Устройства для нагрева металла
Обновлено: 13.05.2024
Часто используются пламенный и бесокислительные способы нагрева.
Пламенный нагрев. Пламенные печи чаще используют для нагрева слитков и крупных заготовок. При пламенном нагреве используются печи, в рабочем пространстве которой сгорает топливо и отходящие газы нагревают заготовку. Могут также использоваться горны, колодцы. Горны отличаются от нагревательных печей небольшими размерами, отапливаются каменным углем или коксом, металл нагревается в них при непосредственном контакте. Горны находят ограниченное применение, т. к. они малопроизводительны. В них трудно создать равномерный нагре и они применяются для нагрева мелких деталей. Пламенные печи работают на мазуте и газе. Таким образом, по виду использования топлива печи делятся на мазутные и газовые. При пламенном нагреве на поверхности заготовки образуется окалина как результат окисления металла кислородом воздуха. Потеря металла в результате окисления называется угаром и достигает до 3 % за один нагрев.
Безокислительный нагрев.Применяют следующие способы безокислительного нагрева.
1. Нагрев в ваннах с расплавленной смесью солей. Применяют для мелких заготовок до 1050 о С.
2. Нагрев с образованием защитных пленок на поверхности заготовок. применяют до 980 О С при покрытии пленкой окисла лития.
3. Нагрев в расплавленной стекломассе. Применяется до 1300 о С.
4. Нагрев в муфельных печах, заполненных защитным газом.
В качестве нагревательных устройств применяются печи и нагревательные установки.
Нагревательные устройства. По характеру распределения температур и способу загрузки металла печи делятся на камерные и методические.
В камерных печах (рис. 3.8) металл загружается периодически и все его количество нагревается одновременно. Эти печи применяются в мелкосерийном производстве вв иду их универсальности и для нагрева очень крупных заготовок массой до 300 т.Камерные печи – неэкономичны, т. к. очень большое количество тепла теряется с отходящими газами, температура которых не ниже температуры нагрева металл и доходит до 1150…1200 о С.
Значительно экономичнее методические печи (рис. 3.9).Они применяются в крупносерийном штамповочном и прокатном производстве. Рабочее пространство печи имеет несколько зон: например, зону нагрева I, зону с максимальной температурой II, зону выдержки III. Заготовка 2 проталкивается толкателем 5 через загрузочное окно. Далее заготовки сами проталкивают друг друга по поду 1 печи и после полного цикла нагрева выгружаются через окно выгрузки 4.
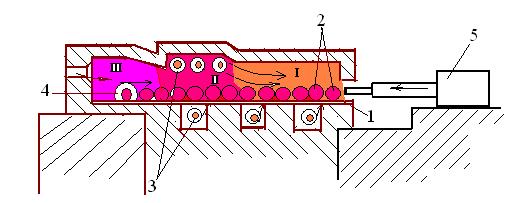
Рис. 3.9 Схема методической печи: 1-под; 2-заготовка; 3-горелка;
4-окно для выгрузки; 5- толкатель; I. Зона подогрева (600-800 о С); II.
Зона максимальной температуры ( 1200-1350 о С); III. Зона выдержки.
В зоне выдержки Ш происходит выравнивание температуры по сечению заготовки.
Горячие газы, поступающие в зону нагрева через горелки 3 движутся навстречу перемещающимся заготовкам, что обеспечивает высокую эффективность нагрева.
Электрический нагрев.Различают печи косвенного нагрева, прямого (контактного ) электронагрева и идукционные нагревательные устройства.
Камерные электропечи сопротивления (косвенный нагрев) применяются в промышленности для нагрева мелких заготовок. Металл в электропечах нагревается за счет тепла, выделяющегося при прохождении электротока по спиралям из жаростойких металлов с большим сопротивлением. Электрический нагрев дает незначительную окалину. Их конструкция аналогична пламенным камерным печам, но вместо форсунок или горелок и спользуют металлические или керамические нагреватели. Для нагрева до 1150 О С в качестве материала нагревателей используется сплав нихром марки Х20Н80.
Контактный нагрев (рис.3.10) основан на (законе Джоуля – Ленца) свойстве электрического тока выделять тепло при прохождении тока до 10000 А через проводник (заготовку). Достоинства: небольшой расход электрической энергии, быстрота, хорошее качество. Таким способом можно нагревать заготовки до 75 мм.
Индукционный нагрев (рис.3.11). При индукционном нагреве заготовка помещается внутри катушки 1(индуктора, изготовленного из медной трубки, по которой для охлаждения протекает холодная вода). По катушке пропускается ток, который создает электромагнитное поле и появляющееся при этом в заготовке 2 вихревые токи нагревают ее.
Достоинства: большая скорость и равномерность, отсутствие окалины, нагрев заготовок любой формы. Недостаток: сложность и дороговизна оборудования, большой расход электроэнергии.
Процессы обработки металлов давлением с предварительным подогревом, в которых полностью успевает произойти процесс рекристаллизации и отсутствуют признаки упрочнения, принято называть «горячими».
Исходные заготовки, обрабатываемые ковкой и штамповкой
Для ковки и объемной штамповки применяют различные металлические материалы: стали (углеродистые, легированные, высоколегированные), жаропрочные сплавы, а также цветные сплавы.Широко применяются для ковки и объемной штамповки стали.
Исходными стальными заготовками для ковки и объемной штамповки являются слитки (рис. 3.12), обжатые болванки (блюмы) и сортовой прокат.Слитокявляется заготовкой для крупных поковок, может использоваться для одной или нескольких поковок. Слитки получают разливкой стали в изложницы из конверторов или мартеновских и электрических печей.
Слиток имеет массу от 135 кг до 350 т. Конфигурация слитков может быть различной в зависимости от способа переплава и завода изготовителя.

Рис. 3.12. Стальной слиток Новокрамоторского металлургического завода
Меньшие значения отхода соответствуют слиткам из углеродистой стали, а большие — из легированной. Донная и прибыльная части отделяются от слитка кузнечной рубкой в начале ковки (после биллетировки) или от концов поковки на заключительной стадии и отправляются на переплав. Прибыльная и донная часть получаются дефектными и идут на переплав. Средняя часть, пригодная для наковок, представляет собой расширяющуюся к верху пирамиду с углом наклона граней от 30 о – 1 о . Пирамида имеет грани с числом сторон 4-12. Грани - вогнутые под большим радиусом.
Слитки производственного объединения «Ижорский завод» им. А.А. Жданова. Имеют вид усеченного конуса.
Резка на кривошипных пресс-ножницах.
Кроме этих слитков в промышленности применяют удлиненные, полые, малоприбыльные слитки, слитки с повышенной конусностью, укороченные с двойной конусностью, трехконусные и др.
Слитки обычно используются для получения крупных кованых наковок, масса которых исчисляется в тоннах, а минимальное сечение превышает 1200 см 2 (Ø >100 мм, ٱ>350 мм). Слитки редко применяют для объемной штамповки.
Обжатая болванка ( блюмы) является заготовкой для средних кованых наковок с площадью поперечного сечения 130…1200 см 2 или Ø 130…400 мм. Блюмы также используются для крупных наковок. Блюмы в сечении имеют вид показанный на рисунке, стороны квадрата вогнутые, углы закруглены. Размер А= 140…450 мм, длина 1…6 м. ГОСТ 4692-71.
Сортовый прокат является заготовкой для большинства штампованных наковок. Из него изготавливают также мелкие кованые наковки сечением 20…130 см 2 . Поперечное сечение обычно круглое или квадратное. Круглое сечение имеет размеры 5…250 мм (ГОСТ 2590-71), квадратное также от 5 до 250 мм ( ГОСТ 2591-71). Длина сортового проката 2…6 м.
Кроме обжатой болванки и сортового проката для объемной штамповки используют профильный прокат:
прокат периодического профиля:
и полосовую заготовку:
Сортовой прокат используют для большинства штампованных и мелких кованых поковок. Длина прутков составляет 2…6 м. Поперечное сечение горячекатаного проката может быть квадратное (ГОСТ 2591—88) или круглое (ГОСТ 2590—88). Размеры поперечного сечения (диаметр, сторона квадрата) устанавливаются этими стандартами и по сортаменту составляют: 5; 6; 8; 10; 12; 15; 18; 20; 22; 24; 25; 26; 28; 30; 32; 34; 36; 38; 40; 42; 45; 48; 50; 56; 60; 65 70; 75; 80; 85 90; 95; 100; 105 110; 120; 125; 130; 140; 150; 160; 170; 180; 190; 200; 210; 220; 240; 250 мм.
Пример обозначения проката квадратного сечения из Стали 45 при стороне квадрата 60 мм и круга диаметром 60 мм из Ст 3:
Нагревательные устройства
В прокатном производстве в зависимости от массы, формы и размеров нагреваемого металла, а также способов посадки, перемещения при нагреве, способов нагрева и выдачи применяют следующие виды нагревательных устройств.
Нагревательные колодцы
Нагревательные колодцы применяют для нагрева слитков. По конструкции они бывают одноместные, многоместные, с центральной горелкой или боковым обогревом, регенеративные или рекуперативные, а также одноместные с электрическим обогревом для нагрева специальной легированной стали. Нагревательные колодцы должны обеспечивать равномерный нагрев слитков по сечению и высоте, исключать их перегрев и пережог; в результате нагрева давать минимальное окалинообразование; иметь высокую производительность при низком удельном расходе топлива; быть надежными в эксплуатации и обеспечивать полную автоматизацию процесса нагрева.
В нагревательные колодцы слитки сажают в вертикальном положении, обычно прибыльной частью кверху. При таком расположении слитков в колодцах обеспечивается всесторонний нагрев, а вследствие этого улучшаются условия нагрева металла, увеличивается скорость нагрева и повышается качество металла; отпадает необходимость в кантовке слитков. Вертикальное расположение слитков устраняет опасность смещения усадочной раковины при посадке их в горячем состоянии.
Одноместные колодцы старых конструкций состоят из ячеек, отделенных друг от друга стенками. В каждой ячейке помещают один слиток. Загрузку и выгрузку слитков в колодцы этого типа производят непрерывно. Недостатки этих колодцев заключаются в неравномерном нагреве слитков по высоте и сечению, быстром изнашивании разделительных стенок, необходимости остановки всей группы колодцев при ремонте одной ячейки, сложности обслуживания многочисленных крышек.

В регенеративных колодцах каждая группа состоит из четырех ячеек (рис. 63) по 6—8 слитков в каждой. Ячейка (камера) колодцев представляет самостоятельную нагревательную печь, имеющую регенераторы для подогрева газа и воздуха. Два регенератора, ближайшие к рабочей камере, предназначены для подогрева, газа, два дальние для подогрева воздуха.
Газ и воздух, пройдя регенераторы, встречаются в пространстве над газовым регенератором, после чего горящая смесь через пламенное окно входит в рабочую камеру колодца и нагревает слитки. Из рабочей камеры продукты горения уходят в регенераторы, расположенные с противоположной стороны, а оттуда в борова и дымовую трубу.
Колодцы отапливают доменным газом или смесью доменного и коксового газов. Шлак удаляют через два отверстия в коробку, установленную на вагонетке. Последняя передвигается по пути, расположенному в шлаковом коридоре, общем для всех групп колодцев.
Нагревательные колодцы этого типа механизированы и имеют высокую производительность. Недостатком колодцев является неодинаковое расположение слитков по отношению к потоку тепла, а следовательно, неодинаковый нагрев их. По этой причине емкость регенеративных колодцев не превышает 8—10 слитков, так как для увеличения емкости потребовалось бы удлинение камеры, что ухудшило бы равномерность нагрева слитков по длине камеры. Кроме того при этом возможно оплавление поверхности крайних слитков, а иногда и пережог, что обычно наблюдают при работ на жидком топливе.

В настоящее время на новых металлургических заводах строят рекуперативные колодцы (рис. 64), имеющие преимущества по качеству нагрева и условиям эксплуатации.
В рекуперативных колодцах с центральной горелкой (рис. 64, а) пламя движется вверх, ударяется о крышку, растекается по ее поверхности и омывает стены сверху вниз. После этого дымовые газы проходят через каналы в нижней части двух боковых стен и через керамические рекуператоры, расположенные с обеих сторон каждой камеры. Группа таких колодцев состоит из двух камер. Емкость камеры составляет 12—22 мелких или 6 крупных слитков.
В настоящее время рекуперативные колодцы строят с подогревом воздуха и газа. Воздух нагревается в керамическом рекуператоре, а газ — в металлическом сварном трубчатом рекуператоре, установленном за керамическим. Температура подогрева может достигать 800—850 °С для воздуха и 300—350°С для газа. При таких температурах подогрева воздуха и газа колодцы могут работать только на доменном газе.
Рекуперативные колодцы по сравнению с регенеративными более просты по устройству, занимают меньше места и легче поддаются автоматизации.
Кроме рекуперативных колодцев с центральной горелкой, применяют рекуперативные колодцы с боковыми горелками. Различают два типа таких колодцев. В одном случае горелки (обычно одна) расположены с одной стороны (рис. 64, б), в другом — с двух сторон (рис. 64, в).
В колодцы первого типа газ и воздух подаются с одной стороны сверху, а снизу выходят продукты сгорания. Колодцы этого типа строят с камерой длиной до 8,5 м, шириной 2,6—3,35 м и глубиной до 4,5 м. Емкость одной камеры достигает 180 т, а в отдельных случаях 240 т. В одной группе колодцев объединяют четыре камеры.
В рекуперативных колодцах второго типа вход топлива и выход продуктов горения осуществляются с двух сторон. Размер камер этих колодцев составляет 6,5×5 м; одна камера может вместить до 120—130 т слитков.
Недостатком рекуперативного колодца является неравномерность нагрева слитков по высоте. Верхняя часть слитка и поверхность его, обращенная внутрь колодца, бывают нагреты значительно больше других частей. Для уменьшения неравномерности нагрева слитки в колодце приходится выдерживать дольше, а это снижает их производительность.
Для нагрева слитков применяют также электрические нагревательные колодцы. Нагревательными элементами в этих колодцах являются карборундовые желоба, наполненные нефтяным коксом, который при прохождении электрического тока раскаляется и передает тепло окружающему пространству. Для лучшего разогрева нефтяного кокса в желоба иногда укладывают электроды.
Электрические колодцы характеризуются компактностью благодаря отсутствию рекуператоров, дымоходов и труб. В электрических колодцах можно снизить угар металла до 0,2 % путем создания защитной атмосферы, которая образуется при введении в камеры колодцев небольшого количества нефти. При нагреве слитков достигают более равномерный нагрев металла. Расход электроэнергии составляет 60—70 кВт-ч на 1 т слитков при горячем всаде.
Камерные, туннельные, колпаковые печи и печи с выдвижным подом
Камерные, туннельные, колпаковые печи и печи с выдвижным подом применяют для нагрева крупных слитков, блюмов и заготовок, толстых и тонких листов, пакетов, труб, рулонов, сутунки.
Для нагрева блюмов на рельсобалочных станах применяют регенеративные камерные печи, представленные на рис. 65. Печи располагают по обе стороны подводящего рольганга стана. Подачу блюмов к печам производят тележкой. Нагретые блюмы из печей к стану подают такой же тележкой. Посадку блюмов в печи и выдачу из них осуществляют при помощи специальных посадочных машин кранового типа, называемых шаржирными. Топливом для печей служит смесь доменных и коксового газов с теплотой сгорания 5250 кДж/м 3 , причем в регенераторах подогревают газ и воздух.

Отжиг листов производят в коробах. Стопы листов укладывают на поддоне и закрывают коробом. В зависимости от размеров листов конструкции поддонов и коробов различные. Нагрев листов в коробах производят в туннельных печах и печах с выдвижным подом.
Туннельная печь представляет собой длинный туннель (свыше 90 м) с горизонтальным сводом. Печь состоит из трех зон: нагревательной, томильной и зоны охлаждения. Короба с листовым металлом устанавливают на тележках, которые передвигаются в печи одна за другой. Когда в печь со стороны входа задвигается новая тележка, то другая одновременно выталкивается со стороны выхода.
Для термической обработки стали также применяют колпаковые печи (рис. 66), которые состоят из поддонов, короба и колпака с вертикальными трубчатыми обогревателями. Печь отапливают газом, который через горелки поступает в нагревательные трубчатые элементы, расположенные вертикально или горизонтально и излучающие тепло. Для отжига рулонов применяют колпаковые печи круглого сечения, чаще с электрическим обогревом. Для более равномерного нагрева рулонов колпаки имеют нейтральный сердечник с проводами электросопротивления, который входит внутрь рулона.

Для нагрева крупных листовых слитков применяют печи с выдвижным подом (рис. 67). Слитки укладывают на платформу 1, передвигающуюся по рельсам. При помощи стационарных блоков 2 и 3, каната и лебедки или крюка крана платформу со слитками вдвигают в камеру печи и выдвигают из нее. Газ по трубам через клапан 4, канал 5, вертикальные каналы 6 поступает к горелкам 11, где смешивается с подогретым воздухом, поступающим через клапаны 8, 14, каналы 9, 13 и насадки регенератора 10, 12.
Для термической обработки сортового проката применяют такие же печи, но без регенераторов. Платформы передвигаются на колесах или на роликовых цепях, позволяющих уменьшить высоту печи, а также увеличить нагрузку на платформу.
Карусельные печи (рис. 68) применяют на современных трубопрокатных станах, а также для нагрева заготовок при штучной прокатке тонких листов. Горелки расположены по окружности печи с внутренней и наружной сторон. Стены печи покоятся на фундаменте, а под печи имеет катки, которые при вращении пода перемещаются по рельсам, замкнутым по кругу. Загрузку металла производят через загрузочное окно печи. Продолжительность нагрева определяется длиной печи (по окружности) и скоростью движения подины.

Методические печи
Методические печи (двухзонные, трехзонные и многозонные) работают с противозонным движением металла и продуктов горения с использованием тепла в рекуператорах. Они действуют по одному принципу: движение металла и печных газов происходит во взаимно противоположных направленнях. Металл при помощи толкателя продвигается от окна посадки к окну выдачи. По мере продвижения вперед металл отбирает тепло у печных газов, движущихся ему навстречу, и постепенно (методически) нагревается. Печные газы, отдавая тепло металлу в конце печи, уходят через соответствующие каналы в регенераторы или рекуператоры (если они имеются) и в боров, а через него в дымовую трубу.
Методические печи отличаются друг от друга формой свода, способом подвода топлива для его сжигания, наличием устройств для подогрева воздуха и газа, способом выдачи металла из печи и целым рядом конструктивных особенностей.
Кроме соответствующих теплотехнических параметров, нагревательные печи должны удовлетворять современным требованиям с точки зрения надежного дистанционного обслуживания. механизации н автоматизации всего комплекса операций. Скорость нагрева зависит от марок сталей в усилий теплопередачи. Сначала скорость нагрева должна быть небольшой, затем по мере прогревания заготовок она увеличивается.

На рельсобалочных станах за последние годы применяют для нагрева металла методические трехзонные рекуперативные печи с подогревом воздуха (рис. 69). В качестве топлива применяют смесь доменного и коксового газов с теплотой сгорания 7560—8400 кДж/м 3 . Производительность одной печи при горячем всаде достигает 80—90 т/ч, температура нагрева блюмов в этих печах достигает 1200°С.
Блюмы по рольгангу от блюминга поступают к наклонному транспортеру, оборудованному цепными шлепперами, и далее по загрузочному рольгангу к печам, через которые их проталкивают толкателями. После взвешивания на весах, встроенных в секцию загрузочного рольганга перед первой печью, блюм движется по рольгангу и при помощи упора останавливается на секции загрузочного рольганга соответствующей печи. Загрузку блюмов в печь производят толкателем, имеющим две штанги, снизу которых закреплены зубчатые рейки; последние приводятся в движение через шестерни и редукторы от двух электродвигателей.
После загрузки очередного блюма в печь с противоположной торцовой стороны ее выдают нагретый блюм по литым направляющим листам (склизам) на разгрузочный рольганг. Таким образом, толкатель одновременно является и выталкивателем.

На среднесортных и крупносортных станах применяют методические печи (рис. 70) с торцовой посадкой и выдачей, с керамическими воздушными рекуператорами. В печах последних конструкций применяют инжекторные беспламенные горелки высокого давления, что обеспечивает более высокий подогрев воздуха, значительно улучшает сжигание и позволяет автоматически регулировать соотношение газа и воздуха самой горелки, это значительно упрощает схему автоматики и облегчает управление печью.
Печи этого типа оборудованы керамическими рекуператорами для подогрева воздуха до 500—600°С и металлическими трубчатыми рекуператорами для подогрева газа до 350 °С. Печь работает на сравнительно малокалорийной смесн доменного и коксового газов с теплотой сгорания 3760—6260 кДж/мл.
Для нагрева на мелкосортных н проволочных станах заготовок сечением менее 100×100 мм и длиной 9 м устанавливают одну широкую печь с боковой загрузкой и боковой выдачей без нижнего подогрева, с монолитным подом. Для подогрева воздуха до 300—350 °С в этих печах служат керамические рекуператоры. Заготовки передвигаются по наклонной подине, а в методической части — по подовым брусьям. Передвижение заготовок в печи производят рычажным толкателем.
Боковая загрузка заготовок осуществляется при помощи заталкивающей тележки, установленной под загрузочным рольгангом, или при помощи тянущих роликов, установленных за загрузочным окном в печи. Выдачу из печи заготовок осуществляют выталкивателем. Печи такого типа отапливают смесью доменного и коксового газов с теплотой сгорания до 10,5 Мдж/м 3 . На них достигают производительности 70—80 т/ч при наличии горячего всада.
Методические печи последних конструкций имеют полезную длину до 18 м; для гарантии надежного проталкивания заготовок сечением 60×60 мм подину по продольной оси делают вогнутой (лекальной).
Удачными но конструкции и тепловому режиму оказались печи с инжекторными горелками, установленными в двух верхних зонах и одной нижней. Такие печи производительностью до 80 т/ч могут работать на одном доменном газе. Эти печи оборудованы керамическими рекуператорами для подогрева воздуха до 600 °С. Активная длина пода составляет 16,5 м при длине заготовок 9 м.
В последних конструкциях этих печей длину заготовок увеличили до 12 м при длине активного пода лекальной формы, равной 18 м. Форсирование тепловой мощности достигают применением инжекторных горелок, подогревом газа и воздуха. Воздушный рекуператор керамический, газовый — трубчатый металлический. Эти печи без нижнего подогрева имеют производительность до 140 т/ч.
Печи с шагающим подом
Для новых мелкосортных станов с использованием метода бесконечной прокатки (сварки нагретых заготовок в бесконечную полосу) применяют новый способ нагрева — сначала в печах с шагающим подом, а затем для компенсации понижения температуры при сварке и сохранения равномерности температуры заготовок по длине они проходят через печи скоростного нагрева, установленные перед первой клетью стана.
Такой нагрев позволяет сохранить преимущества минимального расстояния между печью и станом и обеспечить возможность компановки не одной, а двух печей; таким образом создается резерв по нагреву металла для высокопроизводительных прокатных станов. Применение двух печей с шагающим подом гарантирует производительность станов до 200—220 т/ч при высоком уровне механизации и автоматизации участка нагревательных устройств.
С точки зрения теплопередачи печь с шагающим подом имеет преимущество перед остальными, так как в этих печах интервалы между заготовками составляют 200 мм, что обеспечивает их нагрев с трех сторон. Время нагрева в печах с шагающим подом уменьшается, что создает условия для снижения угара и обезуглероживания.

На рис. 71 показана печь с шагающим подом с торцевой загрузкой и боковой выдачей и двумя зонами нагрева. Продукты горения в холодной части печи уходят вверх, металлический рекуператор вынесен в сторону, так как низ печи занят механизмами шагающего пода.
Печи скоростного нагрева
Уменьшение продолжительности нагрева металла в печи обеспечивает не только высокую производительность при хорошем качестве, но и решает ряд принципиальных вопросов рациональной компоновки технологического оборудования. Теплофизические свойства большинства сталей обеспечивают большой резерв по ускорению нагрева заготовок, особенно при температурах выше 700 °С.
Скоростной нагрев металла обеспечивает быстрое повышение температуры поверхности, равномерное распределение потоков тепла и организацию сжигания топлива при правильном направлении факела и большую тепловую мощность нагревательных устройств. Скоростная непрерывная печь состоит из ряда небольших секций (часто съемных). Нагреваемые заготовки, трубы или штанги продольно перемещаются по роликам. В секциях обеспечивается получение высоких температур благодаря предварительному смешиванию газа с воздухом, полноте сжигания топлива при небольшом избытке воздуха, а также вследствие увеличения теплопередачи конвекцией. Конструкция горелок, их размещение обеспечивают симметричный нагрев. Применяют и другие печи скоростного нагрева — электрические и индукционные.
Проходные секционные печи работают на трубопрокатных и на современных сортовых станах в комплексе с печами с шагающим подом.
Способы нагрева и нагревательные устройства
Как самому сделать индукционный нагреватель из сварочного инвертора

ОБОРУДОВАНИЕ
Индукционный нагреватель из сварочного инвертора представляет собой эффективный прибор с высоким КПД и несложным внутренним устройством. Устройства промышленного производства обойдутся достаточно дорого, поэтому самостоятельная сборка является неплохой альтернативой.
Описание самодельного индукционного нагревателя
Нагревательное оборудование, которое работает по принципу индукции, стремительно набирает популярность. Это обусловлено практически бесшумной работой, эффективным обогревом окружающего пространства и повышенной безопасностью в сравнении с топливными системами.

Устройство самоделки
Самодельный прибор состоит из таких частей:
- Нагревательного элемента. В его качестве используется трубка из металла или полимерных материалов, которая спрятана в индукторном компоненте и содержит теплоноситель.
- Альтернатора (генератора переменного ТВЧ). Устройство требуется для повышения частот бытовой сети. Оно делает их выше стандарта в 50 Гц.
- Индуктора. Представляет собой цилиндрическую катушку из проволоки, которая генерирует электромагнитное поле.
Сфера применения
Принцип индукции широко применяется в таких сферах человеческой деятельности:
- Металлургия. С помощью технологии производится плавка металлических заготовок.
- В бытовой сфере. С помощью нагревателей выполняется готовка пищи, нагрев воды или обогрев частных сооружений.
- В отдельных направлениях промышленности. Метод используется в работе индукционных печей быстрого разогрева.
Принцип работы индукционного нагревателя для металла
Под индуктором подразумевается катушка, изготовленная из медной проволоки, которая провоцирует магнитное поле. С помощью генератора переменного тока формируется высокочастотный поток из базового потока бытовой электросети с частотой 50 Гц. Роль нагревателя играет металлический элемент, поглощающий тепло. При правильном соединении таких составляющих получается эффективный прибор, который может использоваться для нагрева жидкого вещества и обогрева помещения.
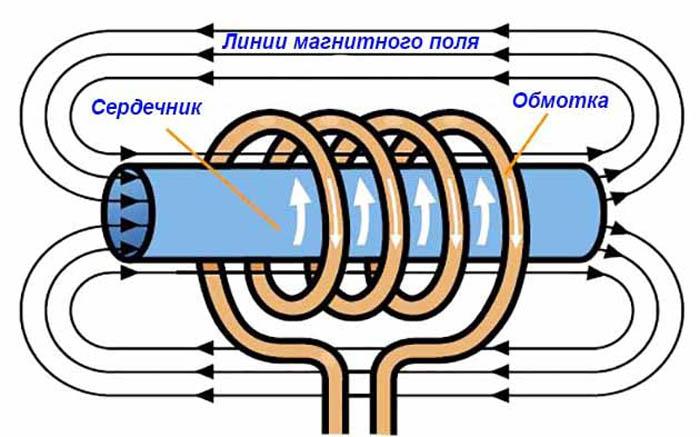
Генератор направляет электрический ток с соответствующими параметрами на катушку (индуктор). Когда сквозь деталь проходит поток заряженных частиц, это вызывает формирование магнитного поля.
Индукционные нагреватели работают по принципу образования электропотоков в проводниках. Магнитное поле может менять направление электромагнитных волн. В случае взаимодействия с металлическими изделиями, оно моментально нагревает их без контакта с индуктором. Этому способствуют вихревые токи.
Действительно ли можно сэкономить на индукционном нагреве
Популярность использования оборудования в быту обусловлена неплохой экономией электроэнергии. При установке на кухне плит, работающих по методу индукции, у владельца исчезает необходимость включения вентиляции, т.к. окружающее пространство практически не прогревается. Нагревательная поверхность не требует сложной очистки, поскольку она выполнена из стекла.
Из-за увеличенной скорости нагрева продолжительность работы системы сокращается, что тоже позволяет сэкономить на электричестве.
Преимущества самодельного устройства
Нагреватели имеют несколько важных достоинств. К ним относят следующие пункты:
- На поверхности агрегата не появляется накипь, поскольку при образовании вихревых токов происходит вибрация. Подобная особенность исключает дополнительные траты на очистку котлов.
- Теплогенератор отличается максимальной герметичностью, даже если он изготовлен своими руками. Вероятность протечек в котлах исключается, поскольку теплоноситель прогревается внутри трубы, а тепловая энергия передается посредством электромагнитного поля. В устройстве системы не предусмотрены разъемные соединения.
- Нагревательный прибор не нуждается в ремонте или обслуживании, поскольку он представляет собой трубку из меди. Для сравнения, спираль ТЭНа часто перегорает и требует замены.
- Во время работы инверторного оборудования отсутствует избыточный шум. При этом агрегат создает вибрации, но их частота настолько низкая, что они практически не ощущаются.
- Сборка и обслуживание системы не сопровождаются большими затратами. Это позволяет без особых сложностей и финансовых вложений соорудить обогревательный прибор в домашних условиях.
Недостатки нагревателя
Помимо положительных качеств, нагреватели индукционного типа имеют и недостатки. При размещении на небольшом расстоянии от оборудования можно получить ожоги, поскольку оно нагревает не только теплоноситель, но и окружающее пространство. В сравнении с газовыми котлами индукционные системы дороже в эксплуатации.
В число недостатков относится риск детонации из-за перегрева теплоносителя.
Проблема исключается путем монтажа датчика давления.
Что потребуется для изготовления своими руками
Для предстоящей сборки нагревателя из инверторного механизма потребуется подготовить:
- Корпус будущего агрегата. Его делают из полимерной трубы диаметром 50 мм, которая устойчива к нагреву.
- Нагревательный элемент. В качестве этой детали можно использовать проволоку из нержавеющего материала.
- Держатель для проволочных отрезков. Это металлическая сетка с небольшим сечением ячеек.
- Индукторная составляющая. Подойдет медная проволока.
- Система подачи жидкости. Для этих целей используется циркуляционный насос.
Кроме того, потребуется подготовить терморегулятор и элементы подключения к отопительному контуру, к которым относятся шаровые краны и переходники.
Схемы для изготовления нагревателя
Существуют готовые чертежи для сборки нагревательного оборудования. В зависимости от технических параметров и назначения устройства они различаются.
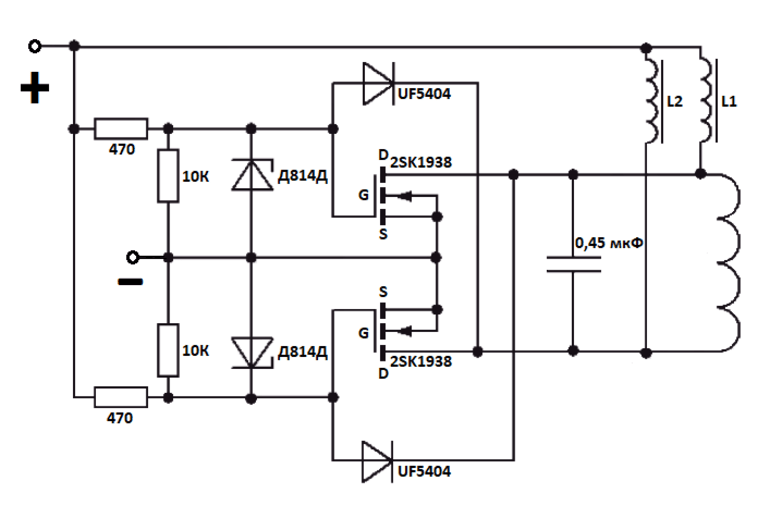
Классическая схема нагревателя функционирует по принципу «двойного полумоста», который оснащен 4 силовыми транзисторами и изолированным затвором. Для управления транзисторами используют микросхему IR2153.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты. Также важно подготовить чертежи и придерживаться инструкции по сборке.
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
Чтобы система работала корректно, останется подключить медную проволоку к плюсовому значению сварки и оценить работоспособность конструкции.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Длина отрезков регулируется индивидуально без особых ограничений. При этом, чем выше показатель магнитного сопротивления стали, тем быстрее будет осуществляться нагрев.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
Последующая сборка производится по такой инструкции:
- На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
- Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК. Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
- Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
- Изготавливается обмотка. Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Если планируется частая и интенсивная эксплуатация оборудования, лучше подготовить блок питания повышенной мощности.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.
.jpg)
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
Специалисты применяют для таких целей терморегуляторы с реле и датчиками. Такие элементы умеют отключать цепь при нагреве теплоносителя до требуемой температуры.
Безопасность устройства
Для повышения безопасности самодельного нагревателя необходимо выполнить такие требования:
- Организовать качественную изоляцию. Все проводники и соединения нужно тщательно заизолировать, чтобы исключить риск получения удара током.
- Правильно выбрать отопительную систему. Индукционные системы не подходят для совместного использования с оборудованием, которое применяет принцип естественной циркуляции воды. Для этих систем нужен водяной насос.
- Выбрать подходящее размещение устройства. Прибор должен находиться на расстоянии от 40 см от стен и предметов интерьера, и на расстоянии от 80 см от потолка или напольного покрытия.
- Установить регулировочные клапаны и манометры. Такие средства безопасности защитят оборудование от скачков давления. Кроме того, нужно предусмотреть систему стравливания воздуха.
Полезное видео по созданию нагревателя индукционного типа
В предложенных видео подробно описан принцип работы устройств индукционного типа. Также в ролике можно посмотреть особенности самостоятельной сборки агрегата.
Дополнительные советы по изготовлению
При изготовлении системы необходимо изолировать открытые элементы для повышения безопасности. Рекомендуется предусмотреть автоматическую систему управления системой и подключать прибор к электрической сети с помощью подходящих переходников. Такие действия повысят безопасность нагревателя и продлят срок его службы.
Читайте также: