Уголок металлический 30х30 гост
Обновлено: 17.05.2024
ГОСТ 8509-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ
РАВНОПОЛОЧНЫЕ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3от 17.02.93)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Казахстан
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ГОСТ 8509-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 8509-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
Hot-rolled steel equal-leg angles.
Dimensions
ГОСТ
8509-93
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
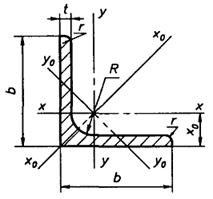
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1 , а при поставках на экспорт - рекомендуемым приложениям А и Б.
Справочные значения величин для осей
Ix , см 4
Wx , см 3
Ix 0 max , см 4
i х 0 max, см
1 Площадь поперечного сечения и справочные величины вычислены по номинальным размерам . Плотность стали - 7,85 г/см 3 .
2 Радиусы закругления, указанные на рисунке 1 и в таблице 1 , даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1 :
b - ширина полки;
t - толщина полки;
R - радиус внутреннего закругления;
r - радиус закругления полок;
F - площадь поперечного сечения;
I - момент инерции;
x 0 - расстояние от центра тяжести до наружной грани полки;
Ixy - центробежный момент инерции;
i - радиус инерции.
3 По точности прокатки уголки изготавливают:
А - высокой точности;
В - обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2 .
Предельные отклонения, мм
по ширине полки
по толщине полки
от 6,5 до 9 включ.
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3 .
Предельные отклонения по массе, %
От 2 до 7,5 включ.
7 Отклонение от прямого угла при вершине не должно превышать 35 ¢ .
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
1,0 мм - для уголков с шириной полки до 50 мм включительно;
2,0 мм - для уголков с шириной полки свыше 50 до 100 мм включительно;
3,0 мм - для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки - для уголков толщиной до 10 мм включительно;
3,0 мм - для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм - для уголков толщиной свыше 16 мм.
9 Уголки изготавливают длиной от 4 до 12 м:
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм - при длине до 4 м включительно;
+ 50 мм - при длине свыше 4 до 6 м включительно;
+ 70 мм - при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м - + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины. По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)
1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1 .
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
4 Свойства профиля
Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице A .1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления.
Уголок металлический 30х30 гост
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3 от 17.02.93)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Казахстан
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ГОСТ 8509-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 8509-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
Hot-rolled steel equal-leg angles.
Dimensions
ГОСТ
8509-93
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт - рекомендуемым приложениям А и Б.
Справочные значения величин для осей
1 Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали - 7,85 г/см 3 .
2 Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1:
b - ширина полки;
t - толщина полки;
R - радиус внутреннего закругления;
r - радиус закругления полок;
F- площадь поперечного сечения;
I - момент инерции;
x0 - расстояние от центра тяжести до наружной грани полки;
Ixy - центробежный момент инерции;
i - радиус инерции.
3 По точности прокатки уголки изготавливают:
А - высокой точности;
В - обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Предельные отклонения, мм
по ширине полки
по толщине полки
от 6,5 до 9 включ.
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3.
Предельные отклонения по массе, %
От 2 до 7,5 включ.
7 Отклонение от прямого угла при вершине не должно превышать 35 ¢ .
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
1,0 мм - для уголков с шириной полки до 50 мм включительно;
2,0 мм - для уголков с шириной полки свыше 50 до 100 мм включительно;
3,0 мм - для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки - для уголков толщиной до 10 мм включительно;
3,0 мм - для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм - для уголков толщиной свыше 16 мм.
9 Уголки изготавливают длиной от 4 до 12 м:
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм - при длине до 4 м включительно;
+ 50 мм - при длине свыше 4 до 6 м включительно;
+ 70 мм - при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м - + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины. По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)
1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1 .
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
4 Свойства профиля
Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице A.1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления.
Уголок металлический 30х30 гост
ГОСТ 8509-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ
РАВНОПОЛОЧНЫЕ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3от 17.02.93)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Казахстан
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ГОСТ 8509-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 8509-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
Hot-rolled steel equal-leg angles.
Dimensions
ГОСТ
8509-93
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1 , а при поставках на экспорт - рекомендуемым приложениям А и Б.
Справочные значения величин для осей
Ix , см 4
Wx , см 3
Ix 0 max , см 4
i х 0 max, см
1 Площадь поперечного сечения и справочные величины вычислены по номинальным размерам . Плотность стали - 7,85 г/см 3 .
2 Радиусы закругления, указанные на рисунке 1 и в таблице 1 , даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1 :
b - ширина полки;
t - толщина полки;
R - радиус внутреннего закругления;
r - радиус закругления полок;
F - площадь поперечного сечения;
I - момент инерции;
x 0 - расстояние от центра тяжести до наружной грани полки;
Ixy - центробежный момент инерции;
i - радиус инерции.
3 По точности прокатки уголки изготавливают:
А - высокой точности;
В - обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2 .
Предельные отклонения, мм
по ширине полки
по толщине полки
от 6,5 до 9 включ.
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3 .
Предельные отклонения по массе, %
От 2 до 7,5 включ.
7 Отклонение от прямого угла при вершине не должно превышать 35 ¢ .
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
1,0 мм - для уголков с шириной полки до 50 мм включительно;
2,0 мм - для уголков с шириной полки свыше 50 до 100 мм включительно;
3,0 мм - для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки - для уголков толщиной до 10 мм включительно;
3,0 мм - для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм - для уголков толщиной свыше 16 мм.
9 Уголки изготавливают длиной от 4 до 12 м:
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм - при длине до 4 м включительно;
+ 50 мм - при длине свыше 4 до 6 м включительно;
+ 70 мм - при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м - + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины. По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)
1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1 .
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
4 Свойства профиля
Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице A .1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления.
Уголок металлический 30х30 гост
ГОСТ 8509-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3 от 17.02.93)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Казахстан
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ГОСТ 8509-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 8509-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
Hot-rolled steel equal-leg angles.
Dimensions
ГОСТ
8509-93
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт - рекомендуемым приложениям А и Б.

Справочные значения величин для осей
1 Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали - 7,85 г/см 3 .
2 Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1:
b - ширина полки;
t - толщина полки;
R - радиус внутреннего закругления;
r - радиус закругления полок;
F- площадь поперечного сечения;
I - момент инерции;
x0 - расстояние от центра тяжести до наружной грани полки;
Ixy - центробежный момент инерции;
i - радиус инерции.
3 По точности прокатки уголки изготавливают:
А - высокой точности;
В - обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Предельные отклонения, мм
по ширине полки
по толщине полки
от 6,5 до 9 включ.
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3.
Предельные отклонения по массе, %
От 2 до 7,5 включ.
7 Отклонение от прямого угла при вершине не должно превышать 35 ¢ .
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
1,0 мм - для уголков с шириной полки до 50 мм включительно;
2,0 мм - для уголков с шириной полки свыше 50 до 100 мм включительно;
3,0 мм - для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки - для уголков толщиной до 10 мм включительно;
3,0 мм - для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм - для уголков толщиной свыше 16 мм.
9 Уголки изготавливают длиной от 4 до 12 м:
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм - при длине до 4 м включительно;
+ 50 мм - при длине свыше 4 до 6 м включительно;
+ 70 мм - при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м - + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины. По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)
1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1 .
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
4 Свойства профиля
Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице A.1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления.
Уголок металлический 30х30 гост
ГОСТ 8509-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ
РАВНОПОЛОЧНЫЕ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3от 17.02.93)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Казахстан
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ГОСТ 8509-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 8509-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
Hot-rolled steel equal-leg angles.
Dimensions
ГОСТ
8509-93
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1 , а при поставках на экспорт - рекомендуемым приложениям А и Б.
Справочные значения величин для осей
Ix , см 4
Wx , см 3
Ix 0 max , см 4
i х 0 max, см
1 Площадь поперечного сечения и справочные величины вычислены по номинальным размерам . Плотность стали - 7,85 г/см 3 .
2 Радиусы закругления, указанные на рисунке 1 и в таблице 1 , даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1 :
b - ширина полки;
t - толщина полки;
R - радиус внутреннего закругления;
r - радиус закругления полок;
F - площадь поперечного сечения;
I - момент инерции;
x 0 - расстояние от центра тяжести до наружной грани полки;
Ixy - центробежный момент инерции;
i - радиус инерции.
3 По точности прокатки уголки изготавливают:
А - высокой точности;
В - обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2 .
Предельные отклонения, мм
по ширине полки
по толщине полки
от 6,5 до 9 включ.
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3 .
Предельные отклонения по массе, %
От 2 до 7,5 включ.
7 Отклонение от прямого угла при вершине не должно превышать 35 ¢ .
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
1,0 мм - для уголков с шириной полки до 50 мм включительно;
2,0 мм - для уголков с шириной полки свыше 50 до 100 мм включительно;
3,0 мм - для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки - для уголков толщиной до 10 мм включительно;
3,0 мм - для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм - для уголков толщиной свыше 16 мм.
9 Уголки изготавливают длиной от 4 до 12 м:
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм - при длине до 4 м включительно;
+ 50 мм - при длине свыше 4 до 6 м включительно;
+ 70 мм - при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м - + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины. По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)
1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1 .
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
4 Свойства профиля
Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице A .1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления.
Читайте также: