Угол центровочного сверла по металлу
Обновлено: 08.07.2024
Центровочное сверло относится к категории инструментов комбинированного типа: с его помощью можно создавать отверстия в деталях из различных материалов (чугуна, обычных и легированных сталей, металлокерамических сплавов, которые получены на основе бронзы и железа). При помощи таких сверл, как понятно из их названия, создаются отверстия для выполнения дальнейшей обработки заготовок при их фиксировании в центрах металлорежущего оборудования.

Центровка будущего отверстия на токарном станке
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.
Следует отметить, что ни один другой инструмент по обработке металла не позволяет добиться такой точности формирования отверстий, а также их высокого качества.

Разнообразие видов и типоразмеров центровочных сверл
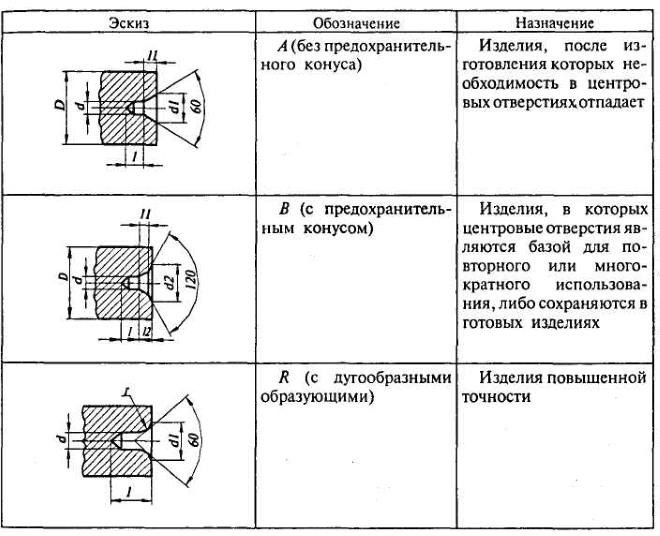
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
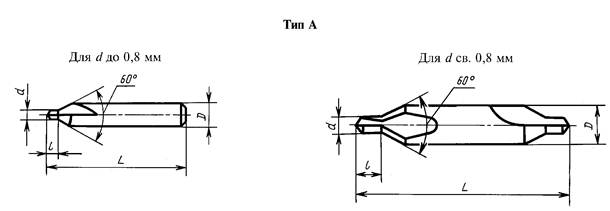
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
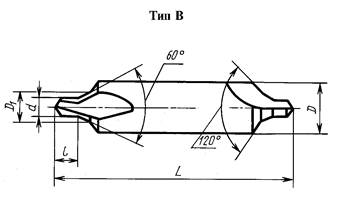
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
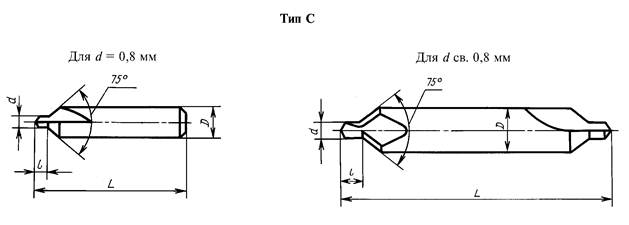
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
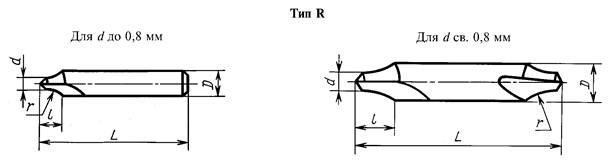
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
Размеры и формы центровых отверстий
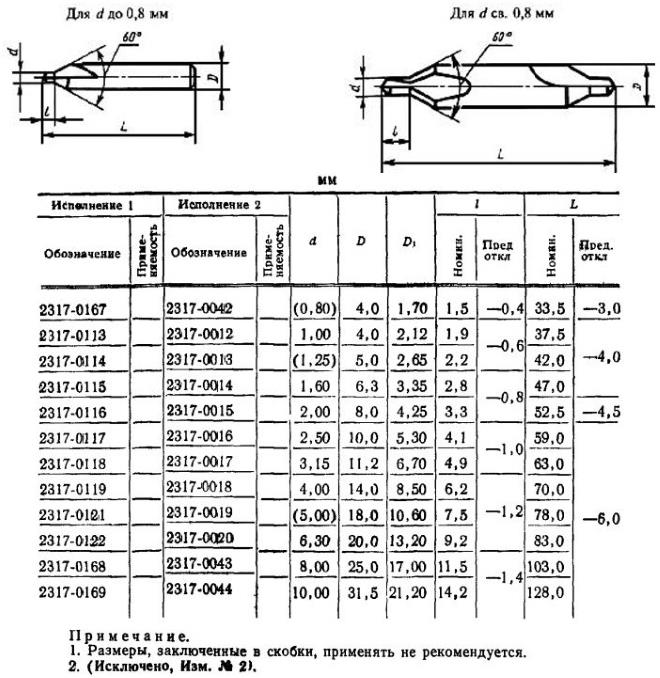
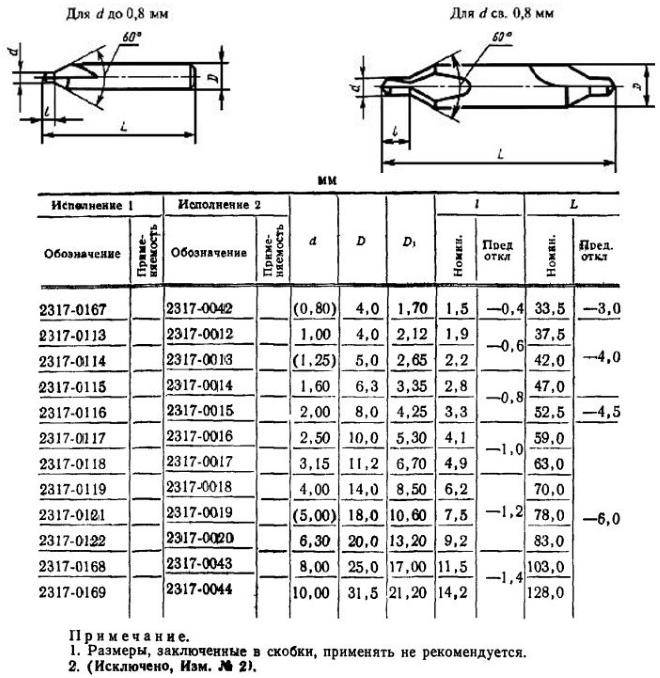
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

Центровочное сверло из быстрорежущей стали
Все геометрические параметры центровочных сверл разных типов определяет ГОСТ 14952-75, в котором они представлены в соответствующих таблицах.
Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из быстрорежущей стали. Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.
Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
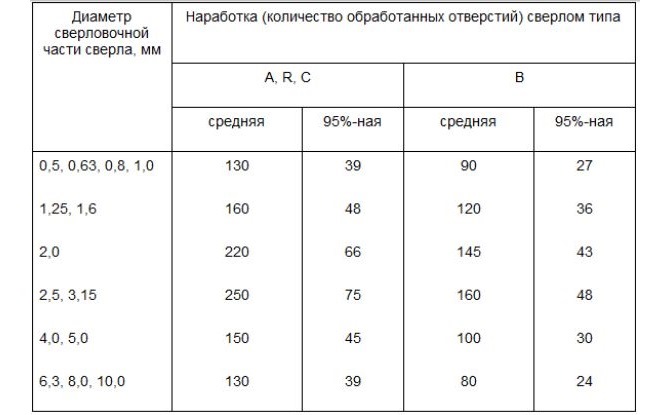
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.

Сверление отверстий в печатной плате
В домашних условиях используются преимущественно сверла центровочного типа, диаметр которых составляет от пяти до восьми десятых миллиметра. Объясняется это тем, что именно инструмент с режущей частью небольшого диаметра наиболее эффективно решает многие бытовые задачи.
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.

Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.

Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Важной характеристикой сверл Дормер является их способность к самоцентрированию, что позволяет получать с их помощью отверстия с высокой точностью расположения. Как и остальные производители, компания Dormer выпускает сверла центровочного типа в большом диапазоне рабочих диаметров.
Особенности и характеристики центровочных сверл по металлу
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из . Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.
Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Советы по выбору
Выбор центровочного сверла будет зависеть от того, какие размеры отверстия необходимо выполнить
Во внимание также принимается и вес рабочей заготовки, которая закрепляется в металлообрабатывающем станке. Типоразмеры, зависящие от веса заготовки, регламентируются ГОСТом – чем больше масса детали, тем крупнее нужен диаметр сверла
Каждый диаметр сверла имеет 2 варианта исполнения, поэтому его тип выбирают в зависимости от требований к шероховатости стенок отверстия.
Комбинированное центровочное сверло выбирают согласно указанным в конструкторских чертежах требованиям к виду отверстий. Для определения качества инструмента существует ряд позиций, по которым его необходимо проверять.
Соответствие нормам твердости по Роквеллу. Данные центровочного сверла указаны в его технических характеристиках. Качественный инструмент имеет показатель не ниже 63-66 HRC. Превышение этих норм ведет к тому, что сверло будет хрупким и недолговечным. Заниженные нормативы станут причиной того, что инструмент будет очень быстро затупляться.
Соответствие сверла заявленному диаметру. Проверить это можно при помощи микрометра. Измерению подлежит удлиненное рабочее перо сверла – и если его диаметр превышает допустимые нормы погрешности, получить отверстие заданного размера при помощи этого инструмента не получится.
Определяют целостность изделия
Особенно важно это для его режущей части, а также для конусовидной в виде коронки. На инструменте не должно быть трещин или выбоин на месте рабочих поверхностей.


Сверлильный инструмент в процессе эксплуатации постепенно изменяет угол режущих пластин. Это приводит к снижению скорости выполнения реза и избыточному нагреву сверла. Со временем любое сверло требует заточки, которая должна быть выполнена с сохранением угла наклона режущей части.
Хитрости при работе
Если же извлечь обломок шпильки экстрактором не удавалось, то удалял его с помощью метчика. Для этого отверстие, высверленное по оси шпильки, рассверливал ещё чуть больше и восстанавливал резьбу метчиком. Если диаметр высверленного по оси шпильки отверстия был выбран правильно, то при прохождении метчика остатки резьбовой части старой шпильки выкрашиваются и удаляются. Главное — правильно рассчитать диаметр отверстия. Это легко сделать, зная диаметр и шаг резьбы.Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 — 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит. Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла — их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете. Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга)
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы. Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
Тип центровочных сверл
Есть четыре основных типа данного вида сверл:
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.
- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.

Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Выбор центровочного сверла
Отметим, что при выборе центровочного сверла нужно обязательно обратить внимание на диаметр. Здесь есть одно существенное различие с «обычными» сверлами
Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.

Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Выбираем сверла по металлу в зависимости от их вида и назначения
Выбирая сверло по металлу, мастер, в первую очередь, смотрит на его вид.
Спиральные сверла
Самый популярный вид. Эти простые дешевые сверла предназначены для проделывания глухих и сквозных отверстий определенных диаметров. Рабочая часть представляет собой цилиндрический стержень с двумя режущими кромками. Канавки служат для отвода стружки.
Фотография №1: спиральные сверла по металлу
Конусные сверла
Рабочие части имеют форму конусов. В быту такие сверла по металлу применяют редко. Они лучше всего подходят для специальных станков и двуручных дрелей. С их помощью проделывают отверстия с диаметрами от 6 до 60 мм.
Фотография №2: конусное сверло по металлу
Как выбрать ступенчатое сверло по металлу
Конические ступенчатые сверла по металлу лучше всего подходят для проделывания отверстий в тонких листах. Выглядят эти инструменты так.
Фотография №3: ступенчатое сверло по металлу
Как видите, при проделывании отверстий различных диаметров в тонколистовом металле инструмент не нужно менять.
Центровочные сверла по металлу
Центровочные сверла по металлу предназначены для проделывания в заготовках центровочных отверстий. Они необходимы для фиксации изделий на различных специальных станках.
Фотография №4: центровочные сверла по металлу
Левосторонние сверла
Левосторонние сверла по металлу специально предназначены для высверливания болтов и винтов со сломанными головками. С помощью обычных сверл сделать это не получится. Болт или винт будет прокручиваться.
Фотография №5: левостороннее сверло по металлу
Корончатые сверла по металлу
Корончатые сверла или кольцевые фрезы применяют для быстрого просверливания в металлических заготовках отверстий больших диаметров (от 15 до 100 мм). Принцип работы таких инструментов основан на корончатом фрезеровании. На него тратится в 4–12 раз меньше энергии, чем при использовании обычных сверл.
Такие сверла предназначены для установки на сверлильные, фрезерные и токарные станки. Для ручной работы используют специальные инструменты с зажимами типа QuickIN Plus.
Перовые сборные сверла
Перовые сборные сверла отлично подходят для обработки чугуна, конструкционной стали и твердых поковок. С помощью этих инструментов проделывают фасонные и ступенчатые отверстия больших диаметров. Перовые сборные сверла состоят из державок, к которым крепят пятигранные режущие пластины различных размеров. Для отвода стружки на них имеются специальные канавки.
Фотография №7: сборные перовые сверла с пластинами
Твердосплавные сверла
Твердосплавные сверла изготовлены с применением особо прочных материалов. Существуют следующие разновидности таких инструментов.
- Монолитные.
- Сварные.
- Со специальными пластинами.
Фотография №8: твердосплавные сверла с пластинами
Такие инструменты покупают для обработки заготовок из жаропрочных сталей и сплавов титана.
Далее расскажем, как выбрать качественное спиральное сверло по металлу.
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
Что такое центровочные сверла и как их выбрать?
Центровочное сверло – многофункциональный инструмент профессионального типа. Это комбинированное изделие имеет 2 рабочие части, применение которых дает возможность выполнить различные операции. Главной функцией сверла является выполнение отверстий в заготовках различной твердости и плотности – в легированной стали, чугуне, металлокерамике, а также полимерном пластике. Сверла подобного типа могут быть применимы как в бытовых условиях, так и на металлорежущем производственном оборудовании.


Что это и для чего нужны?
По внешнему виду центровочный тип сверла отличается от стандартного сверла по металлу. В данном случае инструмент имеет 2 рабочие части, которые находятся на противоположных концах рабочего стержня инструмента. Подобный подход дает возможность применять сверло более длительное время без выполнения заточки. Главной особенностью изделия является его усиленный корпус, который втрое толще, чем его самоцентрирующиеся режущие части. Центровочный инструмент при сравнении его с обычным видом сверла имеет короткий корпус и небольшие рабочие части. Такая модификация придает инструменту свойства повышенной твердости и надежности. При работе этим сверлом оно не гнется, очень редко ломается и дает возможность делать отверстия с высокой степенью точности.
Самоцентрирующееся сверло выполнено из 3-х основных частей:
- область крепления сверла в сверловочном оборудовании – основание инструмента;
- область наименьшего диаметра – рабочая режущая часть;
- область наибольшего диаметра – средняя по размеру часть.


Сверло используется для выполнения процедур металлообработки в токарном, сверлильном и фрезеровочном оборудовании различного типа. При осуществлении производственных задач в массовом масштабе центровочный инструмент используют для наметки центра заготовки перед ее помещением в обрабатывающий станок. При этом процесс накренения заготовки может быть пропущен, что упрощает производственный цикл и сокращает время его осуществления.
Благодаря своей расширенной части и высокой степени жесткости центровочное приспособление применяется для выполнения точных размеров диаметра отверстия, поэтому его нередко применяют в оборудовании с программным управлением.


Это приспособление имеет минимальные риски к деформации или поломке, поэтому в строительной сфере сверло используется в виде зенковочного для металла или древесины. Приспособление не только имеет возможность просверлить предварительное отверстие для самореза, но и выполнить одновременно зенковку, чтобы утопить полностью шляпку метиза в материале.
В некоторых случаях центровочное сверло помогает высверливать шляпки шурупов и саморезов со сбитыми шлицами. Даже радиолюбители нашли применение этому инструменту – малые диаметры сверла применяют для просверливания отверстий в радиоплатах. Стандартные сверла при выполнении таких работ нередко ломаются, тогда как самоцентрирующееся приспособление с размером до 1,5 мм, ввиду особенности конструкции, безотказно справляется с поставленной ему задачей.


Технические требования
Твердосплавные сверлильные инструменты изготавливаются по требованиям государственного стандарта, который регламентирует ГОСТ 14952-75. Применяя это устройство, можно выполнить точное по диаметру отверстие, которое расположено в направлении под прямым углом относительно рабочей поверхности. Любые другие приспособления значительно уступают центровочному сверлу в надежности и точности выполнения отверстий.
Согласно нормативам ГОСТа диаметр центровочного приспособления может быть в диапазоне 0,5-10 мм. Различают 4 разновидности такого инструмента для сверления.
- Тип A – необходим при выполнении точных отверстий, центровка конуса которых равна 60°. У инструмента подобного типа отсутствуют режущие края, формирующие предохранительный конус в процессе выполнения сверления.
- Тип B – применяется для высверливания отверстия с наличием предохранительного конуса, размер которого составляет 120°.
- Тип C – используют для отверстий с точной центровкой, но без задействования конусовидного предохранителя. При этом разворот сторон отверстия составит 75°.
- Тип R – применяется для сверления точного по диаметру отверстия, разворот сторон у которого имеет срез в виде дуги.


Центровочные сверла перечисленных типов изготавливаются в 2-х вариациях:
- диаметр режущей части достигает не более 0,8 мм;
- диаметр режущей части превышает 0,8 мм.
При применении сверлильного инструмента, диаметр режущей части которого составляет менее 0,8 мм, гладкость стенок у отверстия намного выше, чем у аналогов. С режущей поверхность более 0,8 мм эта особенность является решающей при выборе типа сверла, применение которого дает разную степень шероховатости готового отверстия. Инструмент, предназначенный для сверления центрированных отверстий, делают из твердых сплавов стали, обладающих быстрорежущими характеристиками.
В соответствии с нормативами ГОСТа твердость изделия по Роквеллу в зависимости от диаметра выглядит следующим образом:
- диаметр до 3,15 мм – обладает твердостью 62-65 HRC;
- диаметр более 3,15 мм – обладает твердостью 63-66 HRC.


Некоторые производители делают еще более прочные центровочные сверла, добавляя в состав сплава компоненты кобальта и ванадия.
При изготовлении центровочного сверла допустимы небольшие отклонения в его диаметре. Эти показатели также регламентированы государственным стандартом:
- диаметры до 0,8 мм могут иметь погрешность в большую сторону на 0,05 мм;
- диаметры от 0,8 до 2,5 мм могут иметь погрешность до 0,1 мм;
- диаметры от 2,5 до 5 мм могут иметь погрешность до 0,12 мм;
- диаметры более 5 мм могут иметь погрешность на 0,15 мм.
Стандартами ГОСТа регламентируется также и внешний вид сверлильного приспособления. На поверхности инструмента не должно быть трещин и сколов, следов чернения или оксидов. Цвета оксидов могут проявлять себя в области канавок сверла, не выходя за пределы точильной окружности.


Популярные производители
В настоящее время торговые сети предлагают покупателям центровочный сверлильный инструмент отечественных и зарубежных производителей. Стоимость этих изделий зависит от бренда, выпустившего продукцию. Сверла отечественного производства имеют высокое качество при более низких ценах по сравнению с продукцией иностранного происхождения.
Серди отечественных производителей наибольшей популярностью у потребителей пользуется продукция ООО «Секира». Компания расположена в Сестрорецком районе Ленинградской области.
Сверла центровочного типа выпускаются здесь в соответствии с отечественными нормами ГОСТ. Без повторной заточки инструмент этого производителя может выполнить порядка 120 циклов сверлильных работ.



Что касается продукции, поступающей на наш рынок из-за рубежа, особым вниманием пользуется товар марки Dormer UK. Выпускаются центровочные сверла в Великобритании и соответствуют зарубежным техническим стандартам. Стальной сплав для этого сверлильного инструмента содержит легирующий компонент кобальта, поэтому сверла Dormer обладают высокой прочностью и прекрасными режущими характеристиками. Инструмент устойчив к нагреванию и обладает повышенной износостойкостью.
Хорошие отзывы по качеству центровочного инструмента имеют американская марка DeWALT и германский бренд Robert Bosch. Из азиатских производителей доверия заслуживает инструмент южнокорейского бренда YG-1. Что касается китайского качества, то к выбору центровочного сверла от этих производителей следует подходить очень осторожно, так как продукция, внешне привлекательная на вид, может оказаться низкого качества.



Советы по выбору
Выбор центровочного сверла будет зависеть от того, какие размеры отверстия необходимо выполнить. Во внимание также принимается и вес рабочей заготовки, которая закрепляется в металлообрабатывающем станке. Типоразмеры, зависящие от веса заготовки, регламентируются ГОСТом – чем больше масса детали, тем крупнее нужен диаметр сверла. Каждый диаметр сверла имеет 2 варианта исполнения, поэтому его тип выбирают в зависимости от требований к шероховатости стенок отверстия.
Комбинированное центровочное сверло выбирают согласно указанным в конструкторских чертежах требованиям к виду отверстий. Для определения качества инструмента существует ряд позиций, по которым его необходимо проверять.
- Соответствие нормам твердости по Роквеллу. Данные центровочного сверла указаны в его технических характеристиках. Качественный инструмент имеет показатель не ниже 63-66 HRC. Превышение этих норм ведет к тому, что сверло будет хрупким и недолговечным. Заниженные нормативы станут причиной того, что инструмент будет очень быстро затупляться.
- Соответствие сверла заявленному диаметру. Проверить это можно при помощи микрометра. Измерению подлежит удлиненное рабочее перо сверла – и если его диаметр превышает допустимые нормы погрешности, получить отверстие заданного размера при помощи этого инструмента не получится.
- Определяют целостность изделия. Особенно важно это для его режущей части, а также для конусовидной в виде коронки. На инструменте не должно быть трещин или выбоин на месте рабочих поверхностей.


Выбирая центровочное сверло, лучше отдать предпочтение известным брендам, имеющим заслуженную положительную репутацию. Не стоит приобретать сверло от неизвестного производителя – сэкономив, можно приобрести инструмент ненадлежащего качества, который быстро выйдет из строя.
Сверлильный инструмент в процессе эксплуатации постепенно изменяет угол режущих пластин. Это приводит к снижению скорости выполнения реза и избыточному нагреву сверла. Со временем любое сверло требует заточки, которая должна быть выполнена с сохранением угла наклона режущей части.



Заточка
В быту центровочное сверло применяют для сверления металлических заготовок или как вспомогательный инструмент при выкручивании проблемных метизов. Заточить такое сверло можно своими силами, но при этой процедуре необходимо соблюдать некоторые важные нюансы.
- Для удобства выполнения работ рекомендуется пользоваться специальными электрическими машинками, предназначенными для заточки сверлильного инструмента. Без использования такого приспособления вам будет довольно сложно сохранить правильный угол заточки режущей поверхности центровочного сверла.
- Для заточки нужно точно знать диаметр инструмента. Обычно эта информация указана на его корпусе.
- Инструмент помещают в отверстие, соответствующее его диаметру. Процесс затачивания устройство выполняет в автоматическом режиме без участия человека.
- После окончания процесса затачивания, поверхность инструмента необходимо очистить от отработанной металлической стружки.
В случаях, когда при затачивании нарушают угол режущей части центровочного сверла, при использовании инструмент начинает излишне перегреваться и быстро изнашивается.


В следующем видео вас ждет обзор центровочных сверл для установки мебельной фурнитуры.
Характеристики и устройство центровочных сверл
Что из себя представляют сверла центровочные: назначение, применение, нормативно-техническая документация. Устройство, классификация и конструктивные отличия. Рекомендации по выбору. Популярные производители.

Центровочное сверло, относящееся к категории режущих инструментов, предназначено для выполнения центрирующих отверстий перед операцией сверления в металлах черных и цветных, а также керамических, деревянных и других материалах, обладающих определенной степенью твердости. Кроме того, его используют при высверливании крепежных деталей, которые невозможно выкрутить отверткой. Применяют такие сверла разного диаметра на предприятиях промышленных, сельскохозяйственных, в строительстве и быту при изготовлении продукции разного назначения, проведении ремонтных работ и создании поделок своими руками. Комбинированное сверло, которым по сути является инструмент, должно соответствовать размерам и требованиям, указанным в российских ГОСТ 10902-77, 14034- 74 и 14952−75, зарубежных аналогах DIN 333 и ISO 866:2016. Инструмент относят к категории, которым пользуются профессионалы. Центрирующие отверстия выполняют на ставках (токарных, центровочных, сверлильных) и с помощью ручного инструмента (перфоратора, дрели).
Устройство, конструктивные особенности
Сверло центровое представляет собой изделие, состоящее из цилиндрической и конической частей. Изготовлено оно из цельного куска металла, у которого имеется одна или две рабочие части. Радиус режущего элемента у них может быть не более 0,4 мм и выше этой цифры, что сказывается на шероховатости полученной после операции сверления поверхности. Изделия различают по таким параметрам:
- конструкции (одно- и двухсторонние);
- материалу изготовления (сталь легированная, углеродистая, быстрорежущая, сплав);
- типу (А, В, С и R);
- рабочему диаметру (от 0,5 до 10 мм);
- длине (от 21 до 108 мм);
- посадочному диаметру (от 3,15 до 31,5 мм);
- длине рабочей части (от 1,0 до 9,2 мм);
- твердости рабочей части (от 63 до 66 HRC).
Сверла центровочные подбирают, исходя из указанной классификации и требований, которые предъявляются в конструкторских чертежах к центровочному отверстию.

Комбинированное сверло центровочное изготавливают 4 типов. Это определяет область их применения. Типы А и В используют для получения центровых отверстий под углом 60°, причем в первом случае отсутствует предохранительный конус, а во втором он есть, и его величина составляет 120°. Сверлами типа С высверливают центровые отверстия под углом 75° без предохранительного конуса, а типом R – отверстия с образующей дугообразного типа. Режущий инструмент сверлит строго перпендикулярно поверхности с высочайшей точностью, при этом при выполнении операции скольжение по поверхности исключается.
Основные размеры и характеристики центровочных сверл
| Наименование показателя | Размер, мм | |||||||
|---|---|---|---|---|---|---|---|---|
| Диаметр рабочий | 0,5 | 0,8 | 1,6 | 2,5 | 4 | 6,3 | 8 | 10 |
| Диаметр посадочный | 3,15 | 5 | 8 | 10 | 16 | 20 | 25 | 31,6 |
| Длина общая | 21 | 33,5 | 42 | 59 | 74 | 83 | 103 | 128 |
| Длина рабочей части | 1 | 1,9 | 2,8 | 3,3 | 4,9 | 6,2 | 7,5 | 9,2; 11,5; 14,5 |
Шероховатость стенок отверстия после операции у сверл с радиусом режущего элемента менее 0,4 мм высокая. Поэтому с их помощью сверлят отверстия в заготовках и деталях, к которым предъявляются высокие требования по этому показателю.
Рекомендации по выбору центровочных сверл
- материала, с которым будут работать;
- диаметра и длины рабочей части;
- материала, из которого изготовлено сверло центровочное;
- конусности и типа центровочного отверстия.
Кроме того, в процессе эксплуатации происходит изменение углов режущей части. Это может привести к износу инструмента, уменьшению скорости реза, тепловыделению. Рекомендуется в процессе эксплуатации периодически подвергать сверло заточке с соблюдением параметров угла заточки, который указывается в сопроводительной документации к изделию. На производстве обычно пользуются приспособлениями, специально созданными для заточки такого инструмента.
При выполнении операции придерживаются таких правил. Если необходимо выполнить центровку перед сверлением, то изделие должно иметь меньший диаметр, чем диаметр будущего отверстия. Если необходимо высверлить застрявший в поверхности крепежный элемент, то диаметр сверла необходимо выбирать чуть больше или такой же, как и высверливаемый элемент. Если сверлится отверстие под резьбу, то диаметр сверла должен быть меньше, чем диаметр резьбы, на один порядок.
Популярные производители
В торговой сети представлены центровочные сверла лучших отечественных и зарубежных производителей. Среди российских компаний качественные изделия выпускают Сестрорецкий инструментальный завод, ООО «Секира». Ассортиментный ряд выпускается в строгом соответствии с действующими отечественными ГОСТами. Их срок службы зависит от условий эксплуатации и составляет не менее 130 операций без перезаточки.
Зарубежные аналоги изготавливаются с маркировкой, отличающейся от отечественной, по действующим зарубежным стандартам. Их соответствия можно найти на просторах интернета и в сопроводительной документации. Среди производителей особой популярностью пользуется центровочный инструмент компаний DeWALT (США), Werko, Robert Bosch GmbH (Германия), YG-1 (Южная Корея) и некоторых производителей из Китая. В последнем случае необходимо изучить отзывы покупателей, чтобы не купить товар недобросовестных производителей.
На видео подробно рассказано о назначении и устройстве центровочных сверл:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы в комментариях к тексту, рассказать, каким оборудованием пользовались, какие нюансы выполнения операции и процесса заточки существуют.
1. ТИПЫ И РАЗМЕРЫ
1.1. Комбинированные центровочные сверла должны изготовляться четырех типов:
А - сверла для центровочных отверстий 60° без предохранительного конуса;
В - сверла для центровых отверстий 60° с предохранительным конусом 120°;
С - сверла для центровых отверстий 75° без предохранительного конуса;
R - сверла для центровых отверстий с дугообразной образующей. Каждый тип сверл должен изготовляться в двух исполнениях.
(Измененная редакция, Изм. № 3).
1.2. Размеры сверл должны соответствовать указанным на черт. 1 - 4 и в табл. 1 - 4.
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. (Исключено, Изм. № 2).
Пример условного обозначения сверла типа А, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0101 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0001 ГОСТ 14952-75
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. (Исключено, Изм. № 2).
Пример условного обозначения сверла типа В, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0113 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0012 ГОСТ 14952-75
Примечани я. (Исключены, Изм. № 2).
Пример условного обозначения сверла типа С, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0124 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0022 ГОСТ 14952-75
Примечани е. Размеры, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения сверла типа R, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0129 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0027 ГОСТ 14952-75
1.1, 1.2. (Измененная редакция, Изм. № 2).
1.3. Конструктивные размеры и геометрические параметры сверл указаны в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали - по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть:
у сверл диаметром до 3,15 мм - 63 . 65 HRCэ;
у сверл диаметром свыше 3,15 мм - 63 . 66 HRCэ.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1 - 2 единицы HRCэ.
Параметры шероховатости по ГОСТ 2789-73
Передняя поверхность сверловочной части и поверхность стружечных канавок
Задняя поверхность сверловочной и зенковочной части
Поверхность зажимной цилиндрической части
2.2, 2.3. (Измененная редакция, Изм. № 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать:
диаметра сверловочной части . . .k12
диаметра зажимной цилиндрической части . . . h9; углов конуса 60 ° и 75° . . . 30 ¢ ;
угла конуса 120° . . . ±1°.
Примечани е. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части.
(Измененная редакция, Изм. № 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05 - 0,10 мм на 10 мм длины.
(Измененная редакция, Изм. № 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части не должен быть более:
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, не должен быть более:
св. 6,0 мм до 10,0 мм
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять:
разность половины угла при вершине сверла, которая не должна быть более 1 ° 30 ¢ ;
допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
(Измененная редакция, Изм. № 2).
2.10. Разность ширин перьев на одном сверле не должна быть более:
2.11. Значения средней наработки до отказа и 95 %-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд. 4, не должны быть менее приведенных в табл. 6.
Наработка (количество обработанных отверстий) сверлом типа
Примечани е. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3.
(Измененная редакция, Изм. № 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше - достижение износа h3 по задней поверхности в соответствии с табл. 7.
2.11, 2.12. (Введены дополнительно, Изм. № 2).
2.13. На каждом сверле должны быть четко нанесены:
диаметр сверловочной части;
товарный знак предприятия-изготовителя;
обозначение сверла (последние четыре цифры);
1. На сверлах диаметром D менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт - буквы HSS Co , при этом марку стали указывать только на этикетках.
2.13, 2.14. (Введены дополнительно, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки сверл - по ГОСТ 23726-79.
(Измененная редакция, Изм. № 1).
3.2. Периодические испытания в том числе на среднюю наработку до отказа следует проводить один раз в три года не менее чем на пяти сверлах.
Испытания на 95 %-ную безотказную наработку следует проводить один раз в год не менее чем на пяти сверлах.
(Измененная редакция, Изм. № 1, 2, 3).
3.3 - 3.7. (Исключены, Изм. № 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на сверлильных, центровочных и токарных станках с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
4.2. Сверла следует испытывать на образцах из стали марки 45 по ГОСТ 1050-88 твердостью 187 - 207 НВ.
4.3. Стойкостным испытаниям подвергаются сверла типа В, а также типа A, R или С диаметрами 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. 8.
Подача, мм/об, для типов
Глубина сверления, мм, для типов
Скорость резания, м/мин
Количество обработанных отверстий при испытаниях на работоспособность
4.3.1. Приемочные значения средней наработки до отказа и 95 %-ной безотказной наработки не должны быть менее указанных в табл. 9.
Приемочные значения наработки сверлом типа
(Измененная редакция, Изм. № 3).
4.4. После испытаний на работоспособность на режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5 дм 3 /мин.
4.6. Твердость сверл измеряют по ГОСТ 9013-59.
4.7. Контроль внешнего вида осуществляют визуально.
Сравнение осуществляют визуально с помощью лупы ЛП-2 - 4 ´ по ГОСТ 25706-83.
4.9. При контроле параметров сверл должны применяться методы и средства контроля, погрешность которых не должна быть более:
при измерении линейных размеров - значений, указанных в ГОСТ 8.051-81;
при измерении углов - 35 % значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25 % значения допуска на проверяемый параметр.
Разд. 4. (Измененная редакция, Изм. № 2).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Разд. 5. (Измененная редакция, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Конструкция, размеры и геометрические параметры сверл указаны на черт. 1 - 4 и в табл. 1 - 4.
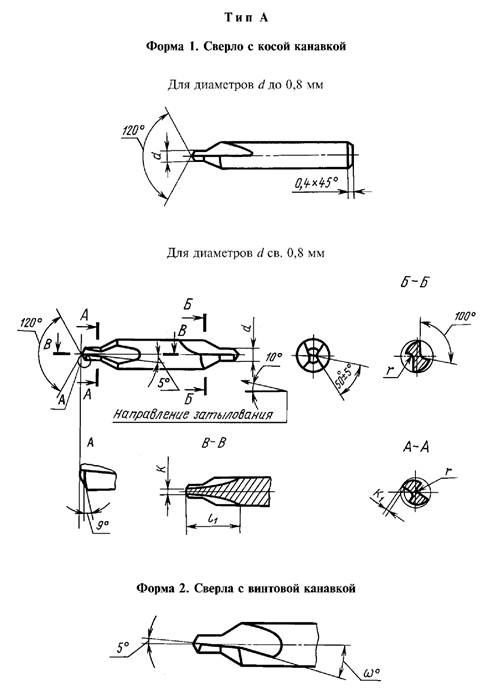
Примечани е. Угол 100° и радиус r даны в сечении, перпендикулярном наклону канавки.
Читайте также: