частями, с перекидным или подъемным болваном, с фальшивой опокой, по шаблону, в стержнях, по скелетным моделям. Рассмотрим некоторые способы формовки.
Формовка по разъемной модели - наиболее распространенный способ формовки. При ручной формовке сначала изготавливают нижнюю полуформу (рис. 2.5, а). Затем изготавливают верхнюю полуформу (рис. 2.5, б). Для этого нижнюю полуформу переворачивают на 180°, на нижнюю половину модели шипам устанавливают верхнюю половину, монтируют модели шлакоуловителя, стояка и выпоров. Плоскость разъема (лад формы) посыпают разделительной смесью - графитом, мелкотертым кварцевымпеском. Верхнюю опоку устанавливают на нижнюю по направляющим штырям. В неё засыпают и уплотняют формовочную смесь, и получают верхнюю полуформу. После уплотнения смеси удаляют модели стояка и выпоров. Верхнюю полуформу снимают, переворачивают на 180°, удаляют из обеих полуформ модели (рис. 2.5, в), и приступают к сборке формы. Собранная и готовая к заливке форма показана на рис. 2.5, г.
Рис. 2.5. Формовка по разъемной модели:
а -г – последовательность формовки; МФ – разъем модели и формы
Отливку, показанную на рис. 2.6, при формовке невозможно извлечь без разрушения части формы (объем «К») (рис. 2.6, а). В таких случаях применяют формовку с подрезкой. Нижнюю полуформу уплотняют обычным способом и переворачивают. Срезают объем «К» (рис. 2.6, б). Образовавшуюся поверхность тщательно заглаживают. При формовке верхней полуформы (рис. 2.6, в), на месте этого объема образуется болван. Разъем формы получается не плоским, а фасонным. Далее устанавливают модель верхнего знака 2, поверхность разрезки посыпают разделительной смесью. Дальнейшие операции формовки не отличаются от операций обычной формовки.
Рис. 2.6. Формовка с подрезкой: а - – уплотненная нижняя полуформа; б - нижняя полуформа после удаления излишков смеси; в – форма в сборе; г – формовка по фасонной модельной плите; 1 – модель; 2 – модель верхнего знака; 3 – груз; 4 - модельная плита; 5 – гнездо знаков; 6 – модель подрезки; К – объем смеси, препятствующей извлечению модели; Ф - плоскость разъема полуформ; н – направление «верх» и «низ» по отношению к плоскости разъема полуформ.
Формовка по модели с отъемными частями применяется при изготовлении сложных по конфигурации отливок с выступающими элементами, когда применение модели с одним разъемом не позволяет извлекать ее половины из полуформ после уплотнения смеси. Отъемные части вида 1 (рис. 2.7, а, б) применяют при наличии в модели полости достаточной для удаления штифта 8. При формовке модели с отъемными частями вида 2 (рис. 2.7, а, в), смесь уплотняют до верхней плоскости отъемной части, затем извлекают шпильку 9 и заканчивают уплотнение. Крепление отъемной части 3 (рис. 2.7, а, г) называют «ласточкин хвост».
Рис. 2.7. Формовка по модели с отъёмными частями:
а – модель; б, в, г, - последовательность выполнения операций 4, 5, 6, 7 формовки; 1, 2, 3 – виды отъемных частей; 8 – штифт, 9 – шпилька; стрелками показаны перемещения отъемных частей, штифтов и шпилек.
Если невозможно расположить модель на плоской плите, применяют формовку с фальшивой опокой. В фальшивую опоку металл не заливают. Она служит только для формовки в качестве фигурной модельной плиты.
Лекция 2. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Основы литейного производства
Литьё является одним из важнейших и распространенных способов изготовления заготовок и деталей машин. Масса литых деталей составляет около 60 % от массы тракторов и сельскохозяйственных машин, (70… 85) % от массы прокатных станов и металлорежущих станков.
Сущность процесса литья заключается в том, что расплавленный металл определенного химического состава заливается в заранее приготовленную литейную форму, полость которой по своим размерам и конфигурации соответствует форме и размерам требуемой заготовки. После остывания заготовки или готовой детали, называемые отливками, извлекают из формы.
Для получения отливок высокого качества литейные сплавы должны обладать определенными литейными свойствами: хорошей жидкотекучестью, низкой усадкой, иметь химическую однородность структуры, низкую температуру плавления и т.д.
Большую часть чугунных и стальных отливок получают методом литья в песчано-глинистые формы (до 60 % общего объема). Для получения отливок с высокой точностью (минимальными припусками на механическую обработку) и шероховатостью поверхности, однородной структурой металла применяют специальные способы литья: литье в металлические формы (кокили), центробежное литье, литье под давлением, литье по выплавляемым моделям, литье в оболочковые формы и т. д.
Основными преимуществами литья перед другими способами получения заготовок и деталей являются:
а) возможность получения заготовок и деталей различной конфигурации, из различных металлов и сплавов;
б) возможность получения фасонных изделий сложной конфигурации (полых, объемных и т. д.), которые невозможно и экономически нецелесообразно изготавливать другими методами (например, резанием – большой расход металла в стружку, значительные затраты времени и др.);
в) универсальность технологий – возможность изготовления заготовок от нескольких граммов до сотен тонн;
г) возможность переработки отходов производства и брака:
д) относительная простота получения и низкая стоимость отливок.
Наряду с достоинства литье имеет и недостатки:
а) трудность получения однородного химического состава отливки;
б) точность и качество поверхности детали ниже, чем при обработке её резанием или пластическим деформированием;
в) неоднородность состава и пониженная плотность материала заготовок, а следовательно, их более низкие, чем заготовок, полученных обработкой давлением, прочностные характеристики.
Основными направлениями развития литейного производства являются: реконструкция и модернизация имеющегося оборудования; замена устаревшего оборудования высокопроизводительными литейными автоматами и полуавтоматами, робототехническими комплексами; снижение материалоемкости продукции машиностроительного комплекса путем увеличения доли литья из легированных сталей и высокопрочного чугуна, а также точного литья.
Основными технико-экономическими показателями работы литейных цехов являются: годовой выпуск отливок в тоннах; выпуск отливок на одного производственного работающего; съем литья с одного квадратного метра производственной площади цеха; выход годного металла; доля брака литья; уровень механизации и автоматизации; доля литья получаемого специальными способами; себестоимость одной тонны литья.
А) Литье в песчано-глинистые формы
Литейную форму, имеющую полость, в которую заливают расплавленный металл, изготавливают из формовочной смеси по модели. Модель - это приспособление для получения в форме рабочей полости будущей отливки. Модели могут изготавливаться из дерева, пластмассы или металла, размеры их должны быть больше размеров отливок на величину усадки металла и величину припуска для последующей механической обработки.
Формовочные смеси для литейных форм и стержней состоят из кварцевого песка, специальной глины, воды и ряда добавок (льняного масла, канифоли, декстрина, жидкого стекла, деревянных опилок или торфяной крошки), обеспечивающих газопроницаемость и пластичность смеси. При изготовлении формы формовочную смесь, увлажненную и тщательно перемешанную, засыпают в нижнюю опоку, предварительно установив модель отливки (рис.1). Затем смесь уплотняют вручную различными приспособлениями или на специальных формовочных машинах. После уплотнения смеси модель извлекают из нижней опоки. Аналогичным образом уплотняют смесь и в верхней опоки, предварительно установив в нее, помимо модели отливки, модель литниковой системы, образующую каналы для заливки жидкого металла в полость литейной формы. Литниковая система состоит из литниковой чаши, вертикального стояка, шлакоуловителя, питателя и выпора. Литниковая система должна обеспечивать плавное поступление расплавленного металла в форму и отвод газов из формы.
Затем, установив стержни в форму, производят её сборку: верхнюю опоку устанавливают на нижнюю и фиксируют опоки штырями. В таком виде (рис. 1) форма готова к заливке расплавом.
Плавку металла выполняют в различных плавильных устройствах. Чугун плавят в вагранках, сталь - в конверторах и электропечах, цветные металлы и их сплавы - в электрических печах и тиглях. Температуру расплавленного металла доводят до температуры заливки, т.е. на 100…150 С выше температуры плавления сплава.
После заливки расплава в литейную форму и его охлаждения, отливки выбивают из формы и очищают от формовочной смеси вручную, на вибрационных решетках или дробеструйных установках. Обрубку элементов литниковой системы выполняют дисковыми фрезами, ленточными пилами, на обрезных прессах, газопламенными или плазменными резаками. Зачистку отливок от заусенцев и заливов выполняют абразивными кругами.
Перед отправкой в механические цехи стальные отливки обязательно подвергаются термической обработке – отжигу или нормализации – для снятия внутренних напряжений и измельчения зерна металла. В отдельных случаях термической обработке подвергаются отливки и из других сплавов.
Преимуществом литья в песчано-глинистые формы является невысокая стоимость формовочных материалов и модельной оснастки. Однако этот способ литья является более трудоемким в сравнении с другими. Кроме того, литьё в песчано-глинистые формы обеспечивает малую точность размеров и большую шероховатость поверхности.
Б) Специальные способы литья
Специальные способы литья по сравнению с литьем в песчано-глинистые формы позволяют получать отливки более точных размеров с хорошим качеством поверхности, что способствует: уменьшению расхода металла и трудоемкости механической обработки; повышению механических свойств отливок и уменьшению потерь от брака; значительному снижению или исключению расхода формовочных материалов; сокращению производственных площадей; улучшению санитарно-гигиенических условий и повышению производительности труда.
К ним относят литьё: в постоянные металлические формы (кокиль); центробежное; под давлением; в тонкостенные разовые формы; по выплавляемым моделям; корковое или оболочковое; электрошлаковое литьё.
Литье в оболочковые формы.При этом способе литья применяют специальные оболочковые формы, изготавливаемые из кварцевого песка (92…95 %) и термореактивной синтетической смолы (5…8 %). Песчано-смоляную смесь готовят перемешиванием песка и измельченной порошкообразной смолы с добавкой растворителя (холодный способ) или при температуре 100…120 С (горячий способ), в результате чего смола обволакивает (плакирует) зерна песка. Затем смесь дополнительно дробиться до получения отдельных зерен, плакированных смолой, и загружается в бункер.
Изготовление оболочковых форм производят следующим образом (рис. 2.). Металлическую модель, нагретую до 200…300 С, покрывают слоем теплостойкой смазки (силиконовая жидкость) и помещают в бункер, затем засыпают формовочной смесью и выдерживают 10…30 с. За это время происходит предварительное спекание оболочки на модели. Потом с модели удаляют излишки сыпучей формовочной смеси и вместе с оболочкой выдерживают в печи 1…3 мин. при температуре 300…375 С. При этом происходит окончательное спекание оболочки толщиной 7…15 мм. После охлаждения, благодаря разделительному слою теплостойкой смазки, оболочка легко снимается с модели. Выполненные таким образом отдельные части формы и литниковую систему собирают, склеивая по плоскостям разъемов и скрепляя скобами или струбцинами. Изготовление и сборка оболочковых форм легко механизируется и автоматизируется.
В отличие от литья в песчано-глинистые формы литье в оболочковые формы обеспечивает большую точность размеров и меньшую шероховатость. Припуск на механическую обработку составляет 0,5…3 мм. Однако ограниченная масса отливок (до 250…300 кг) и более сложная технологическая оснастка являются недостатками этого способа литья. Поэтому литье в оболочковые формы используют в серийном и массовом производстве отливок малых и средних размеров.
Литье по выплавляемым моделям.Процесс получения отливок заключается в следующем. В пресс-форме из легкоплавкой смеси стеарина (50 %) и парафина (50 %) отливают модель отливки и элементов литниковой системы. Температура прессования смеси 42…45 С. Модель и литниковую систему собирают в блок, покрывают керамической оболочкой (толщиной 2…8 мм). Керамическое покрытие состоит из 60…70 % пылевидного кварца или тонко измельченного кварцевого песка и 30…40 % связующего вещества (раствор этилсиликата). Затем из керамической литейной формы водой, паром или горячим воздухом выплавляют модель. Освобожденные от модели формы помещают в опоки с песком, уплотняют и прокаливают при 900…950 С в течение 3…5 ч. При этом происходит выгорание остатков модельного состава и отжиг керамической формы. После прокаливания готовые формы поступают на заливку металлом.
Литье по выплавляемым моделям обеспечивает получение размеров отливки большей точности. Этим способом можно получить отливки самой сложной формы с толщиной стенок до 0,3…0,8 мм с минимальным припуском на механическую обработку (до 0,7 мм).
Недостатки – стоимость отливок, получаемых по выплавляемым моделям, выше, чем изготавливаемых другими способами литья.
Литье в металлические формы.Металлические литейные формы (кокили) изготавливают разъёмными и неразъёмными в основном из стали и чугуна. Для получения сложных полостей используют металлические и песчаные стержни.
Процесс литья в кокиль включает следующие операции: очистку кокиля, нанесение на его внутреннюю поверхность огнеупорной обмазки (из кварца, графита, асбеста и жидкого стекла), нагрев кокиля до 150…450 С, заливку расплавленного метала. Нанесение огнеупорной обмазки обеспечивает увеличение срока службы кокиля, предупреждение приваривания металла к стенкам кокиля и облечение извлечения отливок. Подогрев предохраняет кокиль от растрескивания и облегчает заполнение формы металлом. После затвердевания отливку извлекают из кокиля при помощи выталкивателя.
Преимуществами литья в кокиль по сравнению с литьем в разовые песчано-глинистые формы являются: получение отливок более точных размеров и форм; мелкозернистой структуры металла и соответственно с лучшими физико-механическими свойствами; обеспечение высокой производительности труда; более низкой стоимости отливок; улучшения условий труда литейщика.
Недостатки способа - высокая стоимость кикилей; низкая газопроницаемость и податливость металлической формы, приводящая к образованию газовых раковин и трещин в отливках; быстрое охлаждение металла затрудняет получение отливок сложной формы, вызывает опасность появления у чугунных отливок отбеленных труднообрабатываемых поверхностей.
Литье под давлением. Сущность процесса литья заключается в том, что расплавленный металл заполняет пресс-форму под давлением поршня (рис.3а). После затвердевания металла форма раскрывается и отливка извлекается.
Перед началом работы пресс-форму подогревают до 150…400 С в зависимости от заливаемого сплава и смазывают смазкой на основе минеральных масел с графитом.
Производительность поршневых машин достигает 500 отливок в час. В условиях массового производства применение литья под давлением позволяет снизить трудоемкость получения отливок в 10…12 раз, а трудоемкость механической обработки – в 5…8 раз. За счет высокой точности изготовления и обеспечения повышенных механических свойств отливок, полученных под давлением, достигается экономия до 30…50 % металла по сравнению с литьем в разовые формы. Создается возможность полной автоматизации процесса.
Центробежный способ литья – высокопроизводительный способ изготовления полых отливок типа тел вращения (втулок, труб, гильз) из цветных и железоуглеродистых сплавов, а также биметаллов. Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форму (изложницу). Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает. Неметаллические включения собираются на внутренней стороне отливки и удаляются при дальнейшей механической обработке (рис.3б). После охлаждения готовая отливка с помощью специальных приспособлений извлекается из формы.
Отливки получаются точной конфигурации, с малой шероховатостью поверхностей и имеют плотную мелкозернистую структуру металла.
Как и при кокильном литье, металлические формы перед заливкой жидкого металла подогреваются и на них наносятся защитные покрытия.
Центробежное литьё высокопроизводительно (за 1 ч. можно отлить 40…50 чугунных труб диаметром 200…300 мм), дает возможность получать полые отливки без применения стержней и биметаллические отливки последовательной заливкой двух сплавов (например, стали и бронзы), по сравнению с литьем в стационарные песчано-глинистые и металлические формы обеспечивает более высокое качество отливок, почти устраняет расход металла на прибыли и выпоры, увеличивает выход годного литья на 20…60 %.
К недостаткам способа следует отнести высокую стоимость форм и оборудования, ограниченность номенклатуры отливок.
Непрерывное литьё - это способ получения протяжных отливок постоянного поперечного сечения путем непрерывной подачи расплава в форму и вытягивания из нее затвердевшей части отливки. В зависимости от направления вытягивания различают вертикальное и горизонтальное непрерывное литье. Вертикальное литье обычно применяют для получения слитков и труб.
Схема горизонтального литья приведена на рис.4. Кристаллизатор 2, установленный в металлоприемник 1, изготавливается из меди, графита и, реже, стали. Он имеет внутреннюю полость, профиль которой соответствует поперечному сечению отливки. На выходной части кристаллизатора устанавливается рубашка водяного охлаждения 3. Слиток 6 вытягивается из кристаллизатора тянущими роликами 5 и разделяется на мерные куски с помощью пилы 7 или плазменной резки. Центральная часть слитка после его выхода из кристаллизатора остается жидкой, в связи с чем с целью ускорения затвердевания и исключения прорыва расплава через оболочку твердого металла устанавливается душевое устройство для охлаждения водой 4.
Непрерывным литьем получают заготовки постоянного сечения в виде круга, полосы или более сложного профиля. Недостатком этого метода литья является ограниченность номенклатуры отливок, связанная с невозможностью получения сложных по форме заготовок.
Литье вакуумным всасыванием - этим методом получают отливки типа втулок, колец, заготовок зубчатых колес, гильз и т.д. На поверхности расплава, находящегося в металлоприемнике 3, помещают плоское кольцо из огнеупорного материала 2, на которое сверху опускается металлическая водоохлаждаемая форма - кристаллизатор 1. Внутри формы насосом создается разряжение и расплавленный металл 4 втягивается в форму. Снимая разряжение в форме, можно удалять из неё расплав и получать полые отливки. За счет направленной кристаллизации от поверхности к центру и подпитки затвердевающей отливки из металлоприемника удается получить плотную отливку без усадочных дефектов и газовой пористости. Особенностью этого процесса является высокий выход годного металла, так как отсутствует необходимость в литниковой системе и прибылях.
Дефекты отливок- обусловлены неправильной конструкцией отливок, нарушением технологии литья или ошибками при её разработке. К основным дефектам относят раковины, трещины, дефекты поверхности и несоответствие конфигурации и размеров требованиям чертежа.
Литейные свойства сплавов.
Жидкотекучесть. Это- способность металлов и сплавов течь по каналам формы и заполнять ее.
Заполнение литейных форм является сложным гидродинамическим и физико-химическим процессом. Главным фактором, определяющим уровень жидкотекучести, являются свойства сплава в жидком состоянии: теплофизические свойства, особенности кристаллизации, вязкость, окисляемость.
Влияние литейной формы связано главным образом с ее теплофизическими свойствами, со смачиваемостью жидким металлом, с условиями физико-химического воздействия "металл - форма".
На жидкотекучесть влияют также условия плавки и заливки, перегрев металла, насыщение металла посторонними включениями, условия подвода металла к форме.
Количественные значения жидкотекучести определяют по длине заполнения канала литейной формы с определенной площадью поперечного сечения. Наибольшее распространения получали технологические спиральные пробы.
При теоретическом анализе характеристики жидкотекучести основным является определение условий остановки движущегося потока. Высказано несколько точек зрения на механизм остановки потока : выделение 20 % твердой фазы, образование на конце потока прочной твердой корочки, рост в канале литейной формы дендритов (древовидных кристаллов), препятствующих движению потока, накопление твердых кристаллов на конце потока.
Течение металла в литейной форме сопровождается кристаллизацией. Поэтому движущийся поток рассматривают как гетерогенную жидкость. Из гидравлики известно, что движение таких жидкостей начинается только после того, как касательное напряжение становится больше определенного значения σ0, называемого предельным напряжением сдвига.
При поступлении металла в канал литейной формы на стенках канала и образуется твердая корочка из-за высокой интенсивности охлаждения металла в начальные моменты. С течением времени, по мере прогревания формы, интенсивность теплоотвода уменьшается. Но перенос теплоты к корочке за счет поступления новых порций металла остается постоянным, и она начинает оплавлятся. Уменьшению размеров корочки способствует также смывание части кристаллов движущимися потоками. Накопление обломков кристаллов на конце потока приводит к постоянному нарастанию сил внутреннего трения. Условия течения металла заметно ухудшаются. Наконец в определенный момент количество накопившихся обломков становится несколько большим, а сопротивление внутреннему трению настолько значительным, что поток останавливается.
Изменение жидкотекучести сплавов тесно связано сих диаграммами состояния. Академик А.А. Босвар показал, что сплавы сохраняют основные свойства жидкого тела, в том числе способность к макроперемещениям, не во всем интервале температур между ликвидусом и солидусом, а только в той части, где кристаллы не образуют связанного каркаса, а движутся вместе с жидкостью. Профессор Ю.А. Нехендзи назвал температуру, при которой поток перестает течь, температурой нулевой жидкотекучести.
С увеличением температурного интервала кристаллизации жидкотекучесть снижается. При этом большое значение имеют размеры и форма первичных кристаллов.
Если первичные кристаллы растут в виде сильно разветвленных дендритов, граница нулевой жидкотекучести находится вблизи границы ликвидус. Примером могут служить доэвтектические сплавы с широким интервалом кристаллизации и дендритной формой первичных кристаллов.
Если же первичные кристалл имеют компактные формы и небольшие размеры, граница нулевой жидкотекучести тяготеет к линии солидус. Несмотря на то что выделяется значительная часть твердой фазы, металл продолжает течь, поскольку выделившиеся первичные кристаллы не связаны между собой. В качестве примера можно привести заэвтектические чугуны.
Заполняемость. Она характеризует способность металлов и сплавов воспроизводить контур отливок в особо тонких сечениях, где в значительной степени проявляется действие капиллярных сил.
Заполнение тонких сечений отливок - это процесс взаимодействия металла и формы. иногда этот процесс называют формовоспроизведением или формозаполнением. Эти термины следует признать менее удачными, поскольку заполнение острых кромок и тонких сечений в большей степени зависит от свойств металла.
Заполняемость обусловлена рядом факторов:
1. поверхностным натяжением сплава и смачиваемостью формы;
2. вязкостью сплава, связанной с его теплофизическими свойствами;
3. температурным интервалом кристаллизации;
4. формой и размерами первичных кристаллов;
5. склонностью сплава к пленообразованию;
6. теплофизическими свойствами формы;
7. способом заливки металла (стационарный или центробежный);
8. конструктивными особенностями литниковой системы;
9. наличием газов в форме и условиями ее вентиляции.
На примере титана модно оценить влияние смачивания формы металлом на заполняемость. Угол смачивания титаном электрокорунды составляет 120 o С, а в магнезите - 107 o С. заполняемость корундовой формы для изготовления пластины толщиной 9 мм значительно хуже, чем магнезитовой.
При заполнении каналов с малой площадью поперечного сечения потку производится преодолеть значительное давление, обусловленное действием капиллярных сил. При незначительном удалении таких элементов от оси вращения необходима большая скорость вращения центробежного стола.
Характер затвердевания. Характер затвердевания металлов и сплавов определяет особенность перехода металла из жидкого состояния в твердое.
В процессе затвердевания реальной отливки в сплаве, кристаллизующемся в интервале температур, всегда так называемая область затвердевания. Эта область ограничена изотермами ликвидус и солидус, которые в процессе охлаждения отливки последовательно перемещаются от ее поверхности к термическому центру.
Область затвердевания делиться на две части - жидко-твердую и твердо-жидкую.
Жидко-тверда часть примыкает к изотерме ликвидус, твердо-жидкая - к изотерме солидус. Граница между ними носит несколько названий: выливаемости, нулевой жидкотекучести, начала линейной усадки. Положение этой граници связано с формой и размерами первичных кристаллов. При сильной развитой дендритной форме мелких кристаллов - к границе солидус.
Твердо-жидкая часть области затвердевания делится на две зоны границей питания. Между границей выливаемости и границей питания сросшиеся дендриты не препятствуют макроперемещениям жидкости. Между границами питания и солидус каркас дендритов образует изолированные области, внутри которых возможно только микроскопическое перемещение жидкости.
Параметры области затвердевания во многом определяют качество отливок, которое оценивается по заполнению линейной формы, развитию усадочных дефектов, по вероятности появления трещин, по формированию литой поверхности. Последнее особенно важно для художественного литья.
Затвердевание металла является прежде всего тепловым процессом. Его развитие определяется в основном тем количеством теплоты, в которое освобождается при переходе металла из жидкого состояния в твердое и условиями отвода теплоты из области затвердевания, что от совокупности теплофизических свойств металла и форм.
Теплофизические свойства сплавов определяются теплотой затвердевания, теплоемкостью, теплопроводностью и плотностью. Причем для процесса затвердевания наиболее значима теплота затвердевания.Критерием интенсивности теплоотвода служит коэффициент теплоаккумулирующей способности формы.
b = √ λ ср,
где, λ - теплопроводность; с - удельная теплоемкость; р - плотность.
Большое значение для развития процесса затвердевания имеет зазор, образующийся между отливкой и формой, так как он является звеном, передающим теплоту от отливки к форме.
Характер формирования литой поверхности. Под характером формирования литой поверхности металлов и сплавов подразумевают их способность воспроизводить профиль поверхности формы (шероховатость, механический пригар), склонность к образованию макронеровностей (спаи), склонность к химическому взаимодействию с формой (химический пригар).
Формирование литой поверхности определяется условиями взаимодействия расплава с материалом литейной формы. эти условия зависят от целого комплекса факторов: от теплофизических свойств металла и формы, их химического состава, гидродинамики потока во время заполнения форм, от изменения физико-химических свойств металла и формы с изменением температуры.
Качество поверхности художественной отливки во многом определяет эстетическую ценность изделия. Важное значение имеет отражательная способность поверхности, обрабатываемость (шлифуемость и полируемость), взаимодействие с различными реагентами при патинировании.
Немаловажна и себестоимость изделия. Приходится искать технологические решения, позволяющие сочетать умеренные затраты на изготовление отливки с высоким качеством поверхности.
В машиностроении к качеству литой поверхности предъявляются другие требования, обеспечивающие высокие механические свойства, химическую стойкость, низкие гидравлические потери, обрабатываемость литой детали и др.
Шероховатость поверхности характеризуется средним арифметическим отклонением измеренного профиля от его средний линии Ra и высотой неровностей Rz определяемой как расстояние между пятью высшими точками и пятью низшими точками, находящимися в пределах базовой длины (ГОСТ 2789-73).
Шероховатость отливки непосредственно зависит от шероховатости поверхности формы. Чем крупнее зерна формовочного материала, тем больше шероховатость поверхности отливки.
Формирование профиля литой поверхности определяется двумя факторами - смачиваемостью формы металлом и условиями теплоотвода на границе "металл-форма" в начальный период затвердевания отливки. Смачиваемость оценивают по краевому углу смачивания, интенсивность теплоотвода - по температуропроводности (м 2 /с) формовочного материала а = λ / (срр).
Литейная форма является пористым телом. Ее пористость колеблется в пределах от 15 до 45%. Причем основная часть пор относится к капилярным, т.е. таким, в которых форма поверхности жидкости зависит от поверхности сил и мало искажена силой тяжести.
Проникновению жидкого металла в поры формы происходит при условии, если давление металла рм на границе "металл-форма" превышает капиллярное противодавление формы рz.
рм = Hpq
где, Н - гидростатический напор металла (высота столба); q - укорение силы тяжести; р - плотность жидкого металла.
рк = (2 σ cos θ) / r
где σ - поверхностное напряжение; θ - краевой угол смачивания формы металлом; r - радиус поры формы.
Таким образом, чтобы уменьшить проникновение металла в поры формы, следует идти по пути уменьшения r за счет применения мелкозернистого песка и увеличения σ, cos θ, зависящих от физических свойств металла и состава формовочной смеси. Так, краевой угол смачивания песчано-глинистой формы зависит от содержания кислорода и сере в стали.
Если металл не смачивает материал формы, то он может проникать в ее поры только под действием металлостатического давления.
Глубину проникновения металла h в поры формы можно определить по формуле
H = H - (2 σ cos θ) / p q r.
из приведено формулы следует, что пока капиллярные силы превышают металлостатическое давление, механический пригар не образуется.
На смачиваемость формовочных материалов расплавленным металлом влияет газовая атмосфера литейной формы. например, при изготовлении стальных отливок и окислительной атмосфере ширина зоны взаимодействия металла с формой увеличивается в 1,5 - 2 раза по сравнению с изготовлением в воздушной атмосфере.
Механизм взаимодействия жидкой стали с формой, определяющей качество поверхности отливок, можно представить следующим образом. Если при заполнении формы жидкий металл проникает в поры формовочной смеси, происходит образование механического пригара. Эта стадия заканчивается формированием твердой корочки металла на поверхности отливки. Далее при взаимодействии металла с кислородом окружающей газовой атмосферы образуются жидкие оксиды, проникающие в формовочную смесь и вступающие с ней в химическое взаимодействие.
Основными составляющими песчано-глинистых смесей являются кварцевый песок, состоящий преимущественно из зерен кварца SiO2,, и огнеупорная глина (каолинит) Al2O3 * 2SiO2 * 2H2О. при температуре 100 o С и выше удаляется гироскопическая влага. При температуре 450-600 o С происходит распад каолинита на метакаолин и воду:
Из анализа изменения изобарно-изотермического потенциала представленных выше четырех реакций вытекает, что преимущественное развитие получают реакции (1) и (4). Таким образом, с термодинамической точки зрения для уменьшения химического пригара на стальном литье желательно в форме создать восстановительную или же нейтральную атмосферу.
Объемная усадка. Объемная усадка металлов и сплавов характеризует изменение объема металла при понижении температуры в жидком состоянии, в процессе затвердевания и при охлаждении твердого металла.
Согласно схеме, предложенной А.А. Бочваром, полная объемная усадка распределяется между объемом концентрированной усадочной раковины и объемом усадочной пористости. Чем больше эффективная часть температурного интервала кристаллизации (разница температур начала усадки и солидуса), тем большая доля объемной усадки проявляется в виде усадочных пор. В сплавах, кристаллизирующихся при постоянной температуре (чистые металлы, сплавы эвтектического состава), усадочная пористость практически не образуется.
Линейная усадка. Линейная усадка металлов и сплавов отражает изменение линейных размеров отливки после образования на ее поверхности жесткого кристаллического скелета и охлаждения до комнатной температуры.
В отливах из чистых металов температура начала линейной усадки соответствует температуре плавления. Линейная усадка в этом случае пропорциональная линейному коэффициенту термического расширения и разности между температурами плавления и комнатной:
где, ε - коэффициент линейной усадки, %, α t - средний линейный коэффициент расширения металла в интервале от tпл до t20; tпл и t20 - соответственно температуры плавления и комнатной.
Участок диаграммы состояния между температурой начала линейной усадки и температурой солидус назван А.А. Бочваром эффективным интервалом кристаллизации.
Трещиностойкость. Это - способность металлов и сплавов к релаксации (ослаблению, уменьшению) напряжений, возникающих в отливке при затвердевании и охлаждении, в результате усадки, фазовых превращений или температурного перепада.
В практике литья обычно различают два вида трещин - горячие и холодные. Это деление весьма условно. Считается, что горячие трещины образуются в области, близкой к температуре солидус. По внешнему виду эти трещины отличаются окисленной поверхностью, в особенности - на стальных отливках. Холодные трещины, в отличие от горячих, имеют поверхность и образуются в области упругих деформаций при температуре, которая значительно ниже температуры окончания кристаллизации.
Свариваемость. От свариваемости сплавов зависит качество исправления дефектов отливок и надежность соединения литых деталей методом сварки.
Для художественных отливок это свойство имеет большое значение. Особенно важно обеспечить надежное соединение крупных элементов скульптур.
В литейной практике свариваемость обычно оценивают по склонности к образованию сварочных трещин и по разупрочнению околошовной зоны. Трещин в зоне сварного шва могут появиться при его остывании в результате возникновения больших термических напряжений. Свариваемость оценивают также, сопоставляя свойства шва и околошовной зоны со свойствами основного металла.
Элементы литейной формы
Литейная форма – это система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка рис.5.
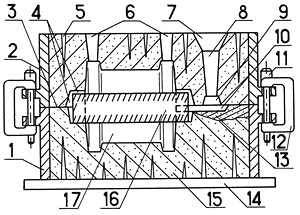
Рис..5. Литейная форма в сборе:
1- нижняя литейная опока; 2 – верхняя литейная опока; 3 – разъём; 4 – формовочные уклоны; 5 – вентиляционные каналы; 6 – выпор; 7 – литниковая чаша; 8 - вертикальный канал (стояк); 9 – шлакоуловитель; 10 – питатель; 11 – штыри; 12 – ручки опок; 13 – зона крепления питателей; 14 – модельная плита; 15 – формовочная смесь; 16 – литейный стержень; 17 – полость формы
Основные требования к литейным формам: прочность, огнеупорность, высокая газопроницаемость, податливость.
Литейные сплавы.Для изготовления отливок используют специальные литейные сплавы, которые должны обладать высокими литейными, механическими и эксплуатационными свойствами; по возможности состав сплавадолжен содержать минимальное количество дорогостоящих компонентов; свойства и структура сплава не должны изменяться в процессе эксплуатации готовой детали и т.д.
В промышленной классификации литейные сплавы делятсяначёрные и цветные. К чёрным сплавам относят, стали и чугуны, цветные делятся на тяжёлые – плотностью более 5000кг/м 3 (медные, цинковые, никелевые и др.) и лёгкие – плотностью менее 5000кг/м 3 (литейные, магниевые, титановые, алюминиевые).
Литейные свойства сплавов.Наиболее важные технологические литейные свойства– жидкотекучесть, усадка (объёмная и линейная), склонность сплава к ликвации, образованию горячих и холодных трещин, поглощению газов образованию газовой и усадочной пористости.
Жидкотекучесть сплава зависит от его природы (химического состава) и физических свойств (вязкости и поверхностного натяжения).
Наибольшей жидкотекучестью обладают чистые металлы и сплавы эвтектического состава, а также сплавы с узким интервалом кристаллизации (Δt < 30 о С). Например, высокая жидкотекучесть – силумины, серый чугун. Низкая – магниевые сплавы и сталь.
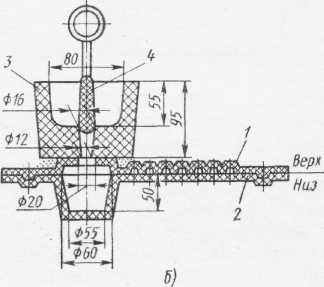
Жидкотекучесть сплавов определяют путём заливки специальных технологических проб. Наибольшее распространение получила спиральная технологическая проба (рис.6). Расплавленный металл заливают в чашу, отверстие в которой закрыто графитовой пробкой. После подъёма пробки металл плавно заполняет спираль. За меру жидкотекучести принимают длину заполненной части спирали, измеряемую в миллиметрах.
 |
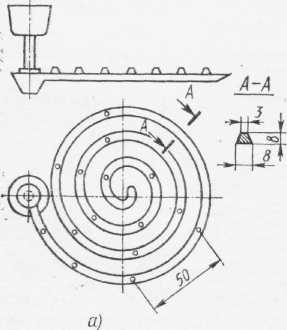 |
Рис.6. Спиральная проба (а) и литейная форма (б) для определения жидкотекучести сплавов.
1, 2 – нижняя и верхняя полуформы; 3 – заливочная чаша; 4 – графитовая пробка
Усадка– свойства литейных сплавов уменьшать объём при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в литейную форму вплоть до полного охлаждения отливки. Различают объёмную и линейную усадку.
Линейная усадка – уменьшение линейных размеров отливки при её охлаждении от температуры, при которой образуется прочная корка, способная противостоять давлению расплавленного металла, до температуры окружающей среды.
На линейную усадку влияют химический состав сплава, температура его заливки, скорость охлаждения сплава в форме, конструкция отливки и литейной формы.
Объёмная усадка – уменьшение объёма сплава при его охлаждении в литейной форме при формировании отливки. Объёмная усадка приблизительно равна утроенной линейной усадке.
Усадка в отливках проявляется в виде усадочных раковин, пористости, трещини короблений.
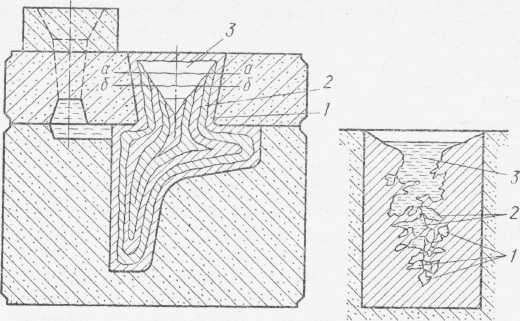
Усадочная раковина – дефект в виде скрытой или открытой полости. Усадочные раковины сравнительно крупные полости, расположенные в местах отливки, затвердевающих последними (рис.7, а). Сначала около стенок литейной формы образуется корка 1 твёрдого металла. Уровень металла в незатвердевшей части отливки понижается до уровня а – а. На корке 1 нарастает новый твёрдый слой 2, а уровень жидкости опять понижается до уровня б – б. Снижение уровня расплава при затвердевании приводит к образованию сосредоточенной усадочной раковины 3.
А) 6)
Рис.7. Схема образования усадочной раковины (а) и усадочной пористости (б)
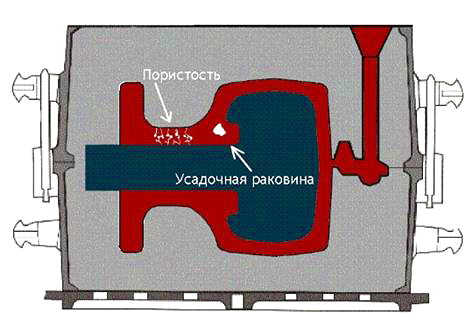
Рис.8. Дефекты в отливке
Усадочная пористость – дефект, представляющий собой мелкие поры (рис. 7, б и рис. 8). Вблизи температуры солидуса кристаллы срастаются друг с другом. Это приводит к разобщению ячеек 2, заключающих в себе остатки жидкой фазы 3. Затвердевание небольшого объёма металла в такой ячейке происходит без доступа к ней питающего расплава из соседних ячеек. В результате усадки в каждой ячейке получается небольшая усадочная раковина 1. Множество таких межзёренных микроусадочных раковин образует пористость, которая располагается по граница зёрен металла.
Вероятность формирования усадочных раковин или усадочной пористости главным образом зависит от температурного интервала кристаллизации сплавов.
Ликвация – неоднородность химического состава сплава в различных частях отливки. Она возникает в процессе затвердевания отливки из-за различной растворимости отдельных компонентов сплава в твёрдой и жидкой фазах. Например, в сталях и чугунах заметно ликвируют сера, фосфор, кислород и углерод.
Ликвация вызывает неоднородность механических свойств в различных частях отливки. Различают дендритную и зональную ликвацию.
Горячие трещины – дефект в виде разрыва или надрыва усадочного происхождения, возникающего в теле отливки в температурном интервале хрупкости, когда имеются жидкие фазы по границам кристаллов (рис.9).
Склонность к горячим трещинам зависит от природы сплава и состояния расплава перед заливкой. Наличие в расплаве примесей и неметаллических включений, расширяющих температурный интервал кристаллизации сплава, приводит к большой вероятности возникновения горячих трещин. Такими примесями являются газы (водород, азот, кислород), оксиды, нитриды, а также сера и др. увеличение зерна металлической матрицы усугубляет вероятность образования горячих трещин. Это наблюдается при значительном перегреве металла перед заливкой.
Термические напряженияв отливке появляются из-за неравномерности распределения температур по толщине стенок отливки или между отдельными её частями.
Характер термических напряжений различен: в массивных частях отливки имеют места растягивающие напряжения, в более тонких – сжимающие.
Фазовые напряжения возникают в отливках вследствие выделения или исчезновения различных фаз или структур составляющих, имеющих удельный объём, отличающийся от удельного объёма основной матрицы.
Холодные трещины возникают, когда отливки будут находиться в области упругих деформаций, при температурах значительно ниже температуры солидуса. Холодные трещины чаще всего образуются в тонкостенных отливках сложной конфигурации.
Опасность появления холодных трещин возрастает при наличии в сплаве вредных примесей. С повышением упругих свойств сплава и его усадки при пониженных температурах вероятность образования холодных трещин увеличивается.
Для предупреждения образованиявотливках холодных трещин необходимо:
· обеспечивать равномерное охлаждение во всех сечениях использовать холодильники или малотеплопроводные смеси;
· проводить отжиг отливок;
· применять сплавы с повышенной пластичностью при изготовлении сложных отливок и т.д.
Коробление – изменение формы и размеров отливки под влиянием литейных напряжений.
Вероятность коробления возрастает при увеличении протяжённости отливки, усложнении её конфигурации, уменьшения толщины её стенок. Коробление может вызываться неправильным охлаждением отдельных частей отливки, сопротивлением усадки отдельных частей отливки со стороны литейной формы или же самой отливки. Для предупреждения коробления в отливке нужны мероприятия, которые применяются для предупреждения холодных трещин, следует предусматривать рёбра жёсткости в конструкционных тонкостенных литых деталей, увеличивать податливость формы, создавать рациональную конструкцию отливки и т. д.
Читайте также: