Упрочнение металла при его деформировании называют
Обновлено: 18.05.2024
Деформацией называется изменение размеров и формы тела под действием приложенных сил. Деформация делится на упругую и пластическую.
Упругая деформация. Упругой деформацией называют деформацию, влияние которой на форму, структуру и свойства тела полностью устраняется после прекращения действия внешних сил. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла; под действием приложенной нагрузки происходит только незначительное относительное и полностью обратимое смещение атомов.
Пластическая деформация. При возрастании касательных напряжений выше определенной величины (предел или порог упругости) деформация становится необратимой. При снятии нагрузки устраняется лишь упругая составляющая деформации. Часть же деформации, которую называют пластической, остается.
Пластическая деформация в кристаллах может осуществляться скольжением и двойникованием. Скольжение (смещение) отдельных частей кристалла относительно друг друга происходит под действием касательных напряжений, когда эти напряжения в плоскости и в направлении скольжения достигают определенной критической величины (τк).
Схема упругой и пластической деформаций металла с кубической структурой, подвергнутого действию касательных напряжений, показана на рис. 18. Эта схема дает наглядное представление о смещении атомов в соседних плоскостях при сдвиге на одно межатомное расстояние.
Скольжение в кристаллической решетке протекает по плоскостям, и направлениям с наиболее плотной упаковкой атомов где величина сопротивлению сдвигу (τк) наименьшая, а сама величина τ значительна. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая.
Чем больше в металле возможных плоскостей и направлений скольжения, тем выше его способность к пластической деформации. Металлы, имеющие кубическую кристаллическую решетку, обладают высокой пластичностью, так как скольжение в них происходит во многих направлениях. Металлы с гексагональной плотноупакованной структурой менее пластичны и поэтому труднее, чем металлы с кубической структурой, поддаются прокатке, штамповке и другим способам деформации.
Процесс скольжения не следует, однако, представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений, в сотни или даже тысячи раз превышающих те, при которых в действительности протекает процесс деформации.
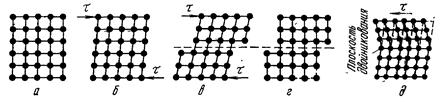
Рис. 18. Схема упругой и пластической деформации металла под действием напряжения сдвига:
а – первоначальный кристалл; б – упругая деформация; в – увеличение упругой и пластической деформации, вызванных скольжением, при нагружении, большем предела упругости; г – напряжения, обусловившие появление сдвига (после сдвига сохранилась остаточная деформация); д – образование двойника.
Рис. 19. Движение краевой дислокации, приводящее к образованию ступеньки единичного сдвига на поверхности кристалла:
а – схема движения дислокации; б – краевая дислокация в кристаллической структуре; в – дислокация переместилась на дно; г – на два межатомных расстояния в решетке под влиянием приложенного напряжения; д – выход дислокации на поверхность и появление сдвига.
Скольжение осуществляется в результате перемещения в кристалле дислокаций, что показано на рис. 19. Чтобы дислокация из исходного положения 1 переместилась в соседнее положение 14, не нужно сдвигать всю верхнюю половину кристалла на одно межатомное расстояние.
Достаточно, чтобы произошли следующие перемещения атомов: атом 1 в положение атома 2, атом 3 — в 4, атом 5 — в 6, атом 7 — в 8, атом 9 — в 10, атом 11 — в 12, атом 13 — в 14, атом 15 — в 16 и атом 17 — в 18. Также смещаются атомы не только в плоскости чертежа, но и во всех атомных слоях, параллельных этой плоскости.
Незначительные перемещения атомов в области дислокации приводят к перемещению дислокаций на одно межатомное расстояние.
Следует иметь в виду, что перемещение дислокаций, образовавшихся в процессе кристаллизации, ограничено. Большие деформации возможны только вследствие того, что движение этих дислокаций вызывает появление или размножение большого количества новых дислокаций в процессе пластической деформации.
Двойникование. Пластическая деформация некоторых металлов, имеющих плотноупакованные решетки К12 и Г12, помимо скольжения, может осуществляться двойникованием, которое сводится к переориентировке части кристалла в положение, симметричное по отношению к первой части относительно плоскости, называемой плоскостью двойникования. Двойникование подобно скольжению сопровождается прохождением дислокаций сквозь кристалл.
При большой деформации в результате процессов скольжения зерна (кристаллиты) меняют свою форму. До деформации зерно имело округлую форму, после деформации в результате смещений по плоскостям скольжения зерна вытягиваются в направлении действующих сил τ, образуя волокнистую или слоистую структуру. Одновременно с изменением формы зерна внутри него происходит дробление блоков и увеличение угла разориентировки между ними.
Текстура деформации. При большой степени деформации возникает преимущественная кристаллографическая ориентировка зерен. Закономерная ориентировка кристаллитов относительно внешних деформирующих сил получила название текстуры (текстура деформации).
Наклеп. С увеличением степени деформации свойства, характеризующие сопротивление деформации (σв, σт, НВ и др.), повышаются, а способность к пластической деформации — пластичность (δ и φ) уменьшается. Это явление роста упрочнения получило название наклепа. Упрочнение металла в процессе пластической деформации (наклеп) объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов).
Все дефекты кристаллического строения затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность. Наибольшее значение имеет, увеличение плотности дислокаций, так как возникающее при этом взаимодействие между ними тормозит дальнейшее их перемещение. В результате деформации уменьшается плотность, сопротивление коррозии и повышается электросопротивление. Холодная деформация ферромагнитных металлов, например железа, повышает коэрцитивную силу и уменьшает магнитную проницаемость.
Свойства пластически деформированных металлов.
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства — электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5-10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (например, плотность дислокаций возрастает до 10 9- 10 12 см -2 ) и на упругие искажения решетки. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации (рис. 20).
При деформировании увеличиваются прочностные характеристики (твердость;σв; σ0,2; σупр) и понижаются пластичность и вязкость (δ; φ; ан). Металлы интенсивно наклепываются в начальной стадии деформирования, после 40%-ной деформации механические свойства меняются незначительно. С увеличением степени деформации предел текучести растет быстрее предела прочности (временного сопротивления).
Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается.
Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5-3 раза, а предел текучести — в 3-7 раз при максимально возможных деформациях. Металлы с ГЦК-решеткой упрочняются сильнее металлов с ОЦК-решеткой. Среди сплавов с ГЦК-решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (например, интенсивно наклепываются аустенитная сталь; алюминиевая бронза с 7% А1; никель; а алюминий упрочняется незначительно).
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости. Понижение пластичности при наклепе используют для улучшения обрабатываемости резанием вязких и пластичных материалов (сплавов алюминия, латуней и др.).
Влияние нагрева на структуру и свойства холоднодеформированных металлов.
Неравновесная структура, созданная холодной деформацией у большинства металлов устойчива при комнатной температуре. Переход металла в более стабильное состояние происходит при нагреве. Процессы, происходящие при нагреве подразделяют на две основные стадии: возврат и рекристаллизацию; обе стадии сопровождаются выделением теплоты и уменьшением свободной энергии. Возврат происходит при относительно низких температурах, рекристаллизация — при более высоких.
Возвратом называют все изменения тонкой структуры и свойств, которые не сопровождаются изменением микроструктуры деформированного металла, т. е. размер и форма кристаллов при возврате не изменяются.
Рекристаллизацией называют зарождение и рост новых кристаллов с меньшим количеством дефектов строения; в результате рекристаллизации образуются совершенно новые, чаще всего, равноосные кристаллы.
Возврат. Стадию возврата, в свою очередь, разделяют на две возможные стадии: отдых и полигонизацию. Отдых при нагреве деформированных металлов происходит всегда, а полигонизация развивается лишь при определенных условиях.
Отдыхом холоднодеформированного металла называют стадию возврата, при которой вследствие перемещения атомов уменьшается количество точечных дефектов, в основном вакансий; в ряде металлов, таких как алюминий и железо, отдых включает также переползание дислокаций, которое сопровождается взаимодействием дислокаций разных знаков и приводит к заметному уменьшению их плотности. Перераспределение дислокаций сопровождается также уменьшением остаточных напряжений.
Отдых вызывает значительное уменьшение удельного электросопротивления и повышение плотности металла. Если при отдыхе уменьшается плотность дислокаций, то наблюдается уменьшение твердости и прочности металла (алюминий, железо); если плотность дислокаций при отдыхе не меняется, то отдых не сопровождается изменением механических свойств (медь, латунь, никель).
Полигонизация — это процесс разделения деформированных зерен металла на полигоны — области с малой плотностью дислокаций. Эти области называются блоками. Процесс полигонизации протекает в интервале температур отдых — рекристаллизация и заканчивается созданием блочной структуры.
Полигонизация приводит к дальнейшему снятию упругих искажений кристаллической решетки и более полному восстановлению физических свойств металла. Механические свойства его при этом изменяются незначительно. Текстура сохраняется, хотя и становится блочной.
Вслед за возвратом протекает рекристаллизация, заключающаяся в зарождении и росте новых неискаженных равноосных зерен (рис. 21).
При первичной рекристаллизациив деформированной среде зарождаются и растут равноосные зерна до тех пор, пока полностью не исчезнет текстура, созданная деформацией. Зародышами зерен являются отдельные энергетически выгодные блоки (центры рекристаллизации). После исчезновения текстуры металл приобретает равновесную мелкозернистую структуру.
Суммарная протяженность границ мелких зерен велика. Граничные зоны зерен представляют собой тонкие (в несколько атомных слоев) сильно искаженные области, так как здесь сопрягаются кристаллические решетки различно ориентированных стыкующихся зерен, сюда стекаются точечные дефекты и дислокации. Поэтому граничные зоны зерен и характеризуются высокими значениями энергии (поверхностной энергии), которая уменьшается за счет округления зерен и дальнейшего их роста путем фронтального перемещения граничных зон растущих зерен и поглощения мелких.
Атомы из мелких зерен диффундируют через границу в растущие зерна, отчего первые постепенно исчезают, а вторые разрастаются. В результате число зерен структуры металла уменьшается, а их размеры увеличиваются. Рост одних равноосных зерен за счет исчезновения других представляет собой собирательную рекристаллизацию.
Температура начала рекристаллизации зависит от многих факторов и прежде всего от степени деформации материала и содержания примесей в нем. Определено, что
где Трекр— абсолютная минимальная температура рекристаллизации; α — коэффициент, учитывающий вышеперечисленные факторы; Тпл — абсолютная температура плавления данного вещества.
Минимальная температура рекристаллизации железа и других металлов технической чистоты определяется по формуле А. А. Бочвара:
Термическая операция, заключающаяся в нагреве деформированного (текстурованного) материала до температуры выше Трекр, выдержке и последующем медленном охлаждении (в печи), называется рекристаллизационным отжигом.
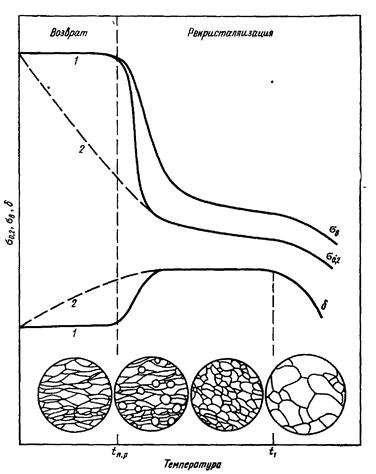
Рис. 21. Влияние нагрева на механические свойства и структуру металла, упрочненного деформацией.
Практически температура рекристаллизационного отжига выбирается выше расчетной (обычно на 200. 300°С), так как чем выше температура нагрева, тем быстрее протекает рекристаллизация, характеризующаяся, в частности, уменьшением твердости металла. Для железа и низкоуглеродистой стали температура рекристаллизационного отжига принимается равной 650. 700°С.
Для того чтобы в металле при нагреве протекала рекристаллизация, необходима его хотя бы минимальная предварительная холодная обработка (критическая степень деформации εкр для железа равна 5. 6 %, для малоуглеродистой стали — 7. 15, для меди — около 5, для алюминия — 2. 3 %).
При рекристаллизации после деформирования материала с εкр зерно растет в нем особенно сильно и может увеличиться по сравнению с исходным во много раз. Выбирая степень деформации и температуру рекристаллизационного отжига, можно получить в металле зерно нужного размера. Рекристаллизационный отжиг широко используют для управления формой и размерами зерен, текстурой и свойствами металлов и сплавов.
Создание текстуры и наклеп возможны только в случае холодного деформирования металла. Обработка давлением называется холодной, если она совершается при температурах ниже температуры рекристаллизации, горячей — при температурах выше температуры рекристаллизации.
При горячей обработке давлением одновременно с пластической деформацией металла протекает рекристаллизация, которая продолжается и после деформации до тех пор, пока температура металла не станет ниже Трекр. При этом в металлах не возникает текстура и они не наклепываются. Такая обработка широко используется при производстве горячекатаного стального полуфабриката различного профиля.
Наклеп и рекристаллизация
Как следует из диаграмм растяжения, при деформации сталей при комнатной температуре предел текучести увеличивается с ростом деформации, то есть материал в этих условиях упрочняется.
Упрочнение – изменение структуры и свойств металлического материала, вызванное пластической деформацией.
Наибольшую сопротивляемость пластическому деформированию должен оказывать металл с очень малой плотностью дислокаций r. По мере увеличения плотности дислокаций r сопротивление пластическому деформированию уменьшается (рис. 3.8).
Рис. 3.8. Зависимость сопротивления деформированию от плотности дислокаций
Это происходит до достижения некоторого критического значения плотности дислокаций rкр, когда начинается взаимодействие силовых полей, окружающих дислокации, что и вызывает увеличение сопротивления пластическому деформированию.
Следовательно, увеличение сопротивления пластическому деформированию можно получить двумя путями: наклепом металла, т. е. прямым повышением плотности дислокаций или доведением плотности дислокаций до очень малого значения.
Наклепом называется упрочнение металла при холодной пластической деформации. В результате наклепа прочность (σВ, σ0,2, твердость и др.) повышается, а пластичность и ударная вязкость (δ, ψ, КСU) уменьшаются. Упрочнение возникает вследствие увеличения числа дефектов кристаллической структуры, которые затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность.
Наклеп является одним из важнейших способов изменения свойств, особенно для сплавов, не упрочняющихся термической обработкой, и для металлов, обладающих пластичностью. Методы упрочняющего воздействия можно разделить на поверхностные (обкатка роликами, дробеструйная обработка) и сквозные (прокатка листов, волочение проволоки). Обработка металлов резанием также приводит к наклепу и изменению структуры в тонком поверхностном слое, что необходимо учитывать при последующей эксплуатации изделий.
Таким образом, пластические деформации вызывают повышение плотности дислокаций, искажение кристаллической решетки и приводят к увеличению напряжения, при котором возможны дальнейшие деформации.
Второй способ – создание металлов и сплавов с бездефектной структурой – является более прогрессивным. В настоящее время получают кристаллы небольших размеров (длиной 2–10 мм и толщиной 0,5–2,0 мкм), так называемые «усы», практически без дислокаций, с прочностью близкой к теоретической. Такие кристаллы нашли свое применение для армирования волокнистых композиционных материалов, в микроэлектронике и т. д.
Рис. 3.9. Текстура, возникающая при пластической деформации: а) исходная структура, б) текстура при растяжении, в) текстура при сжатии, г) текстура при сдвиге
При деформировании округлые зерна заменяются вытянутыми в направлении деформации, образуется так называемая текстура (textura – ткань, связь, строение) – анизотропная поликристаллическая или аморфная среда, состоящая из кристаллов или молекул с преимущественной ориентировкой. Текстуры могут быть осевыми – с предпочтительной ориентировкой элементов текстуры относительно одного особого направления, плоскими – с ориентировкой относительно особой плоскости и полными – при наличии особой плоскости и особого в ней направления (рис. 3.9). Текстура создает анизотропию свойств.
Упрочненный металл обладает повышенным запасом внутренней энергии, т. е. находится в неравновесном состоянии. Для приведения металла в равновесное состояние его необходимо нагреть. При нагреве наклепанного металла в нем протекают следующие процессы:
· частичное восстановление структурного совершенства в результате уменьшения точечных дефектов за счет увеличения подвижности атомов (избыточные вакансии и межузельные атомы взаимодействуют между собой, а также поглощаются дислокациями при перераспределении последних при нагреве) и снижение внутренних напряжений (процесс возврата);
· уменьшение плотности дислокаций за счет аннигиляция противоположных по знаку дислокаций и образование субзерен (полигонов), свободных от линейных несовершенств за счет выстраивания дислокационных стенок (процесс полигонизации);
· зарождение и рост новых равноосных зерен вместо ориентированной волокнистой структуры деформированного металла (процесс рекристаллизации).
Процесс рекристаллизации начинается с образования зародышей новых зерен и заканчивается полным замещением деформированного зерна мелкими равноосными зернами (первичная рекристаллизация), в результате чего полностью снимается наклеп, созданный при пластическом деформировании (снижаются прочность и твердость металла и увеличивается его пластичность), металл приобретает равновесную структуру с минимальным количеством дефектов кристаллического строения (рис. 3.10). Плотность дислокаций после рекристаллизации снижается с 10 10 –10 12 до
10 6 –10 8 см -2 .
Рис. 3.10. Изменение прочности, пластичности и зернистого строения
в процессе нагрева деформированного металла
При дальнейшем повышении температуры происходит увеличение размеров наиболее крупных зерен за счет присоединения мелких. С повышением температуры число крупных зерен постепенно растет, пока все мелкие зерна не окажутся присоединенными к крупным – процесс вторичной (собирательной) рекристаллизации.
Температуру начала рекристаллизации, при которой протекает рекристаллизация, происходит разупрочнение холоднодеформированного металла и восстановление его пластичности, называют температурным порогом рекристаллизации ТПР.
Эта температура не является постоянной физической величиной, как, например, температура плавления. Для данного металла (сплава) она зависит от длительности нагрева, степени предварительной деформации, величины зерна до деформации и т. д. Температурный порог рекристаллизации снижается с повышением степени деформации, увеличением длительности нагрева или уменьшением величины зерна до деформации.
Температура начала рекристаллизации ТПР для технически чистых металлов составляет примерно 0,4ТПЛ, для чистых металлов снижается до (0,1–0,2)ТПЛ, а для сплавов возрастает до (0,5–0,6)ТПЛ.
Механическое упрочнение поверхности
Упрочнение металла под действием холодной пластической деформации называется наклепом или нагартовкой. При этом изменяется строение металла: искажается кристаллическая решетка и деформируются зерна, т. е. из равноосных они превращаются в неравноосные (в виде лепешки, блина, рис. 1). Это сопровождается увеличением твердости и прочности в 1,5 – 3 раза. Возникающие в наклепанном слое напряжения сжатия повышают сопротивление усталости. Упрочнение поверхности пластическим деформированием повышает надежность работы деталей, снижает чувствительность к концентраторам напряжений, повышает сопротивление изнашиванию и коррозионную стойкость, устраняет следы предыдущей обработки.
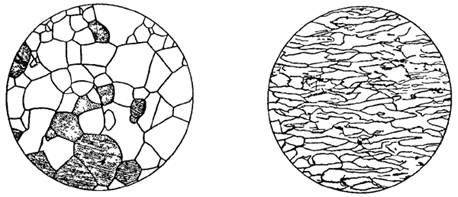
Рис. 1. Влияние пластической деформации на микроструктуру металла:
а – до деформации; б – после деформации
Большинство операций упрочнения могут выполняться на универсальных металлорежущих станках (токарных, строгальных, сверлильных) с использованием простых по конструкции приспособлений. Эти операции упрочнения наиболее эффективны для металлов с твердостью до НВ250 – 280.
Накатка роликами и шариками – операция, при которой стальной закаленный ролик (шарик), обкатывая упрочняемую поверхность при заданной нагрузке (нажатии), деформирует, т. е. сминает поверхностный слой металла на определенную глубину (рис. 2). Происходит упрочнение – наклеп. Глубина упрочненного слоя – 0,5 – 2,0 мм. Этим методом в основном упрочняются детали типа тел вращения (валы, оси, гильзы) или имеющие значительные по размерам плоские поверхности.
Дробеструйная обработка – операция, при которой частицы твердого металла (дробь), вылетая из дробемета с большой скоростью (90 – 150 м/с), ударяют по упрочняемой поверхности, и происходит ее наклеп. Прочность, твердость и предел усталости повышаются. Толщина упрочненного слоя составляет 0,2 – 0,4 мм. Дробеструйному наклепу подвергают пружины, рессоры, зубчатые колеса, валы торсионные и т. п. Например, рессорные листы после термообработки перед сборкой в пакет подвергают дробеструйному наклепу, что значительно увеличивает срок службы рессоры (в три – пять раз).
Дробеструйная обработка является конечной технологической операцией для деталей после механической и термической обработки. Оборудованием являются дробеметы. Наиболее распространены механические дробеметы, имеющие большую производительность. Дробь – частицы шарообразной формы из твердой стали или белого чугуна. Дробеструйная обработка нормализованной стали марки 20 увеличивает твердость на 40 %, а стали марки 45 – на 20 %; остаточное напряжение сжатия в поверхности – до 80 МПа.
Рис. 2. Схемы обкатывания (а, б) и раскатывания (в, г) поверхностей
Дробеструйную обработку применяют как эффективный метод повышения выносливости изделий из кованой и литой стали, для упрочнения высокопрочных чугунов.
Эти методы упрочнения наиболее распространены в машиностроении. Кроме них используются вибронакатывание (рис. 3), калибровка отверстий (рис. 4), алмазное выглаживание и др.
Наклеп и нагартовка металлов
Нагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1.

Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1]
Наклеп и нагартовка
В русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка». Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу. Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла.
Предел текучести и наклеп
Одной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически.
При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений.
Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений.
Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2).

Рисунок 2.1 – Увеличение предела текучести металла после его нагружения выше предела текучести
Что такое наклеп металла
Атомы, решетка, дислокации
Металлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки.
Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением.

Рисунок 2.2 – Нагартовка алюминия [6]
Типичными процессами холодной обработки металлов давлением являются:
- холодная ковка (рисунок 2)
- холодная прокатка (рисунок 3)
- холодное прессование (экструзия) (рисунок 4)
- волочение (рисунок 5)

Рисунок 3 – Ковка металла

Рисунок 4 – Прокатка металла

Рисунок 5 – Прессование металла

Рисунок 6 – Волочение металла
Уменьшение плотности металла
При наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы.
Остаточные напряжения
Наружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин.
Полезный наклеп
Наклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное. Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь. Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка.
Стандарты о наклепе и нагартовке
Отечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные».
Вредный наклеп
Нежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию. Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой.
Когда «наклеп», а когда «нагартовка»?
Учитывая выше изложенное, делаем два «смелых», но естественных вывода.
Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное и вредное, умышленное и неумышленное.
Нагартовкой называется только полезное деформационное упрочнение изделий, которое умышленно применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно.
Что такое холодная деформация
Холодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время. По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна. Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления.
Что такое горячая деформация
В отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием. Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой.
Деформируемые алюминиевых сплавов
С металлургической точки зрения все серии деформируемых алюминиевых сплавов разбиваются на две большие группы:
- деформационно-упрочняемые сплавы
- сплавы, упрочняемые термической обработки (старением).
Строго говоря, все металлы и сплавы могут деформационно упрочняться. Однако, в области металлургии алюминия, это наименование относится к сплавам только тех серий, которые не могут упрочняться термической обработкой, то есть старением.
Нагартовка деформационно-упрочняемых сплавов
Модификация структуры
К этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом.
Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях.

Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083 [4]
Механические свойства
Деформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6).

Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства:
предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3]
Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом.
Cмягчающий отжиг
Упрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7):
- частичным: это – cмягчающий или неполный отжиг;
- полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8).

Рисунок 7 – Изотермические кривые отжига сплава 5754 [3]

Рисунок 8 – Изменение твердости и структуры при отжиге [3]
Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом.
Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок 9.1). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка».

Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3]
Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным).
Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (H2X), чем в «чисто» нагартованном металле (H1X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3].

Рисунок 9.2- Различие нагартованных состояний H14 и H24 [5]
Нагартовка термически упрочняемых сплавов
Для термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке.
В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2].
Влияние температуры нагартовки
Характеристики нагартовки алюминиевых сплавов сильно зависят от температуры. Деформационное упрочнение значительно сильнее происходит при криогенных температурах, чем при комнатной температуре. При повышенных температурах характеристики нагартовки зависят как температуры, так и от скорости деформации. Деформационное упрочнение снижается с повышением температуры обработки до тех пор, пока температура не достигнет величины, выше которой не происходит нагартовки из-за динамического возврата и рекристаллизации. Динамический возврат приводит к формированию зубзеренной структуры, которая аналогична той, которая возникает при нагреве предварительно наклепанного металла. Субзеренная структура также до некоторой степени повышает прочность алюминиевых сплавов [2].
3. Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004.
4. Aluminium in Commercial Vehicle – European Aluminium Association – 2011
Деформация металла: виды, описание процессов

Деформация металла происходит под воздействием силы, прилагаемой человеком или им же, но при помощи станка. Она может быть направлена снаружи и изнутри. В результате происходит сжатие металла, его растяжение, изгиб или кручение.
Процессы деформирования металла изучаются в таких областях науки, как кристаллография, материаловедение, физика твердого тела. Специалисты анализируют причины деформации и предлагают варианты по их исключению во время рабочего процесса. Это позволяет избежать большого количества брака.
Упругая и пластическая деформация металлов
Деформация металла бывает нескольких видов и зависит от того, как реагирует металл на приложенное к нему усилие.
Расстояние между атомами может увеличиваться под действием сил растяжения или уменьшатся, когда на металл влияют силы сжатия. В каждом из этих случаев атомы выходят из состояния равновесия, следовательно, изменяется баланс сил притяжения и электростатического отталкивания.

Однако после того, как нагрузка снимается, все процессы либо приходят в норму и кристаллы возвращаются к своим начальным параметрам и форме, либо так и остаются в измененном состоянии.
Вид деформации, исчезающей после устранения нагрузки, называется упругой. В результате такой нагрузки атомы смещаются незначительно, что не приводит к изменению свойств и структуры металла.
Если следы внешнего воздействия остаются и процесс деформации металла носит необратимый характер, речь идет о пластической деформации.
Причиной деформации металла может стать даже незначительное напряжение. При этом в начале воздействия и до определенных значений прилагаемых усилий деформации всегда бывают упругими. Прочность, пластичность и упругость – это основные механические свойства металла.
Разнообразие способов изготовления изделий в результате обработки давлением зависит от показателя пластичности. Данные способы основаны на характеристиках пластической деформации.
Такое качество, как повышенная пластичность металлов, определяет их сниженную степень чувствительности к концентраторам напряжения. Следовательно, при использовании разных металлов в производстве необходимо проводить их сравнительный анализ по данному показателю, а также контролировать качество материалов в процессе работы.
Параметры изделия под действием напряжения могут меняться. Это результат воздействия на него сил, прилагаемых извне, приводящих к напряжению или сжатию, а также фазовых преобразований и физико-химических процессов, являющихся следствием изменения объема детали.
Поскольку сила, действующая на металл, может возникать под разным углом, напряжение металла будет характеризоваться как нормальное или касательное. Появившаяся в итоге деформация может оказаться пластической и упругой. Пластическая деформация металлов и сплавов связана с действием касательных напряжений.
Особенности упругой деформации металла
Каждый металл имеет свои пределы упругости. От величины упругости зависит то, насколько сможет изменить форму и свойства детали прилагаемая сила. Процессы деформации металлов проходят по-разному.
Для того чтобы охарактеризовать способность металла противостоять растяжению и сжатию, используется специальный показатель, который называется модулем Юнга, или модулем продольной упругости.

Металлы с высоким модулем продольной упругости относятся к категории эластичных. Они способны вернуться в свое исходное состояние после того, как напряжение исчезнет. Возникшая нагрузка вызывает лишь незначительное и обратимое смещение атомов или поворотов блоков кристалла.
Таким образом, упругая деформация не приводит к заметным изменениям в структуре эластичного металла.
Например, рассматривая процесс изгиба стального листа, можно следующим образом описать механизм деформации металла: изначально существующие связи сжимаются и растягиваются, но процент возникших изменений не приведет к относительному перемещению атомов. Упругая деформация обеспечит восстановление связей между ними после того, как напряжение будет устранено. Однако результат воздействия напряжения может проявиться спустя некоторое время.
Свойства эластичных металлов могут быть изменены или утрачены при возникновении определенных условий. Пластичность материала уменьшится, он станет хрупким и уязвимыми. Так, при резких перепадах температур свои пластические свойства теряет олово.
Встречаются случаи аллотропических превращений, когда белое β-олово переходит в состояние серого α-олова и материал рассыпается. Изменения также могут произойти в результате контакта с металлом определенных химикатов, воздействие которых также негативно сказывается на свойствах упругости.
Повысить уровень эластичности можно за счет увеличения количества углерода. Например, для того чтобы обеспечить необходимые характеристики автомобильных рессор, для их изготовления используют специальные марки стали, соответствующие ГОСТ 14959-2016, содержание углерода в которых 0,62–0,70 %. Если необходима сталь с более высокой упругостью, выбирают марки с повышенным содержанием марганца и кремния.
Виды пластической деформации металла
В соответствии с теорией дислокации приложенная к кристаллам нагрузка приводит к тому, что смешение их частей относительно друг друга фиксируется не по всей площади скольжения. Оно возникает в месте дефекта кристалла и продвигается при меньшем усилии, приложенном извне, чем при единовременном скользящем движении целого блока атомов.

Теоретические и фактические значения напряжений часто не совпадают. Разница между ними может быть очень существенной. Для меди она составляет от 1540 МПа до 1 МПа, а для железа от 2300 МПа до 29 МПа. В качестве причины такого расхождения можно назвать имеющиеся в материале структурные дефекты, вблизи которых происходит первоначальная локализация сдвига. Впоследствии появившийся сдвиг начинает распространяться и двигается совместно с дефектом.
Плотноупакованные плоскости кристаллической решетки чаще всего становятся местами появления дислокаций. Усиление нагрузки приводит к тому, что в движение приходят дислокации плоскости скольжения с максимальными касательными напряжениями.
Пластическое течение начинается при определенном условии: касательное напряжение должно быть выше уровня критического значения, величина которого определяется первоначальной структурой деформируемого металла. Определить количественные и качественные параметры процесса пластической деформации металла можно, зафиксировав учет историй его деформирования.
Определить вид пластической деформации металлов можно исходя из того, каким образом двигаются кристаллы под воздействием приложенных усилий. Их движение может носить характер скольжения и двойникования.
Процесс скольжения
Данный вид пластической деформации идеального кристалла можно рассматривать как основной. Скольжение происходит в тех плоскостях, где присутствует самая высокая плотность расположения атомов. Движение направлено туда, где расстояния между атомами самые близкие.
Количество плоскостей может быть разным. Так, в гексагональной решетке такая плоскость представлена в единственном числе. Она располагается в основании, где присутствует максимальное количество атомов. Металлы, имеющие такую решетку, не отличаются высокой степенью пластичности.
Несколько плоскостей можно насчитать в решетках кубической формы. Это обстоятельство положительно сказывается на пластичности материалов с таким строением.
Процесс пластической деформации металлов зарождается в конкретных плоскостях скольжения. Внешняя сила здесь должна быть направлена в определенное место и под определенным углом. Для того чтобы произошла пластическая деформация металлов и сплавов в результате растяжения или сжатия, плоскость должна располагаться по отношению к линии воздействия внешней силы под углом 45°.
Скольжение представляет собой сдвиговый деформационный процесс. Это можно подтвердить следующим экспериментом: нагрузить отполированный образец из моно- или поликристалла.
После достижения определенного уровня нагрузки на поверхности металла возникает сетка из линий скольжения, которые называют линиями Чернова – Людерса. Именно они позволят увидеть произошедший сдвиг между различными частями образца.
Процесс двойникования
Этот процесс представляет собой сдвиг некоторых областей кристалла в положение, соответствующее зеркальному отражению областей, оставшихся в прежнем виде. Возникающая в результате деформация металла может расцениваться как незначительная.
Разные механизмы двойникования могут способствовать появлению образований, которые:
- представляют собой зеркальную переориентацию структуры материнского кристалла в определенной плоскости;
- появляются вследствие поворота матрицы на определенный угол вокруг кристаллографической оси.
Данный вид пластической деформации характерен для кристаллов, которые имеют:
- гексагональную решетку (магний, кадмий, титан, цинк);
- объемно-центрированную решетку (железо, молибден, ванадий, вольфрам).
Расположенность к двойникованию возрастает параллельно с увеличением темпов деформации и снижением температур.
Такие металлы, как медь и алюминий, имеют гранецентрированную решетку, и двойникование в этом случае может быть следствием отжига заготовки, приведшего к ее пластическому деформированию.
Виды холодной деформации металла
Холодная деформация позволяет сохранить деформированную структуру материала, подвергшегося обработке давлением. Не утрачиваются при этом и последствия наклепа, то есть упрочнения металла при пластической деформации.

К основным способам холодной деформации металлов можно отнести:
- холодную прокатку;
- волочение;
- холодную листовую штамповку.
Эти способы холодной пластической деформации металлов относятся к категории энергетически затратных и сопровождаются высокой степенью износа рабочих инструментов, поэтому в чистом виде используются нечасто.
В процессе холодной деформации ухудшаются пластические свойства металлов, а их твердость при этом возрастает. Процесс изменения физических и механических свойств происходит из-за глубоких структурных преобразований. Твердый деформированный металл становится хрупким. Возрастает уровень его предрасположенности к коррозии, уменьшается электропроводность, повышается растворимость в кислотах и т. д.
Упрочнение металла при холодной деформации может стать следствием характерного для этого процесса явления, которое называется «наклеп». Возникает он самопроизвольно и всегда прямо пропорционален степени холодной деформации: чем она выше, тем больше наклеп. Но его устойчивость может быть обеспечена только при низких температурах.
Стадии разрушения металла в процессе деформации
Высокие напряжения усиливают процесс деформации и способствуют разрушению металлов, основной причиной которых являются трещины. После того как трещина зарождается, она начинает распространяться через сечения и в итоге происходит окончательное разрушение материала.
Зарождаются трещины в результате сосредоточения находящихся в движении дислокаций перед каким-либо препятствием, из-за чего напряжение достигает уровня, достаточного для того, чтобы металл начал трескаться. После того как размер трещины становится критическим, ее дальнейший рост происходит произвольно.
Острая и разветвленная трещина характерна для хрупкого разрушения. Она разрастается с огромной скоростью, и процесс протекает практически моментально. Хрупкое разрушение характеризуется очень маленькой энергоемкостью, при этом работа процесса распространения трещины почти нулевая.
Также трещины могут образоваться из-за транскристаллитного и хрупкого интеркристаллитного разрушения. В первом случае они распространяются по телу зерна, а во втором – по границам зерен.
В результате хрупкого разрушения образуется блестящий кристаллический излом с ручьистым строением, плоскость которого перпендикулярна нормальным напряжениям. Образовавшаяся трещина распространяется по нескольким параллельно расположенным плоскостям.
Вязкое разрушение возникает в результате среза, произошедшего под действием касательных напряжений, которому предшествует существенная пластическая деформация.
Тупая раскрывающаяся трещина характеризуется большой величиной пластической зоны, расположенной перед ней. Распространяется она медленно и имеет высокие показатели энергоемкости. Это связано с затратами энергии, необходимыми для образования поверхностей раздела. Поверхность излома неровная, матовая. Его плоскость расположена под определенным углом.
Чтобы определить степень пластичности металла, следует сопоставить пределы его прочности и текучести. Чем больше разница между ними, тем выше пластичность. У хрупких металлов эти показатели практически равны, а значит, процесс их разрушения почти не связан с пластической деформацией.
Совпадение пределов текучести и прочности может произойти и в случае нагрева металлов до высоких температурных значений.
Понимать причины и механизмы деформации и разрушения металлов крайне важно, ведь от этого зависит безопасность возводимых конструкций и надежность работы механизмов. Поэтому данный вопрос должен быть объектом постоянного изучения, в результате чего можно будет предупреждать возможные ошибки и просчеты, экспериментальным путем находить наилучшие варианты решений поставленных задач.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM
Читайте также: