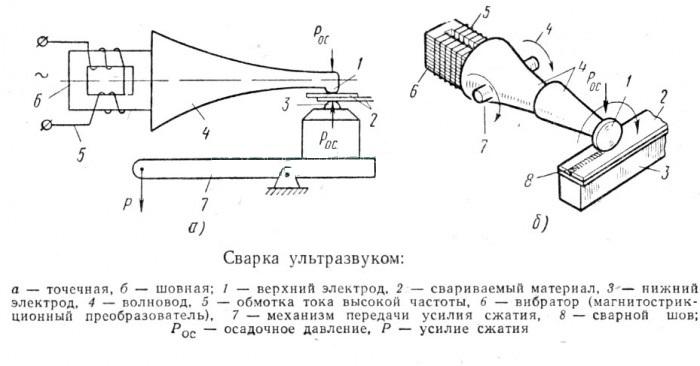
Ультразвуковая сварка цветных металлов
Обновлено: 04.10.2024
Даже начинающим домашним мастерам очень важно знать, что такое ультразвуковая сварка и где она используется. Эта технология уместна для работы с проводами и пластмассами, с цветными металлами и другими материалами. Критически важен выбор сварочной машины, контроль швов и другие тонкости, о которых и поговорим.
Особенности
Ультразвуковая сварка не является универсальной, однако, может применяться на особо сложных объектах или в личном хозяйстве. Между тем, ей уделяется мало внимания. Главным источником энергии при такой работе выступают высокочастотные звуковые колебания. С их помощью можно сваривать довольно разные материалы. Именно благодаря внедрению сварки ультразвуком еще в далекие 1960-е годы удалось начать выпуск автомашины, полностью сделанной из пластмассы.
Приготовить материал к соединению оказывается достаточно просто. Потребуется лишь обезжиривание поверхностей. Они могут быть довольно грязными и ржавыми, но на результат это не повлияет. Потому существенно понижается общая трудоемкость работы. Немаловажно и то, что разогрев затрагивает лишь локальный участок, и другие части поверхности изделия не будут деформированы.
Ультразвуковая обработка отлично подходит даже для весьма трудных работ, в том числе при манипуляциях в труднодоступных зонах. Сам процесс не занимает существенного времени — прогрев материала происходит примерно за 1 секунду. Еще ультразвук способен сварить детали толщиной порядка тысячных долей миллиметра, что принципиально невозможно при электродуговой, газовой методике или применении холодной сварки. И все же есть обстоятельства, которые не позволяют использовать ультразвуковую сварку повсеместно. Так, для этой работы оптимально подходят только дорогостоящие устройства — генераторы бюджетного класса иногда справляются со своей функцией плохо.


Чтобы ультразвуковая сварка давала приличный результат, требуется подвергать детали определенному давлению. При выполнении такой работы существенно уменьшаются затраты расходных материалов. Также стоит отметить:
отсутствие потребности в изолирующей атмосфере;
пригодность для работы с заготовками произвольной формы;
возможность полной автоматизации и интеграции с прочими технологическими процессами;
экологическую чистоту и сравнительную безопасность;
отсутствие особо высоких температур (то есть уменьшение пожарных рисков);
возможность соединять детали не крупнее 25 см;
непригодность для работы с толстостенными материалами;
непригодность для работы с сильно увлажненными материалами.



Сферы использования
Основную роль ультразвуковое сваривание имеет при работе с малогабаритными деталями. Его широко применяют, когда нужно выполнить соединение проводов, прежде всего в радиоэлектронных и приборостроительных производствах. Работа с металлом происходит при заметно более слабом нагреве, чем при использовании классических нагревательных методов. Потому можно не опасаться за сохранность компонентов, восприимчивых к чрезмерной температуре. Кроме того, ультразвук позволит приварить друг к другу изделия из цветных металлов, которые в обычных условиях присоединяются крайне неохотно.
Именно таким путем, к примеру, соединяют изделия из меди и алюминия, алюминий с никелем и другие подобные варианты. Прочность формируемого шва будет примерно 70% от показателей исходного сплава. Ультразвуковая методика подходит еще и для работы с тугоплавкими металлами и сплавами. Немаловажно, что она позволит в произвольных сочетаниях соединять:



При сварке пластмасс ультразвуком можно добиться повышенной производительности и сократить себестоимость работы. Даже на довольно толстых пластмассовых заготовках удается добиться повышенной герметичности швов. Сами швы будут выглядеть лаконично и практически незаметно. Но необходимо понимать, что из-за ограниченной мощности излучателя придется подводить энергию с двух сторон. Проконтролировать качество шва будет весьма сложно.
При ультразвуковой сварке полимеров можно соединять детали, одна из которых практически не ограничена по величине. В зависимости от распределения энергии такая обработка делится на контактный и передаточный типы. Контактная обработка проводится прежде всего для эластичных конструкций сравнительно малой толщины.
Чаще всего соединения формируются методом «нахлеста». Передаточная методика сварки полимерных материалов предпочтительна главным образом для жестких веществ — в том числе и полиметилакрилата; ультразвуковое сваривание полипропилена и полиэтилена тоже вполне возможно.
Необходимое оборудование
Типичная сварочная машина ультразвукового типа включает:
источник высокочастотных колебаний;
специальный акустический узел;
механизм прессового типа;
системы контроля качества.




Стоит учесть, что все аппараты должны быть сделаны на заводе. Кустарно изготовить их нельзя — это потребовало бы слишком сложных математических расчетов и составления продуманных моделей. Достаточно совсем небольшого отклонения, чтобы в контактном месте появился резонанс. Рассчитывать на высокое качество сварных швов в таком случае невозможно. Контактные обрабатывающие системы чаще всего работают с материалами толщиной до 0,5 см. Швейная ультразвуковая машина предназначена для изготовления одноразовых изделий, в том числе и медицинского профиля. Такое оборудование подходит не только для простых полимеров, но и для:
брезентов полимерного состава;
термически скрепленных геотекстилей;
Системы УЗС также различают по методу движения волноводов (в прессовом варианте подразумевается короткое движение элементов, в непрерывном — свариваемый участок подвергается долгому воздействию). По тому, как дозируется прилагаемая механическая энергия, различают:
оборудование с фиксированным временем действия импульсов;
системы с зазором;
системы с осадкой.


Важно: для проверки качества УЗ шва может применяться все тот же высокочастотный излучатель. Но стоит понимать, что в норме само оборудование работает скрупулезно, все рассчитывается до мелочей. Если режим не соблюден, проверять не имеет смысла — качественного стыка все равно не выйдет. Это одинаково верно для:
ручных сваривающих систем.
Хороший станок — к примеру, SportTex EU 1300. Внешне его сложно отличить от простой швейной машинки. Устройство рассчитано на ток с характеристиками 220 В и 50 Гц, потому его можно спокойно применять в любом доме. Общая мощность составляет 1500 Вт, а одновременно обрабатываемая поверхность достигает 5 см. За минуту можно отработать до 10 м шва, при этом создается напор до 7 бар.


Испускаемый ультразвук имеет частоту не более 20 кГц. Линейные параметры устройства — 120х120х55 см. Его масса равна 110 кг. Из-за больших размеров и тяжести агрегат востребован главным образом в промышленных условиях. Платить за EU 1300 придется минимум 200 тысяч рублей.
Более компактны настольные аппараты, которые соединяют тубы для косметики, зубных паст, красок, клеев и так далее. Подобные устройства выполняют работу за 0,3 — 1,5 секунды. Точный показатель определяется шириной шва, которая иногда достигает 7 см. Прочие технические свойства у типичных настольных сварочных машинок:
испускаемые частоты до 35 кГц;
мощность до 1500 Вт;
привод на пневматической тяге;
Наиболее компактные аппараты предназначены для клепки пластмасс и прикрепления элементов к несущим конструкциям. Хорошим образцом таких изделий является Handy Star. По мощности, частотам импульсов и темпу работы это изделие почти не уступает настольным вариантам. Однако в пользу устройства говорят его сравнительно малые габариты (0,72 по сумме трех измерений) и легкость — 4,5 кг. С помощью Handy Star можно починить изделия из брезента, подготовить ленту для конвейерного транспортера; но допускает только соединение сухих деталей длиной максимум 0,25 м.
Стоит учесть, что ультразвуком варят еще и металлы, и для такой работы применяют оборудование с высокой частотой колебаний. Потому рекомендовано использование магнитострикционного эффекта, то есть перемена размеров отдельных веществ при колебаниях в магнитном поле. Преобразователи в современном ультразвуковом оборудовании часто делают из химически чистого никеля либо сплавов железа с кобальтом. Чтобы нарастить амплитуду смещения и концентрировать энергию, волноводы (концентраторы) обычно делают похожими на усеченный конус.
Регулируемые параметры
Мощность, выдаваемая преобразователем, определяется сообразно толщине и характеристикам свариваемых деталей. В типовом режиме она составляет от 4 до 6 кВт. Колебательная амплитуда чаще всего задается на уровне 10 — 20 мкм. От нее зависит характеристика соединения и степень его крепости. Внимание уделяют и сжимающему усилию.
От него зависит, как будет выдержан физический контакт между деталями. В норме такое усилие варьируется от 100 до 2000 кН. Трение при перемещении детали относительно другой поверхности определяется тем же сжимающим усилием. Наконец, нельзя игнорировать и продолжительность ультразвуковой сварки. Если время очень невелико, то прочность соединения окажется невелика, а при очень сильном затягивании процесса детали покрываются глубокими вмятинами, появляются усталостные разрушения.
Сварка ультразвуком неизбежно сопровождается выбросом тепла из-за контактного трения. Наибольший допустимый прогрев составляет 50 — 70% от температуры, при которой материалы плавятся. Иногда детали могут даже специально прогревать. Это позволяет работать быстрее и добиваться повышенной крепости. Но опять же чрезмерный нагрев будет противопоказан.
Технология
Типичный метод ультразвуковой сварки своими руками подразумевает сначала прикладывание статического давления, а затем уже применение ультразвуковых колебаний. Давление, приложенное до начала сеанса, останется неизменным на протяжении всего рабочего цикла. Убирать его надо через некоторое время, когда успеет сформироваться сварной стык. Материал шва охлаждают еще во время, когда он сжат. До окончания ручной операции подача сигналов производится в формате одного импульса, перерывы недопустимы.
Иногда ультразвук включают прежде, чем будет приложено давление. Такая процедура позволяет эффективно справляться с загрязнениями. Чтобы варить жесткие полимеры, после отключения звука наращивают давление на волновод; интервал времени такого воздействия строго ограничен. Критически важен контроль швов. Для этого применяют:
магнитную дефектоскопию (в случае со свариванием металлов).



В следующем видео показана ультразвуковая сварка многослойных изделий.
Как используется ультразвуковая дефектоскопия

О СВАРКЕ
Ультразвуковая дефектоскопия – экономичный метод. Отличается оперативностью, безопасностью применения и наглядностью результатов. Использование сложного компьютеризированного оборудования не требует много времени и большого количества персонала.
.jpg)
Суть ультразвукового метода
Впервые принцип дефектоскопии УЗ был предложен в 1928 г.: советский ученый Сергей Соколов показал, как обнаружить повреждения металла и других материалов через вариации энергии ультразвука. Соколов изобрел первый дефектоскоп, в котором применил ультразвуковые колебания для определения внутренних дефектов, трещин, посторонних включений и структуры материалов. В дальнейшем этот опыт подхватили ученые других стран, и метод получил распространение, став обязательным для многих отраслей промышленности.
Ультразвуковой метод контроля металла основан на физическом законе о неизменности траектории перемещения звуковых волн при условии однородности среды. Суть заключается в выявлении повреждений материала через излучение и принятие колебаний УЗ при отражении от дефекта, анализе амплитуды колебаний, времени возвращений, формы и других параметров.
Для анализа в материале при помощи дефектоскопа и преобразователей с пьезоэлементом создают высокочастотные колебания (свыше 20 кГц). Если изъянов нет – колебания не встречают препятствий и не имеют отражения. Если же присутствуют неоднородности (например, трещины, пустоты или другие включения), приемник зарегистрирует сигналы отражения от них.
Время распространения волны указывает на глубину расположения дефекта, а амплитуда отражения импульса – на размер неоднородности.
Свойства ультразвука и важность состояния диагностируемой поверхности
Ультразвук проверяет материал, не разрушая его структуры.

При дефектоскопии учитывается длина колебаний – она прямо пропорциональна разрешающей способности и чувствительности и обратно пропорциональна энергии колебаний. Оптимальный показатель – 0,5-10 МГц.
Корректность результатов измерения зависит от состояния диагностируемой поверхности. Необходим свободный доступ ко всем измеряемым участкам для свободного прохождения волн ультразвука через объект. На поверхности не должно быть инородных тел (масла, смазки, грязи, ворсинок, брызг металла, сварочного флюса и т.д.)
Для подготовки поверхности необходимо:
- Зачистить лакокрасочное покрытие и ржавчину на расстоянии 5-7 см.
- Обработать материал трансформаторным, турбинным или машинным маслом.
- Устранить воздушные зазоры нанесением контактной жидкости (можно использовать воду, масло или глицерин)
- Создать шероховатость поверхности выше или равную классу 5 (при использовании пьезоэлектрического преобразователя).
Если на поверхности есть постороннее покрытие, которое невозможно удалить, нужно обеспечить полное прилипание к материалу.
Источники ультразвуковых волн
Во время анализа УЗ-колебания в объекте создают несколькими способами. Чаще с использованием пьезоэлектрического эффекта. Преобразователь создает ультразвуковое излучение, которое далее переводит электрические колебания в акустические. При переходе через измеряемую среду эти колебания оказываются на приемной пьезопластине преобразователя, а после снова становятся электрическими. Это фиксируют измерительные цепи. При этом пьезопластины могут выступать в роли только приемника или только излучателя, а также совмещать в себе функции того и другого.

Критические углы
При выполнении ультразвукового контроля оператору нужно выбрать тип преобразователя, выполнить калибровку и настройку прибора на предполагаемые дефекты объекта. Критические углы падения (продольные и поперечные) необходимо учитывать в том случае, когда ультразвук проходит через твердые поверхности материалов.
Первый критический угол – это наименьший угол падения продольной волны, при котором преломленный луч не пересекает границу второй твердой среды. Например, для границы оргстекло-сталь он равен 27,5º.
Вторым критическим углом считают наименьший угол падения продольного луча, при котором преломление не проникает через границу во вторую твердую среду и при этом не обнаруживаются внутренние повреждения. Для оргстекла-стали он составляет 57,5º.
Третий критический угол – наименьший угол падения поперечного луча, при котором отсутствует отраженная продольная волна. Луч идет по поверхности объекта, не распознавая дефектов внутри него. Для пересечения границы сталь-воздух угол равен 33,3º.
Методы дефектоскопии ультразвуком
Выделяет 4 основных метода:
- Теневой. Используют 2 преобразователя: первый (излучатель) создает на границе двух сред акустические колебания, второй (приемник) их фиксирует. Обязательное условие при этом – расположение второго преобразователя точно в направлении волны, создаваемой излучателем. При столкновении с повреждением колебания пропадают. Выявленная глухая область обозначает расположение повреждений на материале.
- Зеркально-теневой. Близок по принципу к теневому, но предполагает расположение преобразователей на одной поверхности сварочного соединения. При этом фиксируется поток, отраженный от второй поверхности. Повреждение в материале определяется пропаданием отраженных колебаний.
- Эхо-зеркальный. 2 преобразователя находятся на одной стороне соединения. Созданные УЗ-колебания регистрируются в момент отражения от препятствия.
- Эхо-импульсный. Предполагает наличие одного преобразователя, выступающего в роли и источника, и приемника. Акустическая волна направляется на сварное соединение, фиксируя отражение от инородного тела.
Сравнение и выбор лучшего
Выбор метода зависит от характеристик тестируемого материала, условий проведения (стационарные тесты или анализ в процессе работы) и выбирается индивидуально.
Возможности ультразвуковой диагностики
Метод УЗ позволяет:
- Фиксировать дефекты внутри (под поверхностью) материала, не нарушая при этом его целостности.
- Находить очаги поражения коррозией.
- Выявлять посторонние вкрапления и неоднородности в структуре.
- Определять расположение и размеры изъянов.
- Оценивать состояние соединений в материале.
Анализ применяется в промышленности:
- Проверка стержней (из пластика и металла), труб на наличие пористости, трещин и пустот.
- УЗК сварных швов высокочастотным датчиком.
- Обнаружение пустот в элементах, измерение толщины стенок деталей.
- При работе с композитами и стекловолокном обнаружение их повреждения или отслоения при ударе.
- Проверка адгезивных соединений после пайки (если есть доступ к поверхности).
Повышение точности результатов
Добиться точности, качества и достоверности результатов можно, влияя на:
- Состояние поверхности: чистота, шероховатость, профиль.
- Геометрию: не параллельность, кривизна.
- Выбор контрольного, настроечного образца.
- Выбор метода и оборудования.
- Настройку УЗ-преобразователей и дефектоскопа.
- Установку технических параметров (скорость распространения звука).
Для каких объектов применимо
Метод УЗК используют на производствах нефти и газа, в отраслях крупной промышленности, в атомной энергетике и т.д. В металлургии, например, ультразвуковую дефектоскопию применяют при обработке литья и поковок. В авиастроении – для диагностики полимеров и композитов на наличие трещин, непроклеев и т.д.

В металлургии контролю подвергают листовую сталь, которую широко используют при строительстве автодорожных и железнодорожных мостов, в гражданском и промышленном строительстве зданий и сооружений, требующих повышенной прочности и надежности.
В литейном производстве метод позволяет видеть в структуре черных и цветных металлов пустоты, пористость, включения и трещины. Также возможно измерить толщину изделия, например пустотелых отливок сложной формы, без нарушения его целостности в производстве автомобильных двигателей.
В строительстве для оценки состояния бетонных конструкций важно проверить фактическую прочность на соответствие проектным требованиям. Ведется проверка факторов, влияющих на эксплуатационные свойства бетона и арматуры. Метод УЗ дает возможность работы не только в лабораторных условиях, но и на строительной площадке.
При контроле сварных соединений и наплавок оборудования и трубопроводов атомных энергетических установок УЗ метод является единственным решением.
Это объясняется использованием нержавеющих, аустенитных крупнозернистых сталей в конструкциях атомных реакторов и резервуаров.
Для труб
Дефектоскопия применяется на магистральных и технологических трубопроводах. Благодаря этой процедуре небольшие дефекты и трещины на трубах, появляющиеся со временем естественным путем, не перерастают в проблемы, угрожающие безопасности и требующие вывода магистральных систем из рабочего состояния.

Применение УЗ-дефектоскопии позволяет обнаружить такие повреждения труб:
- низкий уровень герметичности (или ее отсутствие);
- потерю контроля состояния напряженности;
- деформацию и разгерметизацию сварных стыков.
Для свайных конструкций и рельсов
Диагностика сварных соединений незаменима для выявления трещин в подошве или головке рельс, для обнаружения дефектов стыка. Метод может применяться стационарно (на рельсосварочном предприятии) либо в полевых условиях. Для УЗК свай и сварочных швов используют дефектоскопы со специальными характеристиками – высокой устойчивостью к влажности, рабочей температурой до +35ºС (без образования влаги). При этом измерительные приборы нуждаются в постоянной защите от воздействий пыли.

Диагностика свай – необходимый этап в строительстве, на котором проверяют и фиксируют прочность бетонного основания и плотность заливки буронабивных свай. Во время проверки приемник с излучателем устанавливают на нижней точке сваи, фиксируют полученные сигналы, потом датчик перемещают на следующую точку.
Ультразвуковой метод контроля сварных швов показывает изъяны с высокой точностью и при этом не нарушает целостность несущих конструкций.
Для прочих деталей
Дефектоскопии подвергают материал во время технических освидетельствований и обследований, металл проверяют на входе и выходе. Метод применяют для проверки промышленной безопасности сосудов под давлением, корпусов насосов, арматуры, теплообменников, печей и т.д.
Плюсы и минусы диагностики ультразвуком
Главным достоинством метода является то, что он относится к неразрушающему контролю. Исследуемый объект не выводится из эксплуатации, не подвергается разборке, взятию образцов, не требует других дорогостоящих действий.
Дефектоскопия позволяет предотвратить и своевременно устранить возможные разрушения сложных агрегатов и конструкций.
Другие преимущества УЗД:
- Метод доступен для работы с металлическими материалами и неметаллами.
- Точность в определении положения дефекта и оценке его размера и формы.
- Высокая скорость исследования.
- Низкая цена работ.
- Безопасность для здоровья (меньший вред в сравнении с работой рентгена).
- Мобильность, т.е. работа в полевых условиях.
Недостатки диагностики ультразвуком:
- Нужна предварительная подготовка поверхности.
- Не поддаются проверке грубые материалы, детали неправильной формы, слишком маленькие или тонкие.
- Невозможна работа с чугуном и крупнозернистыми материалами (из-за высокого уровня шума и низкого уровня звука).
- УЗД может не определить повреждения, ориентированные параллельно звуковому лучу.
Необходимое оборудование для проведения дефектоскопии
Для ультразвуковой диагностики применяют дефектоскоп, преобразователь со встроенным пьезоэлементом (рассчитанным на излучение и/или прием ультразвуковых колебаний) и дополнительные приспособления.
УЗ-преобразователи бывают 3 типов:
- Прямые: излучение продольных волн под прямым углом к проверяемой поверхности. Могут иметь керамический пьезоэлемент (из титаната бария или цирконат-титаната свинца). В моделях зарубежных брендов используется кварц – он имеет сравнительно невысокую чувствительность, что обеспечивает равномерное излучение и стабильную работу.
- Наклонные (или призматические): излучение поперечных волн в металл под углом к поверхности ввода. Осуществляют вертикальное сканирование деталей, используются в случаях, когда установить преобразователь непосредственно на поверхности материала не представляется возможным (например, в угловых соединениях, в конструкциях со сложным профилем).
- Раздельно-совмещенные: поступление продольных волн в металл под углом 80-85º к поверхности ввода. Имеют 2 пьезоклапана, один из которых является генератором, а второй – приемником. Подходят для работы с грубыми материалами, деформированными поверхностями.
Главная составляющая преобразователя – пьезоэлемент в форме прямоугольной пластины или диска. Толщина пьезоэлемента составляет половину длины излучаемых волн. В прямых и наклонных преобразователях пьезоэлемент выступает в качестве излучателя и приемника УЗ-колебаний одновременно.
Схема устройства дефектоскопа
Дефектоскоп – это электронный блок для преобразования и усиления эхо-сигналов при отражении от дефекта, создания зондирующих импульсов высокого напряжения и наглядного отображения амплитудно-временных характеристик эхо-сигналов.
Встроенный переключатель предусмотрен для непосредственного подключения усилителя к генератору радиоимпульсов или отключения от него (в зависимости от схемы работы). Автоматический сигнализатор фиксирует дефект звуковым или световым сигналом.
.jpg)
Аппарат может иметь дополнительные блоки, расширяющие функции устройства и упрощающие работу оператора. К ним относится блок временной регулировки чувствительности, создающий одинаковую амплитуду сигналов при обнаружении деформаций разных размеров. Это повышает точность измерений.
Примерная стоимость дефектоскопа и других инструментов
Диапазон цен на дефектоскопы широк – от 90 000 до 2 500 000 руб. Стоимость зависит от рабочих характеристик, марки и страны производителя, года выпуска. Различается цена стационарных (для исследований в лабораториях) и портативных (для полевых условий) моделей. Возможность подключения к ПК, объем встроенной памяти и совместимость с несколькими типами преобразователей также влияют на конечную стоимость. При выборе отталкиваться следует от планируемых задач и предположительной области применения.
По каким параметрам оценивается результат
Обнаруженный дефект оценивают по его условной протяженности, амплитуде звуковой волны, форме, длине и ширине.

Минимально возможный (доступный для выявления) размер повреждения на материале определяет чувствительность УЗ-контроля.
Как обучают специалистов по ультразвуковой дефектоскопии
В соответствии с действующим законодательством, специалисты, работающие в сфере ультразвуковой дефектоскопии, проходят обязательное повышение квалификации с последующей аттестацией.
Она проводится с целью определения достаточной теоретической и практической подготовки сотрудников для выполнения одного и нескольких видов НК, умения на основании полученных результатов делать заключения об исследуемом объекте повышенной опасности в промышленности и строительстве.
Подготовкой и аттестацией специалистов занимаются специализированные научно-исследовательские центры. Они составляют учебные программы длительностью от 40 до 120 академических часов.
За это время изучают:
- Виды и методы ультразвуковой диагностики.
- Теоретические основы колебаний.
- Типы и свойства волн.
- Правила критических углов ввода.
- Источники УЗ-колебаний.
- Методы дефектоскопии сварочных швов и свай.
- Правила акустической дефектоскопии.
- Принцип работы приборов ультразвуковой проверки.
По окончании обучения сотрудники сдают экзамены, по итогам которых получают удостоверение утвержденного образца, где указывается квалификационный уровень – I, II или III. Специалисты I уровня обслуживают технику для неразрушающего контроля и составляют отчеты по итогам работ, II – занимаются работами на опасных объектах и дают заключения. Эксперты III уровня руководят процессом на всех стадиях его выполнения, им требуется дополнительное обучение по специально разработанным методикам.
Полученную квалификацию необходимо подтверждать каждые 3 года, сдавая при этом соответствующие экзамены.
Кратко о других методах дефектоскопии
Капиллярный (жидкостный) метод предполагает выявление дефектов на поверхности металлов. Перед диагностикой детали очищаются, чтобы краситель попадал беспрепятственно. На материал наносят пенетрант, удаляют избытки и вводят проявитель, который при специальном освещении обнаруживает разрушения поверхности. Жидкостный метод прост в исполнении, но требует предварительной тщательной очистки поверхности. Автоматизировать это невозможно.
Вихретоковый контроль показывает повреждения внутри металла и на его поверхности с помощью электромагнитного поля. Вихревые токи текут по-разному в материалах с дефектами и без них. Диагностика вихревым током проводится за секунды, но применима только к металлам. Такие испытания требуют высокой квалификации операторов. Метод используют в авиационной и ядерной промышленности.
Контроль магнитными частицами обнаруживает повреждения на поверхности либо чуть ниже (работа на глубине материала невозможна). На материал наносят сухие или влажные магнитные частицы – они притягиваются к инородному телу, обозначая его форму и размер. После завершения диагностики деталь размагничивается. Этот метод подходит только для работы с ферромагнитными материалами. Для исследования требуется полное размагничивание детали, что затрудняет автоматизацию процесса.
Как использовать ультразвуковую сварку

Виды и способы сварки
Ультразвуковая сварка не предполагает плавления металла. Этим она выгодно отличается от газовой, электродуговой и контактной. Данное преимущество особенно востребовано при производстве мелких изделий, например микросхем.

Кратко об ультразвуке
Механическое воздействие на твердую, жидкую или газообразную среду приводит к возникновению в ней области сжатия, распространяющейся во все стороны за счет упругих сил.
Серия таких волн образует звук. В процессе их распространения частицы среды совершают механические колебания вдоль направления движения импульса.
Данное явление характеризуется 2 физическими величинами:
- Количеством волн, проходящих через точку среды за единицу времени (частотой). Эта величина определяет тон звука.
- Амплитудой колебаний частиц. Зависит от интенсивности излучения (силы звука).
Приставка «ультра» означает, что частота колебаний превышает порог слышимости человека (18 кГц).
За счет чего происходит сварка
Заготовки сращиваются под влиянием 3 факторов:
Последний применяют только в отношении толстостенных заготовок и материалов с повышенной твердостью.
Принцип действия
Сварка ультразвуком основана на явлении рекомбинации. Оно заключается в разрыве одних жестких связей между атомами и молекулами твердого тела и возникновении других. Интенсивность процесса растет с увеличением амплитуды колебаний частиц. В «горячих» технологиях сваривания им для этого сообщают тепловую энергию, в данном методе – воздействуют звуком.
Слияние материалов происходит в следующем порядке:
- Производимые звукогенератором волны «раскачивают» молекулы одной из заготовок.
- Жесткие связи между некоторыми из них разрушаются.
- Одновременно возникают новые с молекулами второй заготовки. Этому способствует оказываемое на изделие давление.
Выделение тепла во время процесса
В зоне соединения наблюдается нагрев заготовок. Он обусловлен следующими причинами:
Тепло выделяется в количестве несоизмеримо меньшем, чем при газовой или электродуговой сварке. К нему чувствительны только наиболее тонкие заготовки. Для работы с ними сварочный аппарат оснащают системой охлаждения. В большинстве случаев ее приходится применять при 2-сторонней сварке.
Трение соединяемых поверхностей одна о другую приводит к разрушению оксидных и прочих пленок. Эта особенность позволяет исключить из технологического процесса предварительную зачистку заготовок, хотя она все же остается желательной. Образованию поверхностной окисной пленки наиболее подвержен алюминий.
Виды УЗС
Данная методика включает в себя несколько направлений. Они отличаются видом оборудования, способом применения ультразвука и пр.
Прерывная и непрерывная
Непрерывная технология предполагает безостановочное движение рабочего органа вдоль области соединения с неизменной скоростью и постоянным воздействием ультразвука. Образуется сплошной герметичный шов, востребованный, например, при изготовлении надувных изделий или пластиковой упаковки.
В прерывистом методе рабочий орган тоже движется равномерно, но звук излучается короткими импульсами.
Точечная сварка
Выставив излучатель в нужную позицию, производят импульс. Затем смещают рабочий орган на некоторый шаг, прижимают к деталям и снова активируют ультразвуковой генератор.
.jpg)
Точечная сварка позволяет быстро выполнить соединение на большой площади. Расстояние между точками определяется требуемой прочностью шва.
Роликовая сварка
Используется автоматизированное оборудование. Детали перемещаются между роликами, один из которых является излучателем.

Данный способ обеспечивает высокие точность и качество соединения.
Сварка по контуру
Детали соединяют по замкнутой линии любой конфигурации. По способу подачи энергии различают 2 разновидности сварки:
- Контактную. Предполагает равномерное распределение импульса по всему поперечному сечению заготовки. Метод используют для соединения внахлест пленок и деталей толщиной до 1,5 мм из мягкой пластмассы.
- Передаточную. Применяют для соединения жесткого пластика с высокими модулем упругости и коэффициентом затухания ультразвуковых колебаний. Импульс генерируется в нескольких точках.
Применение сварки ультразвуком
Данный метод создания неразъемных соединений используется при производстве:
- Деталей и схем электроники. Формируют полупроводниковые p-n переходы, подсоединяют выводы микросхем и т.д.
- Игрушек.
- Упаковки.
- Товаров широкого потребления с тонкостенными элементами. Например, с помощью УЗС изготавливают оправы очков.
- Аккумуляторов, батареек.
- Фреонопроводов в холодильных камерах.
- Медицинских изделий.
- Автомобильных узлов.
Также данный метод применяют для устройства электрических и теплопроводных соединений.
Возможности ультразвуковых волн
Метод позволяет соединять заготовки из следующих материалов:
Минимальная толщина изделия составляет 1 мкм. Например, в микроэлектронике методами УЗС к проволоке приваривают фольгу.
Ультразвук позволяет соединять разнородные материалы, например металл и стекло. Распространяясь по изделию, волны проникают в любые места, в т.ч. наиболее труднодоступные.
Установленные ограничения
Соединяют заготовки со следующими параметрами:
- Толщиной до 1,5-2 мм.
- Размерами не более 25-30 см.
Ограничения обусловлены затуханием звуковых колебаний в материале. Применение метода для соединения крупногабаритных заготовок является экономически нецелесообразным из-за непропорционального увеличения мощности оборудования.
Прочность получаемых швов
Сопротивление разрыву в зоне соединения достигает 70% величины, свойственной основному материалу. Для этого следует подобрать оптимальные параметры процесса.

Используемое в работе оборудование
Машина для УЗС состоит из следующих компонентов:
- Генератора ультразвука.
- Трансформатора упругих колебаний (бустера).
- Волновода (сонотрода). Может снабжаться наконечником.
- Опоры (наковальни).
- Охлаждающей установки.
- Блока питания.
Дополнительные узлы (присутствуют на некоторых моделях):
Оборудование делится на:
- Механизированное. Машина поддерживает параметры на заданном пользователем уровне, специальное устройство подает деталь под наконечник.
- Автоматизированное. Применяется на крупносерийном производстве. Участие оператора не требуется, все операции, в т.ч. выбор и ввод параметров, машина выполняет самостоятельно.
- Ручное. Исполнитель сам контролирует параметры процесса и ведет наконечник волновода вдоль шва. Выпускаются переносные модели.
Мощность аппаратов для УЗС составляет 100-1500 Вт.
Изменяемые параметры
Перед началом работы в настройках задают следующие величины:
В некоторых случаях дополнительно вводят:
- Температуру предварительного нагрева заготовок.
- Высоту установки наконечника.
Оптимальное значение каждого параметра устанавливают в лаборатории опытным путем. Варят пробные образцы на разных настройках, затем подвергают их испытаниям на прочность. Комбинацию, давшую наиболее стойкое соединение, переносят на производство.
Как работают сварочные машины
Принцип действия оборудования выглядит так:
- Блок питания преобразует сетевой ток в высокочастотный. Обработка осуществляется в 2 этапа. Сначала выпрямитель превращает сигнал в постоянный, затем инвертор (электронный узел под управлением микросхемы) – в переменный с заданной частотой. Показатель в десятки кГц обеспечивают быстропереключающиеся транзисторы.
- В генераторе ультразвука пьезоэлектрический преобразователь превращает ток в механические колебания той же частоты. Стандартом являются 20 или 40 кГц, реже используют 60. В исследовательской практике частоту повышают до 180 (кГц).
- Трансформатор упругих волн увеличивает амплитуду колебаний в 5 раз. Для сваривания материалов она должна достигать 10-15 мкм. Трансформатор может дополняться концентратором.
- Импульс передается по волноводу к заготовке.
При 2-сторонней сварке опора, на которой лежат детали, выступает в роли второго волновода.
Инструкция: как вести процесс ультразвуковой сварки
Оператор действует в следующем порядке:
- Включает машину.
- Фиксирует одну из заготовок на опоре.
- Устанавливает в проектное положение привариваемую деталь. Их может быть несколько.
- Опускает на заготовки пресс со сварочным наконечником.
- Подает команду на генерацию импульса.
- Поднимает пресс.
- Визуально оценивает качество шва.
Непрерывная сварка производится в том же порядке, только после опускания пресса оператор активирует роликовый механизм для перемещения деталей под наконечником.
Волновод ручного аппарата снабжен пистолетом. Оператор прижимает его к заготовке и нажатием курка активирует генератор. Оптимальное усилие подбирают опытным путем.
Особенности работы с металлами
Соединение металлических заготовок должно совершаться при повышенных температуре и давлении. Поэтому перед сваркой их подвергают индукционному нагреву, а на прессе устанавливают следующее прижимное усилие (кгс):
- для алюминиевых деталей толщиной 0,1 мм – 7-15;
- для титановых размером 0,2 мм – 40.
Метод позволяет соединять тугоплавкие сплавы, а также пары металлов, плохо совместимые при других способах сваривания. Например, алюминий с медью или никелем.
Полимеры и иные материалы
Соединение пластмасс и композитов производят без предварительного нагрева. На прессе устанавливается относительно небольшое прижимное усилие. Например, для сварки полиэтиленовой пленки толщиной 0,02 мм оно составляет 1,5 кгс.

Если используется металлизированная версия материала, усилие повышают до 15 (кгс).
Плюсы ультразвуковой сварки
К достоинствам метода относят:
- Высокую скорость. Операция длится менее 3 секунд, что сравнимо только с контактной сваркой.
- Низкие энергозатраты.
- Отсутствие потребности в расходных материалах. Не нужны присадочный материал, флюс или защитный газ, как в электродуговой технологии.
- Отсутствие деформаций. Обусловлено низкой температурой нагрева.
- Высокое качество шва. Прочность сочетается с аккуратным внешним видом – отсутствуют валик и окалина. В зоне соединения образуются зерна небольшого размера, что придает стыку пластичность.
- Возможность соединять детали любой конфигурации.
- Отсутствие вредных для здоровья испарений.
- Низкие требования к квалификации сварщика.
- Возможность соединять заготовки без зачистки поверхности. Требуется только обезжиривание.
- Малую допустимую толщину детали – до 1 мкм.
- Широкий перечень соединяемых материалов.
- Возможность сваривать разнородные вещества.
- Отсутствие электромагнитного излучения и наводок, вызванных протеканием тока в детали.
Недостатки УЗС
К недостаткам технологии относят:
- Ограничения по размеру заготовок.
- Высокую стоимость оборудования.
- Чувствительность к влажности.
- Следы от прижатого с большим усилием инструмента. Остаются на пластике и других мягких материалах.
С развитием технологий стоимость оборудования снижается.
Ограничения по толщине в некоторых случаях удается преодолеть за счет придания заготовке особой формы. В результате возникает эффект акустической линзы: волны не рассеиваются, а фокусируются в нужной точке.
Частые дефекты
В большинстве случаев приходится сталкиваться со следующими нарушениями:
- Подрезами. Представляют собой канавки вдоль шва.
- Непроваром.
- Свищами. Представляют собой трубчатые полости в материале, образованные выходящим газом.
- Прожогами.
Подрезы образуются в мягких материалах из-за сильного давления наконечника. Сечение детали в этом месте уменьшается, а с ним и прочность. Кроме того, канавка служит концентратором напряжения, что повышает вероятность разрушения. Для предотвращения появления подрезов требуется качественно заточить рабочий торец волновода или наконечника.
Свищи появляются при заваривании банок с жидким продуктом. Об их наличии свидетельствует туман, окружающий стык в процессе обработки. Причиной является «ультразвуковой ветер» – движение воздуха от излучателя, вытесняющее жидкость из емкости. Необходимо подобрать оптимальную комбинацию параметров в соответствии с вязкостью продукта.
Непроваренные участки появляются при заниженной интенсивности излучения, не соответствующей размерам заготовок. В большинстве случаев подобные дефекты возникают при сваривании деталей с разной толщиной стенки. Интенсивность излучения настраивают на минимальный размер. Когда волновод подходит к более толстому участку, ее оказывается недостаточно. Требуется изменить конструкцию изделия либо применить программируемую машину с возможностью регулировки параметров в процессе выполнения шва.
Прожоги возникают по следующим причинам:
- неправильная настройка системы охлаждения;
- прилипание размягченного полимера к волноводу.
Опытным путем было установлено, что наиболее качественные швы получаются при наличии насечек или накатки на торце наконечника. Выступы необходимо скруглить, чтобы избежать внедрения инструмента в материал.
Полезная литература
Для освоения УЗС рекомендуется ознакомиться со следующими источниками:
- В. Ю. Вероман, А. Б. Аренков: «Ультразвуковая обработка материалов».
- И. Г. Хорбенко: «Ультразвук в машиностроении».
- И. Д. Клеткин, В. П. Полухин и др.: «Ультразвуковая сварка при изготовлении одежды».
Полезно иметь справочники с указанием оптимальных параметров для разных условий сварки.
Возможности и особенности технологии ультразвуковой сварки для различных материалов
Согласно ГОСТ Р ИСО 857-1-2009, ультразвуковая сварка (УЗС) – «сварка давлением, при которой механические колебания высокой частоты и малой амплитуды и статическая сила формируют шов между двумя свариваемыми заготовками при температуре значительно ниже температуры плавления металла».
Простыми словами – для получения сварочного шва применяют давление на соединяемые заготовки и действие ультразвуковых колебаний специального оборудования. При этом происходит нагрев заготовок в контактной зоне, диффузия и образование молекулярных связей между поверхностями, кристаллизация и в результате прочное соединение.
Классификация УЗ-сварки
- с подогревом опоры или наковальни, на которой выполняются работы;
- нагретым клином;
- нагретым мундштуком;
- в виде шляпки гвоздя, когда подаваемая через мундштук проволока (одна или несколько) плавится, и образуемая капля под давлением формируется в форме шляпки.
По степени автоматизации:
По способу использования энергии:
По воздействию излучателя:
- импульсная (короткий импульс и дальнейшее передвижение волновода);
- непрерывная (постоянное действие и передвижение);
По затрачиваемой энергии:
По способу подачи энергии в зону действия:
Применяемое оборудование и инструменты
Оборудование для сварки ультразвуком разнообразно и для правильного выбора необходимо основываться на приведенной классификации, а также требований к готовому сварному изделию. Это могут быть:
- ручной инструмент;
- установки для непрерывного сварочного шва;
- ультразвуковые прессы;
- модули настольные и др.
Общие составные части оборудования следующие:
- генераторы или др. источники питания;
- наковальни или опоры;
- преобразователь электрических колебаний в механические (например, магнитострикционный);
- кронштейны для крепежа;
- управляющие части;
- сварочные наконечники рабочего инструмента и др. рабочий инструмент.
Выбор режимов управления оборудованием
Режимы управления и установка каждого параметра выбирается в зависимости от свойств материала, его толщины, требуемого шва (точечный, непрерывный) и последующей нагрузки на шов и др.
Основные регулируемые параметры:
- частота электрических колебаний;
- амплитуда колебаний наконечника и статистическое давление;
- усилие прижима наконечника к заготовке (в ручном приблизительное, а в прессе выставляется точно);
- продолжительность действия импульса;
- температура нагрева толстых заготовок, высоты расположения наконечника и т. д.
Для каждого нового типа соединения производят лабораторный подбор режимов и испытания качества сварного шва в зависимости от будущей эксплуатации изделия.
Технология УЗС для металлов
Соединение методом УЗС применяется для различных металлов и сплавов. Данный метод имеет широкие возможности в соединении не только однородных, но и разных материалов (соединение стальной пластины с керамической, проволоки и фольги и т. д.). Применяется в электронике, ювелирном, холодильном, автомобильном, аккумуляторном производствах и др.
Например, для сварки:
- пучков проводов и разъемов в автомобилях;
- деталей при производстве аккумуляторов, электродвигателей, батареек, солнечных батарей;
- трубопроводов в холодильниках, кондиционерах и т. д.
Схема операций технологического процесса:
Для сварного изделия разрабатывается технологический процесс. Каждый этап технологии для каждого изделия индивидуален.
Подготовка металлических свариваемых поверхностей
Для УЗС металлов эта операция может быть упрощена до визуального контроля. Не нужна тщательная механическая зачистка поверхностей, потому что:
- С помощью воздействий высокочастотных колебаний происходит трение мельчайших частиц (оксидной пленки, примесей).
- Повышение температуры в этой зоне контакта и трение стирает границы поверхностей и происходит образование однородной структуры.
- Давление в зоне соединения прижимает поверхности и образует большую зону соприкосновения.
Основные регулируемые параметры оборудования УЗС металлов:
Преимущества УЗС для металлов:
- экономия энергии;
- высокая производительность;
- отсутствие материалов для сварки;
- отсутствие высоких температур (в зоне сварки температура в среднем равна 4% от температуры плавления);
- экологичность;
- нет необходимости в защитной газовой среде;
- форма соединяемых поверхностей различна.
Недостатки данного метода сварки:
- ограничения по размерам заготовок;
- небольшая толщина свариваемых поверхностей;
- чувствительность к влаге.
Технология УЗС для пластмасс
Для УЗС пластмасс по сравнению с металлами не требуется нагрев до высоких температур и приложения больших усилий.
Применяется во многих производствах. Это УЗ-сварка:
- труб, плит, фасонных деталей;
- пленочных покрытий, упаковок;
- волокнистых нетканых материалов;
- материалов из синтетических волокон;
- искусственной кожи и др.
Технологический процесс сварки для пластмасс
Технология получения сварного шва у пластмасс значительно упрощается в отличие от технологии УЗС для металлов. Основное различие — в схеме ввода волновой энергии и одновременном механическом воздействии.
Основные этапы подключения оборудования:
- Подключение генератора (частота от 20 000 Гц).
- Подключение преобразователя для преобразования ультразвуковых колебаний генератора в механические продольные колебания.
- Подключение волновода перпендикулярно сварному соединению.
Динамическое (повышение температуры) и статистическое (образование связей) воздействия направлены одинаково, но перпендикулярно сварному шву.
Подготовка пластиковых свариваемых поверхностей
Для УЗС пластмасс эта операция также может быть упрощена. Но некоторые поверхности перед сваркой могут после тщательной очистки обрабатываться растворителями (активизаторами) для разупрочнения поверхностного слоя.
При сварке жестких пластиков иногда на поверхности делаются выступы с углами при вершине 45-60 градусов, что повышает прочность и герметичность изделия.
Ультразвуковая сварка
Метод ультразвуковой сварки был разработан в XX веке. Он предназначен для создания неразъемных соединений различных материалов. Для сваривания детали сдавливают друг с другом и подвергают воздействию интенсивных ультразвуковых колебаний.

Таким способом можно сваривать термопластик и большинство металлов. По сравнению с другими способами сварки, ультразвуковые установки отличаются простотой конструкции, а сам процесс — низкой себестоимостью и трудоемкостью.
Принцип действия ультразвуковой сварки и классификация
С физической точки зрения, ультразвуковая сварка проходит в три стадии:
- нагрев изделий, активизация диффузии в зоне соприкосновения;
- образование молекулярных связей между вязкотекучими поверхностными слоями
- затвердевание (кристаллизация) и образование прочного шва.
Существует несколько классификаций ультразвуковой сварки ультразвуковой сварки.
По степени автоматизации различают:
- Ручная. Оператор контролирует параметры установки и ведет сварочный пистолет по линии шва.
- Механизированная. Параметры задаются оператором и поддерживаются установкой, детали подаются под излучатель.
- Автоматизированная. Применяется на массовом производстве. Участие человека исключается.

Схемы колебательных систем для сварки ультразвуком
По методу подведения энергии к рабочей зоне выделяют:
По методу движения волновода классифицируют:
- Импульсная. Работа короткими импульсами за одно перемещение волновода.
- Непрерывная. Постоянное воздействие излучателя, волновод двигается с постоянной скоростью относительно материала.
По споосбу определения количества энергии, затрачиваемой на соединение, существуют:
- по времени воздействия;
- по величине осадки;
- по величине зазора;
- по кинетической сотавляющей.
В последнем случае количество энергии определяется предельной амплитудой смещания опоры.
По способу подачи энергии в рабочую зону различают следующие режимы ультразвуковой сварки:
- Контактная. Энергия распределяется равномерно по всему сечению детали. Позволяет сваривать детали до 1,5 толщиной. Применяется для сваривания внахлест мягких пластиков и пленок.
- Передаточная. В случае высоких значений модуля упругости колебания возбуждаются в нескольких точках. Волна распространяется внутри изделия и высвобождает свою энергию в зоне соединения. Используется для тавровых швов и соединений встык жестких пластиков.
Схема точечной ультразвуковой сварки Схема установки для роликовой сварки ультразвуком
Способ подачи энергии колебаний в зону контакта заготовок определяется модулем упругости материала и коэффициентом затухания механических колебаний на ультразвуковых частотах.
Суть получения швов ультразвуком
Процесс сварки ультразвуком для пластиков и металлов имеет общие физические основы, но существенно различается по параметрам.
Для ультразвуковой сварки металлов требуется нагрев до высоких температур и приложение больших усилий сжатия. Для пластиков можно обойтись намного меньшими значениями этих параметров. Схема установки ультразвуковой сварки пластика также существенно проще.
Последовательность действий следующая
- Подключают генератор ультразвука.
- Ультразвук, проходя через конвертер, преобразуется в продольные механические колебания волновода.
- Волновод подсоединяется перпендикулярно плоскости шва и передает заготовкам колебательную энергию.
- Механическая энергия преобразуется в волновую, что обуславливает интенсивный нагрев области соприкосновения волновода и заготовки.
- В нагретом поверхностном слое возрастает текучесть.
- Динамическое усилие, прикладываемое со стороны излучателя, способствует нагреву зоны крнтакта.
- Статическое усилие, приложенное в том же направлении — перпендикулярно поверхности контакта, понуждает к образованию прочные связи.

Сварной шов после ультразвуковой сварки
Таким методом удается соединять ультразвуком даже разные по своему строению материалы, такие как металлические сплавы и пластики.
При этом разница в температурах плавления может быть многократной.
Преимущества
Анализируя особенности ультразвукового сварочного производства, нельзя не отметить следующие его достоинства:
- не требуется защитная газовая среда;
- нет нужды в тщательной механической зачистке зоны сварки;
- нет ограничений по форме деталей;
- экологичность и ничтожный объем выделяющихся вредных веществ;
- небольшие температуры нагрева по сравнению с другими способами;
- не требуются сварочные материалы;
- высокая производительность, сравнимая только с контактной сваркой — доли секунды.
- низкие затраты энергии.
Полученный шов имеет эстетичный внешний вид и редко нуждается в дополнительной обработке.
Недостатки
Существуют у способа и минусы:
- Размер заготовки ограничен 25-30 см. На больших расстояниях волны рассеиваются и поглощаются материалом.
- Невозможность сварки деталей большой толщины.
- Чувствительность к влажности.
Сочетание достоинств и недостатков метода позволяет применять его в самых различных производствах.
Воздействие ультразвука на материал деталей
Атомы твердых тел, как кристаллических, так и аморфных, расположены в определенном порядке, между ними установлены более или менее прочные связи, позволяющие телам сохранять свою форму. Атомы и молекулы способны колебаться относительно своего начального положения. Чем выше амплитуда этих колебаний, тем выше внутренняя энергия тела. Если амплитуда превышает определенный предел, установившиеся связи могут разорваться. Если к телу приложено усилие, не дающее ему потерять целостность, вместо разорванных связей возникают новые, этот процесс называют рекомбинацией.
Ультразвуковые волны высокой интенсивности, сообщая атомам тела большое количество энергии за короткое время, увеличивают амплитуду колебаний атомов и молекул в зоне воздействия. Связи между ними рвутся, и под приложенным давлением возникают новые, с частицами из поверхностных слоев второй заготовки. Так возникает чрезвычайно прочное соединение, превращающее детали в единое целое.
Работа с металлическими деталями
Высокой эффективностью отличается применение ультразвуковой сварки к деталям небольших размеров. Особенно удачно применяют метод в микроэлектронике и приборостроении.
Соединение металлов проходит при существенно более низких температурах, чем при использовании «горячих» сварочных технологий, таких, так электродуговая или газовая сварка. Это открывает широкие возможности для быстрого и надежного соединения компонентов, чувствительных к перегреву.
Кроме того, метод способен сварить пары металлов, с трудом соединяемые другими способами: Cu+Al, Al+ Ni и т.д.
Прочностные характеристики шва достигают 70% от значений для исходного сплава.
Метод также позволяет сваривать металл, пластик, керамику, композиты, стекло в любых комбинациях. Применим он и к тугоплавким сплавам.
Преимущества и недостатки при работе с пластиками
При работе с пластмассами существуют следующие достоинства метода:
- высокая производительность;
- низкая себестоимость операции;
- герметичность швов на толстостенных заготовках;
- отсутствие необходимости в подготовке поверхности;
- отсутствие перегрева;
- отсутствие электрических наводок и электромагнитного излучения;
- совместимость операции с другими операциями технологического процесса, напыления, разреза в других плоскостях и т.п.;
- универсальность по типам пластиков;
- отсутствие расходных материалов и химикатов.
- эстетичность и малозаметность шва.

Ультразвуковая сварка пластмасс
Выделяют и недостатки:
- Малая мощность излучателя заставляет подводить энергию с двух сторон.
- Сложность контроля качества шва.
Качество соединения стильно зависит от точности подбора и стабильности параметров установки во время работы.
Особенности сваривания полимеров с использованием ультразвука
Для соединения пластмасс ультразвуком используется специализированное оборудование. Его основные компоненты следующие:
- Рама, на которой закреплены все основные узлы и детали.
- Блок питания.
- Система управления.
- Генератор ультразвука
- Привод давления.
- Преобразователь колебаний.
- Сварочная головка.
В промышленных моделях существует также рабочий стол с механизмом подачи деталей.
Используемое оборудование
Учитывая высокую стоимость аппарата УЗ-сварки, многие домашние мастера подумывают о самостоятельном изготовлении установки. К сожалению, это не сварочный трансформатор и даже не выпрямитель, и для проектирования и создания аппарата потребуются серьезные знания и навыки в области акустики и электроники. Кроме того, для изготовления деталей излучателя и волновода нужны станки высокого класса точности, недоступные в домашних условиях.

Пресс для ультразвуковой сварки
Оборудование для ультразвуковой сварки разделяют на три категории:
- точеное;
- шовное;
- шовно–шаговое.
Диапазон мощности — 50 ватт до 2 киловатт, рабочая частота в районе 20-22 килогерц
Основной узел установки ультразвуковой сварки — генератор колебаний и преобразователь электрических колебаний в механические той же частоты.
Механические колебания ультразвукового генератора преобразуются магнитострикционным преобразователем. Для отведения излишнего тепла используется водяная система охлаждения
Волновой трансформатор согласует параметры взаимодействия преобразователя и волновода. Он повышает частоту колебаний на выходе волновода.
Волновод транспортирует энергетический поток к месту сваривания. На его рабочем окончании смонтирована сменная сварочная головка. Ее геометрические параметры выбирают, исходя из материала заготовки, его толщины и вида шва. Так, для приваривания выводов микросхем берут головку, заканчивающуюся тонким жалом.

Опорная рама служит для размещения всех узлов и деталей. На ней также монтируется механизм перемещения заготовки или головки волновода.
Параметры сварочного оборудования
Чтобы получить прочный и долговечный шов, необходимо точно рассчитать и тщательно соблюдать параметры работы аппарата. Они зависят от типа материала заготовок, его толщины, требований к прочности шва. Точная настройка параметров для каждого нового изделия проводится в лабораторных условиях, с многократными испытаниями на разрушение соединения. Наилучшее сочетание параметров фиксируется и используется в производственном процессе.
К основным параметрам относят:
- Амплитуда колебаний. Определяет поток энергии и время операции.
- Усилие прижима. От него зависит прочность шва.
- Частота работы генератора.
- Статическое давление. Определяется амплитудой механических колебаний.
- Продолжительность и скважность импульсов. Также определяет продолжительность операции.
К вспомогательным параметрам относят температуру начального прогрева для заготовок большой толщины, возвышение сварной головки над заготовкой и некоторые другие.

Установка для точечной сварки ультразвуком
Выделение тепла при сварке ультразвуком
Тепло, выделяющееся при проведении сварочных работ, образуется вследствие пластических деформаций, а также механического трения свариваемых поверхностей. Температура нагрева не является неизменной, она определяется физико-механическими характеристиками: твердостью, теплоемкостью и теплопроводностью. Влияет также и пространственная конфигурация заготовок. Влияние этого тепла на протекание технологического процесса незначительно.
Возможности ультразвука
Использование ультразвука дает возможность прочно и долговечно соединять различные, даже сильно отличающиеся друг от друга материалы толщиной от нескольких микрон до нескольких миллиметров. При использовании ультразвука к минимуму сводятся искажения формы свариваемых заготовок.
Использование точечных швов дает возможность с высокой скоростью выполнить соединение на больших площадях. Шаг точек подбирается исходя из толщины заготовок и требований к прочности шва. В областях изделия, подвергающихся высоким напряжениям, шаг уменьшают. Применение роликовых насадок на излучатель позволяет выполнять сплошные герметичные швы любой конфигурации. Такие соединения применяются в упаковочных изделиях и надувных конструкциях.
Листовые и пленочные заготовки соединяют внахлест. Для заготовок в форме стрежней применяют тавровые швы.
Ограничены возможности метода по работе со сверхтонкими материалами. Вследствие высокой скорости работы, экологической безопасности и обеспечения нормальных условий труду персонала, популярность ультразвука продолжает расти.
Сферы использования ультразвуковой сварки
Области применения ультразвука для создания сварных соединений определяются исходя из характерных особенностей технологии:
- соединяемые материалы должны быть пластичными;
- их размеры ограничены, прежде всего — толщина;
- температура нагрева намного ниже, чем при использовании «горячих» сварочных технологий.
Применение ультразвуковой сварки в производстве стройматериалов Использование ультразвуковой швейной машины
Технология проучила широкое распространение в следующих областях:
- приборостроение;
- электроника;
- производство пластиковых оболочек;
- выпуск пластмассовых изделий.
Применяется метод и в других отраслях для присоединения малогабаритных деталей к крупным.
Ограничения
Основное ограничение, накладываемое на применимость технологии – это размер свариваемых заготовок. Он ограничен 25-30 см. Это обуславливается малой мощностью генератора и высоким затуханием и рассеянием ультразвуковых колебаний в твердой среде. При прямом увеличении мощности и амплитуды колебаний потребуется непропорциональное увеличение размеров установки и потребляемой мощности. Это сведет на нет все экономические преимущества метода.
Кроме того, материалы, свариваемые ультразвуком, должны иметь минимальную влажность, причем ка на поверхности, таки по всему объему. Если этого невозможно добиться, то следует использовать другие технологии.

Процесс ультразвуковой сварки металла
Использование сваривания ультразвуком не имеет экономического смысла и для толстостенных изделий.
Читайте также: