Усадка металла при сварке расчет
Обновлено: 13.05.2024
Процесс, при котором в результате воздействия силы форма и размер твердого тела изменяют свою форму, называется деформацией. Различаются следующие ее виды:
– упругая, при которой тело восстанавливает исходную форму, как только действие силы прекращается. Такая деформация, как правило, бывает незначительной, например для низкоуглеродистых сталей она составляет не более 0,2 %.
– остаточная (пластическая), возникающая в том случае, если тело после устранения воздействия не возвращается в первоначальное состояние. Этот вид деформации характерен для пластичных тел, а также отмечается при приложении к телу очень значительной силы. Для пластической деформации нагретого металла, в отличие от холодного, требуется меньше нагрузки.
Степень деформации зависит от величины приложенной силы, т. е. между ними прослеживается прямо пропорциональная зависимость: чем больше сила, тем сильнее деформация.
Силы, которые действуют на изделие, делятся на:
– внешние, к которым относятся собственно вес изделия, давление газа на стенки сосуда и пр. Такие нагрузки могут быть статическими (не изменяющимися по величине и направлению), динамическими (переменными) или ударными;
– внутренние, возникающие в результате изменения структуры металла, которое возможно под воздействием внешней нагрузки или, например, сварки и др. Рассчитывая прочность изделия, внутреннюю силу обычно называют усилием.
Величину усилия характеризует и напряжение, которое возникает в теле в результате этого усилия. Таким образом, между напряжением и деформацией имеется тесная связь.
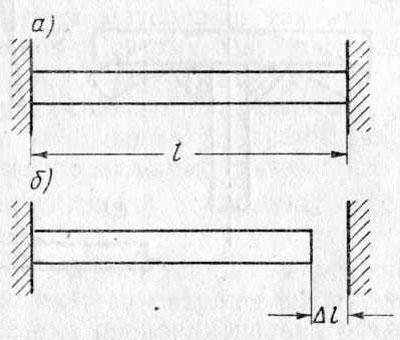
Относительно сечения металла действующие на него силы могут иметь разное направление. В соответствии с этим возникает напряжение растяжения, сжатия, кручения, среза или изгиба (рис. 3).
Рис. 3. Виды напряжения, изменяющие форму металла и сплава (стрелки указывают направление уравновешивающих сил): а – растяжение; б – сжатие; в – кручение; г – срез; д – изгиб
Появление деформации в сварных конструкциях объясняется возникновением внутренних напряжений, причины которых могут быть разными и подразделяются на две группы.
К первой относятся неизбежные причины, которые обязательно возникают в ходе обработки изделия. При сварке это:
1. Кристаллизационная усадка наплавленного металла. Когда он переходит из жидкого состояния в твердое, его плотность возрастает, поэтому изменяется и его объем (это и называется усадкой), например уменьшение объема олова в таком случае может достигать 26 %. Данный процесс сопровождается растягивающими напряжениями, которые развиваются в соседних участках и влекут за собой соответствующие им напряжения и деформации. Усадка измеряется в процентах от первоначального линейного размера, а каждый металл или сплав имеет собственные показатели (табл. 1).
Таблица 1. ЛИНЕЙНАЯ УСАДКА НЕКОТОРЫХ МЕТАЛЛОВ И СПЛАВОВ
Напряжения, причиной которых является усадка, увеличиваются до тех пор, пока не наступает момент перехода упругих деформаций в пластические. При низкой пластичности металла на наиболее слабом участке может образоваться трещина. Чаще всего таким местом бывает околошовная зона.
При сварке наблюдаются два вида усадки, которые вызывают соответствующие деформации:
а) продольная (рис. 4), которая приводит к уменьшению длины листов при выполнении продольных швов. При несовпадении центров тяжести поперечного сечения шва и сечения свариваемой детали усадка вызывает ее коробление;
Рис. 4. Продольная усадка и деформации при различном расположении шва по отношению к центру тяжести сечения элемента: а – при симметричном; б, в – при несимметричном; 1 – график напряжений; 2 – шов; ?L – деформация; b – ширина зоны нагрева; напряжение сжатия; + – напряжение растяжения; г – при несимметричном; 2 – шов
б) поперечная (рис. 5), следствием которой всегда является коробление листов в сторону более значительного объема наплавленного металла, т. е. листы коробятся вверх, в направлении утолщения шва. Фиксация детали воспрепятствует деформации от усадки, но станет причиной возникновения напряжений в закрепленных участках.
Рис. 5. Поперечная усадка и деформации: а – деформации до и после сварки; б – график распределения напряжения (О – центр тяжести поперечного сечения шва; напряжение сжатия; + – напряжение растяжения)
Величина деформаций при сварке зависит, во-первых, от размера зоны нагрева: чем больший объем металла подвергается нагреванию, тем значительнее деформации. Следует отметить, что для различных видов сварки характерны разные по размеру зоны нагрева и деформации, в частности при газовой сварке кислородно-ацетиленовым пламенем она больше, чем при дуговой сварке.
Во-вторых, имеют значение размер и положение сварного шва. Величина деформации тем существеннее, чем длиннее шов и больше его сечение, определенную роль играют также несимметричность шва и главной оси сечения свариваемого изделия.
В-третьих, если деталь сложна по своей форме, то швов на ней бывает больше, поэтому можно предположить, что напряжения и деформация обязательно проявятся.
2. Неравномерный нагрев свариваемых частей или деталей. Как известно, при нагревании тела расширяются, а при охлаждении – сужаются. При сварке используется сосредоточенный источник тепла, например сварочная дуга или сварочное пламя, который с определенной скоростью перемещается вдоль шва и поэтому неравномерно нагревает его. Если свободному расширению или сокращению мешают какие-либо препятствия, то в изделии развиваются внутренние напряжения. Более холодные соседние участки и становятся такой помехой, поскольку их расширение выражено в меньшей степени, чем у нагретых участков. Поскольку термические напряжения, ставшие следствием неравномерного нагревания, развиваются без внешнего воздействия, то они называются внутренними, или собственными. Наиболее важными являются те из них, которые возникают при охлаждении изделия, причем напряжения, действующие вдоль шва, менее опасны, поскольку не меняют прочности сварного соединения, в отличие от напряжений, перпендикулярных шву, которые приводят к образованию трещин в околошовной зоне;
3. Структурные трансформации, которые развиваются в околошовной зоне или металле шва. В процессе нагревания и охлаждения металла размер и расположение зерен относительно друг друга изменяются, что отражается на объеме металла и становится причиной возникновения внутренних напряжений со всеми вытекающими последствиями, представленными в первом пункте. В наибольшей степени этому подвержены легированные и высокоуглеродистые стали, предрасположенные к закалке; низкоуглеродистые – в меньшей. В последнем случае при изготовлении сварных конструкций это явление может не приниматься в расчет.
Вторую группу составляют сопутствующие причины, которые можно предупредить или устранить. К ним относятся:
– ошибочные конструктивные решения сварных швов, например небольшое расстояние между соседними швами, слишком частое пересечение сварных швов, ошибки в выборе типа соединения и др.;
– несоблюдение техники и технологии сварки, в частности плохая подготовка кромок металла, нарушение режима сварки, использование несоответствующего электрода и др.;
– низкая квалификация исполнителя.
Величина деформаций при сварке во многом определяется теплопроводностью металла. Между ними существует прямо пропорциональная зависимость: чем выше теплопроводность, тем более равномерно распространяется поток тепла по сечению металла, тем менее значительными будут деформации. Например, при сварке нержавеющей стали как менее теплопроводной возникают большие деформации, чем при сварке низкоуглеродистых сталей.
Напряжения и деформации, которые имеют место исключительно в ходе сварки, а по ее окончании исчезают, называются временными; а если они сохраняются после охлаждения шва – остаточными. Практическое значение последних особенно велико, поскольку они могут сказываться на работе детали, изделия, всей конструкции. Если деформации носят локальный характер (например, на отдельных участках появляются выпучины, волнистость и др.), то они называются местными; если в результате деформации терпят изменения геометрические оси и размеры изделия или конструкции в целом – общими.
Кроме того, деформации могут возникать как в плоскости изделия, так и вне ее (рис. 6).
Рис. 6. Некоторые виды деформации: а – в плоскости сварного соединения; б – вне плоскости сварного соединения; 1 – форма изделия до сварки; 2 – форма изделия после сварки
Для уменьшения деформаций и напряжений при сварке придерживаются следующих конструктивных и технологических рекомендаций:
1. При подборе материала для сварных конструкций руководствуются правилом: использовать такие марки основного металла и электродов, которые либо не имеют склонности к закалке, либо подвержены ей в наименьшей степени и способны давать пластичный металл шва.
2. Избегают закладывать в конструкциях (особенно в ответственных), тем более рассчитанных на работу при ударах или вибрации, многочисленные сварные швы и их пересечения, а также использовать короткие швы замкнутого контура, поскольку в этих зонах, как правило, концентрируются собственные напряжения. Чтобы снизить тепловложения в изделие или конструкцию, оптимальная длина катетов швов должна быть не более 16 мм.
3. Стараются симметрично располагать ребра жесткости в конструкциях и сводят их количество к минимуму. Симметричность необходима и при расположении сварных швов, так как это уравновешивает возникающие деформации (рис. 7), т. е. последующий слой должен вызывать деформации, противоположные тем, которые развились в предыдущем слое.
Рис. 7. Последовательность наложения сварных швов для уравновешивания деформаций
Эффективен и способ обратных деформаций (рис. 8). Перед сваркой в конструкции (как правило, швы в ней должны располагаться с одной стороны относительно оси либо на различных расстояниях от нее) вызывают деформацию, обратную той, что возникнет в ней при сварке.
Рис. 8. Сваривание гнутых профилей как пример применения обратной деформации
4. Ограничивают применение таких способов соединения, как косынки, накладки и др.
5. По возможности отдают предпочтение стыковым швам, для которых концентрация напряжений не столь характерна.
6. Предполагают минимальные зазоры на разных участках сварки.
7. В сопряжениях деталей предусматривают возможность свободной усадки металла шва при охлаждении в отсутствие жестких заделок.
8. Практикуют изготовление конструкций по секциям, чтобы потом сваривать готовые узлы. Если последние имеют сложную конфигурацию, то заготавливают литые и штампованные детали, чтобы снизить неблагоприятное воздействие жестких связей, которые дают сварные швы.
9. Выбирают технологически обоснованную последовательность (рис. 9) выполнения сварных швов, при которой допускается свободная деформация свариваемых деталей. Если, например, требуется соединить листы, то в первую очередь выполняют поперечные швы, в результате чего получают полосы, которые потом сваривают продольными швами. Такая очередность исключает жесткую фиксацию соединяемых частей листов и позволяет им свободно деформироваться при сварке.
Рис. 9. Оптимальная последовательность выполнения сварных швов при сварке листов: а – настила; б – двутавровой балки
Направление ведения сварного шва также имеет значение. Если вести его на проход либо от центра к концам, то в середине шва разовьются поперечные напряжения сжатия; если двигаться от краев к центру, то в середине шва не избежать появления поперечных напряжений растяжения, следствием которых будут трещины в околошовной зоне или самом шве (рис. 10).
Рис. 10. Напряжение в продольном сечении шва при сварке (– – напряжение сжатия; + – напряжение растяжения): а – на проход; б – от концов к центру
10. При соединении частей из металла значительной толщины (более 20–25 мм) применяют многослойную дуговую сварку, выполняя швы горкой или каскадом (рис. 11). Шов горкой накладывается следующим образом: первый слой имеет длину примерно 200–300 мм, второй длиннее первого в 2 раза, третий длиннее второго на 200–300 мм и т. д. Достигнув «горки», сварку продолжают в обе стороны от нее короткими валиками. Такой способ способствует поддержанию участка сварки в нагретом состоянии. В результате тепло распространяется по металлу более равномерно, что снижает напряжения.
Рис. 11. Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах): а – горкой; 1 – ось «горки»; 2 – толщина металла; б – каскадом
11. Помогает снизить коробление швов соединяемых конструкций и деталей выполнение швов в обратноступенчатом порядке (рис. 12). Для этого протяженные швы делят на части длиной 150–200 мм и сваривают их, ведя каждый последующий слой в направлении, обратном предыдущему слою, причем стыки следует размещать вразбежку. Причина таких действий заключается в том, что деформации в соседних участках будут противоположно направленными по отношению друг к другу и равномерными, поскольку металл будет прогреваться равномерно.
Рис. 12. Последовательность наложения обратнопоступательного шва
12. Рассчитывают адекватный тепловой режим сварки. Если при работе есть возможность перемещать изделие (деталь) или если основной металл предрасположен к закалке, тогда используют более сильный тепловой режим, благодаря чему объем разогреваемого материала возрастает, а сам он остывает медленнее. В определенных ситуациях (если сварка проводится при пониженной температуре воздуха, металл имеет большую толщину или является сталью, склонной к закалке, и др.) помогают предварительный или сопровождающий подогрев либо околошовной зоны, либо всего изделия. Температура, до которой следует довести металл, зависит от его свойств и составляет 300–400 °C для бронзы, 250-270 °C для алюминия, 500–600 °C для стали, 700–800 °C для чугуна и т. д.
Если сваривают жестко зафиксированные детали или конструкции, тогда применяют менее интенсивный тепловой режим и варят электродами, способными давать пластичный металл шва.
13. Осуществляют отжиг и нормализацию изделия или конструкции после окончания сварки (последнее полностью ликвидирует напряжения). При отжиге температуру стального изделия доводят до 820–930 °C, выдерживают (общее время составляет примерно 30 минут, длительная выдержка нежелательна, поскольку приводит к росту зерен) и постепенно охлаждают (на 50–75 °C в час), доводя температуру до 300 °C. Это дает ряд преимуществ: во-первых, шов приобретает мелкозернистую структуру с улучшенным сцеплением зерен, благодаря которой металл шва и околошовной зоны становится более пластичным, во-вторых, металл шва получается менее твердым, что имеет большое значение для последующей обработки резанием или давлением; в-третьих, это полностью снимает внутренние напряжения в изделии.
Основные отличия нормализации от полного отжига – более высокая скорость охлаждения, для чего температура, до которой нагревают изделие, на 20–30 °C превышает критическую, и то, что выдержка и охлаждение проводятся на воздухе.
14. Избегают планировать в изделиях и конструкциях сварные швы, неудобные для выполнения, например вертикальные, потолочные.
15. Обеспечивают минимальную погонную энергию, достижимую при высокой скорости сварки в сочетании с наименьшими поперечными сечениями швов.
16. Уменьшают число прихваток и их сечения.
17. Проковывают швы в холодном или горячем состоянии, что уменьшает внутренние напряжения и увеличивает прочность конструкции.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Техника безопасности при дуговой сварке и резке
Техника безопасности при дуговой сварке и резке Сварочные работы сопряжены с определенными факторами, которые могут быть опасными для здоровья человека. К ним относятся:– поражение электрическим током;– отравление токсичными газами и пылью;– ожоги расплавленным
Техника безопасности при газовой сварке и резке
Техника безопасности при газовой сварке и резке Газовая сварка и резка связаны с определенным риском, поэтому при их осуществлении необходимо строго соблюдать правила техники безопасности:1. До проведения работ надо внимательно прочитать инструкцию по применению
Последовательность проведения работ при холодной сварке
Последовательность проведения работ при холодной сварке Состыкуйте полотнища линолеума и тщательно очистите шов от пыли. Затем наденьте перчатки и наклейте на края полотнищ (по стыку) широкий односторонний скотч. Аккуратно прорежьте лезвием скотч над местом стыка
Последовательность проведения работ при холодной сварке Прирезанные края полотнищ линолеума отгибают до границы приклеенных участков и наклеивают по линии стыка на нижележащий слой клейкую с 2 сторон ленту шириной около 100 мм. Шпателем наносят мастику или клей на
Стабилизаторы напряжения
Стабилизаторы напряжения Поскольку пониженное или, напротив, повышенное напряжение в сети достаточно опасно для большинства электрических приборов, желательно приобрести стабилизатор напряжения. Он позволит защитить дорогостоящее оборудование от порчи. Ведь после
Установка стабилизатора напряжения
Установка стабилизатора напряжения Скачки напряжения в сети происходят достаточно часто. Такое явление вовсе не безобидно, поскольку может причинить серьезный вред имуществу и привести к пожару. Крайне чувствительна к подобным сбоям компьютерная и бытовая
Внутренние напряжения. Явление усадки при сварке
Как уже указывалось, напряжения в материале могут возникать не только в результате приложения внешних сил, но и вследствие тепловых (термических) воздействий. Известно, что при нагревании большинство тел расширяется.
Линейное удлинение при этом определяется уравнением
где ∆l— удлинение элемента;
α — коэффициент линейного расширения (при t ≈ 20° α = 0,000012, при t ≈ 300° α = 0,000018);
l — первоначальная длина элемента; t = t2 — t1 — разность температур.
Представим себе стержень, зажатый между абсолютно жесткими стенками. Начнем его нагревать до температуры ниже 600°. При такой температуре в стержне, который не сможет удлиниться, возникнут упругие напряжения, равные [смотрите формулу (2.II)]
а в стенках возникнут реактивные силы S, равные S = σF, где F — поперечное сечение стержня.
После прекращения нагревания стержень сохранит свою длину, а напряжение в стержне и реакции в стенках исчезнут. Если этот же стержень нагревать до температуры выше 600°, то развивающиеся в нем напряжения превзойдут предел упругости. Поэтому температуру около 600° для малоуглеродистых сталей называют температурой пластичности. После прекращения нагревания стержень получит остаточную деформацию — он укоротится.
Если бы стержень был закреплен в стенке и не мог укоротиться, то после остывания в нем появились бы напряжения растяжения.
Остаточная деформация после нагрева
Теперь представим себе пластинку, в середине которой производится разогрев путем наложения небольшого шва. Отдельные зоны или участки металла получат неравномерную деформацию, будучи нагреты до разных температур.
При этом участки, окружающие место сварки, сопротивляются развитию деформации, подвергаясь сжатию, в результате которого напряжения в них могут достигнуть предела текучести. При охлаждении нагретый металл стремится сократиться, но сокращается он как упругий материал.
Этому сокращению препятствуют более холодные участки. В результате внутри тела возникают напряжения, являющиеся следствием неравномерности распределения температуры в нем.
Эти напряжения уравновешиваются внутри самого тела, образуя в нем сжатые и растянутые зоны. Часто эти напряжения вызывают изменение формы тела (коробление) и приводят к такой деформации, при которой наступает состояние равновесия.
Деформации конструкции, появляющиеся в результате остывания после сварки, как правило, связаны с уменьшением размеров, поскольку сварные швы, остывая, сокращаются и стягивают прилегающие участки металла, причем в них появляются растягивающие напряжения. Эти деформации называются сварочными деформациям, или усадкой.
Различают усадку поперечную, т. е. усадку поперек шва и продольную, т. е. усадку вдоль сварного шва. Если швы в поперечном сечении элемента расположены несимметрично относительно нейтральной оси, продольная усадка ведет к выгибу элемента, трудно исправимому в производстве. Поэтому конструктивную форму с несимметричным расположением швов следует избегать.
Деформация элементов при сварке
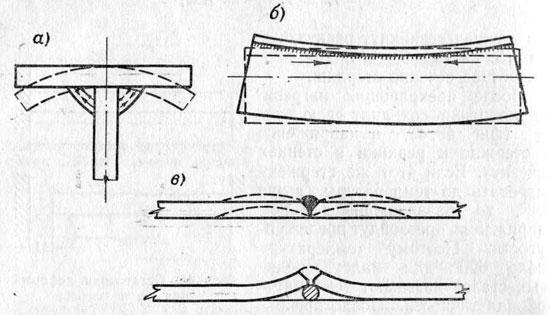
Особенно неблагоприятно сказывается на конструкции поперечная усадка; она почти в 10 раз больше, чем продольная. На фигуре, в показан поперечный стыковой шов. После сварки он не только стягивает листы, но и несколько выгибает их.
По перечная усадка стыкового шва пропорциональна площади сварного шва и может быть определена по формулам:
где δ — толщина свариваемого металла; α — угол раскрытия шва; b — величина зазора.
Если подлежащие сварке листы жестко закреплены по пери метру, то вследствие сопротивления закреплений в листах и шве после усадки появляются внутренние растягивающие напряжения. Эти напряжения достигают больших величин и могут при вести к образованию трещин.
Для пластичного материала значение внутренних напряжений не столь велико, так как по достижении в материале напряжений, равных пределу текучести, внутренние напряжения частично исчезают, и после первой же разгрузки конструкция работает вполне упруго.
Однако в условиях плоского напряженного состояния, способствующего появлению хрупкости (смотрите Неравномерное распределение напряжений), внутренние напряжения играют существенную роль и в пластическом материале, так как они могут привести к образованию трещин. Поэтому сварку по замкнутому контуру следует избегать, в особенности сварку тех швов, которые направлены поперек основных сил; если же конструкция ее предусматривает, то необходимо во время сварки замыкать контур со стороны более податливых связей.
Можно дать некоторые общие указания о способах борьбы со сварочными деформациями.
- Конструктивные мероприятия. Следует стремиться к общему уменьшению количества сварных швов, избе гая «лишних» швов. Поскольку усадка пропорциональна объему наплавленного металла, то минимальную толщину швов следует определять точно по прочности, не утолщая швы «в запас».
Швы в симметричной конструкции следует располагать симметрично или так, чтобы статические моменты площади наплавленного металла по обе стороны нейтральной оси были примерно равны. Нежелательно большое скопление швов в одной точке (пересечение швов) или близкое расположение параллельных швов.
Следует избегать замкнутых швов, а в случае необходимости их применения предусматривать достаточные свободные поверхности или длины для развития удлинений. Наконец, швы должны располагаться так, чтобы можно было обеспечить рациональную последовательность сварки, для чего составляется карта технологического процесса сварки с учетом применения специальных приспособлений для ручной или автоматической сварки.
В необходимых случаях предусматривается создание обратных деформаций (выгибов) или же определенная последовательность сварки с тем, чтобы создать предварительный выгиб.
В некоторых случаях полезно устраивать жесткие закрепления (при помощи прихваток или кондукторов).
При сварке на морозе, нельзя допускать вследствие снижения ударной вязкости как основного, так и наплавленного металла ударных воздействий на металл. При низкой температуре происходит быстрый отвод тепла от изделия, что приводит к большим остаточным деформациям.
Поэтому рационально металл подогревать до температуры, ощутимой рукой (70°), а также предусматривать мероприятия, обеспечивающие свободную усадку швов. Место сварки должно быть защищено от ветра, а для сварщика должны быть созданы благоприятные условия работы.
«Проектирование стальных конструкций»,
К.К.Муханов
Nothing found
It seems we can’t find what you’re looking for. Perhaps searching can help.
Деформация металла при сварке

Деформация металла при сварке – это явление, которое приводит к нарушению геометрии изделий и, следовательно, к браку продукции. Подобное может наблюдаться даже в работе опытных сварщиков. Соблюдение ряда правил позволяет снизить вероятность появления деформации и получить качественное и надежное соединение.
Существует множество причин возникновения деформации металла при сварке. О том, с чем они связаны, какие меры принимают для профилактики этого явления и что делают для исправления, читайте в нашем материале.
Причины деформации металла при сварке
Если на металлический предмет оказывается механическое воздействие, то в нем возникают напряжение и искажение. Первое характеризуется силой давления, оказываемой на единицу площади. Второе – нарушением габаритов и формы изделия из-за силового воздействия.

Напряжения появляются в деталях под влиянием практически любого усилия. Это может быть растягивание, изгиб, сжимание или резка. В ходе сварки следует внимательно следить за показателями как деформации, так и напряжения. Если превысить допустимые значения, то конструкция (частично или полностью) может разрушиться.
Рекомендуем статьи по металлообработке
Сварочные деформации возникают под влиянием различного рода напряжений, появляющихся внутри изделия. Основные причины их появления специалисты объединяют в две большие группы: основные, которые считаются неизбежными и постоянно появляются в ходе сварки, а также сопутствующие, устранение которых вполне возможно.
К основным причинам возникновения деформации и напряжения в ходе сварочных работ относят следующие:
- Структурные видоизменения, которые, влияя на металл, вызывают напряжения (растягивающие и сжимающие). Происходит это в ходе охлаждения деталей из легированных или высокоуглеродистых стальных сплавов. При этом размеры изделия, а также зернистая структура материала нарушаются. В итоге изначальный объем изменяется, что приводит к увеличению напряжения внутри детали.
- Неравномерный прогрев. Первичному нагреву в ходе сварочных работ подлежит только рабочая зона изделия. По мере увеличения температуры материал расширяется, воздействуя на мало прогретые слои металла. При прерывистом прогреве концентрация напряжений сварного шва достигает высоких значений. Ее показатель зависит от рабочей температуры, теплопроводности материала и уровня линейного расширения.
- Литейная усадка. Она происходит в ходе кристаллизации материала, характеризуется уменьшением объема металла, возникает из-за сварочного напряжения (продольного и поперечного), которое появляется в процессе усадки расплава.
Сварочное напряжение могут вызвать не только механические воздействия. Сплавам различных металлов вообще свойственны свои деформации и напряжения. Они делятся на временные и на остаточные. Пластичная деформация металла при сварке вызывает остаточные, не исчезающие и после остывания материала. Временные же возникают при сварке прочно закрепленной детали.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
К побочным или сопутствующим деформациям при проведении сварочных работ можно отнести:
- любые отклонения от нормативов в технологическом процессе – примером может быть плохая подготовка детали к сварке, неправильный выбор электрода, нарушение режима сварочного процесса и пр.;
- несоответствия и ошибки, допущенные в конструировании изделия, – это могут быть неверно выбранный тип шва, часто расположенные соединения, малый зазор между сварными швами и пр.;
- низкий профессионализм и небольшой опыт мастера.
Концентрацию напряжений в сварном шве может вызвать практически любая ошибка. Из-за них возникают технологические дефекты соединения: непровары, трещины, пузыри и прочий брак.
Виды деформаций металла после сварки
Существует несколько видов напряжений. Они отличаются временным интервалом (периодом действия), характером появления и прочими факторами.

Ниже представлена таблица возможных напряжений (какие встречаются и из-за чего появляются в сварном шве).
По причинам возникновения
Неравномерность прогрева, возникающая из-за перепада температуры при сварке
В случае нагрева металла выше максимально установленной температуры происходят изменения в структуре материала
По времени существования
Возникает в ходе фазовых видоизменений, но в процессе остывания уходит
Остается в деталях и после устранения причин возникновения
По задействованной площади
Имеющееся во всей конструкции
Проявляющееся исключительно в зернах структуры металла
Присутствующее в кристаллической решетке материала
По направленности воздействия
Появляется по линии шва
Размещается поперек оси соединения
По состоянию напряжения
Происходит только в одном направлении
Распространяется на два различных направления
Воздействие происходит по трем осям
В ходе сварочного процесса происходят следующие виды деформации:
- Местные и общие. При местных деформациях изменениям подвержены только части конструкции. Общие же деформируют изделие полностью и сразу, меняя его размеры и искривляя геометрическую ось.
- Временные и конечные. Остаточные (конечные) деформации остаются в изделии даже после его охлаждения, а временные появляются в отдельные моменты времени.
- Упругие и пластичные. При восстановлении формы и габаритов изделия по окончании сварки деформация считается упругой. При наличии постоянных дефектов – пластичной.
Материал может быть деформирован вне плоскости сварного изделия или внутри него.
Разнонаправленность сил, действующих относительно сечения материала, приводит к возникновению различных напряжений: сжатия либо изгиба, растяжения, кручения, среза.
Тестирование сварных швов и расчет деформаций металла при сварке
Швы обязательно проходят тестирование на надежность и прочность соединений. В ходе проверки проверяется также наличие дефектов. Это позволяет быстро обнаружить и устранить возникший в процессе сварки брак.

Существует несколько типов контроля, позволяющих найти изъяны:
- разрушающий – процесс, который часто используется на промышленных предприятиях, дает возможность провести проверку физических свойств шва;
- неразрушающий – включает внешний осмотр шва, ультразвуковую или магнитную дефектоскопию, капиллярный метод, проверку проницаемости и прочие методы.
Важным в изготовлении сварных конструкций является определение вероятных напряжений и деформаций в ходе работ. Причина заключается в том, что они изменяют форму и размер изделия, снижают его прочность, что приводит к изменениям в эксплуатационных качествах конструкции далеко не в лучшую сторону.
Необходимо проводить тщательный расчет деформаций и напряжений при различных процессах сварки, правильно запланировать последовательность операций для того, чтобы в результате на конструкцию воздействовало минимум напряжений, а количество дефектов стремилось к нулю.
Способы устранения деформации металла при сварке
Убрать деформацию материала, возникшую в ходе сварки, можно с помощью правки. Она бывает холодной механической, термомеханической и термической, включающей как местный, так и общий нагрев. Перед проведением последнего изделие жестко фиксируют в устройстве, оказывающем давление на изменяемые части конструкции. Затем оно размещается в разогревающей печи.

Суть термического метода заключается в сжимании металла при его охлаждении. Происходит процесс разогрева растянутого участка горелкой или дугой. При этом окружающий место разогрева материал должен оставаться холодным, что не дает значительно расшириться горячему участку. Далее при остывании изделия происходит постепенное выпрямление конструкции. Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Принцип холодной правки заключается в постоянном воздействии на изделие нагрузок. Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Сложно сказать, какой из методов является предпочтительным. Для каждого вида, места (снаружи или изнутри), особенностей деформации и напряжения, а также габаритов и формы изделия существуют свои способы их устранения. Важным являются трудозатраты и эффективность метода.
Способы избежать деформации металла при сварке
Устранение проблем значительно сложнее их предупреждения. Эта аксиома в равной степени относится и к сварке. Брак всегда приводит к дополнительным финансовым вложениям. Для его предотвращения необходимо сосредоточиться на мерах, помогающих бороться с деформациями и напряжениями.

Отвечая на вопрос о том, как избежать деформации при сварке листового металла или свести ее к минимуму, следует запомнить связь между причинами появления и мерами предупреждения. Следовательно, перед началом работ необходимо все тщательно рассчитать и подготовиться. Только после окончания данного этапа можно будет проводить сварку металлических конструкций.
Сила, приложенная к конструкции, прямо пропорциональна степени ее деформации. Значит, чем большая сила воздействует на изделие, тем значительнее его деформация.
- Сопроводительный и предварительный подогрев.
Данные виды разогрева способствуют улучшению качественных характеристик как самого сварного соединения, так и участков, расположенных в непосредственной близости от него. Кроме того, уменьшаются пластические деформации и остаточное напряжение. Этот метод чаще всего используют для сплавов, которые имеют склонность к закалке и появлению кристаллизационных трещин.
При протяженности более 1 000 мм шов разбивается на части длиной от 100 до 150 мм. Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения.
Проковке подлежит и нагретый, и холодный материал. Удар как бы разжимает металл в стороны. Тем самым снижается напряжение растягивания. Данный метод не используется на конструкциях, сделанных из металла, склонного к возникновению в нем закалочных структур.
Суть метода заключается в том, чтобы подобрать порядок, в котором нужно будет делать швы. Новый шов должен обязательно создать деформацию, которая будет противодействовать предыдущему. Этот способ часто применяется при сварке двусторонних соединений.
Сварка предваряется прочным и жестким креплением изделия в кондукторах. После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия.
Сварка без деформации металла может быть проведена с помощью термической обработки. При этом существенно улучшаются характеристики соединения и окружающего его металла, снижается напряжение внутри изделия и выравнивается структура шва. Отпуск, отжиг (состоящий из низкотемпературного или полного) и нормализация – это операции, составляющие термическую обработку металла.
Нормализация считается оптимальным способом обработки швов изделий, выполненных из низкоуглеродистых сталей.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Длина сварного шва

Длина сварного шва является одним из параметров, которые влияют на прочность всего соединения. Производя расчеты стыка, необходимо учесть множество факторов: вид металла, массу свариваемых частей, напряжения и т. д. Только после этого можно определять длину и другие характеристики.
В зависимости от типа деталей и способа их соединения подходы к расчету длины будут меняться. В нашей статье мы расскажем, как вычислить этот параметр, что влияет на расчеты и какие требования предъявляются в нормативных актах.
Требования к параметрам сварного шва
Чтобы все детали соединялись между собой в соответствии с нормой и согласно определенной технологии, необходимо конструктивно выполнить проектирование самого сварочного соединения.
Следует помнить, что чем меньше объем сварки в самой конструкции, тем меньше сварочные деформации при использовании швов наименьшей толщины. Данные показатели можно выяснить благодаря расчетам или конструктивным соображениям.
Для более качественного выполнения работы не следует допускать близкого расположения швов друг к другу и образования швами замкнутых контуров. Кроме того, стоит избегать поперечной ориентации швов в стержне, растягивающих напряжение в тех случаях, когда концы стержня фиксируются во избежание смещения при сварке.
Сварные стыки балок выполняются встык, без накладок. Возможно два варианта сварки:
- Двусторонняя с полным проплавлением.
- Односторонняя с подваркой корня шва или на прокладках.
При этом концы выводятся на технологические планки, обрезаются и зачищаются.
В таблице показаны назначения катета углового шва:

Катет углового шва не должен быть выше, чем 1,2t, где t – толщина самого тонкого элемента соединения.
Расчетная длина углового шва не должна быть меньше 4kf (4 катета сварного шва) и не менее 40 мм.
Нахлестка не должна быть менее 5 толщин самого тонкого из свариваемых элементов.
Самая большая величина фланговых швов не должна превышать 85βfkf, потому что фактическое напряжение по длине сварочного шва будет располагаться неравномерно и некоторые участки по краям могут испытывать перенапряжение, а участки в середине, наоборот, недонапряжение в сравнении с расчетным показателем. Это не относится к тем видам швов, в которых усилие возникает на всем протяжении, например, в поясных швах балок.
Сваривание слишком толстого и тонкого металла выполнять не рекомендуется, так как за счет напряжения тонкий металл может изогнуться.
Способы расчета длины сварного шва и прочих параметров соединения
При расчетах длины сварочного шва прежде всего необходимо исключить или минимизировать погрешность параметров, влияющие на прочность стыка. В первую очередь это показатель сжатия и растяжения металла. Для определения этого процесса понадобиться формула:

Yс – коэффициент, показывающий условия рабочего места. Этот показатель считается общепринятым и его можно найти в соответствующих таблицах. Необходимо подставить нужный показатель в формулу.
Rу – индекс сопротивления металла, который учитывает его текучесть. Его можно найти в специализированных справочниках.
Ru – второй показатель сопротивления металла. Его можно найти в справочниках.
N – показатель наибольшей допустимой нагрузки на стык.
T – значение самой тонкой толщины стенок свариваемых частей.
Lw - максимальная длина сварного шва. При расчетах данный параметр нужно уменьшить на 2t.
Rwу – сопротивление, которое зависит от максимальной прочности соединения.
При сварке разных металлов необходимо брать показатели Ru и Ry того металла, который будет менее прочным. Аналогичным образом поступают, когда нужно выполнить расчеты длины сварочного шва на срез.
При разработке металлоконструкций главное – учитывать не только требования и нормы безопасности сварного соединения, но и его допустимый уровень нагрузки. При необходимости создания нескольких сварных соединений важно правильно их распределить. Нагрузка при сварке должна быть распределена равномерно между каждым из стыков.

Параметры соединения рассчитываются путем математических вычислений. Если конечный результат оказался неудовлетворительным и неподходящим, то в конструктив нужно внести изменения, а потом пересчитать.
Допустимая длина сварочного шва на отрыв определяется с учетом силы, направленной к центру тяжести. Выбирается сечение с высокой степенью опасности и путем вычислений по данной формуле производят подсчет:

Вид металла в данном случае не будет влиять на прочность шва, а вот каждый показатель, представленный в формуле, будет. В ней:
N – максимальный показатель силы, оказывающий давление на стык.
ßf, ßz – коэффициенты из справочных таблиц, значение которых не будет зависеть от типа свариваемых металлов. Как правило, ßz = 1, а ßf = 0,7.
Rwf – значение сопротивления срезу. Берется этот показатель из справочников и таблиц ГОСТа.
Rwz – показатель сопротивления по линии сварочного шва. Значения можно найти в справочниках.
Ywf – поправочный коэффициент, показатель которого зависит от сопротивления металла. Например, если для металла показатель будет 4 200 кгс/см², то поправочный коэффициент будет равен 0,85.
С – коэффициент-показатель условий рабочей среды. Соответствующие значения можно найти в справочнике.
Kf – толщина стыка по линии сплавления.
Lw – общая длина стыка, уменьшенная на 10 мм.
В нахлесточных соединениях учитывается положение в пространстве и тип сварного примыкания, так как сам стык может быть как угловым, так и фланговым, и лобовым. Производимые вычисления позволяют не только получить данные по минимальной допустимой площади сваривания, но и показатели относительно проектной прочности линий стыков.
Чтобы вычислить площадь сваривания, в качестве базы берется высота условного треугольного шва. В ручной сварке этот показатель будет равен 0,7 при условии, что катеты равны. Если работа производится автоматическими или полуавтоматическими аппаратами, степень прогрева металла будет больше, соответственно, коэффициент изменится. Показатели необходимо брать из справочных таблиц.

Расчет длины сварного шва от массы металла
Для расчета длины сварочного шва есть определенная формула, в которой соотносится масса наплавки и протяженность одного метра спая.
Формула выглядит таким образом:
L – протяженность стыка, G – масса наплавляемого металла, F – площадь поперечного сечения, Y – показатель удельного веса присадки.
Полученные значения умножаются на метры, определяемые путем измерений. Для правильности исчислений лучше всего сначала посмотреть наглядный пример, в котором производят расчет длины сварного шва.
Важно помнить, что нет ни одной формулы, которая бы обеспечила стопроцентно точный результат. При покупке материала всегда оставляйте 5–7 % на запас. Опытные сварщики могут сэкономить на присадке, но для этого необходим соответствующий навык.
Вычисление длины катета сварного шва
Тяжелые объекты для сварки, такие как металлоконструкции и автомобили, должны выдерживать высокие нагрузки, поэтому для качественного соединения крайне важно провести точные расчеты, которые будут учитывать все параметры. Одним из них является катет шва (К).
Катетом шва называют одну из сторон самого большого условного треугольника с равными сторонами, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г.). Измерить эту сторону можно, опираясь на размеры свариваемых элементов.
При выборе стороны важно учитывать размеры заготовок, их положение и вид сварки. Подбор осуществляется для каждого элемента, но рассматривается в общем значении. Допускается использование шаблона для измерения в рамках домашнего хозяйства.
Соединение будет прочным, если у одинаковых сторон треугольника одинаковая длина. Актуально для элементов, расположенных под углом в 90°.
Виды соединений:
- стыковые (без скоса кромок, с односторонним, с V-образным, X-образным, криволинейным скосом);
- торцевые;
- внахлест;
- угловые (угол от 30°, односторонние, двухсторонние без скоса кромок, с одним или двумя скосами);
- тавровые (угол острый или прямой, односторонние, двухсторонние, без скоса кромок, с одним или двумя скосами).
Рассчитать длину катета сварного шва в зависимости от толщины материала можно только для трех видов швов: угловых, тавровых и внахлест. Подобные вычисления необходимо проводить при работе в промышленной сфере. От показателя этих расчетов зависит прочность спая, расход проволоки и ее диаметр.
Будьте внимательны! Если сторона треугольника длинная, из-за большей площади нагрева увеличится объем жидкого металла, расход присадки, значит, есть вероятность деформации изделия.

При сварке деталей разных размеров тоже учитывается длина катета. Все расчеты основываются на меньших показателях.
Объем наплавленного металла будет равен квадрату катета. К примеру, при увеличении К на 1 мм и длине сварочного шва 10 мм, расход проволоки будет увеличен на 20 %. Для сваривания материалов внахлест с толщиной до 4 мм, К = 4. Если это значение больше, тогда берется 40 % толщины и прибавляется еще 2 мм.
Угловые сварные соединения бывают:
- нормальные (без выпуклости и вогнутости) – К будет равен толщине металла;
- вогнутые – К = 0,85;
- выпуклые – К= s × cos45°, где s – ширина спая, cos45° = 0,7071;
- специальные (треугольник не равнобедренный).
При расчете длины катета сварочного шва, кроме всего прочего, важную роль играет способ сварки и текучесть свариваемого материала.
Полученный результат необходимо сверить с требованиями ГОСТ 11534-75 и ГОСТ 5264-80 или справочными материалами.
В домашних условиях для правильной сварки необходимо установить сторону треугольника, которая будет больше толщины на 1–1,5 мм. Так же можно определить показатель по таблице.
Помните, что К всегда меньше толщины самой тонкой детали, умноженной на 1,2. Длина сварного шва должна быть не менее, чем К, умноженное на 4.
Как правило, все расчеты достаточно условны, ведь на практике они базируются на следующих предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
На самом деле целью проектировочных расчетов является определение самых подходящих размеров спая для того или иного значения растяжения и осевого напряжения.

Оптимальную протяженность наплавленной присадки по нагрузке на растяжение можно определить по следующей простой формуле:
L – протяженность спая;
F – планируемая реальная нагрузка на соединение;
ρ – допустимая нагрузка на соединение.
Оптимальная протяженность по осевому напряжению:
Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
Таким образом, К будет полностью зависеть от величины допустимой нагрузки.
Допустимые нагрузки относительно сжатия, растяжения и среза для различных методов сварки можно найти в специализированных таблицах и справочниках.
Важные аспекты при разработке проектной документации:
- Определяемся с выбором метода, вида сварки и марки электрода.
- Находим норму допустимой нагрузки.
- Рассчитываем длину сварочного шва и осевое напряжение.
- Конструируем чертеж соединения материалов.
- Уточняем размеры свариваемых элементов и технические показатели.
Для повышения качества исполнения сварки и минимизации лишних затрат при формировании проектной документации необходимо проводить определение точной длины катета шва от материала и оптимальной длины спая.
Рекомендуем статьи
Главное – получить прочные и качественные соединения при минимальных денежных затратах.
Этот показатель играет решающую роль в производственной сфере промышленных предприятий, которые занимаются изготовлением мощных металлоконструкций. Во время эксплуатации последние должны выдерживать тяжелые нагрузки.
Длина сварочного шва – одна из важнейших характеристик, которая определяет главные параметры готового изделия. Любому мастеру необходимо знать, как проводить правильные расчеты данного показателя, чтобы работа была выполнена качественно и надежно.
Читайте также: