Устройство гильотины для рубки металла
Обновлено: 07.07.2024
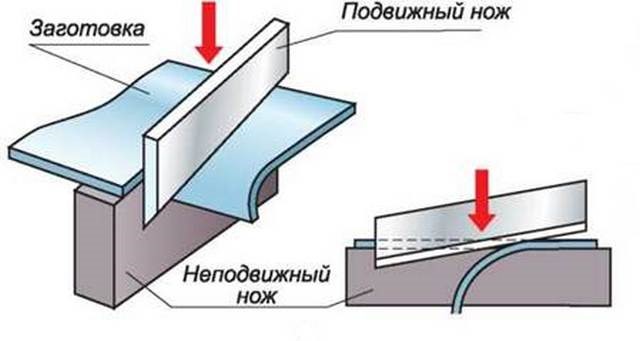
Ни одно металлообрабатывающее производство, работающее с листовым прокатом (включая ремонтные мастерские), не может обойтись без заготовительного оборудования, к числу которого относится и гильотина по металлу. Такую технику называют ножницами гильотинного типа потому, что, с целью снижения усилия резки, подвижная часть инструмента имеет определённый угол наклона режущей кромки.
Это позволяет проводить резку с постепенным внедрением ножа в металл, что снижает технологическое усилие. Если такие операции эпизодичны, а исходные заготовки имеют небольшие размеры, то работа гильотинных ножниц может осуществляться и вручную.
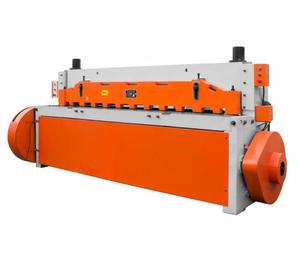
Однако физическое усилие, которое может развить резчик, ограничивает разделку стального листа прочностью до 500 МПа (именно такое значение считается показателем выбора) и с размерами поперечного сечения не более 1,5×1500 мм. В противном случае удобство применения данных устройств резко снижается. Поэтому для работы гильотинных ножниц часто используют механический или гидравлический привод.

Общий вид приводных листовых ножниц с наклонным ножом
Классификация
Основные классификационные признаки:
По типу привода. Работа ручных агрегатов основана на эксцентриковом или рычажном приводе. При наличии управляющего двигателя агрегаты могут иметь гидравлический или электромеханический привод.
По конструкции силового узла. Возвратно-поступательное перемещение ножевой балки может осуществляться от кривошипно-шатунного механизма или от силового гидроцилиндра.
По наличию средств механизации подачи листа – с рольгангом или без него. Рольганг необходим оборудованию, которое действует либо в составе поточных раскройно-заготовительных комплексов, либо для ножниц, разрезающих лист толщиной от 4 мм и шириной более 2500 мм.
Гильотинные ножницы могут оснащаться системами ЧПУ или работать от ручной системы управления. Особенность оборудования без подающих устройств - педальное включение привода, поскольку руки рабочего должны удерживать листу. Рольганг позволяет использовать кнопочный пульт.

Основные элементы конструкции приводных листовых ножниц: 1 – Электродвигатель; 2 – Станина; 3 – Исполнительный механизм; 4 – Регулировочные монтажные шайбы; 5 – Направляющие линейки; 6 – Педаль управления; 7 – Стол с неподвижным ножом; 8 – Ножевая балка с подвижным ножом.
Принцип действия
Принцип работы гильотинных ножниц следующий:
- при включённом двигателе исполнительный механизм перемещения ножевой балки заблокирован тормозом (дисковым или ленточным). Материал укладывается по направляющим линейкам на стол и вводится в зазор между рабочей поверхностью стола и ножевой балкой, прижимаясь к заднему или переднему упорам;
- после фиксации листа в необходимом положении включается муфта, соединяя исполнительный механизм с электродвигателем;
- совершается движение ножевой балки, которая по завершении реза поднимается вверх. Момент подъёма балки регулируется при помощи командоаппарата, смонтированного на главном валу;
- отрезанная полоса скользит по наклонной поверхности заднего упора и падает в тележку или тару для нарезанных полос. При перемещении ножевой балки в крайнее верхнее положение пневматические муфты отключаются, а тормоза включаются;
- рабочий продвигает лист до касания с задним упором, после чего цикл резки можно повторить.
Все конструкции снабжаются откидной защитной решёткой, назначение которой – повысить безопасность работ.

Как избежать дефектов резки листового металла?
Наладка агрегатов является весьма ответственной операцией, поскольку от квалификации наладчика зависит состояние режущих кромок ножей, качество поверхности среза и коэффициент использования металла. Угол наклона подвижного инструмента обычно находится в диапазоне 1,5-5 0 (меньшие значения соответствуют тонким заготовкам). Но даже такие углы способствуют возникновению поперечного сдвигающего усилия, которое стремится вытолкнуть лист из зоны действия ножей. Для предотвращения этого все типоразмеры ножниц (даже с ручным приводом) оснащают узлами прижима.
Все основные факторы, определяющие качество реза, представлены на рисунке ниже. При заточке верхнего ножа с небольшим скосом (до 2-3 0 ) усилие реза снижается, но одновременно снижается и стойкость инструмента. Поэтому такой приём допускается тогда, когда ножи изготавливают из высокостойкой инструментальной стали, содержащей повышенный процент хрома (9ХС или Х12М). Ножи из обычной углеродистой стали, например, У8 или У10, рекомендуется устанавливать без скоса. Инструкция по работе позволяет использовать один и тот же изношенный нож ещё раз, для чего следует повернуть его в ножевой балке противоположной стороной.
При неточной наладке заднего упора Г параллельность отрезанных кромок снижается, поэтому не всегда удаётся обеспечить максимальный выход нарезанных полос из листа. Этому способствует также нерегулярная очистка рабочей поверхности заднего упора.
Оптимальное значение рабочего зазора Б между ножами устанавливается в зависимости от толщины разрезаемого металла и показателей, определяющих его пластические характеристики. Обычный диапазон зазоров составляет 2-3 % от толщины. Меньшие значения соответствуют менее пластичным материалам, поскольку при низкой твёрдости металл начинает втягиваться в зазор, образуя заусенец.
Для низкоуглеродистой стали принцип выбора зазора между режущими кромками следующий: 0,06 мм на каждый мм толщины листа до 10 мм и 0,04 мм на каждый мм – если толщина листа превышает 10 мм.
Рабочая поверхность неподвижного ножа Е должна быть перпендикулярной оси перемещения ножевой балки, а усилие прижима Ж – равномерным. Эти настройки либо выставляются на заводе-изготовителе, либо указываются в инструкции.

Устройство зоны реза: А – положение подвижного ножа; Б – зазор между подвижным и неподвижным ножами; В – угол скоса режущей кромки подвижного ножа; Г – задний упор; Д – угол зазора между направляющими и подвижным ножом (обычно не превышает 1,5 0 ); Е – неподвижный нож; Ж – гидравлический прижим листа к столу.
Основные дефекты поверхности среза:
скручивание полосы вдоль её длины. Возникает, если ширина полосы менее 10 мм, при высокой скорости резки или при увеличенном, против рекомендуемого, угле В;
изгиб листа в плоскости реза. Часто наблюдается для холоднокатаного материала, в котором остаются остаточные напряжения. Чтобы избежать такого дефекта, достаточно уменьшить угол Д и использовать резку листа вдоль направления прокатки;
искривление листа по краям полосы. Наблюдается при плохо отрегулированном заднем упоре или при недостаточно плотном прижиме к нему отрезанной поверхности металла;
дефекты кромки. Чаще всего происходят из-за затупления ножей, если их твёрдость недостаточна (менее 60-62 HRC).
На поверхности реза стальных заготовок с пределом прочности до 450-500 МПа, наблюдаются зоны раздела, показанные ниже.
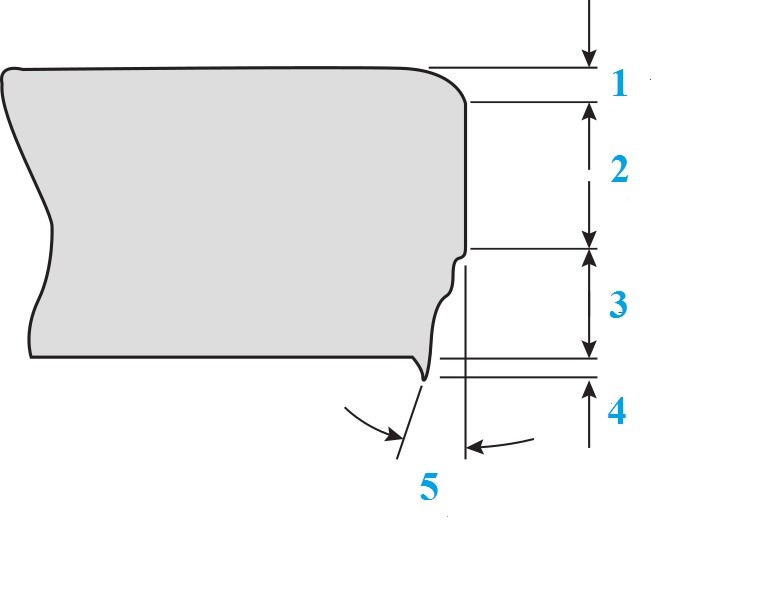
Зоны поверхности среза: 1 – верхняя утяжина; 2 – зона среза; 3 – зона скалывания; 4 – нижняя утяжина; 5 – заусенец.
Верхняя утяжина 1 образуется в момент, когда давление на ножевой балке превышает предел текучести металла, но не достигает значений его прочности. Уменьшить протяжённость этой зоны можно путём повышения скорости резки, что возможно лишь для агрегатов с ручным приводом.
Высота зоны среза 2 определяется пластичностью металла и остротой режущей кромки ножей. Чем она больше, тем выше качество резки.
Зона скалывания возникает в момент хрупкого разрушения, её протяжённость выше для менее пластичных материалов. Более удачного перераспределения длины зон 2 и 3 можно добиться, если устанавливать зазор между ножами на минимально рекомендуемом уровне, как предписывает руководство.
Нижняя утяжина 4 образуется при затуплении нижнего ножа. Чаще встречается у металлов с повышенной пластичностью. Соответственно появление заусенца 5 связано в превышением значений допустимого зазора между ножами. Эти параметры более сказываются на последующих операциях штамповки листового металла, особенно, если надо работать в автоматическом режиме.
Для ножниц, действующих в составе автоматизированных линий, рекомендуется применять автоматизированные столы и рольганги.

Механический рольганг для подачи листового металла в зону резки.
Выводы
Выбор типоразмера листовых ножниц следует проводить с учётом:
прочностных и пластических характеристик разрезаемого материала;
Наладку и техническое обслуживание ведут при соблюдении всех требований производителей. Обилие на отечественном рынке китайских моделей ножниц указывает на приемлемость цены.
Техника безопасности при работе на гильотине, эксплуатация
Гильотинные ножницы - это станок для выполнения операций порезке (рубке) листового и профильного металлопроката. Работа гильотины представляет особую опасность для оператора станка. Падающий нож рассекает металл толщиной до 20 мм и более. Во избежание несчастных случаев от работника требуется соблюдать требования правил техники безопасности во время эксплуатации гильотины.

Техника безопасности и охрана труда
Это целый ряд мероприятий, разработанных и направленных на обеспечение здоровья операторов гильотинных ножниц. Они обязательно должны быть согласованы с Трудовым Кодексом, где оговорены все нормативно-правовые требования к условиям труда.
Внимание. Руководство по эксплуатации гильотины не должна противоречить установленным правилам по технике безопасности. Также пункты инструкции ни в коем случае не могут противоречить требованиям охраны труда. Контроль за их выполнением возлагается руководством предприятия на начальника отдела или инженера по технике безопасности.
На предприятиях, где производится рубка листового металла, работа на гильотинах регламентируются нормативным документом СТО 43.99.50-020-2011 «Инструкция по охране труда при резке металла на ножницах». На её основе работники отделов ТБ и охране труда вырабатывают свои дополнения, учитывающую специфику станочного парка и не меняющие суть основных положений, представленных ниже.
Требования по охране труда
Они составляют следующие мероприятия:
К работе на гильотинах допускается персонал, достигший совершеннолетия (18 лет).
Абитуриенты проходят медицинскую комиссию, прослушивают курс обучения со сдачей экзамена квалификационной комиссии. Резчик получает удостоверение, дающее право на работу.
Перед первым выходом на рабочую смену оператор получает инструктаж по охране труда и ТБ. В случае изменения условий производственного процесса работник получает дополнительно целевой инструктаж.
Местный регламент устанавливает количество и длительность кратковременных пауз, и место отдыха в течение смены.
Оператор станка должен быть обеспечен предприятием спецодеждой, спецобувью, защитными очками и другими средствами индивидуальной защиты. Разрешается пользоваться х/б перчатками с ПВХ напылением, рукавицы надевать запрещено.
Персонал должен соблюдать правила пожарной безопасности, знать местонахождение средств тушения открытого огня (щит с инструментами, огнетушители ) и уметь с ними обращаться.
Работники должны уметь оказывать доврачебную первую помощь пострадавшим от несчастного случая.

Требования техники безопасности
Правилами ТБ при работе на гильотинных ножницах требуется соблюдать нижеследующие пункты:
Подготовка
Подготовительные мероприятия состоят в следующем:
одежду и головной убор приводят в порядок, убирая свисающие детали;
регулируют освещение рабочей зоны;
производят уборку территории вокруг станка;
убирают мусор, удаляют масляные и другие жирные пятна;
подготавливают инвентарные места для укладки металлических листов и нарезанных заготовок;
визуально проверяют состояние силовой проводки и частей оборудования под напряжением;
контролируют цельность проводника заземления;
проверяют надёжность крепления ограждений подвижных частей оборудования.
Рабочий процесс
Во время работы требуется соблюдать следующее:
выполнение всех технологических операций таких, как транспортировка, укладка, подача листов металла к ножницам, сбор, сортировка и удаление обрезков, следует производить только в хлопчатобумажных перчатках с полимерным напылением;
исходный материал, подлежащий резке, укладывают на специальной платформе ровными стопками;
обрезки не должны рассыпаться по полу, а падать в специальный поддон;
при выходе готовой продукции с загибами и заусенцами производят настройку зазора между ножами, который должен быть не более 0,05 толщины заготовок;
нельзя вводить руки в зону реза, не убедившись в отключении станка;
не допускается производить резку листов толщиной большей, чем это предусмотрено инструкцией по эксплуатации гильотинных ножниц;
не разрешается изменять положение упоров, предохранительной линейки, ограждений ножей и прижимов, предусмотренных заводом-изготовителем;
на механической гильотине резчик одной рукой удерживает прижимную линейку, а другой отпускает нож, который падает на заготовку под собственным весом.
По окончании смены
По окончании работы на гильотине производят следующие действия:
станок отключают от электросети, закрывая на замок выключатель;
очищают рабочий стол, ножи, подвижные детали от стружки, окалины и масла;
приводят в порядок рабочее место;
очищают от мусора рабочую зону вокруг станка;
оборудование передают сменщику.
Заключение
Соблюдение правил техники безопасности, выполнение требований по охране труда обеспечивают сохранение здоровья оператора гильотинных ножниц. Правильная настройка станка и регулировка его рабочих органов способствует повышению производительности труда.
Резка металла гильотиной

Для продольного или поперечного разделения листового металла на части используется технология рубки металла на гильотинных ножах. Иногда станок, выполняющий такие операции, называют гильотинными ножницами, так как в конструкции оборудования применяется два ножа, верхний и нижний.
Начало работы на гильотине

Принципиальное устройство гильотины по металлу максимально простое и состоит из станины, подвижной балки с траверсой, упоров, пресса, линейки для разметки заготовок, системы гидравлических либо пневматических цилиндров, или электротехнического навесного оборудования, если это электромеханическая гильотина.
Ручной станок оборудуется рычажным механизмом прижатия балки.
Необходимо провести следующие операции перед началом работы на гильотине:
До включения питания произвести внешний осмотр оборудования на предмет неисправности.
В случае обнаружения поломок вызвать мастера для их устранения.
Проверить уровень технических жидкостей, при необходимости долить или заменить масло на новое.
Произвести шприцевание шарнирных элементов станка.
Убрать с рабочего стола любые предметы, которые не будут участвовать в рубке.
Убедиться в том, что между ножами нет посторонних предметов.
Настройка оборудования

Если это станок с ЧПУ, правильная настройка оборудования занимает считанные секунды. Так, перед началом рубки металла на гильотинных ножницах оператор выставляет зазор между ножами, который должен быть выше плоскости заготовки минимум на два миллиметра. Далее регулируется точное расстояние до опоры с помощью ручной или гидравлической линейки, что позволяет создать контролируемую рубку листового металла заданной ширины. Угол атаки верхнего режущего ножа определяется из специальной таблицы и должен выставляться для резки соответствующей марки и толщины металла на гильотине.
Для обработки листового металла толщиной до полутора миллиметров можно применять ручные гильотины. Важно правильно настраивать расположение станка по горизонту на поверхности пола, который должен быть идеально ровным. При необходимости следует закрепить основание гильотины анкерными болтами. Если есть такая техническая возможность, настраивается ширина рубки листового металла от конца левого края заготовки. Для этого на лист опускается не весь нож целиком, а только несколько его секций, что позволяет вырезать сложные заготовки, расходуя меньшее количество отходов.
Важной частью настройки обработки листового металла на гильотинных ножницах является заточка верхнего ножа. О необходимости проведения заточки можно узнать по состоянию торцевой части среза. Образующийся на нижней кромке металла грат говорит о том, что пришло время точить ножи.
Техника безопасности

Рубка металла – это простой, но опасный вид производственной деятельности, поэтому помимо инструктирования по эксплуатации оператор гильотины обязан соблюдать элементарную технику безопасности согласно установленным нормам:
так, например, во время резки из рабочей зоны могут вылетать мелкие металлические частицы, поэтому правильно будет производить все операции в специальных очках;
следует работать в спецодежде с применением защитных рукавиц, работать в вязаных перчатках не рекомендуется;
перед работой необходимо проверить работу зажимов, иначе в случае их неисправности заготовка может сыграть и травмировать резчика;
не допускается нахождение в рабочей зоне посторонних людей, не участвующих в процессе рубки;
оператору станка запрещается самостоятельно снимать защитные ограждения, если это необходимо, нужно обратиться к мастеру цеха;
также запрещается производить какие-либо действия по обслуживанию станка, например, снятие ножей для заточки, на работающем оборудовании.
Правильно будет стоять перпендикулярно плоскости листа на некотором расстоянии от стола, это самое безопасное положение для рабочего. Наклоны вперёд, выпад рук для регулировки заготовки, попытки убрать посторонние предметы на включённом станке могут привести к производственной травме.
Гильотинные ножницы – это популярный и относительно недорогой вид станкового оборудования, который позволяет без теплового воздействия вырезать заготовки нужного размера из листов толщиной от 0,2 до 20 и более миллиметров.
Важно! Полученный срез не требует последующей обработки и может иметь только один вид брака, если затупится верхний нож.
Правильная работа на станке подразумевает под собой знание резчиком принципиального устройства станка, умение определять неисправности, строгое соблюдение инструкции по эксплуатации и техники безопасности.
Соблюдая все предписанные правила работы на гильотине, можно достичь высокого объёма производства, минимизировать брак и снизить производственный травматизм до нуля.
Гильотинные ножницы по металлу: виды и назначение

При изготовлении различных металлических конструкций и изделий часто приходится выполнять такую операцию, как раскрой металла. Причём для получения заготовок, соответствующих заранее рассчитанным параметрам, необходимо использовать специализированный инструмент, в качестве которого выступают гильотинные ножницы. С его помощью можно довольно точно и качественно разрезать заготовки из различных материалов — цветных металлов и их сплавов, а также стали.
Назначение и конструкция
Гильотинные ножницы представляют собой разновидность промышленного оборудования, которое используется для нарезки металла. Этот инструмент позволяет производить раскрой металлических листов толщиной до 35 мм. Однако для каждого станка этот показатель будет отличаться и зависеть от типа и назначения оборудования для нарезания металлопроката. Эти станки позволяют выполнять раскрой металла в различных направлениях — по прямой, поперёк и продольно.
В конструкции этого инструмента можно выделить следующие основные элементы:
- Станина, которая может быть монолитной или изготовленной из сваренных листов.
- Два ножа.

Конструкция станины представлена двумя стойками, скрепленными между собой при помощи балки и траверс. На ней располагается жёстко зафиксированный рабочий стол, обеспечивающий условия для удобной подачи разрезаемого материала. Нижний нож располагается неподвижно, а верхний зафиксирован на подвижной балке. Стол в своем оснащении имеет удлинители и угольник для раскроя длинных листов, а также прижимной механизм. Среди других элементов у него присутствует градуированный упор, позволяющий выполнять серийную резку, а также устройство для ограничения глубины подачи изделий.
У мощных ножниц обязательно имеется предохранительный механизм. В случае повышенных нагрузок срезается специальная шпилька, после чего процесс раскроя прекращается. Есть специальные виды ножниц, у которых имеется возвратный поддон для сбора отходов после разрезания металла. Для инструмента с электроприводом на стойки устанавливают балку, чтобы можно было разместить двигатель-редуктор, соединенный с валом. Последний служит местом для тормозного барабана и двух кривошипов, соединенных при помощи шатуна и кронштейнов с траверсой, на которой находятся ножи.
С гильотиной человек познакомился много веков назад. Однако в те далекие времена она использовалась не в качестве устройства для раскроя металла, а для казни преступников. В современных разновидностях ножниц используется тот же принцип работы, что и в самом первом устройстве, у которого присутствовал один верхний нож. Для раскроя металла задействуется лезвие, которое вначале поднимают на определенную высоту, а затем резко опускают.

В механических ножницах, оснащенных электрическим приводом, используется несколько иной алгоритм. В их конструкции предусмотрено подающее устройство, через которое из разматывателя на стол поступает металлический лист. Далее заготовку выравнивают, ориентируясь на ограничитель для выбора глубины подачи и боковой упор. После этого ее жестко закрепляют с помощью прижимного механизма, выполненного в форме балки. Благодаря такой подготовке создаются условия для обеспечения достаточно высокой точности разрезания.
При запуске устройства двигатель редуктора передает крутящий момент на вал, который свою энергию направляет на шатуны и кривошипы, заставляя траверсу двигаться возвратно-поступательно. В результате движения траверсы верхний нож опускается и делает рез. Образующиеся после раскроя обрезки материала поступают в лоток, в сторону оператора, вперёд или назад — все зависит от варианта исполнения ножниц. Обработанные заготовки направляются в приёмник. После этого траверса поднимается и принимает изначальное верхнее положение. Сразу же на это реагирует датчик, по сигналу которого происходит отключение мотора-редуктора.
Функция контроля верхнего и нижнего расположения траверсы ножниц возложена на конечные выключатели. В верхней части она закреплена при помощи тормозного барабана, расположенного на валу. Резка металлического листа может осуществляться продольно или поперечно. Всё зависит от типа и расположения ножей. При поперечном раскрое нож делает только один рез за рабочий цикл, а при продольном таких резов совершается несколько, причём они всегда сопровождаются поступательным перемещением металлической заготовки по столу. Второй режим предназначен для раскроя рулонных материалов на полосы. Также его используют для получения заготовок из листов металла длиной более 2 м.

Совершать остро заточенный нож гильотинных ножниц движение вниз из верхней точки заставляет сила тяжести. При этом его перемещение происходит со значительным ускорением, поскольку он обладает достаточно большим весом, но в то же время его оказывается мало для сквозного прорезания прочного металла.
Нарушить целостность металлической заготовки только за счёт своего веса рубящему устройству не удается из-за того, что нож располагается на высоте с меньшей протяженностью разбега, чем в аналогичных первых устройствах прошлого тысячелетия. Чтобы режущее устройство могло перемещаться с необходимой скоростью, для него изготавливают специальную конструкцию, в которую устанавливают нож весом в несколько десятков килограмм.
Эти же причины объясняют, почему в гильотинных ножницах используется нижний неподвижный нож. Таким образом, современные гильотинные станки работают одновременно по принципу и обычных ножниц, и гильотины. Перед раскроем подготовленный материал укладывают на рабочем столе между нижним и верхним режущими лезвиями. Но из-за этого станок приобретает более сложную конструкцию, что сказывается на его себестоимости. Однако благодаря такому решению удается обеспечить более высокое качество и точность раскроя металлических листов.
Виды ножниц
Неслучайно сегодня производители предлагают для выполнения раскроя металлических заготовок два вида гильотинных ножниц:
- ручные;
- устройства с гидравлическим или электромеханическим приводом.

Ведь бывают ситуации, когда приходится иметь дело с материалом разной толщины, размеров и свойств. Поэтому, чтобы можно было разрезать металлическую заготовку максимально быстро и качественно, на рынке предлагается множество разных моделей станков, обладающих различными эксплуатационными возможностями.
Ножницы с электрическим приводом обладают максимальной мощностью и предназначены для серийного производства. В них в качестве элемента управления используется система ЧПУ или контроллер. Причём каждый из них в состоянии обеспечить высокое качество резки, однако более предпочтительными являются станки с ЧПУ, при использовании которых можно полностью автоматизировать рабочий процесс, и которые обладают более широким функционалом. Дополнительно станки по металлу отличаются между собой по стоимости, которая может изменяться в очень широких пределах. Если исходить из принципа работы рассматриваемых станков, то можно выделить 5 основных типов подобных устройств:
Ручные ножницы

Самый примитивный вариант оборудования для раскроя металлических заготовок. Этот тип устройств получил наибольшее распространение в промышленном производстве. С их помощью можно производить раскрой различных материалов — тонких металлических листов, оргстекла, пластмассы, плотного картона и резины.
Этот тип оборудования может работать без доступа к электропитанию, что избавляет от необходимости подведения дополнительных коммуникаций. За счёт этого ручными ножницами можно пользоваться в любом помещении. Это дополнительно сказывается и на стоимости производственных процессов, удешевляя их на порядок, чего невозможно добиться при использовании других видов гильотинных станков. Действия по раскрою металла в гильотинных ножницах по металлу ручных совершает механизм рычажно-пружинного действия.
Гидравлические ножницы

Наиболее широко представлены на средних и крупных предприятиях. Обеспечивают высокую точность разреза, с их помощью можно производить раскрой металлических заготовок любой толщины. Действия ножом совершаются за счёт усилия, оказываемого гидравлическим приводом. Перед разрезанием лист фиксируется по всей длине при помощи прижимных гидравлических цилиндров, при этом зазор между верхним и нижним режущими лезвиями устанавливается механическим путем. Для обеспечения высокой точности реза используется высокоточная линейка, а также собственный вес конструкции станка.
Пневматические
Устройства этого типа работают по тому же принципу, что и гидравлические ножницы. Однако вместо рабочей жидкости здесь применяется сжатый воздух. Высокая точность резки достигается за счет использования задней встроенной линейки. С помощью этих устройств, в которых раскрой металла осуществляется за счет использования давления сжатого воздуха, можно нарезать заготовки большой толщины.
Механические станки

Отличаются высокой надежностью и качеством исполнения, с легкостью справляются с любыми поставленными перед ними задачами. Серьезным достоинством является низкий уровень электропотребления. Действия ножом по созданию реза в металле осуществляются при непосредственном участии карданного вала, на который передается крутящий момент от электромотора при помощи промежуточной муфты.
Электромеханическая гильотина
Среди существующих версий ножниц являются самыми продуктивными. Основанием для подобного утверждения является высокий уровень КПД и большая точность разрезания, расчёт которой выполняет встроенный компьютер.
Помимо этого, производители выпускают и комбинированные модели ножниц. Самая известная среди них, которая пользуется наибольшим спросом у потребителей — пневматические ножницы НА3214 с наклонным ножом. Их главными достоинствами является высокая надежность, простота в эксплуатации и ремонте. Позволяют производить высокоточный раскрой листовых материалов со следующими характеристиками:
Основным рабочим элементом, который заставляет двигаться лезвия, является кривошипный механизм. Для закрепления листа к поверхности рабочего стола используются пневматические цилиндры. Задний упор функционирует за счёт ручного механизма. Выбор зазора между верхним и нижним лезвиями осуществляется вручную. Этот тип станков можно использовать при низких температурах, при этом из-за отсутствия подтеков масла на рабочем месте всегда поддерживается идеальная чистота.

В условиях промышленного производства приходится выполнять множество разнообразных операций, обусловленных технологией изготовления металлоконструкций. Одной из распространенных является раскрой металла, для выполнения которого чаще всего используют гильотинные ножницы. Этот инструмент обладает высокой эффективностью и точностью, хотя это можно сказать только про отдельные версии этого оборудования. Ведь каждый случай обработки металлических заготовок требует использования правильно подобранного гильотинного станка.
Именно поэтому производители выпускают различные виды оборудования, чтобы из этого разнообразия можно было выбрать наиболее подходящий вариант с учетом особенностей и характеристик металлической заготовки, которую необходимо разрезать. И именно на эти параметры следует обращать внимание, выбирая самый высокопроизводительный и точный станок для раскроя металла.
Гильотина для резки металла: виды и характеристики

Машиностроительные и металлообрабатывающие предприятия выпускают широкий ассортимент металлических изделий и конструкций, технология изготовления которых требует выполнения резки профильного и листового металла. Порой даже владельцам домашних мастерских, а также рабочим на стройплощадке приходится заниматься выполнением этой обязательной операции. Чтобы быстро и качественно произвести рубку металла, необходимо иметь под рукой подходящее оборудование. Одним из наиболее востребованных являются гильотинные ножницы, которые сегодня выпускаются в нескольких вариантах.
Часто осуществлять резку металла с использованием гильотины приходится, когда перед владельцем домашней мастерской или рабочим промышленного предприятия встает задача по изготовлению деталей прямолинейной формы большого размера — треугольников, прямоугольников и полос со стороной от нескольких сантиметров до нескольких метров. Для получения необходимой заготовки приходится обрабатывать металлопрокат толщиной от 2 до 60 мм, шириной до 2 метров и почти неограниченной длины.
Общие характеристики
Современные гильотинные ножницы обладают различными техническими характеристиками, которые обязательно должны учитывать специалисты промышленных предприятий, а также владельцы частных мастерских, занимающиеся изготовлением изделий и конструкций из металлопроката. Среди них наиболее важными параметрами являются:

- количество выполняемых операций;
- размер обрабатываемого листа;
- ассортимент проката, который может обрабатывать конкретный станок;
- предельно допустимая толщина срезаемого металла;
- производительность;
- тип ножей;
- мощность;
- тип привода.
Виды станков
В зависимости от типа привода станка выделяют следующие виды ножниц:
- ручные;
- пневматические;
- гидравлические;
- электромеханические.
Принцип работы

Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Процесс резки металлической заготовки с использованием гильотинного станка состоит из двух операций — резки и ломания.
При использовании качественного станка для раскроя металла количество образуемого металлического лома получается очень небольшим и не превышает 10%.
Одновременно с этим рез приобретает ровную кромку, не требуя дополнительной обработки. При разрезе заготовки затупленным режущим устройством или неверно выставленном зазоре соотношение реза и лома изменяется. Как следствие, это приводит к появлению на нижней кромке острого выступа, называемого гратом — признака низкого качества резки.
Гидравлические гильотинные ножницы

Промышленное оборудование, предназначенное для раскроя металла, в котором используется гидравлическая система привода, обладает большим запасом мощности и отличается высокой производительностью. Его используют преимущественно в серийном или штучном производстве заготовок с прямолинейными кромками из металлопроката толщиной от 2 до 20 мм и длиной реза от 1 до 3 м.
Промышленные предприятия в своей производственной деятельности используют гидравлические станки, позволяющие производить раскрой листов шириной до 6 м и толщиной более 20 мм. Это оборудование обладает значительным весом и габаритами, и чаще всего его производят в единичных экземплярах.
При использовании гидравлических станков гильотинного типа режущее устройство создает давление, превышающее 400 мПа, по всей длине разрезаемого листа. В качестве основного рабочего элемента используются ножи, которые могут двигаться по прямой благодаря вертикальным направляющим или же по дугообразной траектории. Последний вариант в состоянии даже при оказании со стороны гидравлического привода меньшего усилия разрезать заготовки из более толстого металла или сплава повышенной прочности. Причём на точность реза это никоим образом не влияет.
Для контроля зазоров между ножами используется специальная таблица, а корректировка их расположения может осуществляться как в ручном, так и в полуавтоматическом или автоматическом режиме. Достаточно востребованной разновидностью гидравлических станков является оборудование с ЧПУ. Главными его достоинствами является минимальное время настройки и простота смены режима изготовления любого из десятка возможных видов продукции, для чего нужно нажать всего лишь на одну кнопку. Благодаря тому, что вся информация хранится в памяти станка, эта задача максимально упрощается.
Гидравлические ножницы гильотинного типа отличаются от аналогичных устройств бесшумностью в работе — во время раскроя металла ножи совершают движения плавно, не оказывая сильных воздействий ударного типа, которыми сопровождается рубка металла при использовании электромеханических и пневматических машин.
В решении вопроса безопасности эксплуатации гильотинных ножниц помогают фотодатчики, установленные в рабочей области, защитные экраны и ограничители хода подающего механизма. Для своевременного возврата балки в начальное верхнее положение используются пружины или накопительные амортизаторы.
Электромеханические ножницы
Эта разновидность гильотинных станков является не менее востребованной, чем гидравлические. Обладают они столь же высоким уровнем производительности, который может достигать 60 ходов ножа за минуту, правда, рабочий процесс является более шумным. Всему виной кривошипный механизм привода, из-за которого нож быстро перемещается в нижнее положение и оказывает ударное воздействие на заготовку.

Электромеханические станки преимущественно используют на производствах, где необходимо обеспечить высокую производительность и точность резки прямолинейных заготовок большого размера и толщины. В то же время эти машины часто применяются для раскроя металла и в частных мастерских, занимающихся мелкосерийным и кустарным производством.
Для осуществления рабочего процесса к верхней балке с ножом подключён кривошипно-шатунный механизм, соединенный с валом отбора мощности, работающий от электродвигателя, запускаемого при помощи нажатия педали или кнопки. В момент начала работы крутящий момент от эксцентрика передается на оба конца ножевой балки, вследствие чего каждое лезвие оказывает на заготовку воздействие равной силы, обеспечивая равномерный разрез. После каждого оборота вала балка возвращается в исходное верхнее положение, после чего заготовка перемещается в рабочую зону для выполнения следующего реза.
Используемые в конструкции электромеханической гильотины с ЧПУ рабочие элементы делают из нее одну из самых точных и производительных машин для раскроя и рубки металла. Превосходство над гидравлическими моделями им обеспечивает не только более низкая цена, но и надежная кинематическая схема и простота в эксплуатации. Любой специалист, обладающий слесарной квалификацией, способен в условиях частной мастерской или небольшого производства изготовить своими руками высокопроизводительный гильотинный станок с электрическим приводом.
Пневматические гильотины

Промышленное оборудование гильотинного типа для резки металла, оснащенное приводом, работающим от сжатого воздуха, является более производительным, чем гидравлические станки, и практически не отличается по этому параметру от электромеханических версий. Для запуска режущего элемента в этих машинах используется компрессор или центральная магистраль со сжатым воздухом. Чаще всего станки с пневматическим приводом можно встретить на крупных металлообрабатывающих предприятиях, занимающихся изготовлением крупносерийных деталей.
Объединяет эти установки с гидравлическими и электрическими машинами то, что они также относятся к стационарному типу оборудования. В их конструкции предусмотрены рабочие столы большой площади, выдвижные контейнеры для сбора готовых изделий и автоматизированное устройство подачи заготовки. Во многих моделях пневматических станков также имеется ЧПУ. За счет увеличения скорости обработки металла при использовании пневматического привода в сочетании с электронным управлением повышается производительность и одновременно точность обработки заготовок.
Ручные станки для резки металла
Механические гильотинные станки, осуществляющие раскрой металла за счёт привода от рычага или педали, чаще всего можно встретить на промышленных предприятиях, а также в частных мастерских. Они остаются востребованными, даже несмотря на то, что имеют ограничения по толщине обрабатываемых заготовок и их видам.

В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
Режущее устройство, которое может выполнять раскрой листов толщиной более 1 мм, приводит в движение редуктор. Запуск механизма в этих машинах могут обеспечивать два типа привода:
- ножной, где включение мотора осуществляется педалью;
- ручной, при котором запуск осуществляется специальным рычагом.
В некоторых моделях могут одновременно использоваться оба типа привода. Для выполнения качественной резки металлической заготовки гильотинный станок должен быть установлен на ровной поверхности, на которой будет обеспечена устойчивость оборудования.
Гильотинные станки для рубки металла являются одними из самых востребованных видов промышленного оборудования, которое используется не только на предприятиях металлообрабатывающей промышленности, но и в домашних мастерских. Поскольку производители выпускают эти станки в самых различных комплектациях, для каждого случая раскроя металла можно подобрать наиболее подходящую модель с учетом стоящих задач.

Оборудование для рубки металла гильотинного типа пользуется большой популярностью, прежде всего, из-за высокой производительности и точности раскроя металлических заготовок. Их можно использовать для резки не только металла, но и других материалов, в том числе алюминия, меди, латуни и других. Немаловажно и то, что эти машины очень простые в обращении, поэтому даже владелец частной мастерской может быстро приобрести навыки работы с подобным станком и воспользоваться всеми его преимуществами.
В ряде случаев, если позволяет слесарная квалификация, возможно даже сделать такую машину своими руками. Однако целесообразнее приобрести готовый станок, которым можно начинать пользоваться без его предварительной подготовки.
Читайте также: